
Abstract
Recycling of chemicals from waste plastics is important for the reutilization of resources and the reduction of environmental pollution. The phase behaviors of poly (1,4-cyclohexylene dimethylene terephthalate) (PCT) in water at different temperature and time were observed in a fused silica capillary reactor (FSCR) with a microscope. The effects of the reaction temperature (260−340 °C), the reaction time (30−90 min), and the mass ratio of water/PCT (6:1−14:1) on the degradation of PCT were studied in an autoclave reactor on the basis of the results obtained from the FSCR. Under our research conditions, depolymerization of both 1,4-cyclohexanedimethanol and terephthalic acid (TPA) generated mainly phenol, and the maximum yield of phenol was obtained at 340 °C after its reaction with a water/PCT mass ratio of 10:1 for 90 min. Moreover, a reaction mechanism of PCT degradation in subcritical water was proposed. Our results suggest that PCT can be depolymerized rapidly and completely in subcritical water to produce phenol, and this method is conducive to the recycling of waste PCT.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Poly(1,4-cyclohexylene dimethylene terephthalate) (PCT) is a new type of thermoplastic engineering material, which was discovered and developed at Tennessee Eastman in 1959 by Kibler et al. and was produced commercially in 1987 by the Eastman Chemical Company of United States [1]. It is widely used in automobiles, medical appliances, optical components, and other fields because of its better characteristics including heat resistance, chemical resistance and mechanical properties than poly(trimethylene terephthalate) (PTT), polyethylene terephthalate (PET) and poly(butylene terephthalate) (PBT) [2, 3]. With the rapid increase of PCT usages, its waste has caused pollution. Therefore, the treatment of PCT has become increasingly important. Gregory and Watson [4] reported the kinetics of the thermal degradation of PCT. Wampler and Gregory [5] investigated the effects of temperature, time, and moisture content of the polymer on thermal and hydrolytic degradation of PCT. In recent years, with the increase of the amount of polymer, the effective utilization of its waste has been widely concerned [6,7,8].
At present, chemical recycling is investigated extensively because it can meet the needs of sustainable development, and it degrades polymers into their corresponding monomers or other useful chemicals, which can be re-used, thus reducing environmental pollution [9,10,11,12,13,14]. Some studies focusing on depolymerization have reported the recovery and utilization of monomers or other chemicals produced from polymer in some organic solvents, such as methanol [15,16,17,18], propanol [18], ethanol [18,19,20], toluene [21, 22], ethylene glycol [23, 24], n-Butanol [25], decalin [26] and benzene [27]. Goto [10] reviewed the chemical recycling of waste polymers in sub- and supercritical fluids. Compared with organic solvents, sub- and supercritical water has attracted attention recently due to good solubility [28,29,30], oxidability [31,32,33,34], catalysis [35, 36] and harmless [37]. Decomposition of polymers and recovery of monomer in sub- and supercritical water have been reported [10, 36, 38,39,40,41,42,43]. Decomposition of polycarbonate (PC) into bisphenol A (BPA) in subcritical water has been reported by Watanabe et al. [43], and the maximum yield of BPA was about 80% at saturated pressure of 300 °C for about 5 min. Our group previously studied the hydrolysis of polymer into its monomer [41, 42, 44,45,46,47]. Pan et al. [41, 42] investigated hydrolysis of PC with and without catalyzer in sub-critical water, and found BPA was the main liquid product. Liu et al. [47] reported catalytic depolymerization of PET into TPA and ethylene glycol (EG) in hot compressed water (HCW). Gao et al. [45] studied depolymerization of poly(trimethylene terephthalate) (PTT) into TPA and 1,3-propanediol (1,3-PDO) in HCW. Huang et al. [46] reported the decomposition of polyimide (PI) in subcritical water, and the main monomers produced by PI depolymerization were 4,4′-diaminodiphenyl ether (ODA) and 4,4′-oxydibenzoic acid (OBBA). In addition, to the authors’ knowledge, few literatures reported on the degradation of PCT in sub-critical water.
