
Abstract
Life Cycle Assessment (LCA) is now a mature environmental management strategy that is internationally standardized. A cornerstone of LCA involves Life Cycle Inventory (LCI) databases, which are largely implemented in several types of research. Finding consistent and transparent LCI data for LCAs still remains difficult. Setting up inventory data can be one of the most labour- and time-intensive stages of LCA. It is often challenging due to the lack of appropriate data for the product system under study (e.g. for production of chemicals). With the aim of bridging this gap, this paper proposes the combined use of a process simulation tool, experimental process data and LCA for the computation of energy-related emissions in connection with a given process. The case studies address the environmental impact assessment associated with steam production from a gas turbine. The practical application of the methodological framework is that different operating conditions and technologies can be modelled and evaluated systematically by an energy production simulator, in order to mitigate the effect of lack of data on environmental impact assessments. The combination of LCA and process modelling enables various alternatives for the energy production process to be assessed and can thus be used as a support for decision-making in a system-based approach.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Among system-based environmental assessment techniques, Life Cycle Assessment (LCA) (Stewart et al. 1999) is an appropriate tool to evaluate the environmental effects of products, processes and services (Burgess and Brennan 2001). Developed from the 1970s and globally regulated (ISO 14040 2006), it offers a variety of multifaceted opportunities, such as strategic planning development, optimization, innovation and raw materials selection to improve the overall environmental performance of products and processes in a decision-making context (Azapagic 1999).
In the modern economy, current plants and, even more, the so-called factories of the future are part and parcel of an integrated supply chain involving various echelons, e.g. suppliers, production, use and disposal of goods, having global environmental impacts. LCA aims to assess them from a systems perspective, identifying strategies for improvement without burden shifting, and can be very useful to support environmentally informed decisions in policy-making, product development and procurement, and consumer choices, as recently highlighted in few review papers (Hellweg et al. 2014).
In LCA studies, collection of data is recognized as one of the most time-consuming tasks and involves a great deal of work to obtain representative information about the many processes in a production system (Curran 2004). Many LCA studies can therefore be hampered by a lack of LCI data. Currently, there are about 85,000 chemicals used in the chemical industry (United States Environmental Protection Agency 2015), but, unfortunately, substances included in the most common LCA databases represent only some of the raw materials used in the industry.
Over the years, practitioners have addressed this lack of LCI data through strategies such as a methodology to collect data in a manufacturing process (Zendoia et al. 2014) and a proposal to use substitute or proxy datasets of existing processes to deal with the lack of data (Subramanian and Golden 2016). A strategy to determine LCI data of unconventional machining processes has also been proposed by (Gamage et al. 2016). In particular, this situation affects the supply of utilities and process energy, especially for steam requirements. Energy production for the process industries is particularly challenging: they hold a unique position in transforming raw materials into intermediate and end-user products, since they sit at the core of most industrial value chains via discrete manufacturing, within the automotive and housing sectors for instance. The process industry is highly dependent on resources, i.e. raw materials, energy and water, and the energy sector is key to limiting climate change (International Energy Agency 2013): energy-related carbon dioxide emissions account for much of the world’s anthropogenic GHG emissions. As a result, energy consumption is an important component of the global climate change debate. Despite positive developments in some countries, global energy-related CO2 emissions increased by 1.4% to reach 31.6 gigatonnes (Gt) in 2012, a historic high. More than ever, the strong relation between the development of the energy sector and our planet’s environment and climate requires a fuller understanding of the relations between energy and environmental and climate policies as recently highlighted in the Conference of Parties 21 in Paris.
