
Abstract
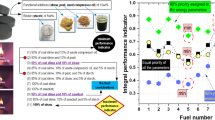
The production of bricks using different fueled systems is an emerging field, and many of the scientific concepts and principles are applied to overcome air pollution and improve the artisan tradition. The environmental problem is the most important, becoming a phenomenon that reaches levels of serious consequences with an irreversible environmental impact. This study aims to determine the outstanding performance of two built coupled brick kilns, enhancing the energy consumption, energy savings, and energy efficiency, through an energy analysis with thermodynamic efficiency, when fuel combustion process occurs during the brick cooking, and reduction of polluting emissions. The highest recorded amounts of energy savings and emission reductions to date suggest that the use of two coupled kilns increases energy efficiency up to 77% instead of a traditional kiln of 60.66%, and 53.83% reduction in combustion gas emissions liberated to the atmosphere. Some results with the system of two kilns obtained are 2.4 times fewer reduction in fuel consumption, 50% fewer cooking time, and higher compressive strength of bricks of 90 kgf/cm2 compared to that obtained from traditional kiln 40 kgf/cm2. The emissions of combustion gas concentrations with the two kilns coupled were reduced: (a) by stoichiometric mass balance: 58.33% CO2, 58.55% SO2, and 52.89% H2O, (b) by analytical composition by using air as an oxidant: 85.12% CO2, 4.7% HC, and 85.11% H2O, instead of steam as an oxidant, (c) average concentration emissions reduction by gas chromatography mass analysis at chimney: 67.3% CO2, 97.7% CO, 97.4% CH4, and 100% SO2.
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The World Health Organization (WHO) estimates that around 3 million people die each year from diseases caused by air pollution, and more than 80% of people living in urban areas are exposed to quality levels of the air exceeding safety limits (Kuramochi et al. 2017). That is why it is important to consider foreseeable policy measures and effectively achieve the goal of reducing emissions of pollutant gases and particulate matter to atmosphere. However, it is important to maintain the focus that the situation is worse (INEGI 2017) in low-income countries (INEGEI, 2010), where 98% of cities (Zhong et al. 2019) do not meet the standards of WHO air quality (Zavala et al. 2018).
The release of carbon dioxide (CO2), a greenhouse gas (GHG), has been associated with climate change by different process industries and energy generation and consumption (Kaveh et al. 2020), since the levels of CO2 have continued to rise across the planet due to almost two-thirds of energy from primary sources being wasted on its way to final products and services. The energy structures of the world economies have not evolved substantially toward higher efficiency (Varbanov 2020). In response to this problem, technological solutions are currently available to mitigate GHG emissions (Wang et al. 2019); one of them is the implementation of energy efficiency processes that promote lower energy consumption to meet the needs of the transformation processes with the use of residual energy sources. In this paper it is discussed that the impact left by the energy supply needs a careful approach, since the environmental impact related to energy is significant (Varbanov 2019).
In 2012, in Mexico, the General Law on Climate Change (PROFEPA 2012) published and established the responsibilities in terms of adaptation and mitigation that would be assumed by the three levels of government. Currently, the use of brick is essential in constructions in our country. It is important to highlight that there exist 17,000 artisan units in Mexico (INECC 2015) that produce bricks with rudimentary technology, inside or near urban areas, that generate air pollution problems, emit greenhouse gases, including short-lived climate pollutants, mainly black carbon (Zavala et al. 2018), that affect producers and the nearby population (Zhong et al. 2019).
Since the discovery of fire, more than 100,000 years ago, the handling of clay, moisturizing, kneading, drying, and subjecting them to cooking, scratching things and resistant, forming what is now known as ceramic. Nearly 7,000 years ago it was started building with brick, which is the oldest construction material manufactured by man and it is in full force to this day. The brick was popularized in the world because the production was simple, and it was easy to install. The use of brick was increased according to cultural development.
Most of the European cities that flourished in the Middle Ages and the Renaissance retain monumental brick constructions, and brick has given the artistic expression of great constructions of past civilizations. In contrast, the environmental problem due to the burning of polluting fuels has turned brick production into an important problem, turning it into a phenomenon that reaches levels of serious consequences with irreversible environmental impact.
Severe air pollution is mainly due to the emissions of many pollutants from various sources. The production of bricks using different fuel systems is an emerging field, and many of the scientific concepts and principles are applied to overcome air pollution. The characterization and quantification of emissions are critical to quantitatively assess the impacts of smokestack and fugitive emissions based on a modified carbon balance method (Chen et al. 2017) and in this way support the sector in the preservation of brick production and find social, economic, and environmental solutions.
Considering some examples of other production processes reported in the scientific literature, such as commercial partial combustion kilns used in carbonization, improvement in mass efficiency is mentioned (Shah et al. 1992). More environmentally friendly technologies are also noted when brick dust is included in production, saving 25% of fertile clay (Riaz et al. 2019). In another work, with the purpose of stopping the contamination, they are the plasma discharge reactors, to reduce the emission of CO2 (Mehdi 2017).
With the different technologies reported, and the lack of practical knowledge of many types of brick kilns as clamp kiln (Akinshipe and Korneliue, 2018), as well as the increase in the quantification of atmospheric emissions using various fuels, for this reason, in the present work, the operation conditions of the kilns are proposed in an effective way in the production of bricks, to evaluate the production of bricks, fuel consumption, as well as the acceptance of the artisans or craftsmen to technological changes, respecting traditions and customs, and avoiding being persecuted by the contamination that generated (Zhong et al. 2019) and threatened by the closure of its facilities (Zavala et al. 2018).
