
The paper discusses the use of a secondary smelting technology for reinforcing steel (rebar) production at Baku Steel Company, LLC, noting the feasibility of adding metallized pellets to the furnace charge consisting of scrap metal and other manufacturing waste products. The addition of such pellets enhances the process of melting the charge in an electric arc furnace (EAF). The process utilizes direct-reduced iron (DRI) and hot-briquetted iron (HBI) pellets. The status of metallized pellet production in different countries was analyzed. The characteristics of DRI and HBI pellets were compared. The results of two EAF melting runs conducted at Baku Steel Company, LLC are presented. It is shown that the use of metallized raw materials in the EAF charge resulted in 87 to 90 % yield of usable metal. The rebar stock obtained from this steel meet the standard strength requirements. Various EAF pellet-charge layouts are demonstrated, noting the importance of continuous loading of the charge materials through the furnace roof. Alternatively, the pellets can be loaded into EAF through an opening in the furnace wall. At Baku Steel Company, LLC, pellets are loaded through the furnace port. It is shown that the mixture of materials is supplied to a bunker, and then loaded into the furnace using a belt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Electric steel production is associated with the use of various furnace charge materials, including: metal charge (scrap, waste products of conversion facilities, fragmented scrap, metallized pellets, cast iron), slagforming charge (lime, limestone, aluminum silicate materials, quartzite, fluorspar), ferroalloys (doping alloys and deoxidizing agents), and recarburizing agents (coke, electrode scrap, cast iron) [1, 2].
There are certain requirements to charge materials used in EAF smelting, which are associated with fragment size, chemical uniformity, surface oxidation, contamination with other substances (oil, soil, debris, nonferrous metals, etc.), humidity, explosion and fire safety.
The metal part of the charge may consist of steel scrap, conversion pig iron, waste materials (alloyed and regular) of metallurgical and machine-building plants, charge stock, direct-reduced iron, as well as ferroalloys and ligatures. Steel-making facilities receive metal scrap from scrap collectors and from their own production (scrap, gates, underfills, trimmings from the conversion facilities).
Scrap is pre-sorted based on the chemical composition and fragment size, and then sent for processing (crushing, cutting, pressing, purifying from oils and foreign impurities). Based on the size, scrap is divided into small, medium, and large, as well as shavings. Fine clippings and trimmings from the conversion and metalworking facilities, as well as defective parts measuring less than 100 mm in length are classified as small scrap. Medium scrap includes fragments weighing up to 50 kg and measuring 100 to 500 mm in length. Large scrap consists of defective ingots, underfills, worn-out parts, compacted bundles, and other secondary waste in the form of 500 to 2,000 mm long fragments. Shavings represent a significant percentage of the secondary metal waste. Carbon and alloyed steel shavings should be degreased and briquetted. The use of non-degreased shavings in the steel-making process results in non-recoverable losses of oils as well as metal enrichment with carbon and hydrogen.
The presence of non-ferrous metals (copper, bronze, tin, lead, brass) in scrap is not allowed, since they worsen the properties of steel [3,4,5,6].
When using a secondary smelting technology, for example, to reduce the amount of non-ferrous metals in the finished steel products, alternative iron-containing materials are added to EAFs along with scrap metal. The practical experience of using such materials shows that they constitute about 75 % of the total amount of metal charge, while cast iron constitutes the rest. In general, the introduction of alternative materials is limited by technical reasons and high cost.
Soft iron (Ferrosheet) is used to facilitate smelting of alloyed steels from the waste materials. To reduce the total carbon content, up to 10–30 % of soft iron can be added to the furnace charge. Soft iron is produced by a special order in the open-hearth or electric arc furnaces (C content — 0.01 to 0.015 %; P content — up to 0.020 %).
The charge of electric furnaces contains sponge iron, which is a product of direct reduction of iron from ore. The composition of sponge iron is as follows, wt.%: Femet — 85–93; C — 0.1–0.8; P — 0.01–0.03; S — 0.01–0.07; SiO2 — 2.0–8.0.
Of particular importance are metallized pellets containing up to 90 % Fe [7]. Such pellets can be continuously loaded into the furnace through an opening in the furnace roof. The use of pellets facilitates the process of electric smelting and enables its automation.
Hot briquetted iron (HBI) and direct-reduced iron (DRI), used to produce metallized pellets with different iron content, possess a low concentration of harmful impurities such as P, Cu, Ni, Cr, Sn, and As. Moreover, HBI is characterized by a lower carbon content (below 0.5 %) and high amount of sulfur (≈ 0.025 %) [8,9,10,11].