Fused silica capillary reactor (FSCR) has the advantages of small size, optical visibility, high temperature and high pressure resistance. It has been widely used in environment, chemical, geology and other fields [20, 28, 41, 42, 48,49,50,51,52,53]. In this work, the phase behaviors of PCT in sub-critical water in a FSCR was investigated first, which provides guidance in the selection of reaction conditions in a batch autoclave reactor. The effects of reaction temperature (260−340 °C) and reaction time (30−90 min), as well as the mass ratio of water/PCT (6:1−14:1) on the depolymerization of PCT, were studied by a batch autoclave reactor. It was found that the main product was phenol instead of PCT monomer 1,4-cyclohexanedimethanol and TPA. Moreover, a depolymerization mechanism of PCT in sub-critical water was proposed. This experimental technique has a great advantage in guiding the resource utilization of waste PCT, and it reduces environmental pollution effectively.
Experimental
Materials
The PCT (weight average molecular weights 46,000−50,000) used in this study was purchased from Eastman Technology Development Co., Ltd. (Kingsport, USA). Phenol and 1,4-cyclohexanedimethanol were obtained both from Aladdin Chemistry Co., Ltd. (Shanghai, China). Sodium hydroxide and TPA were supplied by Hangzhou Xiaoshan Chemical Reagent Factory (Hangzhou, China) and Acros Organics (Geel, Belglum), respectively. All reagents were used without further purification. Fused silica capillary reactor (665 μm OD, 300 μm ID, and about 18−25 mm long) was obtained from fused silica capillary (Polymico Technologies, USA). Ultrapure water was prepared in the laboratory.
Experimental procedures
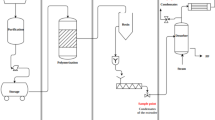
A FSCR in combination with a heating–cooling stage (HCS402, INSTEC, USA) was used for our study of the phase behavior of PCT in subcritical water at different temperatures. The detailed descriptions of the sample loading in the FSCR and experimental procedures were given by Pan et al. [20, 41, 42, 46, 47]. Briefly, a silica capillary about 2 cm long was cut first, and one end of the capillary was sealed and the polyimide protective layer was removed with a hydrogen flame, then PCT and ultrapure water was loaded into the tube successively and the open end of the FSCR was sealed. After this, the FSCR was loaded on the sample chamber of the heating–cooling stage and the temperature was measured by a K-type thermocouple (accurate to ± 0.1 °C). The phase behavior during PCT depolymerization in the FSCR was observed with a microscope and recorded by a digital camera (JVC, TK-C1481, Yokohama, Japan).
In addition, the depolymerization of PCT in subcritical water was conducted in a stainless-steel autoclave (50 mL), in which PCT and water were added in the certain ratio (6:1−14:1) before sealing. Subsequently, the autoclave was heated to a set temperature using a heating collar with a rate of 10 °C/min, and the temperature was measured by a K-type thermocouple with an accuracy of ± 1 °C. Finally, the autoclave reactor was cooled to room temperature and the reaction products were recovered. These experimental procedures have been described previously in detail [41, 46].
The conversion yield of PCT and products yields of phenol or TPA were defined as follows:
The theoretical masses of phenol and TPA were calculated as 2 mol of phenol and 1 mol of TPA generated from 1 mol of converted 1,4-cyclohexylene dimethylene terephthalate.
Sample analysis
The solid residue was dissolved in NaOH solution, the pH was adjusted to 7.0 using phosphoric acid, and then filtrated. The solution was identified by a high performance liquid chromatography—mass spectrometer (HPLC–MS, Acquity UPLC system, Waters, USA). Fourier-transform infrared (FT-IR) spectrometer (AVATAR-370, Thermo Nicolet, USA) was used to measure the functional groups of insoluble solid. The liquid products were identified qualitatively using the HPLC–MS and a gas chromatograph-mass spectrometer (GC–MS) using an Agilent 6890 gas chromatograph equipped with a 30 m × 0.25 mm × 0.25 μm TR-5 capillary column and a mass selective detector. Solid product which dissolved in NaOH solution and liquid products were analyzed by HPLC (Dionex UltiMate 3000, Dionex, USA). The HPLC analyses were carried out on a Yilite BDS C8 column (4.6 mm × 250 mm × 5 μm) and a UV detector, and the mobile phase was employed with a methanol/water solution (6/4 vol.%) at a flow rate of 0.5 mL/min.