On the other hand, energy saving and efficiency strategies in industrial processes based on thermal combustion have been widely reviewed as technologies for producing cement and concrete (Hasanbeigi et al. 2012). Based on the results of the review, it is found that significant amounts of energy can be saved by using the heat recovery system to heat different types of equipment used in industrial processes can be obtained. (Hasanuzzaman et al. 2012).
The study reported in this work includes energy savings and energy efficiency when the fuel combustion process occurs during brick cooking or firing; it also incorporates a comprehensive evaluation of brick performance and parameters such as energy efficiency, fuel consumption, combustion efficiency, production time, quality of bricks produced, among others, identifying that energy could be saved by using a heat recovery system in the process, operating two brick kilns in a coupled manner, and rewarding with greater financial gains, considering that the energy structures of the world economies have not substantially evolved toward greater efficiency in transformation process.
A limited number of studies are available on the emission characteristics of brick kilns and their ecological, climatic, economic and energy impacts. The analysis of the state of the art allows to identify the relevance of the improvements proposed in the facilities of the industries, beyond the methods of evaluating the demand and use of energy, the environmental impacts related to energy and consumption for the benefit of the environment. The proposal for the use of coupled kilns, discussed in this work, has relevant advantages compared to other systems evaluated by different authors, to mitigate GHG pollutant emissions into the atmosphere, as well as in the quantification of improvements. Additional measurements such as the mechanical strength of the produced bricks, the characteristics of the fuel used, the performance of the brick kilns as a function of energy efficiency, fuel consumption, and the quality of the produced bricks were included and in this way support the sector in the preservation of brick and find social, economic, and environmental solutions for the brick sector.
Materials and methods
Description traditional kiln and system of two coupled kilns
The dimensions of the traditional kiln are 3.10 m, 3.23 m, and 2.77 m per side, as a cube, and the bricks have 7 cm × 14 cm and 28 cm (length x width x height). One kg of moisture/brick is removed, the weight of initial wet raw brick is 3.5 kg, and the final dry cooked is 2.5 kg. The brick makers use two tubes one below the second to feed fuel and the steam, and both are atomized and occur the combustion (see Fig. 1) (Chavez 2008).

Coupled brick kiln procedure (Guadarrama and Chavez 2017). Kiln on the right is the active one; the other is the passive one
This study aims to determine the outstanding performance of two built coupled brick kilns, with 10,000 bricks each kiln, enhancing the energy consumption, through an energy analysis. Coupled kilns are operated in pairs, the residual energy from a first kiln that should be released to the atmosphere with the combustion gases is used to preheat the raw brick load of a second kiln or furnace called passive, and the energy carried by the combustion gases increases the energy efficiency of the combustion process. The natural convection of combustion gases is also favored without increasing fuel consumption.
The system of two coupled kilns consists of a circular body with a roof, and a chimney alongside (see Fig. 1). The whole kilns are covered with adobe as external insulation, all the walls have 60 cm thick to keep the heat inside, and without loss of energy by radiation, chimney goes from the top to the base of the kiln and a duct (see Fig. 2) and gates to drive the combustion gases from the active (in operation) to the passive kiln and take advantage of the residual energy by removing moisture and preheating the raw bricks of the passive kiln. The combustion gases from the burning kiln are supplied to in the base of the adjacent passive kiln, where a wet brick load is located, and its free chimney. With an electronic system, the set of gates, the gas flow, the fuel supply, and the air intake for combustion are controlled (Guadarrama and Chavez 2017). Therefore, one of the kilns is for cooking, while the adjacent kiln is for drying and preheating the raw brick load (see Figs. 3, 4, 5, and 6), and particles or soot or black coal get trapped in the raw brick load of the passive kiln. When the burning finishes at active kiln, the passive kiln becomes active; it uses fewer fuel for cooking. One day later, when the active kiln ends its burning, the gates open for the air intake and began the cooling. One more day, craftsmen proceed to unload bricks and load raw bricks to turn it into a passive kiln.

Coupled kilns duct to drive the combustion gases with adobe as external insulation

Traditional kiln in operation

Coupled kilns in construction

Two coupled kilns in operation by using air

Kiln 1 in operation of a system coupled kilns
The coupled kiln system adapts to low-cost fuel types, such as used spent automobile oil, diesel, manure, coffee husk, and other waste generated by the community. The coupled kilns replace 8 traditional open-sky kilns, if they are made two burning per week, or 12 traditional kilns, if three burning are made per week. The system of coupled kilns, in this work, used spent oil as fuel and air and steam as a means of oxidation, this last one due to applicant from craftsmen.
Description of alternative fuels and materials in the kiln industry
The proper use of alternative fuels and materials in the kiln industry is essential for planning and promoting different methods that can decrease environmental impacts, decrease the consumption of energy and material resources, and thus reduce the economic costs of this industry. Due to the great potential for the industry to save energy and reduce greenhouse gas (GHG) emissions, many research advances have been developed in recent years associated with the promising approach of introducing waste materials as alternative fuels or raw materials sustainable in the manufacturing process (Aranda-Usón et al. 2013).
Modern thermochemical conversion processes could be used to produce solid, liquid, and gaseous bio-reducers from biomass feedstock (Suopajärvi et al. 2013). The concept called combustion heat arises, which is the heat released by each fuel and is used for the cooking of the bricks. A body of mass (m) can vary its initial temperature by a combustion process if it absorbs or produces a certain amount of heat (Q). With the acknowledgment that energy cannot be created or destroyed in accordance with the First Law of conservation of energy, then the energy absorbed (or transferred) by one body must be transferred (or absorbed) by another body (Zavala et al. 2018). A considerable number of energy processes are achieved through the release of energy from the bodies, through their combustion.