In 2018, the global production of DRI was 100.5 million tons, including 80.3 million tons of CDRI (Cold DRI); 9 million tons of HBI; and 11.2 million tons of HDRI (Hot DRI) [12]. In 2015, the top five DRI-manufacturing countries included the following, million ton: India — 17.68; Iran — 14.55; Saudi Arabia — 5.8; Mexico — 5.5; and Russia — 5.44. These five countries produce 50 % of all DRI in the world, while in recent years the manufacturing capacity of India alone reached 60 % of the global production. In Russia, an HBI manufacturing shop No. 3 was commissioned at the Lebedinskii Metallurgical Plant in 2017 capable of producing 1.8 million tons per year.
The low content of impurities in the metallized raw materials provides the possibility of using them in two directions: as part of the furnace charge for producing high-quality metal, or for producing regular-quality steel by using a relatively cheap and high-quality scrap.
High bulk density value (1.2 to 1.5 t/m3) of metallized pellets is close to the bulk density of furnace charge specially prepared for high-capacity furnaces. Metallized pellets possess magnetic properties, which helps transporting them from the warehouse and loading into the furnace. On the other hand, metallized materials are characterized by low thermal conductivity, which makes it more difficult to heat and melt furnace charge, and thus, complicates the steel-making process [13, 14].
A rapid industrial growth of Azerbaijan Republic, especially with regard to construction industry, causes an increased demand for reinforcing steels. To satisfy such demand, the Republic has commissioned new steelmaking plants. Their projected capacity is estimated to constitute thousands of tons. In the steel-making process, various waste materials are used as furnace charge. The need in steel scrap is satisfied by both domestic sources and shipments from abroad (Kazakhstan). A decrease in metal waste reserves within the country disrupts the smooth operation of metallurgical plants, leading to occasional use of poor-quality furnace charge resulting in lower quality rebar stock. Therefore, the rebar-producing companies in the country are facing a problem of identifying alternative furnace charge materials.
Objective of Study
The objective of this study is to determine the possibility of partial use of metallized pellets in reinforcing steel production from metal waste under the conditions of Baku Steel Company.
Experimental Results
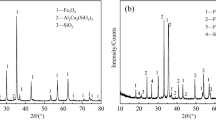
To study the steel-making process, in which a combination of metal waste and metallized pellets is used as furnace charge, two experimental melting runs using DRI pellets were performed at Baku Steel Company, LLC. The chemical composition of the utilized metallized pellets is provided below, wt.%: Fetot — 90.5; Femet — 87.0; C — 1.7; SiO2 — 3.9; CaO — 2.0; Al2O3 — 0.3; MgO — 0.3; MnO — 0.3; S — 0.004; P — 0.011; Cu — 0.006; Zn — 0.002; Sn — 0.002; Pb — 0.001; Ti — 0.020; Sb — 1 × 10–3; As — 1 × 10–3.
The specifics of the technology of the smelting process with the use of DRI included the following aspects:
– DRI charge was performed after liquid metal was formed in the melt pool;
– continuous DRI charge was performed proportionally to the electric power supplied to the furnace;
– oxidation-decarbonization periods occurred concurrently with the melting period.
It should be noted that if DRI content in the furnace charge does not exceed 25 to 30 %, the EAF smelting process is performed in a conventional manner. In high-capacity furnaces (≈ 60 t), DRI is continuously charged into a liquid metal pool after the initial scrap is melted. Charging the electric arc zone is usually performed using an automated system via a special opening provided in the roof of the furnace. During charging and melting stages, the oxidation process takes place in the melt pool, providing continuous oxidation of carbon (carbon boil). To ensure metal boiling, the DRI metallization degree should constitute 90 to 97 %, while the DRI oxygen content ranges from 1.2 to 0.6 %. If the residual oxygen is below the specified limit, the pool does not boil. If the DRI metallization degree is insufficient, the reduction of iron oxides as a result of endothermic reactions significantly increases the consumption of electric power.
The smelting process conducted at Baku Steel Company, LLC was started by charging the furnace with
steel scrap, constituting 30 to 40 % of the total amount of furnace charge. The charging was performed using several buckets. To ensure that the DRI charge rate is consistent with the electric power supplied to the furnace, the pool temperature should exceed the melting point of metal by 30 to 40 °C. Otherwise, the melting time increases. On the other hand, metal stirring accelerates DRI melting, improves degassing, and provides the required quality of the metal at the end of the period [15,16,17].