Steam is the most common heat utility used in chemical plants, and conditions for steam production may vary from one site to another. Generally, the environmental impact associated with the typical energy needs of chemical facilities is considered as an average impact of various processes in a specific area, which may result in system boundary truncation and misestimation of the true impact. It must be emphasized that process systems engineering is well involved in the development of methodologies and supporting techniques to address the complex energy and environmental problems that account for complexities of very different scales, ranging from the operation unit, technology or plant, to the energy supply chain (Liu et al. 2011). It is based on energy and mass integration, superstructure-based modelling, mixed-integer programming and multiobjective optimization, for instance. More and more, these methodologies are coupled with LCA to compare the sustainability performances of different process pathways and to provide guidance in long-term planning and policy-making [e.g. Eco-Efficiency Analysis, from BASF (Schwanhold 2005)].
This paper proposes a framework to compensate for the lack of data usable in LCA for energy requirements in chemical processes by using process simulation dedicated to energy production. The objective of this work is not to provide a database dedicated to energy production for processes but rather to propose a methodological way to tackle the problem by coupling process simulation and data collection that is able to take variable operating conditions into account: choice of the production technology, fuel type, pressure, temperature, etc. More precisely, the originality of this work is to show how a process simulation tool dedicated to the production of utilities can be particularly useful to fill in the gap in environmental databases by the computation of energy-related emissions for any given by the design of specific energy sub-modules as proposed by Jiménez-González and Overcash (2000). For this purpose, the energy process models implemented in the Ariane software tool developed by ProSim SA are used. If the coupling of LCA with traditional process simulators has already been implemented for the analysis of global processes, the specific analysis with an energy dedicated software such as Ariane that operates at the frontier of the energy production step has not been performed to obtain useful data for LCI. Generally, average values can be found in environmental database concerning energy production, in particular vapour production. The use of a dedicated simulator for utility production in a chemical facility is particularly interesting in the sense that the emissions can be computed from the effective conditions used and the variation in vapour process conditions can thus be studied by simulation. There is also a specific interest to use such simulators since database and impact assessment are generally affected by incomplete or missing information, or approximate information that does not match exactly the real situation of the studied process so that a bias may be introduced in the environmental impact estimation.
The case studies developed in this paper address the environmental impact assessment of steam production using either a dual-fuel furnace or a gas turbine.
Coupling environmental assessment with process simulation
Process simulation and environmental assessment
Specific processes, particularly in the chemical sector, such as the production of fine chemicals or the treatment of a variety of complex waste and wastewater flows are usually beyond the scope of inventory databases. In such cases, detailed models are required to address the particular needs of different users and allow inventory data to be calculated with reasonable effort. It must be recognized that the combined use of process simulation and environmental assessment, in particular LCA, is not a new concept. A similar approach has been introduced a number of times before and, although this is by no means a standard approach, a number of research groups have developed some methodologies to tackle the issue. For instance, this strategy is increasingly standard in the life cycle analysis of bioenergy options that involve novel processing (Sajid et al. 2016) and also in environmental impact assessment for the introduction of algae production systems (van Boxtel et al. 2015).
The chemical industry is incorporating sustainability approaches in process design either with LCA or with other techniques for preventing pollution and reducing environmental impact. In the last 15 years, a substantial number of works in the process systems engineering (PSE) domain, going beyond LCA as the environmental assessment tool, have been reported in the literature (Cano-Ruiz and McRae 1998). The goal is to minimize resource use, prevent or reduce releases, and increase the economic feasibility of a chemical process. New chemical processes or modifications to existing processes are often proposed. A significant example is the GREENSCOPE tool for quantifying process sustainability and Life Cycle Inventory (LCI) generation by using a set of 139 performance indicators in four main areas: Material Efficiency (26); Energy (14); Economics (33) and Environment (66) (Smith and Ruiz-Mercado 2014).