Specific heat of combustion (l) is defined as the number of calories (Q) that yields the unit of mass of the body when burned completely (Smith and Meincken 2012). The specific heat of combustion (l) is expressed in Joule units (J) per mass units (kg) and depends on the type of fuel. Equal fuel masses release different amounts of heat (Q) when they are completely burned. The amount of heat (Q) released by a given mass (m) of fuel, when completely burned, can be calculated using: Q = 1 m (Núñez Regueira et al. 2001).
The specific heat of combustion is generally related to materials considered traditional fuels (oil, coal, alcohol, firewood (Smith and Meincken 2012), etc.), but can also be associated with alternative fuels (Suopajärvi et al. 2013), or the waste is not frequently used in combustion to reduce environmental pollution (Madlool et al. 2011). Table 1 shows specific combustion characteristics of different fuels (Aranda-Usón et al. 2013).
Energy analysis
An analysis of the Second Law in its simplest form involves a complete evaluation and description of the energy going in and out of a process. For more complex processes, this may require the systematic decomposition of the overall process into smaller and smaller parts until sufficient detail of the energy losses is obtained.
Exergy analyses are thermodynamic analyses in which the evaluations of losses and efficiencies are carried out with both the First Law and the Second Law of Thermodynamics, so that they remain in the category of analyses known as Second Law analysis or availability analysis, usable energy, or work capacity (Chavez and Guadarrama 2007).
The exergy can be defined as the maximum work potential of a system, a substance, or a certain form of energy with respect to the environment, or in other words, the exergy is a measure, expressed in terms of work of the capacity of a form given energy to produce a change. Therefore, exergy is a thermodynamic function of a system or a substance that measures the maximum amount of work that can be obtained when substance is brought from its initial state to the state of thermal, mechanical, and chemical equilibrium with the environment that surrounds (Moran and Sciubba 1994).
The exergy of a substance can be divided into four basic components according to the following equation (Moran and Sciubba 1994), and this is obtained by accounting for the fuel, current, electricity, heat, and work supplied to the process:
where \({\text{Ex}}_{{{\text{tot}}}}\) is total exergy, \({\text{Ex}}_{{{\text{kin}}}}\) is kinetic energy, \({\text{Ex}}_{{{\text{pot}}}}\) is potential exergy, \({\text{Ex}}_{{{\text{phi}}}}\) is physics exergy, and \({\text{Ex}}_{{{\text{chem}}}}\) is chemistry exergy.
The first two components of exergy \({\text{Ex}}_{{{\text{kin}}}}\) and \({\text{Ex}}_{{{\text{pot}}}}\) are associated with forms of energy that are stored as orderly manner and that are completely convertible to other forms of energy. Therefore, in the case of an ordered current, the kinetic exergy of the current is equal to its kinetic energy, if the speed of the current is related to the surface of the earth. Similarly, the potential exergy of a current is equal to its potential energy if it refers to sea level.
The physical exergy of a substance is given by the following equation (Bejan 1981):
where \({\text{H}}\) is the enthalpy, \({\text{S}}\) is the entropy, and \({\text{T}}\) is the temperature. The subscripts i and o indicate the temperature and pressure conditions of the current and the environment, respectively.
In the case of chemical exergy, it is necessary to consider the composition of the environment. The equation to calculate the chemical exergy of a substance composed of several components is (Bejan 1981):
where \(R\) is the constant of the gases, \(x_{i}\) is the fraction mol of \(i\) component, \(\gamma\) is the activity coefficient, and \({\text{Exoi}}\) is the standard chemical exergy of each component.
The standard chemical exergy is calculated from the elemental composition of the component, considering the difference in the chemical potentials of certain reference substances that each element contains and the change in Gibbs free energy for the reaction by which each element can achieve balance with the environment.
Exergy measures the maximum capacity at which a system takes place to drive change. This capacity exists because the system is not in complete and stable equilibrium with the surrounding environment. Therefore, exergy is a rational basis for assigning value to a fuel, understood as fuel, any material that has the potential for a process to take place. Consequently, exergy will be irreversibly consumed throughout the process. Another property called enthalpy or heat has traditionally been used to determine the combustible value of a material, and because of this, the quality of energy has been ignored in energy analyses.
The purpose of exergy analysis is to help bring the design or operation of a process or system closer to the optimal one. The main way of the exergy analysis helps to detect the actual location and actual magnitude of irreversible losses that occur when operating a process and that are produced by discharging currents into the environment (Chavez and Guadarrama 2007). These are the real inefficiencies and therefore determine how to improve the present work as a case of study.
As a general thermodynamic concept, the maximum work that can be accomplished by a system is when a reversible process occurs and reaches a specific state of equilibrium with the environment (Bejan 1996). In real processes, thermodynamic irreversibilities are present and useful energy is partially destroyed (Chavez and Guadarrama 2007).
A reversible process is when it reaches the minimum energy consumption. This energy could be in the form of work or heat and they are different types; work is completely transferred into heat, but heat is not completely transformed into work (Bejan 1981). Therefore, the heat fed to the process is transformed into the equivalent of mechanical energy given by the Carnot efficiency and the residual heat will be rejected to the surroundings (Chavez and Guadarrama 2007).
To estimate the energy required to cook the bricks, the First Law of Thermodynamics was applied to remove moisture from the bricks and considering without power equipment, neither potential nor kinetic energy (Chavez 2008).
where \(H_{{\text{i}}}\) and \(H_{{\text{f}}}\) are the initial and final enthalpy of the system, respectively, and \(Q_{{\min }}\) is the heat absorbed per unit mass that flows through the system. Input data and enthalpy are required to calculate the energy of each flow that crosses the process boundary.
