
Abstract
Solid propellant for rocket motor consists of a mixture of oxidizer with aluminum powder cured in poly-butadiene (PB) binder. Ammonium perchlorate (NH4ClO4, AP) is commonly used oxidizer in many propulsion systems as solid propellant. An aged propulsion engine of the rocket motor is discarded through the waste processing procedure by open burning or open detonation. Meanwhile, recycling AP is economically interesting issue as it is filled more than 70 % in one unit of rocket motor. Although industries and military institutes have invested in R&D to remove PB binder or recycle AP oxidizer, developed process were rarely industrialized due to economic problem. Here we report an automated, self-contained and environmentally responsible AP recovery technology which process has recently been developed and proven to be a cost-effective recycling program of obsolete ammunition.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The most commonly used method to dispose of surplus or reject propellants, explosives and energetic materials has been open burning (OB) or open detonation (OD) which neither safe nor environmentally desirable [1]. As Environmental Protection Agency (EPA) restricted OB and OD of hazardous materials, this limitation poses enormous problem to the propulsion related industries [2, 3]. The most discussed alternative to old methods involves the water-jet cutting and washing system. This method is effective to cut safely but as the recovering process is longer with extraction, recovering, washing, recrystallizing and drying, the amount of water effluent associated have proved uneconomical. Other attempt to extract specific chemical as n-hexylcarborane (NHC), could be industrialized because of its unusual high cost. Estimated price of NHC is about $400 per pound to the conventional propellant cost is in the order of $1 to $5 per pound [4]. Nevertheless, developing a cost-effective method to demilitarize and recycle propellant ingredients, is requirement over the years.
In general, a rocket motor includes a propulsion engine, a warhead and a fuse. The propulsion engine has a metal combustion pipe filled therein with mixed solid propellants consisting of various compounds. The term “solid propellant” refers to propelling charges of a solid type. In detail, the solid propellant is a mixture of oxidant compounds with fuel, to make the propelling effect by burning the oxidizer without the aid of oxygen. If the propulsion engine becomes superannuated, it is discarded through the waste processing procedure. During the waste processing procedure, the solid propellants filled in the propulsion engine are extracted through extraction process and then incinerated or reused by recovery process. The “recovery process” refers to the process for separating and recovering ammonium perchlorate (NH4ClO4, AP), which can be reused as oxidizer to new solid propellant. However, this discard process has several contamination problems [5, 6] in that it needs a safety structure because it always has problems of explosion or noxious gases emission and bolts relieving can be very difficult to disassemble the propulsion engine in the case that they are worn out.
Frosch et al. [7] disclosed a recovery process including the steps of separating waste solid propellants from a propulsion engine, shredding the waste solid propellants into fragments, stirring the waste solid propellants for 30 min. at the relatively high temperature of about 80 °C, segmenting the waste solid propellants into particles having a size of 0.15 cm or less, separating solid and liquid after dissolving inorganic salt, and cooling the separated liquid. However, as the solid propellants are stirred and shredded under the high temperature condition, time and big energy consumption may be resulted. In addition, high temperature condition causes strong adhesion of the solid propellants resulting conglomeration into a big mass which interferes the dissolution of the oxidizer. Thus, the stirring and shredding time may be lengthened, and an addition of the surfactant may be necessarily required. Finally, as the surfactant is added, the purity of the recovered oxidant may be degraded.