Basically, the available methods can be classified in two categories: qualitative and quantitative methods. The qualitative methods include summary techniques derived from the Douglas hierarchical procedure model (Douglas 1998), the onion diagram (Smith 1995) or environmental optimization ENVOP (Isalski 1995) and can be applied to identify the solutions for minimizing the potential discharges of a process. Quantitative methods include the pinch technology (Linnhoff 1995), mass exchange networks (El-Halwagi 1997) and superstructure optimization (Dantus and High 1996). All these methods can be used to better integrate the process and/or its utility network. Such simulations have also been used for environmental studies. Without being exhaustive, some significant contributions can be highlighted. The Aspen Plus, PROII and COCO/COFE simulators are integrated into a waste reduction algorithm to assess the environmental impact of coal gasification (Petrescu and Cormos 2015), and SuperPro Designer and Aspen HYSYS simulators are used in process design of waste gas treatment (Aidan et al. 2011). It must be emphasized that process simulation has become a standard tool for process engineers in recent years. Its main advantage is that it makes it possible to easily evaluate process changes using free or commercial software or by programming a dedicated simulator in a rather short time without using expensive and difficult experiments in a pilot test. The scale of model validation is also general, similar to that of the real plant in many cases, thus rendering validation possible only at the final development step of the process. This aspect emphasizes the use of simulation in process design. A flowsheeting simulator for process modelling has been coupled with a multiobjective optimizer of the genetic algorithm type (Ouattara et al. 2013).
LCA environmental impact assessment framework
LCA is a technique aimed at assessing the environmental impact of a product throughout its lifetime, including the production process of the raw materials used (ISO 14040 2006), which is a “from cradle-to-grave” analysis. The LCA framework includes four phases: definition of goal and scope, LCI analysis, life cycle impact assessment (LCIA) and interpretation of results.
LCIA is aimed at evaluating the significance of potential environmental impacts “from cradle to grave” (ISO 14040 2006). Various methods have been developed such as CML 2001 (Guinée et al. 2002), Eco-Indicator 99 (Goedkoop and Spriensma 1999) and IMPACT 2002+ (Jolliet et al. 2003). These methods are based on impact categories and are modelled according to their depth in the cause and effect chain (Humbert et al. 2005). LCI requires a lot of data and setting up inventory data can be one of the most time-intensive stages of LCA, in particular due to the lack of appropriate data for the product system under study.
Many databases have therefore been developed in the last few decades. These include public national or regional databases, industry databases and consultant databases that are often offered in combination with LCA software tools such as Simapro (PRé Consultants 2016). In that context, ecoinvent (Frischknecht and Jungbluth 2005) is a widespread database including over 4000 industrial processes for environmental assessment including the energy category, including hard coal, oil, natural gas, nuclear power, hydroelectric power, wood energy, wind power, photovoltaic, solar heat, electricity supply and mixes, small-scale CHP (combined heat and power) systems and biofuels.
Databases play a key role in environmental impact assessment. Currently, there are millions of processes in the world with many configuration parameters. The majority of database systems are based on average data representing average production and supply conditions for goods and services. This situation is particularly true for process energy requirements, specifically for steam. For instance, in the ecoinvent database, two different types of steam production are available (Frischknecht and Jungbluth 2005). For both processes, the environmental impacts are based on the average steam production of 11 European chemical sites. In these conditions, it is difficult to study the impact of steam production dedicated to a given chemical site. The impact of a change in the operating conditions, for example different technologies, different fuels, various steam pressures and temperatures, is impossible to take into account, which justifies the need for data modules used to build inventories on a unit-process level. This means that the inputs and outputs are recorded per production step, and unit-process data, in contrast to average data, often refer to specific technologies. This provides for the possibility of tailored inventories, choosing the technologies that are in place in the case under study, and allowing the study to focus on, for example, the best available technologies, best operating conditions and different energy mixes. For this purpose, the use of concepts of process systems engineering based on mass and energy balances is crucial.