Results and discussion
Phase behavior of PCT in FSCR in deionized water
PCT and ultrapure water in the FSCR was heated with a rate of 10 °C/min to 340 °C. We observed and recorded the phase behaviors of PCT in water using the advantages of optical viewing of FSCR. As shown in Fig. 1, there were solid PCT, liquid water, and vapor in the FSCR at room temperature. During the heating process, PCT began softening and shrinking when the temperature rose to 150 °C. As the temperature continues to increase, the PCT melted gradually and developed into a liquid spherule at 340 °C. The melted PCT and the solution had an obvious interface. The FSCR was held at 340 °C for 30 min, and the phase changes of PCT was depicted in Fig. 1b, the liquid spherule of PCT dissolved gradually in the solution and finally dissolved completely in 30 min. Figure 1c shows that the crystal began to precipitate from solution at 170 °C during the cooling process. Subsequently, as the temperature continues to decrease, the number of crystals in the FSCR gradually increases. Based on the phase behaviors results observed in the FSCR, the depolymerization of PCT was further studied in an autoclave reactor.

Photomicrographs of PCT in water in FSCR during a heating; b reaction at 340 °C and c cooling
Analysis of the depolymerization products
A series of experiments were carried out in an autoclave reactor under the conditions of reaction for 30 min at 300 °C, and with water/PCT mass ratio 20.0 g/2.0 g. The solid residue was dissolved in NaOH solution, and the insoluble solid was identified by a FT-IR spectrometer. Figure 2 displays the FT-IR spectra of the insoluble solid and PCT standard sample. The peaks at 3600–3400, 3000–2843, 1750, 1500 and 1050 cm−1 are assigned to O−H, C–H, C=O, C=C and C–O stretching vibrations, respectively. The infrared spectra of the insoluble solid have obvious absorption band at 3600−3400 cm−1 due to partial hydrolysis of the PCT. The similarity of these two spectra indicates that the solids insoluble in NaOH solution is actually the residual PCT.

FT-IR spectra of the insoluble solid (a) and PCT standard sample (b)
The solid products which dissolved in NaOH solution and liquid products were analyzed by LC–MS and GC–MS, and according to the analysis results, the main compositions of the PCT depolymerization products in sub-critical water are given in Table 1. They were composed mainly of TPA, phenol, 1,4-cyclohexylene dimethylene terephthalate, 1,4-dimethylene cyclohexane, 4-isopropylphenol and 4′-hydroxyacetophenone. 1,4-cylohexanedimethanol and TPA are monomers for the synthesis of PCT, but 1,4-cylohexanedimethanol was not detected, and the yield of TPA was low. It was unexpectedly that phenol was found to be the main depolymerization product at the research conditions. Phenol is a useful organic chemical raw material, and it has important applications in synthetic fiber, plastic, synthetic rubber, medicine and other industries [54, 55]. Degradation of waste PCT to phenol can not only reduce environmental pollution, but also obtain valuable and important chemical products. The detailed reaction mechanism will be analyzed in later. The mass spectra plots of liquid products and solid product are shown in the Supporting Information.
Effects of the mass ratio of water/PCT
The influences of water/PCT mass ratio from 6:1 to 14:1 on PCT depolymerization were investigated at 300, 320 and 340 °C for 30 min. Figure 3a shows that the conversion yield of PCT increased sharply from 42.3 to 73.4% with water/PCT mass ratio from 6:1 to 14:1 at temperature of 300 °C. At 320 °C and 340 °C, the conversion yields of PCT both exceeded 99% with the water/PCT mass ratio of 10:1. Figure 3b, c reveal the relationship between the ratio of water/PCT and the yields of phenol and TPA, respectively. Yield of phenol increased with increasing water/PCT mass ratio and reached the maximum of 49.3%, 69.3% and 75.3% under the water/PCT mass ratio 14:1 at 300 °C, 320 °C and 340 °C, respectively. When the water/PCT mass ratio was above 10:1, the phenol yield increased slowly at 320 °C and 340 °C, and the effect of water/PCT mass ratio became weaker. TPA yield decreased with increasing water/PCT mass ratio and was below 20%, mainly because the TPA underwent further hydrolysis to produce phenol under high-temperature and high-pressure water.