However, on the other hand (Bejan 1996),
The minimum energy required by the process is defined as the difference between the energy calculated from the product streams and the raw material streams. If the process produces steam, electricity, or work, these products are included in the minimum energy. Based on considering the mass of the system and replacing Eq. 5 in Eq. 4 (Chavez 2008):
This heat \(Q_{{{\text{min}}}}\) is the minimum heat to obtain bricks with the characteristics specified in the ONNCE standard 2012 (ONNCE 2012), for the construction industry, compressive strength of 90 kgf/cm2, at 950 °C.
Quantify the energy required by the process and performing the energy calculations of a reversible process is defined by the Carnot cycle (Bejan 1981).
An analysis of the Second Law in its simplest form involves a complete evaluation and an account of the energy that enters and leaves a process (Chavez and Guadarrama 2007). For processes that are more complex (Bejan 1996), this may require the systematic decomposition of the general process into smaller and smaller parts until sufficient detail of the energy losses is obtained (Chavez and Guadarrama 2007). Therefore, a review of the state of the art on energy use and saving is necessary to identify energy waste (Chavez et al. 2004) so that the necessary measures can be implemented (Madlool et al. 2013a) to reduce energy consumption (Madlool et al. 2013b).
A reversible process leads to the minimum energy consumption. Therefore, the minimum amount of energy required to carry out the process is the minimum work as the energy required to take please the process with certainty characteristic specified to reach the cooked bricks and it is expressed as (Chavez and Guadarrama 2007):
To define the energy efficiency of the traditional kiln and coupled kilns, the statement of the Second Law is used (Madlool et al. 2013a):
We re-analyze the parts of the process that have the greatest energy losses, and this involves further breakdown of these specific parts of the process and re-analyzing smaller processing sections to facilitate identification of the main contributor to energy losses. The lost work \(W_{p}\) of the system is expressed as (Chavez and Guadarrama 2007):
Total entropy changes were evaluated to determine the actual energy consumed in the process due to all the irreversibilities present in the system (Chavez and Guadarrama 2007).
To determine the quantity of heat that the combustion gases (cg) from active kiln release to the atmosphere, firstly a mass balance is done to calculate the quantity of gases produced and secondly an energy balance is carried out. Consequently, for the mass balance, the operation conditions, inlet and outlet flows, raw materials, flow composition, and the combustion reactions considered are specified.
Then, \(cp_{{{\text{briks}}}}\)= 1037.63 J/(kg.K) (Trinks et al. 2003) and \(cp_{{cg}}\) were determined in proportional from coupled kilns and traditional kiln of CO2, H2O, SO2, N2, and O2 produced (Perry 2008).
The other way to evaluate the energy efficiency is expressed as (Madlool et al. 2013a):
The selection of the process limits defines what feed, product, and energy use will be included in the analysis. Using Eq. 13, the heat capacity of the combustion gases was determined, with the average of the initial and final temperatures. The empirical constants a, b, and c are shown in Table 2 (Chavez 2008).
The net heat capacity of the combustion gases mixture (Chavez 2008) is:
Quantification of combustion pollutant emissions and compressive strength of bricks
The hourly measurements of the combustion gases in the extraction and other operational parameters were recorded for ten combustion burns obtained. The sampling of gases and particles was done in situ during the burning process by a vacuum pump (1/8 HP MAS Limited), as well as several containers to contain the samples to be analyzed. Tedlar bags with a capacity of 5 L are used to transfer the samples to the Gas Chromatography Laboratory, to the National Institute of Nuclear Research (ININ, its acronym in Spanish).
Gas chromatography is a physical method of separation with which the components being separated are distributed in two phases, one stationary and another moving in a defined direction. The chromatography gas equipment was an Angilet 6890, coupled to Mass Spectrometric 5973, an HP 5MS column for volatile hydrocarbons and another DB-WAX for polar components such as water, 10 m long with diameter of 250 μm and thickness of 0.25 μm, HP 5MS for non-polar compounds, such as hydrocarbons, aromatics, etc., and GAS PRO for the separation of light gases as CO2, CO, O2, and others. The samples are analyzed repeatedly at different temperatures and times of analysis, consequently for the detection of the compounds present in the samples.
Ordinarily to quantify the levels of the emissions of pollutant gases and the particulate matter emitted into the atmosphere by the effective calories that use the gas carbon dioxide for the cooking of the bricks, samples were taken according to the norm NOM-AA-09–1993-SCFI (NOM-AA-09-SCFI 1993), NOM-AA-114–1993-SCFI (NOM-AA-1141993), and NOM-AA-10–2001-SCFI (NMX-AA-010-SCFI 2001), for the generation of inventories of emissions from the brick sector (Chavez 2008).
The compressive strength was obtained with the MTS Mechanical Testing Machine, model 810, applying the ASTM standard E-9.89A: Standard test methods of compression testing of metallic materials at room temperature (ASTM standard E-9.89A 1997).
Statistical analysis
All the experiments were performed in triplicate, and results are expressed as average ± standard deviation per each equipment. Samples were taken per hour to quantify each pollutant, and the results are expressed as an average of 20 evaluations for each burn, to confirm the reliability of the experimental results.
Results and discussion
Table 3 shows the concentration comparison for each compound generated by the combustion of the spent oil as fuel for the burning of the bricks, where sample M0 represents the composition of the ambient air, and samples M1 through M5 were taken into the chimney of the passive kiln after the combustion gases gave off their heat to the kiln charge. In the upper section of Table 3, a higher concentration of air is observed than with the lower section, it was because the burning was carried out with air. In contrast, the water (H2O) concentration was higher in the lower section with respect to the upper section, because the combustion was carried out with steam. It was observed that the levels of CO2 and hydrocarbons (HC) were higher when the combustion was carried with steam. The average percentage of emission reduction by air was 85.12% CO2, 4.7% HC, and 85.11% H2O. It was found that the uses and customs of craftsmen are not good practices because more fuel consumption is when combustion is done with wet air (see Table 4).