Impacts of process energy requirements
The generation of energy (and utilities), while distinct from the main processing system, is still part of the LCA system because the process consumes utilities that in turn have environmental impacts. In chemical processes, the energy required is mostly thermal or mechanical, with the latter provided by electricity in most cases. These requirements correspond to heating and electricity use. At the same time, heat has to be removed from the system, by cooling units. To satisfy these energy requirements, specific energy processes are implemented in the chemical complex, that have material inputs and outputs. A representative example of a heating (respectively, cooling) requirement is the process of producing steam (respectively, the use of cooling water).
One of the main limitations of the ecoinvent database is the lack of specific environmental impacts in the energy compartment. When an environmental model is created from the LCI of energy production required by a process, it is often necessary to make assumptions that are far from reality in order to choose an element from the database.
Materials and methods
General framework
The general framework of the work is illustrated in Fig. 1 and focuses on the design of energy sub-modules that can feed the LCI step within LCA methodology.

Interaction between energy production modelling and Life Cycle Inventory
Use of an energy production plant simulator and design of energy sub-modules for inventory assessment
The energy required by a chemical process (in reactors, distillation columns, pre-heaters, pumps, compressors, flash drums or coolers) can stem from different sources (e.g. steam) and can be obtained from different processes using different technologies and various fuels or primary energy carriers (oil, gas, coal, nuclear, hydropower and renewable sources such as solar or wind power, for instance). The energy production process is clearly separated from the chemical process itself and is shared among the different production units. This process includes inputs, outputs and emissions, so its environmental impact has to be added to that of the whole chemical process. To carry out LCA, it is necessary to identify the inventory associated with the process. In this case, it is clear that the primary energy source (gas, oil, coal, etc.) is considered as the main input. The output is the energy produced (steam, electricity, etc.). Pollutant emissions taken into account are associated with the primary energy combustion. For example, the emissions from natural gas and fuel oil include carbon dioxide (CO2), nitrogen oxides (NOx), sulphur dioxide (SO2) and carbon monoxide (CO). The mass flow of emissions depends on several factors including the type and purity of fuels used. Concerning, for instance, SO2 formation, natural gas combustion generates a very small amount with a sulphur level of 2000 grains per million cubic feet, whereas fuel oil combustion converts 95% of the sulphur content of the fuel to SO2. In another example, using natural gas, nitrogen oxides (NO x ) are formed through three mechanisms: thermal (dissociation and reaction of nitrogen and oxygen molecules in the combustion air), prompt (early reaction of nitrogen molecules in the combustion air and hydrocarbon radicals) and fuel (reaction of fuel-bound nitrogen compounds with oxygen), whereas using fuel oil leads to the formation of nitrogen oxides through a thermal mechanism. In the case of carbon monoxide, the formation depends on the fuel efficiency (either fuel oil or natural gas) (Easter Research Group 1998; Eastern Research Group 1998). The design of energy sub-modules has been performed by using an energy production simulator, i.e. Ariane ProSim SA (ProSim 2016) to compute primary energy requirements and quantify pollutant emissions from process operation units. It must be emphasized that Ariane results are not only useful for LCA but also for any other environmental impact assessment. From a broader point of view, this will serve as a basis for computing the corresponding environmental life cycle emissions and impacts of energy generation. Several building blocks are involved:
-
1.
a full set of standard equipment (boilers, turbines, de-aerators, valves, etc.), and also specific equipment for cogeneration and district heating networks (heat exchangers, water heaters, etc.) to represent the energy plant;
-
2.
a thermodynamic model that accurately represents the properties of water, steam and fumes;
-
3.
a database that includes the most common fuel (natural gas, oil, coal) and that can be enriched (biomass, black liquor, wastes) by the user.
Conventional pollutant emissions, such as nitrogen oxides (NOx), sulphur dioxide (SO2), carbon monoxide (CO), carbon dioxide (CO2) and solid particles, can also be computed.