Melvin [8] disclosed a recovery process including the steps of converting gas-phase ammonia into liquid-phase ammonia by applying high pressure, shredding solid propellants using a multi-jet and simultaneously dissolving and filtering oxidizer to extract a liquid part therefrom, and releasing the high pressure to convert the liquid-phase ammonia into the gas-phase ammonia such that the ammonia can be separated from the solid oxidizer, thereby recovering only the solid oxidizer. However, high-pressure maintenance equipment is necessary to keep the ammonia in the liquid phase while the solid propellants are being shredded and dissolved. Since the high-pressure maintenance equipment is expensive, the final cost may be increased. The ammonia is also an expensive solvent and some of the ammonia may be discharged to the atmosphere during the recovery process, so that the atmosphere pollution may be resulted. He also disclosed another recovery process using supercritical fluid system but this equipment is also very expensive and maintenance cost cannot be ignored [9].
Accordingly, we concretized a new method in an effort to solve the above-mentioned problems, having an objective to provide a propellant disposal device for a propulsion system. This new method can simultaneously carry out disposal of the propulsion system and collect the propellants charged within the propulsion system through automated, self-contained, environmentally responsible and cost-effective recycling program of obsolete ammunition [10].
Materials and method
DMF, EtOH and other solvent were purchased from Aldrich or Kanto (HPLC grade). Micro filters used were cellulose nitrate membrane filter (Macherey Nagel: Dia. 47 mm, pore size 0.45 μm) or Glass Microfiber Filters-GF/C (Whatman: Dia. 47 mm, pore size 1.2 μm). Scanning electron microscope (SEM) images were obtained using a MIRA I LMH (Tescan, USA) at the accelerating voltage of 3.0 kV. Recycled AP was obtained from Kuryong I rocket motor (JJPROTECH, Korea) after automated recycling process then analyzed by MIL-A-23442A method to determine the purity. Inductively Coupled Plasma (ICP) was used with ICP-MS X series II (Thermoscientific, USA) to analyze all inorganic impurities possible. Particle size was measured by the Microtrac S3000 (Microtrac, USA) laser diffraction particle size analyzer. Commercialized APs were purchased from AEQ Britanite (Brazil) and Changsha (China) to compare.
Device design
To accomplish the above objective, an apparatus for recovering solid propellants from a propulsion engine is contrived (Fig. 1). The apparatus includes a cutting unit: cutting the body of the motor to an appropriate size to extract; a propellant extracting unit: extracting the solid propellants from the propulsion engine in a shape of chips; a micro pulverizing unit: pulverizing the chip-shaped solid propellants mixed solution into micro-particles having a size of 1 cm or less while maintaining a predetermined temperature; a solid–liquid separating unit: receiving the propellant mixed solution containing the micro-particles from the pulverizing unit and separating solid components including polymer and metal from the propellant mixed solution to separate a liquid-phase inorganic salt solution from the solid components; a concentrating unit: receiving the inorganic salt solution from the solid–liquid separating unit and removing a predetermined amount of water from the inorganic salt solution; and a drying unit: receiving the concentrated solution from the concentrating unit to provide inorganic salt powder having a crystalline state.