Table 4 shows that the fuel fed was 52.5 L/h (51.375 kg/h) of fuel to cook 10,000 bricks, requiring 1000 L of oil in a period of 20 h at ambient pressure in the coupled kilns system (see Table 3), instead of 2400 L of oil in a period of 40 h at ambient pressure in a traditional kiln, as well as workers; they occupy 3 drums (600 kg) of water when burning, causing for their evaporation and consequently greater fuel consumption.
Based on the results shown in Table 4, several important results were obtained, as experimental results of a traditional kiln and the coupled kiln operating system, with 10,000 bricks each kiln. The use of steam in the combustion was a consequence of the higher fuel consumption, not making an economic operation, causing heterogeneity in the temperature, and lower resistance 40 kgf/cm2 than those obtained with the coupled kiln system 90 kgf/cm2 (ONNCE 2012). The heat loss resulted in a greater brittleness of bricks in the traditional kiln 40% compared to the 10% coupled kiln system.
Model predictions have been verified by comparing them with published (Arif et al. 2017) experimental data (Cárdenas-González et al. 2012). The model is used to simulate the performance of industrial kilns (Mehdi 2017). Numerical experiments are carried out to investigate the influence of key design and operating parameters on the energy consumption of the kilns (CATF 2017). Models are also used to explore the possibility of manipulating the temperature profile inside the kiln to reduce energy consumption (Saidur et al. 2011).
Table 5 shows the amount of combustion gases generated by stoichiometric mass balance and the reduction of what is produced in coupled kilns with respect to the traditional kiln. The combustion gases generated by burning 2400 L (2356.8 kg) of fuel for 40 h in a traditional kiln are more than twice that of burning 1000 L (982 kg) for 20 h in coupled kilns. The flue gases in a traditional kiln are 12,956.8 kg and in the coupled kilns they are 5982.0 kg because the craftsmen occupy 3 drums (600 kg) of water during per burning in the traditional kiln, as shown in Table 4.
To determine the energy consumption per kilogram of brick, the consumption of the fuel used during the operation was divided on the load weight of the cooked bricks per kiln (IEECC 2015), in unit MJ/kg (see Table 5).
Figure 7 shows the energy efficiency versus the mass of bricks in the coupled kiln system that lost moisture when preheated with the heat of the combustion gases before they were expelled to the atmosphere and the bricks were in the process of burning, compared to traditional kilns. This graph was obtained from Eq. 12 as energy efficiency, Eq. 6 as the minimum heat for cooking bricks, and Eq. 11 as heat of gas combustion, as a function of the dry to wet brick mass. Greater energy efficiency can be seen with the coupled kilns system.

Energy efficiency versus the mass of bricks in traditional and coupled kilns
Figure 8 shows the minimum heat \(Q_{{min}}\) to cook bricks and the heat of combustion gases \(Q_{{cg}}\) in the coupled kilns system at different preheating temperatures \(T_{{i~cg}}\) after taking advantage of the residual heat. This graph was obtained from Eq. 6 as minimum heat to cook bricks, and Eq. 11 as heat of gas combustion, as a function of the temperature reached by the preheating achieved by the heat of the combustion gases transferred from the active kiln. The minimum heat is higher than the heat of the combustion gases which means that the heat of combustion gases is not enough to cook the bricks, so after preheating it continues with the cooking. The kiln, having been passive, is now the active one.

\(Q_{{min}}\) and \(Q_{{cg}}\) versus temperature of gases combustion \(T_{{i~cg}}\) in coupled kilns
Table 6 shows the average analytical results by mass gas chromatography: CO2, CO, CH4, and SO2, by comparing: traditional kiln and two coupled kilns with vault and chimney. The last row shows the reduction percentage emissions of two coupled kilns with respect to the traditional kilns for each of the gases released. It is notorious that the reduction of these emissions in the coupled kilns using residual energy contains the combustion gases instead of the traditional kiln that is lost release by combustion gases into the atmosphere. The quantification of 20 samples lets to obtain the reliability of the results.
Regarding emissions of particulate matter, it was eliminated with the evidence in the collection of samples in the chimney of the second kiln (passive) since they were retained in the raw bricks load (US-EPA 2017).
Preliminary studies suggest this approach can boost the energy efficiency \(\varepsilon\) (Eq. 12) up to 77.0% compared to the traditional kilns of 60.66%, with a consequent reduction in combustion gas emissions to the atmosphere as 53.83% average fewer to traditional kiln (see Table 5).
The study shows that thermodynamic evaluation is an effective method to determine the energy efficiency of the combustion process (Wolff et al. 2017) and produce fewer pollutants with greater efficiency as shown by the system of the coupled kilns (Haque 2017).
At the beginning of this section, it is important to mention that what is not measured is not controlled. The possibility of comparing the benefits of coupled brick kilns with respect to traditional kilns without any technology (UNEP-CCAC 2016) and fuel consumption (CONUEE 2009) was emerged. A summary of the results, with the system of two coupled kilns, is presented below:
-
The use of two coupled kilns system increases energy efficiency up to 77% instead of a traditional kiln of 60.66%.
-
There is a consumption of 50 L/h of spent oil for the burning of bricks for 20 h instead of 60 L/h, for 40 h (see Table 4). This reduction in fuel consumption allows craftsmen to have higher profits from the sale of brick.
-
The emissions of combustion gas concentrations with the two kilns coupled were reduced by stoichiometric mass balance: 58.33% CO2, 58.55% SO2, and 52.89% H2O.