Effects of the mass ratio of water/PCT on the conversion yield of PCT (a), yield of phenol (b) and yield of TPA (c) in subcritical water
In addition, the conversion yield of PCT and the yield of phenol increased with increasing temperature (300 °C, 320 °C and 340 °C) under the same water/PCT mass ratio, the yield of TPA decreased first and then increased slightly with increasing temperature. This is because TPA is generated and hydrolyzed simultaneously. Considering all of the reactions in the conversion yield of PCT and the yield of phenol and TPA consumed H2O, a water/PCT mass ratio of 10:1 was chosen.
Effects of reaction temperature and time
The influences of temperature (260−340 °C) and time (30−90 min) on PCT depolymerization were investigated with water/PCT mass ratio of 10:1. Figure 4a clearly shows that increasing the reaction temperature and prolonging the reaction time have a positive influence on the conversion of PCT. PCT was barely depolymerized in water at 260 °C, and the conversion yield of PCT was only 5.6%, even after the reaction of 60 min. However, the ratio increased to 57.3% at 280 °C after 60 min. Furthermore, the PCT completely depolymerized at 300 °C after 45 min and at 320, 340 °C after 30 min. The reason for this result is that PCT is almost insoluble in water at lower temperatures and dissolved more rapidly in water at higher temperatures, which could be well proved by the phenomenon in Fig. 1. Figure 4b shows an increase in the yield of phenol when the reaction temperature increased and the reaction time prolonged. After 90 min of reaction, the yield of phenol was less than 7.3% at 260 °C and increased to 86.9% at 340 °C. The optimum reaction temperature was 340 °C in order to obtain phenol. The yield of phenol was 86.9% at 340 °C for 90 min, with water/PCT mass ratio of 10:1.

Effects of time and temperature on the conversion yield of PCT (a), yield of phenol (b) and yield of TPA (c) in subcritical water
From Fig. 4c, it can be seen that the yield of TPA increased first and then decreased with time, and reached a maximum after 60 min. When the temperature is below 320 °C, the yield of TPA decreased with the temperature, and the maximum value was 15.8% at 260 °C for 60 min. This is different from the conclusions of some articles [45, 47, 56], which indicated the yield of TPA increased with temperature during the depolymerization of PTT or PET. The decreased of TPA yield in this study maybe due to the instability of TPA at high temperature. Wang et al. [57] reported TPA hydrolyzed gradually with an increase in the temperature. Sato et al. [58] got the same conclusion. However, the yield of TPA increased slightly from 320 to 340 °C was due to the greater rate of TPA formation through PCT degradation than the rate of TPA loss through hydrolysis.
Degradation mechanism of PCT in subcritical water
A mechanism for the depolymerization of PCT (Fig. 5) was hypothesized based analysis of the phase behavior and the products. It can be seen from the phase behaviors shown in Fig. 1, as the temperature increased, the PCT gradually melted. The intermolecular forces between the PCT chains were weakened and their distance was increased. In the reaction system, water is both a reaction solvent and a reactant in high-temperature [59]. The active ester linkage of the PCT was cleaved in high temperature water, causing the chains of PCT polymer to break and PCT convert into 1,4-cyclohexylene dimethylene terephthalate. Then, 1,4-cyclohexylene dimethylene terephthalate was degraded to form TPA and 1,4-cyclohexanedimethanol by further hydrolysis. Further reaction of 1,4-cyclohexanedimethanol produced the intermediate product, 1,4-dimethylene cyclohexane, which underwent a series of reactions such as oxidation, rearrangement and dehydration led to the end product, phenol. Dehydration reactions, occurred in the environment of huge water excess under pressure, were due to the catalytic dehydration of protons produced by terephthalic acid and phenol at high temperatures [60]. Under high-temperature and high-pressure conditions, benzoic acid was formed by decarboxylation of TPA, and phenol was formed by further reaction of benzoic acid. Some previous studies have reported that benzoic acid can generate phenol under hydrothermal conditions [61], although the reaction mechanism is not very clear. Other side reactions in the system produced 4′-hydroxyacetophenone and 4-isopropylphenol. The products that had been detected by LC–MS and GC–MS are shown in frame of solid line in Fig. 5. The mass spectra plots of products are shown in the Supporting Information. No other intermediates could be detected, which may be because there were transition states during the reaction under high temperature and high pressure system. The reaction pathway in frame of dotted line in Fig. 5 is the hypothetical process, it is only a surmise based on the product, and we will further discuss in our subsequent studies.