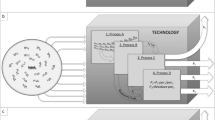
A key feature of Ariane is its interoperability that allows automating the model so that several configuration data and results can be sent, requested and received, thus guaranteeing a fast sensitivity analysis. Data exchange is accomplished through Plessala software, which pilots the simulator. Plessala is associated with Ariane control system from any language or application able to use Microsoft COM technology (Fig. 2). This software tool allows linking Ariane with simulators, spreadsheets or word processors.

Overall architecture of Ariane communication
Impact assessment
In this work, the IMPACT 2002+ method considering both and end-point categories (Humbert et al. 2005) was chosen to evaluate the environmental impact of the energy production. The categories are grouped and linked to the damage categories. In this way, users can better understand the cause and effect chain of the environmental impacts. Yet, the approach developed is yet generic and can be applied to any other assessment method. To test the usefulness of the simulator, two examples are developed in the following section. Two steam production plants, i.e. a dual-fuel furnace and a gas turbine, are designed.
Results and discussion
The most common primary energy types used to produce steam are natural gas, fuel oil or both. Classically, inputs and outputs of the steam production process (Jiménez-González and Constable 2011) include:
-
4.
Resources required: fuel, oxygen (air) and water.
-
5.
Air emissions: emissions from fuel combustion.
-
6.
Water emissions: emissions from boiler.
-
7.
Electricity requirements: for water treatment and pumping as well as steam transport.
There are several ways to produce steam, but productions by a dual-fuel furnace and by a gas turbine are very interesting options (Ganapathy 1996; Poullikkas 2005). The turbine has been widely used because it allows cogeneration. In what follows, only steam production is taken into account.
Steam production by a dual-fuel furnace
Dual-fuel furnace modelling
Typical units for steam generation in a dual-fuel furnace can be modelled with Ariane. Data for the design are the furnace identification, an output network, a deaerator to provide feed water, the reference conditions for specification of the yield curve and, finally, the specifications of the fuels used.
The so-called energy consumption ratio is defined to encompass the simultaneous use of two fuels in the furnace. This variable allows us to choose the proportion of each fuel that is used in the furnace of the process and is calculated by:
The consumption of the two fuels is calculated by:
LHV i refers to the lower heating value of the fuel considered, Q is the heat exchanged in the furnace and η is the production yield.
The furnace can operate in the following modes: standby, automatic, automatic with user flowrate initialization, manual at fixed output flowrate or manual at fixed fuel flowrate. Furnace modelling is flexible and gives the user the possibility of fixing the amount of fuel or the amount of steam output. If the output is set, then the fuel consumption is calculated and it is possible to set the energy consumption ratio. Figure 3 shows an example of a dual-fuel furnace model in Ariane.

Flowsheet example of dual-fuel furnace in Ariane
Calibration of emissions for the dual-fuel furnace model
Furnace modelling must be calibrated to reproduce the emissions (CO2, CO, NO x and SO2) that are actually observed. To accomplish this, a combination of two sets of operating conditions from the literature (Jiménez-González and Constable 2011) and their corresponding experimental measurements were considered. Each set referred to the production 1 MJ of steam. The model was configured to operate at a pressure of 9.3 bar, and the furnace was fed by natural gas and fuel oil, with air in excess (25%).
The fuel characteristics considered were:
-
Natural gas: hydrocarbon purity 100%; sulphur content 0%; LHV (0 °C) 11.30 kWh/Nm3; molar weight: 16 g/mol; C/H ratio 3; specific heat: 0.540 cal/g/K.
-
Fuel oil: hydrocarbon purity 99.69%; sulphur content 0.31%; LHV (0 °C) 9450 th/t; molar weight: 120 g/mol; C/H ratio 8; specific heat: 0.694 cal/g/K.
The amount of natural gas used was 0.042 Nm3/h, and the amount of fuel oil was 0.032 kg/h. These are equivalent to the quantities proposed in by Jiménez-González and Constable (2011). Calibration was performed in an iterative process where the following emission factors were found for the two fuels. The nitrogen oxides emission factor was 8714.6 mg/Nm3 for natural gas (and 2809.3 mg/t for fuel oil). In relation to sulphur dioxide emissions, they were produced according to fuel purity. The computed emission results are shown in Table 1, and they are compared with the values found by Jiménez-González and Constable (2011) to calibrate the model of the dual-fuel furnace.