To ensure stability of pool boiling, metallized raw materials should contain sufficient amount of carbon. If the amount of carbon is insufficient, the pool is purged with a carburizer. A reduced DRI content of sulfur and phosphorus leads to a reduced basicity of the slag (below 1.5–2.0) compared to that in case of using conventional furnace charge.
To ensure accuracy of the experimental results, two melting runs (58 298 and 58 301) were carried out in a 60-ton EAF. The charge was loaded into the furnace using six buckets of various capacity. The amount of metal waste products and pellets as well as the furnace charging sequence are shown in Table 1 (bucket 1 was the first to load, and bucket 6 was the last).
The comparison between the yields of usable metal produced during these two melting runs showed that the higher yield of usable metal was obtained in case of a smaller amount of pellets in the charge. In the authors’ opinion, this outcome is associated with the higher degree of oxidation of pellets and their intensive metal loss during melting due to a high degree of dispersion compared to metal waste products.
The chemical composition of steel resulting from both melting runs is consistent with GOST 10884-94, however, the iron content is slightly lower in steel produced during run 58 301, which is confirmed by the data shown in Table 2.
Table 3 shows the mechanical properties of the rebar stock made from steels obtained as a result of melting runs 58 298 and 58 301. In both cases, the mechanical properties, such as ultimate strength, yield point, and relative elongation, are almost the same and consistent with the requirements according to GOST 10884-94.
During EAF smelting using pellets in the furnace charge, the important role is played by the charging methods utilized to load the metallized pellets. The typical method utilized when melting a regular scrap, when the latter is loaded through the roof of the furnace using a bucket, proved inefficient in case of loading pellets, since they are more difficult to melt, while their gangue content causes higher consumption of electrical power and lengthens the melting process. In addition, due to high density of the loaded material, the latter gets often stuck to the walls of the EAF working zone.
The most common continuous charge systems are shown in Figs. 1–3. The system shown in Fig. 1(a) illustrates the process of continuous top loading from a bunker via three charging pipes and an opening in the roof. The pellets are supplied from bunker (1) to a weighing feeder (6) and then to pipes (2) by a bucket elevator (5).

Layouts of charging the furnace with metallized pellets through the furnace roof: (a) continuous loading from the bunker via three charge pipes (1 — bunker, 2 — fixed pipes, 3 — extendible elbows, 4 — charge pipes, 5 — elevator, 6 — weighing feeder, 7 — electric furnace); (b) continuous charging from the bunker via a single charge pipe (1 — bunker, 2 — vibration feeder, 3 — belt dispenser, 4 — belt conveyor, 5 — feeding pipe, 6 — electric furnace).

System for charging pellets into electric furnace through the wall opening: 1 — feeding pipe, 2 — centrifuge, 3 — conveyor, 4 — centrifuge motor.

Layouts of charging the furnace with pellets: (a) using belt charging mechanism; (b) using pneumatic device.
Three charging pipes (4) provided with extendible elbows (3) slide in and out of sleeves mounted on fixed pipes (2). Such system facilitates the fastest melting of pellets due to the fact that they are supplied directly into the arc burning zone around three electrodes. The fine charge continuously supplied through the pipes forms\ a screen between the electrodes and the wall, thus, protecting the latter from radiation emitted by the arcs. The screen thickness is about 100 mm. Experience has shown that after 90 hours of operation, there was practically no wear of the furnace walls, while in case of periodic charging, they only last for 60 hours.
In the provided layout, in addition to three electrode holes and a fourth one intended for removal of furnace gases, three more relatively large openings are required in the furnace roof, which significantly weakens the latter. The operation of such system revealed certain maintenance issues caused by the charge pipes.
The second system (Fig. 1(b)) is similar to the one described above. It features the top loading, however, utilizes only one charge pipe, which respectively requires only one opening in the center of the roof. The central pool zone is one of the hottest in the furnace because it is located in the vicinity of three main points of power generation. Therefore, this is the most practical location for continuously supplying the charge material.