-
The emissions of combustion gas concentrations with the two kilns coupled were reduced by analytical composition by using air as an oxidant: 85.12% CO2, 4.7% HC, and 85.11% H2O, instead of steam as an oxidant.
-
A reduction of polluting emissions at chimney obtained by gas chromatography mass and mass balance was combustion gases 53.83% liberated to the atmosphere, fewer CO2 67.3%, CO 97.7%, and CH4 97.4% and H2O 52.89% (see Table 6). This significant reduction in pollutants allows craftsmen to have more environmentally friendly practices.
-
Regarding particulate matter emissions, they were not found in the samples. This means that no particulate matter harmful to human health was found.
-
There is a reduction of 50% cooking time with less fuel consumption.
-
A higher compressive strength of bricks of 90 kgf/cm2 was obtained compared to that obtained from traditional kiln 40 kgf/cm2. This means a high quality of the bricks and being accepted for the construction industry.
-
In relation to the combustion carried out with air and water vapor, the use of H2O had a fuel consumption 2.4 times higher, as expected, due to a greater volume of the mass of water present in the combustion: due to the humidity of the bricks and additionally 3 drums (600 kg) of water introduced by combustion (see Table 5). This reduction in fuel consumption allows craftsmen to have higher profits from the sale of brick.
-
Likewise, the CO2 content was 85.12% higher when operated with steam than with air, which indicates greater fuel consumption. Therefore, air burning was a more efficient and environmentally friendly operation (see Table 3).
-
The energy transported by the combustion gases from two coupled kilns system allows 50% to remove moisture from the bricks and preheat to 350 °C, achieving a ΔT = 600 K, instead ΔT = 900 K in the traditional kiln. The energy from the combustion gases was used to remove humidity of bricks and preheat the charge bricks in the passive kiln.
Conclusions
This document is an effort to gather available information on the process description, energy savings, environment, costs, state of commercialization, and references of emerging technologies to reduce energy use and CO2 emissions from the brick kilns industry.
This work focuses on fundamental energy design and the experimental problem of making the most of fuel energy. Based on the general analytical model, it is shown that it is possible to predict and evaluate the best conditions of the coupled kiln system. The following specific conclusions should be highlighted:
The largest amounts of energy savings and emission reductions recorded to date suggest that the use of two coupled kilns increases the useful energy of the fuel, reduces the loss of residual energy, and reduces fuel consumption with greater economic gains for the craftsmen. This system of coupled kilns generates fewer pollutants into the atmosphere and participates to a lesser extent in the deterioration of air quality.
Significant fuel savings and preservation of ancestral traditions were achieved through the efficient use of energy, fuel savings, and shorter operating times, which is more profitable for the brick industry and for the work of the artisan, with the possibility that the artisan makes more burns per week and increase brick production. Real data were generated from the manufacturing process, conveniently making the resulting process more efficient and reproducible in the use of energy by fuel. Energy analyses indicate that coupled brick kiln operators could achieve a significant 0.982 MJ/kg (58.21%) reduction in energy use, thus reducing the cost of inputs and significantly reducing atmospheric emissions.
Traditional kilns had 2.4 times more fuel consumption and twice the operating time, causing a higher cost in brick manufacturing and a greater risk to the operator's health due to emissions released into the air and more pollutants into the atmosphere. These results highlight the importance of improving the estimation of local emissions for air quality.
With the generation of real data, the information was reproduced, validated, and verified by different means: by stoichiometric mass balances, by mass chromatography in the traditional and improved way of working, using air as oxidant. With the monitoring and analysis of data, the control of the operation is improved, with greater benefits in the quality of the product and optimal use of the heat released by the fuel, in addition to maintaining competition in the production of bricks. This study consolidates information on technology, with the objective of providing information on this technology to engineers, researchers, investors, brick makers, policy markets, and other interest groups.
Abbreviations
- cp briks :
-
Bricks heat capacity at constant pressure (kJ/kg ºC)
- cp cg :
-
Combustion gases heat capacity at constant pressure (kJ/kg ºC)
- cp i cg :
-
Combustion gases heat capacity of component i at constant pressure (kJ/kg ºC)
- En totalout, :
-
in, Energy total, initial, and final at constant pressure (J or kJ)
- Hi, :
-
Hf, Enthalpy initial and enthalpy final at constant pressure (J or kJ)
- m bricks :
-
Mass of bricks (kg)
- m cg :
-
Mass of combustion gases (kg)
- Q bricks :
-
Heat of bricks (kJ)
- Q cg :
-
Heat of combustion gases (kJ)
- Q min :
-
Minimum heat required to carry the process (kJ)
- ΔS n :
-
Change of entropy (kJ/K)
- ΔS total :
-
Total change of entropy (kJ/K)
- T f cg :
-
Final temperature of combustion gases (°C)