Mechanism for the depolymerization of PCT in subcritical water. *□: The substance in frame of solid line is that has been detected in the experiment; □: The reaction pathway in frame of dotted line is the hypothetical process
To prove that the 1,4-cyclohexanedimethanol undergoes further reaction to produce phenol under high-temperature and high-pressure conditions, a set of experiments was conducted to add 2.0 g PCT, 20.0 mL water and with or without 1.0 g 1,4-cyclohexanedimethanol within the temperature range of 300−340 °C for 60 min in an autoclave reactor. The results are shown in Fig. 6. By comparison, the yield of phenol increased when 1.0 g 1,4-cyclohexanedimethanol was added, indicating that further reaction occurred in 1,4-cyclohexanedimethanol to produce phenol. Zhang et al. [62] studied the pyrolysis-GC/MS of PCT and found that there is phenol in the product, although the yield of phenol is very low.

Effects of 1,4-cyclohexanedimethanol on the yield of phenol in subcritical water
Conclusions
We used a FSCR and a batch autoclave to study the depolymerization of PCT in subcritical water, and unexpectedly found that the main product was phenol rather than monomers. Recycling phenol from waste PCT could realize the reutilization of waste resources and the reduction of environmental pollution. The phase behavior of PCT in water suggested that PCT began to soften and shrink at 150 °C and mingled completely with water at 340 °C after 30 min. The main solid product and liquid product in the autoclave reactor were TPA and phenol, respectively. The conversion yield of PCT and the yield of phenol both increased with the increased mass ratio of water/PCT, reaction temperature and time. However, the yield of TPA decreased with increasing mass ratio of water/PCT due to the further hydrolysis of TPA to produce phenol in subcritical water. The optimal reaction condition for the recovery of phenol was found with the mass ratio of water/PCT of 10:1 at 340 °C within 90 min, the yield of phenol reached 86.9% and PCT can be depolymerized completely. In addition, phenol as the main degradation product indicated that TPA and 1,4-cyclohexanedimethanol undergoes further reaction to produce phenol in sub-critical water.
References
Turner SR (2004) Development of amorphous copolyesters based on 1,4-cyclohexanedimethanol. J Polym Sci Pol Chem 42:5847–5852
Jeong YG, Lee SC, Jo WH (2006) Segmental motions and associated dynamic mechanical thermal properties of a series of copolymers based on poly(hexamethylene terephthalate) and poly(1,4-cyclohexylenedimethylene terephthalate). Macromol Res 14:416–423
Yang J, Li WG, Yu AF, Xi P, Huang XA, Li SM (2009) Sequence distribution, thermal properties, and crystallization studies of poly(trimethylene terephthalate-co-1,4-cyclohexylene dimethylene terephthalate) copolyesters. J Appl Polym Sci 111:2751–2760
Gregory DR, Watson MT (1972) Kinetics of the thermal degradation of poly (1,4-cyclohexylenedimethylene terephthalate). Polym Eng Sci 12:454–458
Wampler FC, Gregory DR (1972) Thermal and hydrolytic degradation of poly (1,4-cyclohexylenedimethylene terephthalate). J Appl Polym Sci 16:3253–3263
Al-Salem SM, Antelava A, Constantinou A, Manos G, Dutta A (2017) A review on thermal and catalytic pyrolysis of plastic solid waste (PSW). J Environ Manag 197:177–198
Glaser JA (2017) New plastic recycling technology. Clean Technol Environ Policy 19:627–636
Pacheco E, Ronchetti LM, Masanet E (2012) An overview of plastic recycling in Rio de Janeiro. Resour Conserv Recycl 60:140–146