If the furnace has a sufficiently high capacity and a relatively small electrode pitch circle diameter, the electrodes would form one common well right after the first top to bottom pass through the charge. The space between the electrodes is freed up from the solid charge, and more pellets are entering the formed melt pool. In case of 5-ton furnaces, pellets are charged through a central opening in the roof measuring 127 mm in diameter at a rate of 113 kg/min. When the furnace is cold, the charging proceeds smoothly, however, when a large amount of fines is formed, supply pipes get plugged. This disadvantage was eliminated by utilizing vibration systems.
In addition to the considered most common pellet loading systems utilizing the opening in the furnace roof, some low-capacity furnaces are equipped with the charge systems providing for charge loading through the water-cooled openings in the furnace walls. In such systems (Fig. 2), the charge is supplied through the opening in the furnace wall (dedicated or second working port) using a short pipe.
The charge enters the center of the melt pool between three electrodes. A relatively high movement rate of the charge particles ensures their good penetration through slag into metal. This is especially important when the charge has low density and remains on top of the slag surface upon loading, while its dust-like fractions are removed from the furnace with a flow of exhaust gases.
Another charging device utilizing the furnace port is shown in Fig. 3(a). The mixture of materials is supplied to a bunker, and is then loaded into the furnace using a belt. The charging device consists of a base (1) with two rotating rollers (2) mounted on it, and a belt (3) driven by one of the rollers via transmission (4) from a motor. In the center of the upper part of the belt, there is a groove formed by two rollers (5) arranged along the sides of the belt. Once the charge enters the belt between the rollers, it is forced through the furnace port into the melting zone.
Figure 3(b) shows a device, in which the charge is loaded into the furnace through a pipe (6) slightly inclined toward the furnace. The movement of the material is caused by the pressure of air or steam in tank (7). The charge rate is controlled by a gate valve.
Initially, at Baku Steel Company, LLC, the DRI (HBI) charge was loaded in portions directly into a ladle together with scrap metal (see Table 1) and fed into the EAF via an overhead crane. With this technology, relatively small quantities of DRI (HBI) were used (30 % max). Energy consumption per one ton of liquid metal was high, and the melting time was increased. The DRI (HBI) charge failed to undergo a complete reduction, and became stuck to the water-cooled panels of the furnace after falling out through the furnace port, thus, resulting in furnace encrustation.
To eliminate these problems, equipment manufactured by Danieli (Italy) was installed at Baku Steel Company, LLC to ensure (after obtaining 20 to 25 ton of melt) an automated continuous feed of DRI (HBI) through the EAF roof directly into the liquid metal zone where the arcs between three electrodes were generated [1, 2].
A majority of the currently operated furnaces charged with pellets were initially designed as conventional scrap-melting furnaces (in terms of their geometric and electrical parameters). This resulted in heavy wear of the lining, reduced operational reliability and low cost effectiveness.
Based on the comparison between scrap- and pellet-melting furnaces with a load of 120 t, the diameter of the furnace shell should be increased from 6.4 to 6.8 m as recommended by ASEA company. Furthermore, the furnace should operate using short arcs, which implies low reactance, and hence, low arc voltage. For an average reactance furnace, ASEA recommends an optimal power factor of 0.6 to 0.65, which provides acceptable levels of lining wear and power efficiency [11].
To reduce the reactance and, hence, enable the use of shorter flexible cables, some modern pellet-melting furnaces are designed with lower shells compared to conventional scrap-melting furnaces.
The pellet-melting furnace installed at Baku Steel Company, LLC utilizes water-cooled roof and wall panels. To protect the lining of the furnace when melting pellets, powerful electromagnets are installed along the entire side wall of the furnace. Electromagnets have a curved metal core, and the windings are connected by a flexible cable equipped with a current controller. At the place, where the electromagnet is installed, the metal sheet of the shell is removed, and magnetic flux passes through the lining. Descending pellets are attracted by electromagnet to the lining and form a temporary protective layer, which receives heat from the arc and heats up. At 700 °C, the pellets lose their ability to be attracted to the magnet and drop into the pool, thus, increasing its volume. Such process proceeds on a continuous basis.
Conclusions
1. Due to a shortage of steel waste and scrap used as main components of the furnace charge during steelmaking, there is a higher demand for using alternative materials. Such materials include metallized pellets (DRI) and hot briquetted iron (HBI). Impurity-free raw materials (metallized pellets) produced by the process of direct iron reduction and resultant steel meet strict requirements of machine-building industry. The metal obtained by processing scrap does not have such properties.