- T i cg :
-
Initial temperature of combustion gases (°C)
- T o :
-
Ambient temperature (°C)
- W min :
-
Minimum work (kJ)
- W p :
-
Lost work (kJ)
- y i :
-
Component i at constant pressure
- ε:
-
Energy efficiency
References
Akinshipe O, Korneliue G (2018) Quantification of atmospheric emissions and energy metrics from simulated clamp kiln technology in the clay brick industry. Environ Pollut 236:580–590
Aranda-Usón A, López-Sabirón AM, Ferreira G, Llera-Sastresa E (2013) Uses of alternative fuels and raw materials in the cement industry as sustainable waste management options. Renew Sust Energ Rev 23:242–260
Arif M, Kumar R, Kumar R, Eric Z, Gourav P (2017) Ambient black carbon, PM2.5 and PM10 at Patna: influence of anthropogenic emissions and brick kilns. Sci Total Environ 624:1387–1400
ASTM standard E-9.89A (1997) Standard test methods of compression testing of metallic materials at room temperature, Standard Test Method for Plane-Strain Fracture Toughness of Metallic Materials, E 399 – 90, Reapproved 1997, 1-31
Bejan A (1981) Second law analysis in heat transfer and thermal design. Adv in Heat Transfer. Academic Press, NY, pp 1–58
Bejan A (1996) Thermal design and optimization. John Willey, NY
Cárdenas-González B, Aréchiga-Viramontes JU, Munguía-Guillén JL, Márquez-Estrada C. (2012) Identification of public policies to achieve mitigation of the environmental impact of artisanal brick production in Mexico. Final report of the collaboration agreement No. INE/PS-005/2011, between UAMI and IEE, Mexico City, 1–64
CATF (2017) Clean Air Task Force, http://www.catf.us/ (Accessed 17 March 2020)
Chavez RH. (2008) Pollution reduction and energy savings of a coupled two kilns system for bricks making. J Environ Prog. 27(3): 397–404. Online ISSN: 1547–5921, Print ISSN: 0278–4491, Copyright AIChE, Published Online. DOI:https://doi.org/10.1002/ep.10289
Chavez RH, Guadarrama JJ. (2007) Evaluation of energy usage for the first stage of heavy water production, AIChE Journal. 53(11):2948-2956. online ISSN: 1547-5905, Print ISSN: 0001-1541. DOI https://doi.org/10.1002/aic.11327. Editorial American Institute of Chemical Engineers - Wiley InterScience
Chavez RH, Guadarrama JJ, Hernandez-Guerrero A. (2004) Effect of the structured packing on column diameter, pressure drop and height in a mass transfer unit. Int J Thermodynamics. 7(3): 141–148. ISSN 1301–9724, International Centre for Applied Thermodynamics, Ankara, Turkey
Chen Y, Du W, Zhuo S, Liu W, Liu Y, Shen G, Wu S, Li J, Zhou B, Wang G, Zeng EY, Cheng H, Liu W, Tao S (2017) Stack and fugitive emissions of major air pollution from typical brick kilns in China. Environ Pollut 224:421–429
CONUEE. (2009) National Commission for Efficient Use of Energy (CONUEE, its acronym in Spanish). Bases for energy saving in boilers and heat systems. 1:1-18
Guadarrama J, Chavez RH (2017) Automatic control of coupled brick kilns. Chem Eng Transactions 2017;56,1933-1938, ISBN 978-88-95608-47-1; ISSN 2283-9216. DOI: https://doi.org/10.3303/CET1756323
Haque N (2017) Technology mandate for greening brick industry in Bangladesh: a policy evaluation. Clean Technol Environ Policy 19:319–326
Hasanbeigi A, Price L, Lin E (2012) Emerging energy-efficiency and CO2 emission-reduction technologies for cement and concrete production: a technical review. Renew Sust Energ Rev 16(8):6220–6238
Hasanuzzaman M, Rahim NA, Hosenuzzaman M, Saidur R, Mahbubul IM, Rashid MM (2012) Energy savings in the combustion-based process heating industrial sector. Renew Sust Energ Rev 16(7):4527–4536
IEECC (2015) State Institute for Energy and Climate Change (IEECC, its acronym in Spanish). Determination of emissions from the burning of fuels in the manufacture of bricks and ceramics, Government of the State of Mexico. 1:1-32
INECC (2015) National Institute of Ecology and Climate Change (INECC, its acronym in Spanish). Market analysis of the construction sector and a pilot project at the regional level, based on a portfolio of public policies, with the aim of reducing short-lived climate pollutants (CCVC, its acronym in Spanish) from artisan brickyards in Mexico. Final report. https://www.gob.mx/inecc/documentos/2015-cgcv_analisis-de-mercado-del-sector-de-la-construccion-y-proyecto-piloto-a-nivel-region-basado-en-un-portafolio-de-politicas-publicas-con-el-objetivo-de-reducir-los-ccvc-de-ladrilleras-artesanales-en-mexico?state=published (Accessed 15 May 2020)
INEGEI. (2010) National Inventory of Greenhouse Gas Emissions, (SEMARNAT, its acronym in Spanish), 1990–2010 http://www.inecc.gob.mx/descargas/cclimatico/inf_inegei_public_2010.pdf (Accessed 9 January 2020)
INEGI (2017) National Institute of Statistic and Geography, Mexico, (INEGI, its acronym in Spanish), Mexico, 2017 http://www.inegi.org.mx. (Accessed 19 April 2020)
Kaveh M, Amiri-Chayjan R, Taghinezhad E, Rasooli-Sharabiani V, Motevali M (2020) Evaluation of specific energy consumption and GHG emissions for different drying methods. J Clean Prod 259:120963
Kuramochi T, Wakiyama T, Kuriyama A (2017) Assessment of national greenhouse gas mitigation targets for 2030 through meta-analysis of bottom-up energy and emission scenarios: a case of Japan. Renew Sust Energ Rev 77:924–944
Madlool NA, Saidur R, Hossain MS, Rahim NA (2011) A critical review on energy use and savings in cement industries. Renew Sust Energ Rev 15(4):2042–2060
Madlool NA, Saidur RNA, Kamalisarvestani, (2013a) An overview of energy savings measures for cement industries. Renew Sust Energ Rev 19:18–29