The results presented in Table 1 show that the emissions calculated by the Ariane simulator are in agreement with those obtained in Jiménez-González and Constable (2011).
Steam production by a gas turbine
Gas turbines are widely used for the production of steam in the chemical process industry. A classical diagram of a gas turbine with heat-recovery steam generators (HRSG) can be found in (Poullikkas 2005). First, air enters the compressor and, once inside, it is compressed to a high pressure without adding heat. However, the air temperature increases. The air at high temperature and pressure from the compressor enters the combustion chamber, where fuel is injected. Combustion normally occurs at constant pressure. The combustion system is designed to provide mixing, burning, dilution and cooling. The combustion mixture enters the turbine, which converts the mechanical energy (work). Finally, the HRSG generates steam using the energy exhausted from the turbine. The gas turbine has received much attention in the speciality literature (Silveira and Tuna 2003, 2004).
Gas turbine modelling
The Ariane software tool includes unit operations that can be used to create a simulation model of energy production plants, including a steam production plant. The main components for this plant are the gas turbine and the HRSG. The configuration parameters that must be specified for turbine design include: device name, fuel used, parameters of the isentropic compression efficiency curve and the temperature curve that calculates the actual temperature after combustion.
One option is to introduce degassed water in the combustion chamber. If this option is selected, the mass ratio of water must be entered. Another possible option is to inject steam tapped from a central network. In this case, the mass ratio of steam (relative to the fuel flow rate) must be entered. The theoretical vent must be selected at this level. Finally, the design data include the parameters of expansion achieved during the turbine phase, the combustion chamber pressure and the pressure downstream of the turbine.
In operational mode, the operation mode of the turbine and the characteristics of the combustion must be specified. The turbine can operate in several modes: automatic (with flow or with power initialization), manual fixed fuel flow (flow to be specified) and manual fixed power (power to be specified). To characterize the combustion, input parameters such as temperature and excessive or constant flow chosen must be specified.
The technical constraints of a gas turbine are related to the flows of fuel, inlet air and smoke generated. In addition, the electric power generated by the turbine is bounded by a minimum and a maximum value. The constraints associated with the steam generator are linked to the flow and the temperature of the cold stream.
Two scenarios can be thus studied: either the amount of fuel is specified to obtain a quantity of steam, or the amount of steam is specified as that the amount of fuel needed for production is calculated with Ariane. In both cases, the corresponding emissions are estimated. Figure 4 shows an example of a flowsheet using a gas turbine for steam production.

Flowsheet example of gas turbine in Ariane
Calibration of emissions for the turbine model
For the evaluation of the emissions for a gas turbine process, the model needs to be calibrated (in the same way as the dual-fuel furnace). For this purpose, two sets of operating conditions from literature data (Jiménez-González and Constable 2011) were used together with the experimental outputs. Four different configurations were tested: with two pressure levels (3.4 or 9.3 bar) and with either natural gas or fuel oil as the fuel. It was impossible to strictly reproduce the conditions of the steam production process proposed in various reports (Jiménez-González and Constable 2011). The turbine model was nevertheless configured for the two pressure values mentioned above and the parameters shown in Table 2. Pressures, fuel amount, air excess percentage and fuel type parameters were specified in the turbine flowsheet input interface. The fuel characteristics and emission factors were the same as for the dual-fuel furnace.
The results are presented in Table 2 for a gate-to-gate LCI. The major energy-related air emissions included CO2, SO2, CO and NO x . The amount of each kind of emission generated was estimated as a linear function of the amount of a given fuel. The simulation results were then compared with the emissions from steam production reported in a reference research work (Jiménez-González and Constable 2011) and also with the emissions from steam production, called “Steam, for chemical processes, at plant” in the ecoinvent database). Ecoinvent data do not mention explicitly the specific operating conditions of steam generation (pressure used in particular).