Representative design of AP recovery process
Recovery process
Extracting unit
Extracting unit includes a specially treated extraction head which extract the solid propellants from the propulsion engine in a shape of chips with cooling water and a hopper receiving chip-shaped propellants mixed with cooling water used thereof (Fig. 2). During extraction process cooling water having the temperature in the range of 5–10 °C is supplied to prevent explosion caused by flames or friction heat and also to reduce adhesion force of the chip-shaped propellants.

Schematic representation of automated propellant extracting device for a propulsion system (up) and assembled equipment (down)
Pulverizing unit
The micro pulverizing unit includes a pulverizing pretreatment before micronization comprising a hopper which receives the chip-shaped propellant solution from the propellant extracting unit; a disperse blade for stirring primarily pulverized propellant; and a micronizer receiving pretreated solution thereof, to secondarily micronize into micro-particles having a size of 1 μm or less (Fig. 3). Temperature of this process is also predetermined in the range of 5–15 °C. This temperature is referred to dissolve inorganic salt effectively and to reduce the self-adhesion property of chipped polymer. Dispersing blade is specially conceived to prevent solution stagnation in the hopper, so that primarily pulverized propellant may not adhere to each other. As a result, pulverized propellants can be readily segmented into the micro-particles.

Schematic representation of pulverizing unit
Solid–liquid separating unit
The solid–liquid separating unit includes a drum screen equipped with 0.1 mm filter, separating solid components as polymer and metal traces from the propellant mixed solution containing micro-particles, thereby separating liquid-phase inorganic salt solution thereof (Fig. 4).

Schematic representation of solid–liquid separating unit
Concentration unit
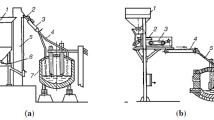
The concentrating unit includes a pressure reduction chamber having a pressure reduction space for storing the inorganic salt solution; a heating module surrounding an outer wall of the pressure reduction chamber to supply high-temperature heat to the outer wall of the pressure reduction chamber; a stirring blade installed in the pressure reduction chamber to continuously stir the inorganic salt solution; and a driving motor for driving the stirring blade (Fig. 5). This unit increases the concentration of the inorganic salt solution by removing predetermined amount of water of the filtered solution. This unit includes also a micro filtering part receiving the inorganic salt solution, where solid components are almost removed from the solid–liquid separating unit. Micro filter removes residual solid components from the inorganic salt solution to improve the purity of the inorganic salt. The micro filtering part may be configured to filter solid impurities having a size of 0.5 μm or above.

Schematic representation of concentration unit of inorganic salt (up) and assembled equipment (down)
Drying unit
The drying unit includes a drying chamber sealed against an external space; a disc atomizer spraying the inorganic salt solution received from the concentrating unit into the drying chamber; an electric heater generating drying heat and supplying the drying heat into the drying chamber; and a collection box for collecting inorganic salt powder dried by the drying heat (Fig. 6). The drying unit further includes a steam discharge pipe for discharging steam contained in the drying chamber; and a bag filter connected to the steam discharge pipe to collect a small amount of the inorganic salt powder from moisture discharged from the steam discharge pipe. This unit also includes a preheating part which is composed with a heat exchanger to increase the temperature of the inorganic salt solution.

Schematic representation of drying unit
Discussion
Solid propellant treated may include a polymer binder, a metal fuel and an oxidizer which is a kind of inorganic salt. Among them, the polymer binder is an incompletely cross-linked amorphous polymer having adhesive property. This property can be held in the solid propellant mixture. Thus, while the solid propellants are being extracted the cooling water is supplied to lower the adhesive property of the binder, such that the binder may not interfere with the extracting operation. This operation with milling tool, extracts the solid propellants into chip-shaped particles having the size of about 2–3 mm. Then, via two steps of micronizing operation we can get micro particles having the size of 1 μm or less.
As the chipped propellants have the storing adhesion property, if the propellants stagnate during any treatment micro particles formation may be degraded due to this adhesion property. However, during the primary pulverization and the dispersion process the turbulent flow is generated by the rotation of specially conceived blade, so that chipped propellants do not stagnate and the working efficiency of micronization can be improved. Another important factor is the temperature. Since the inorganic salt is dissolved in water through the endothermic reaction, the solubility is increased if heat is applied thereto, so the solubility of the inorganic salt can be increased. However, in our system the adhesion property of chipped binder may be increased if the temperature rises, so the inorganic salt may not be easily extracted from the solid propellant. Thus, the dissolution rate of the inorganic salt is lowered and the dissolution efficiency of the inorganic salt is degraded. If the process is performed at the temperature of 5 °C or below, the solubility of the inorganic salt may be significantly reduced and if the process is performed at the temperature of 15 °C or above, the adhesion property of the solid propellant is increased, so the inorganic salt may not be easily extracted from the solid propellant. In this regard, the temperature of the propellant mixed solution is controlled in the range of 5–15 °C. Concentration process is performed to adjust the amount of water experimentally. Depending on the amount of water the purity and the yield of inorganic salt are controlled. If the amount of water is minimized, we get high yield but low purity, but in the contrary low yield and high purity is resulted. So the accumulation of concentration related data is essential to obtain high purity and high yield in the same time. With one year experience of production, we stabilized the yield with high purity. Actually we recycle about 80 % of pure inorganic salt from one motor unit, with 99.0 % purity or higher (Table 1).
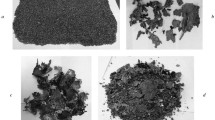
Comparison with commercialized 200 μm AP was performed also. SEM pictures show clearly the physical form of AP. To compare with commercialized 200 μm AP, recycled AP is sieved with US Standard Sieve to collect <200 μm particles (Figs. 7, 8).