Chirag BG, Serena G, Stefano M, Maria SP, Nicola S, Enrico M (2019) Depolymerization of waste poly(methyl methacrylate) scraps and purification of depolymerized products. J Environ Manag 231:1012–1020
Goto M (2009) Chemical recycling of plastics using sub- and supercritical fluids. J Supercrit Fluids 47:500–507
López-Fonseca R, González-Marcos MP, González-Velasco JR, Gutiérrez-Ortiz JI (2009) A kinetic study of the depolymerisation of poly(ethylene terephthalate) by phase transfer catalysed alkaline hydrolysis. J Chem Technol Biotechnol 84:92–99
Lei JX, Yuan GA, Weerachanchai P, Lee SW, Li KX, Wang JY, Yang YH (2018) Investigation on thermal dechlorination and catalytic pyrolysis in a continuous process for liquid fuel recovery from mixed plastic wastes. J Mater Cycles Waste Manag 20:137–146
Aguado A, Martínez L, Becerra L, Arieta-araunabeña M, Arnaiz S, Asueta A, Robertson I (2014) Chemical depolymerisation of PET complex waste: hydrolysis vs. glycolysis. J Mater Cycles Waste Manag 16:201–210
Grause G, Mochizuki T, Kameda T, Yoshioka T (2013) Recovery of glass fibers from glass fiber reinforced plastics by pyrolysis. J Mater Cycles Waste Manag 15:122–128
Liu L, Zhu ZB, Wu YQ (2017) Depolymerization kinetics for thermoplastic polyurethane elastomer degradation in subcritical methanol. Polym Degrad Stab 140:126–135
Liu FS, Li Z, Yu ST, Cui X, Ge XP (2010) Environmentally benign methanolysis of polycarbonate to recover bisphenol A and dimethyl carbonate in ionic liquids. J Hazard Mater 174:872–875
Piñero R, García J, Cocero MJ (2005) Chemical recycling of polycarbonate in a semi-continuous lab-plant. A green route with methanol and methanol-water mixtures. Green Chem 7:380–387
Yang JH, Huang J, Chyu MK, Wang QM, Xiong DL, Zhu ZB (2010) Degradation of poly(butylene terephthalate) in different supercritical alcohol solvents. J Appl Polym Sci 116:2269–2274
Jie H, Ke H, Qing Z, Lei C, Wu YQ, Zhu ZB (2006) Study on depolymerization of polycarbonate in supercritical ethanol. Polym Degrad Stab 91:2307–2314
Pan ZY, Shi YH, Liu L, Jin ZF (2013) Depolymerization of poly(butylene terephthalate) in sub- and supercritical ethanol in a fused silica capillary reactor or autoclave reactor. Polym Degrad Stab 98:1287–1292
Joshi P, Madras G (2008) Degradation of polycaprolactone in supercritical fluids. Polym Degrad Stab 93:1901–1908
Huang K, Tang LH, Zhu ZB, Ying WY (2006) Continuous distribution kinetics for degradation of polystyrene in sub- and supercritical toluene. J Anal Appl Pyrolysis 76:186–190
Kim D, Kim BK, Cho YM, Han M, Kim BS (2009) Kinetics of polycarbonate glycolysis in ethylene glycol. Ind Eng Chem Res 48:685–691
López-Fonseca R, Duque-Ingunza I, de Rivas B, Flores-Giraldo L, Gutiérrez-Ortiz JI (2011) Kinetics of catalytic glycolysis of PET wastes with sodium carbonate. Chem Eng J 168:312–320
Huang HH, Yin YZ, Cheng HB, Zhao ZP, Zhang BY (2016) Degradation mechanism of CF/EP composites in supercritical n-Butanol with alkali additives. J Polym Environ 25:115–125
Aguado J, Serrano DP, Vicente G, Sánchez N (2006) Effect of decalin solvent on the thermal degradation of HDPE. J Polym Environ 14:375–384
Tiwary P, Guria C (2010) Effect of metal oxide catalysts on degradation of waste polystyrene in hydrogen at elevated temperature and pressure in benzene solution. J Polym Environ 18:298–307
Bei K, Zhang CY, Wang JL, Li K, Lyu JH, Zhao J, Chen J, Chou IM, Pan ZY (2016) Solubility and dissolution mechanism of 4-chlorotoluene in subcritical water investigated in a fused silica capillary reactor by in situ Raman spectroscopy. Fluid Phase Equilib 425:93–97