Madlool NA, Saidur R, Hossain MS, Rahim NA (2013b) Uses of alternative fuels and raw materials in the cement industry as sustainable waste management options. Renew Sust Energ Rev 23:242–260
Mehdi AV (2017) Study of carbon dioxide gas treatment based on equations of kinetics in plasma discharge reaction. Modern Physics Letters B. https://doi.org/10.1142/S0217984917502104
Moran MJ, Sciubba E (1994) Exergy analysis: principles and practice. J Eng Gas Turbines Power 116:285–290
NMX-AA-010-SCFI. (2001) Atmospheric Pollution - Stationary Sources - Determination of Particles in The Flue Gases Flowing Through a Duct - Isokinetic Sampling Method. 1–48
NOM-AA-09-SCFI. (1993) Atmospheric Pollution-Stationary Sources Determination of Gases Flowing Through a Duct-Pitot Tube Method. 1–28
NOM-AA-114 (1993) Atmospheric Pollution - Fixed Sources - Determination of Smoke Density in Combustion Gases Flowing Through A Duct or Chimney - Mancha Number Method, 1–4
Núñez Regueira JA, Rodríguez Añon JA, Proupín Castiñeiras J, Vilanova Diz A, Montero Santoveña N (2001) Determination of caloric values of forest waste biomass by static bomb calorimetry. Thermochim Acta 371:23–31
ONNCE. (2012) Organismo Nacional de Normalización y Certificación de la Construcción y la Edificación: Building industry – Masory – Blocks, bricks and masonry units for structural use – specifications and test methods. Norma Mexicana NMX-CC-404-ONNCCE-2012. 1–16
Perry RH (2008) Chemical Engineers’ Handbook, 8th edn. Mc.Graw Hill, New York
PROFEPA (2012) General Law on Climate Change, Federal Attorney for the Protection of the Environment (PROFEPA, its acronym in Spanish) http://www.inecc.gob.mx/descargas/cclimatico/inf_inegei_public_2010.pdf (Accessed 9 January 2020)
Riaz MH, Khitab A, Ahmed S. (2019) Evaluation of sustainable clay bricks incorporating brick kiln dust. Journal of Building Engineering. 24:100725, ISSN 2352-7102
Saidur R, Hossain MS, Islam MR, Fayaz H, Mohammed HA (2011) A review on kill system modelling. Renew Sust Energ Rev 15(5):2487–2500
Shah N, Girard P, Mezerette C, Vergnet AM (1992) Wood-to-charcoal conversion in a partial-combustion kiln: an experimental study to understasnd and upgrade the process. Fuel 71:955–962
Smith HC, Meincken M (2012) Time/temperatura combustion profiles of various Wood-based biofuels. Biomass Bioenerg 39:317–323
Suopajärvi H, Pongrácz E, Fabritus T (2013) The potential of using biomass-based reducing agents in the blast furnace: a review of thermochemical conversion technologies and assessments related to sustainability. Renew Sust Energ Rev 25:511–528
Trinks W, Mawhinney MH, Shannon RA, Reed RJ, Garvey JR (2003) Industrial furnaces, 6th edn. John Wiley & Sons, U.S.A
UNEP-CCAC (2016) United Nations Environment Programme (UNEP) and Climate and Clean Air Coalition (CCAC). Integrated Assessment of Short-Lived Climate Pollutants in Latin America and the Caribbean, improving air quality while contributing to climate change mitigation, ISBN: 978–92–807–3549–9. Available from: http://www.ccacoalition.org/en/resources/integrated-assessment-short-lived-climate-pollutants-latin-america-and-caribbean-summary (Accessed 19 January 2020)
US-EPA (2017) United States Environmental Protection Agency, Air Emission Measurement Center (EMC). Method 201A – PM10 and PM2.5 – Constant Sampling Rate Procedure https://www.epa.gov/sites/production/files/2017-08/documents/method_201a.pdf (Accessed 9 January 2020)
Varbanov PS (2019) The policy debate on sustainability: issues and strategy. Clean Technol Environ Policy 21:1515–1516
Varbanov PS (2020) Back to the basics: the disparity between footprints and profit. Clean Technol Environ Policy 22:743–744
Wang XC, Klemes JJ, Dong X, Fan W, Xu Z, Wang Y, Varbanov PS (2019) Air pollution terrain nexus: a review considering energy generation and consumption. Renew Sustain Energy Rev 105:71–85
Wolff E, Scwabe WK, Conceição SV, Santanna-Greco J, Greco M, Machado RR (2017) Using mathematical methods for designing optimal mixtures for building bricks prepared by solid industrial waste. Clean Technol Environ Policy 19:379–389
Zavala M, Molina LT, Maiz P, Monsivais I, Chow JC, Watson JG, Munguia JL, Cardenas B, Fortner EC, Herndon SC, Roscioli JR, Kolb CE, Knighton WB (2018) Black carbon, organic carbon, and co-pollutants emissions and energy efficiency from artisanal brick production in Mexico. Atmos Chem Phys Discuss 18:6023–6037
Zhong M, Saikawa E, Avramov A, Chen C, Sun B, Ye W, KeeneYokelson rJ, Jayarathne T, Stone EA, Rupakheti M, and Panday AK WC (2019) Nepal ambient monitoring and source testing experiment (NAMaSTE): emissions of particulate matter and sulfur dioxide from vehicles and brick kilns and their impacts on air quality in the Kathmandu Valley. Nepal Atmos Chem Phys 19:8209–8228
Acknowledgements
The author is grateful for the partial financial support of the National Council for Science and Technology (CONACyT) with project EDOMEX 135728, and Eng. Thelma Selene Jimenez for the support on experiment analysis at Gas Chromatography Laboratory (LaNaFoNu), and Mr. Roberto Carlos González Díaz for the use of the Mechanical Testing Machine, at National Institute of Nuclear Research, ININ.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chavez, RH. Energy analysis of two coupled brick kilns: an experimental study. Clean Techn Environ Policy 23, 2235–2249 (2021). https://doi.org/10.1007/s10098-021-02130-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-021-02130-y