Particles analysis of sieved AP by laser diffraction particle size analyzer. Sieved particles have M v = 207.1 μm

SEM images of 200 μm AP particles. Recycled JJPROTECH’s AP (a, b), AEQ’s (c, d) and Changsha’s (e, f). Comparing with homogeneously treated commercialized 200 μm AP, recycled AP has different shape and size as bulk state. Commercialized 200 μm AP were probably treated by particle rounding technic [11] and sieved with different mesh (e, f)
Conclusions
According to the apparatus and method for recovering solid propellants used in the propulsion engine, as described above, the propellants are neither incinerated nor treated with chemical additives, but the solid propellants are recovered through recrystallization after components have been separated from each other. This separation method is based on difference in solubility of the components by supplying water, so pure inorganic salt can be obtained. In detail, the solid propellants are segmented into micro-particles by supplying cooling water. As the inorganic salt is the sole water-soluble component among the components of the solid propellants, is dissolved in water, such that a solid can be separated from a liquid. In this state, the liquid-phase inorganic salt solution is concentrated to recover the inorganic salt by recrystallization, thereby obtaining high purity inorganic salt. In addition, according to this propellant recycling system, the used water is recycled into the system, so that pollutants may not be generated and a fire can be prevented also. Therefore, resources can be reused safely without causing the environmental pollution.
Moreover, the propellant disposal process is controlled to be consecutive and repeatedly performed, so that a plurality of the propulsion systems can be consecutively treated. This device is also not restricted to the actual target embodiment and structure. Finally, this propellant disposal device for the propulsion system enables to reutilize the propellant and makes the disposal process safer.
References
Van Ham N, Verweij A (1990) Contaminated soil ’90, environmental protection problems connected to the disposal of ammunition and explosives by open pit burning, Springer, Netherlands, p 1439
US EPA (2002) http://www.epa.gov/reg3wcmd/ca/pdf/RCRA_OpenBurnOpenDet_Guide.pdf. Accessed Jan 2016
Us EPA Waste, Division Management (2004) Region 9, perchlorate monitoring results Henderson Nevada to the Lower Colorado River, perchlorate monitoring report. US EPA Waste Management Division, San Francisco, pp 3–7
Wiliams LJ (1983) Process for the recovery of carborane from reject propellant, US Patent 4376666
Gullick R, LeChevallier M, Barhorst T (2001) Occurrence of perchlorate in drinking water sources. J Am Water Works Assoc 93(1):66–77
Urbanskya E, Schocka M (1999) Issues in managing the risks associated with perchlorate in drinking water. J Environ Manag 56:p79–p95
Frosch RA, McIntosh MJ (1980) Process for the leaching of AP from propellant, US Patent 4198209
Melvin WS (1994) Method to extract and recover nitramine oxidizers from solid propellants using liquid ammonia, US Patent 5284995
Melvin WS (1990) Extraction and recovery of plasticizers from solid propellants and munitions, US Patent 4909868
Kim J (2014) Propellant disposal device for a propulsion system, US Patent 2014/0082908
Kralik RJ (1970) Production of rounded ammonium perchlorate crystals, US Patent 3498759
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shim, YH., Kim, JT. Successful plant scale production of solid propellant recycling from obsolete ammunition. J Mater Cycles Waste Manag 19, 898–905 (2017). https://doi.org/10.1007/s10163-016-0495-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-016-0495-y