Srinivas K, King JW, Howard LR, Monrad JK (2010) Solubility of gallic acid, catechin, and protocatechuic acid in subcritical water from 298.75 to 415.85 K. J Chem Eng Data 55:3101–3108
Zhang DF, Montañés F, Srinivas K, Fornari T, Ibáñez E, King JW (2010) Measurement and correlation of the solubility of carbohydrates in subcritical water. Ind Eng Chem Res 49:6691–6698
Fang L, Hu HJ, Lin CM (2017) Supercritical fenton oxidation: a new method for total organic carbon measurement. Anal Lett 50:1219–1227
Liu HC, Pan ZY (2012) Visual observations and Raman spectroscopic studies of supercritical water oxidation of chlorobenzene in an anticorrosive fused-silica capillary reactor. Environ Sci Technol 46:3384–3389
Wang JL, Zhang YQ, Zheng WC, Chou IM, Lin CM, Wang QY, Pan ZY (2018) Using Raman spectroscopy and a fused quartz tube reactor to study the oxidation of o-dichlorobenzene in hot compressed water. J Supercrit Fluids 140:380–386
Zhang H, Han DD, Chen Y, Lin CM (2016) Catalysis of CuSO4 for total organic carbon detection based on supercritical water oxidation. Water Sci Technol 74:295–301
Sato O, Yamaguchi A, Murakami Y, Shirai M (2015) Depolymerization of poly(butylene terephthalate) into terephthalic acid and tetrahydrofuran in high-temperature liquid water. Chem Lett 44:1312–1314
Wataniyakul P, Pavasant P, Goto M, Shotipruk A (2012) Microwave pretreatment of defatted rice bran for enhanced recovery of total phenolic compounds extracted by subcritical water. Bioresour Technol 124:18–22
Okajima I, Sako T (2017) Recycling of carbon fiber-reinforced plastic using supercritical and subcritical fluids. J Mater Cycles Waste Manag 19:15–20
Ikeda A, Katoh K, Tagaya H (2008) Monomer recovery of waste plastics by liquid phase decomposition and polymer synthesis. J Mater Sci 43:2437–2441
Li L, Liu FS, Li Z, Song XY, Yu ST, Liu SW (2013) Hydrolysis of polycarbonate using ionic liquid Bmim Cl as solvent and catalyst. Fiber Polym 14:365–368
Nakagawa T, Goto M (2015) Recycling thermosetting polyester resin into functional polymer using subcritical water. Polym Degrad Stab 115:16–23
Pan ZY, Hu ZC, Shi YH, Shen Y, Wang JL, Chou IM (2014) Depolymerization of polycarbonate with catalyst in hot compressed water in fused silica capillary and autoclave reactors. RSC Adv 4:19992–19998
Pan ZY, Chou IM, Burruss RC (2009) Hydrolysis of polycarbonate in sub-critical water in fused silica capillary reactor with in situ Raman spectroscopy. Green Chem 11:1105–1107
Watanabe M, Matsuo Y, Matsushita T, Inomata H, Miyake T, Hironaka K (2009) Chemical recycling of polycarbonate in high pressure high temperature steam at 573 K. Polym Degrad Stab 94:2157–2162
Bei K, Ma PX, Wang JL, Li K, Lyu JH, Hu ZC, Chou IM, Pan ZY (2017) Depolymerization of poly(ethylene naphthalate) in fused silica capillary reactor and autoclave reactor from 240 to 280 °C in subcritical water. Polym Eng Sci 57:1382–1388
Gao J, Jin ZF, Pan ZY (2012) Depolymerization of poly(trimethylene terephthalate) in hot compressed water at 240–320 °C. Polym Degrad Stab 97:1838–1843
Huang F, Huang YY, Pan ZY (2012) Depolymerization of ODPA/ODA polyimide in a fused silica capillary reactor and batch autoclave reactor from 320 to 350 °C in hot compressed water. Ind Eng Chem Res 51:7001–7006
Liu YP, Wang MX, Pan ZY (2012) Catalytic depolymerization of polyethylene terephthalate in hot compressed water. J Supercrit Fluids 62:226–231
Jiang L, Xin Y, Chou IM, Chen Y (2018) Raman spectroscopic measurements of ν1 band of hydrogen sulfide over a wide range of temperature and density in fused-silica optical cells. J Raman Spectrosc 49:343–350