2. The studies conducted at Baku Steel Company, LLC in the field of electric furnace steel-making are based on introducing modern technologies. Along with metal waste, the plant also uses metallized pellets as part of the furnace charge. Moreover, by using an intermediate ladle furnace in electric furnace steel-making process, it becomes possible to achieve efficient refining, degassing, and finishing of the chemical composition of steel consistent with the required level.
3. The preliminary results obtained at the steel-making plant of Baku Steel Company, LLC have shown that the use of up to 25 to 30 % of metallized pellets in the charge materials allows producing steel and steel products that meet the standard requirements without changing the technology of the melting process.
4. Modern supply schemes for supplying pellets into electric furnaces are described. It is shown that to melt pellets, Baku Steel Company, LLC utilizes water-cooled roof and powerful electromagnets installed along the entire side surface of the furnace.
References
S. R. Rakhmanov, V. L. Topolov, M. I. Gasik, A. T. Mamedov, and A. A. Azimov, Processes and Machinery of Electrometallurgical Production: Monograph [in Russian], Sistemnye Tekhnologii, Izd. “Sabakh”, Baku-Dnepr (2017).
V. A. Gladkikh, M. I. Gasik, A. N. Ovcharuk, and Yu. S. Transak, Design and Equipment of Electric Steel-making and Ferroalloy Production Facilities: Textbook [in Russian], GNPP “Sistemnye Tekhnologii”, Dnepropetrovsk (2004).
V. A. Kudrin, Theory and Technology of Steel Production: Textbook for Higher Educational Institutions [in Russian], Mir, Izd. AST, LLC, Moscow (2003).
V. G. Gorodets and M. N. Gavrilova, Steel Production in Electric Arc Furnaces [in Russian], Metallurgiya, Moscow (1986).
L. Ya. Kozlov, V. M. Kolokoltsev, K. N. Vdovin, et al., Steel Casting Production: Textbook for Higher Educational Institutions [in Russian], ed. by L. Ya. Kozlov, MISiS, Moscow (2003).
N. Bleijendaal, “Effect of metallurgical equipment manufacturers on the innovation development of steel-making,” Elektrometallurgiya, No. 12, 2–6 (2004).
I. F. Kurunov, “The direct production of iron and alternatives to the blast furnace in iron metallurgy for the 21st century,” Metallurg, No. 6, 27–32 (2010).
V. D. Smolyarenko, S. G. Ovchinnikov, and B. P. Chernyakhovskii, “Priority growth rates of the development of steel electrometallurgy,” Stal, No. 3, 25–32 (2005).
M. Haissig, G. Fuchs, and W. Auer, “EAF technology beyond the year 2000,” MPT International, No. 1, 56–63 (1999).
N. Bleijendaal, The Changing Role of Engineer and Equipment Supplier in the Steel Industry, Millenium Steel Publishing, London (2004), pp. 14–18.
F. Muller, “Electric furnace steel-making in the beginning of 21st century,” Stal, No. 11, 31–34 (2004).
World Direct Reduction Statistics (2018); [Electronic resource] URL: www.midrex.com
V. D. Smolyarenko, S. G. Ovchinnikov, and B. P. Chernyakhovskii, “Modern status and potential of EAF development for steelmaking,” Stal, No. 2, 28–33 (2005).
A. A. Kozhukhov, A. S. Tkachev, and I. V. Ryabinin, “System for controlling the temperature regime of an arc steelmaking furnace operated with the continuous charging of metallized pellets and foaming of the furnace slag,” Metallurg, No. 1, 34–38 (2012).
R. I. Spelitsin, “Study of electric arc submergence into a melt pool under high-capacity EAF conditions,” Elektrotermiya, 12, 10–11 (2015).
E. Wunsche and R. Sinkoe, “EAF steelmaking with quasi-submerged arcs and foamy slags,” AISE Year Book, 166–173 (1984).
A. V. Smolyarenko, “Analysis of innovative features of electrometallurgical mini-plants and assessment of their investment attractiveness,” Cand. Sci. Diss. (Engineering), May 16, 2002, MISiS, Moscow (2000).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Translated from Metallurg, Vol. 64, No. 2, pp. 42–48, February, 2020.
Rights and permissions
About this article

Cite this article
Kerimov, R.I., Shakhov, S.I. Use of Metallized Raw Materials in Electric Furnace Steelmaking. Metallurgist 64, 128–135 (2020). https://doi.org/10.1007/s11015-020-00974-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11015-020-00974-1