Ou WJ, Lu W, Qu K, Geng LT, Chou IM (2016) In situ Raman spectroscopic investigation of flux-controlled crystal growth under high pressure: a case study of carbon dioxide hydrate growth in aqueous solution. Int J Heat Mass Transf 101:834–843
Ou WJ, Geng LT, Lu WJ, Guo HR, Qu K, Mao PX (2015) Quantitative Raman spectroscopic investigation of geo-fluids high-pressure phase equilibria: Part II. Accurate determination of CH4 solubility in water from 273 to 603 K and from 5 to 140 MPa and refining the parameters of the thermodynamic model. Fluid Phase Equilib 391:18–30
Wan Y, Wang XL, Hu WX, Chou IM, Wang XY, Chen Y, Xu ZM (2017) In situ optical and Raman spectroscopic observations of the effects of pressure and fluid composition on liquid-liquid phase separation in aqueous cadmium sulfate solutions (≤ 400 °C, 50 MPa) with geological and geochemical implications. Geochim Cosmochim Acta 211:133–152
Wang XL, Chou IM, Hu WX, Burruss RC (2013) In situ observations of liquid-liquid phase separation in aqueous MgSO4 solutions: geological and geochemical implications. Geochim Cosmochim Acta 103:1–10
Xu XC, Chou IM (2017) Raman spectroscopic study of cracking and hydrolysis of propane in fused silica capillary capsules between 300 and 400 °C. J Raman Spectrosc 48:1420–1425
Ding GD, Wang WT, Jiang T, Han BX, Fan HL, Yang GY (2013) Highly selective synthesis of phenol from benzene over a vanadium-doped graphitic carbon nitride catalyst. ChemCatChem 5:192–200
Jiang H, Fang Y, Fu Y, Guo QX (2003) Studies on the extraction of phenol in wastewater. J Hazard Mater 101:179–190
Goje AS, Thakur SA, Diware VR, Patil SA, Dalwale PS, Mishra S (2004) Hydrolytic depolymerization of poly(ethylene terephthalate) waste at high temperature under autogenous pressure. Polym-Plast Technol Eng 43:1093–1113
Wang JL, Bei K, Hu ZC, Liu YP, Ma YP, Shen Y, Chou IM, Pan ZY (2016) Depolymerization of waste polybutylene terephthalate in hot compressed water in a fused silica capillary reactor and an autoclave reactor: monomer phase behavior, stability, and mechanism. Polym Eng Sci 57:544–549
Sato O, Arai K, Shirai M (2006) Hydrolysis of poly(ethylene terephthalate) and poly(ethylene 2,6-naphthalene dicarboxylate) using water at high temperature: effect of proton on low ethylene glycol yield. Catal Today 111:297–301
Kruse A, Dinjus E (2007) Hot compressed water as reaction medium and reactant. J Supercrit Fluids 39:362–380
Savage PE (2009) A perspective on catalysis in sub- and supercritical water. J Supercrit Fluids 47:407–414
Fraga-Dubreuil J, Garcia-Serna J, Garcia-Verdugo E, Dudd LM, Aird GR, Thomas B, Poliakoff M (2006) The catalytic oxidation of benzoic acid to phenol in high temperature water. J Supercrit Fluids 39:220–227
Zhang JB, Wang XL, He QX, Zhao HB, Wang YZ (2014) A novel phosphorus-containing poly(1,4-cyclohexylenedimethylene terephthalate) copolyester: synthesis, thermal stability, flammability and pyrolysis behavior. Polym Degrad Stab 108:12–22
Acknowledgements
This work was supported by the Natural Science Foundation of China (21377116), and the Key Frontier Science Program (QYZDY-SSW-DQC008) of the Chinese Academy of Sciences.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Xu, Y., Xie, G., Bei, K. et al. Recycling of phenol from poly (1,4-cyclohexylene dimethylene terephthalate) using subcritical water from 260 to 340 °C. J Mater Cycles Waste Manag 22, 1639–1647 (2020). https://doi.org/10.1007/s10163-020-01057-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-020-01057-8