The identification process shows that the same set of emission factors led to good agreement between the predicted and experimental results for a given fuel. A larger discrepancy was observed concerning the order of magnitude of the emissions that could be obtained from ecoinvent, which is based on the average steam production of 11 European chemical sites.
Cradle-to-gate environmental assessment for a specific steam production
The approach that has just been presented can be extended to the cradle-to-gate boundary for steam production. For the sake of illustration, the steam requirement of the chemical process serves as a test case, in which benzene production by the hydrodealkylation of toluene (HDA) process (Douglas 1998) and the gas turbine model in Ariane are considered. The work carried out in (Ouattara et al. 2013) indicates that the HDA process requires an average of 50 t/h steam (distillation columns, furnace and flashes included) at pressures of 40 and 10 bar. The gas turbine is used for the steam production with natural gas as a fuel and a pressure of 40 bars.
LCA analysis begins with the creation of an inventory containing the data to be analysed. Then, the inventory data were identified and related to the ecoinvent database. The next step was to identify the potential impact factors with IMPACT 2002+ method.
Table 3 shows the amount of fuel and emissions calculated by Ariane for the production of the steam required for the HDA process. Equations (1)–(3) allowed us to calculate the environmental impact (characterization) of the steam production at different pressure conditions. For reasons of space and to illustrate the use of the framework, only the results of the production of steam at 40 bar of pressure using natural gas as fuel (according to HDA process energy requirements). Table 3 and Fig. 5 show the results in the categories.

Analysis of contribution of compounds in the categories (characterization)
The results indicate that natural gas (extraction) makes a major contribution to all environmental impact categories while the energy-related impacts are dominated by aquatic acidification, global warming, respiratory inorganics and terrestrial acidification/nitrification. NOx has a higher environmental impact than the extraction of natural gas in these categories and, although the turbine produces large quantities of CO2 and CO, the impact factor of NOx is higher, except in global warming where CO2 makes the most important contribution.
The amount of NOx can be reduced by using other fuels, such as fuel oil, but this would significantly increase the levels of CO2, CO and SO2 as shown in Table 3. Finally, Fig. 6 presents the end categories of the IMPACT 2002+ method.

Environmental impacts in end-point categories (normalization)
End-point categories indicate the average impact of a person in a year; the units used are expressed in “points”. According to the LCIA method (IMPACT 2002+) used, the calculation of the average is based on the population in Europe (i.e. people). The environmental impact represented in this way allows comparisons to be made between the categories. Not surprisingly, climate change has the most significant impact, followed by resource depletion and human health. The process-related emissions are predominant in aquatic acidification, respiratory inorganics and terrestrial acidification/nitrification, and contribute largely (more than 40%) to global warming. This justifies the idea that further improvement can be obtained by a rational use of energy in the process stage.
The results provided by the simulation of the proposed energy modules provide the emissions related to steam production and the amounts of primary fuel that are necessary for the production. Simulation combined with LCA can thus give the environmental impact of each energy production module. Within this framework, different energy production technologies operating with different operating conditions can thus be evaluated: a database can thus be created from the information obtained by simulation coupled with LCA. The database can be used to compare technologies from an environmental point of view and can be used in a more holistic view considering the whole process, as a support for decision-making in a system-based approach.
Conclusion
The use of process simulation and experimental process data can be particularly useful in the development of life cycle analysis. This study shows that the environmental life cycle profile of energy production is of major importance in the analysis of the impacts and improvement opportunities of any given process. In particular, the combined use of a process simulation tool dedicated to the production of utilities, experimental process data and LCA implemented with a commercial software tool (PRé Consultants 2016) proved to be particularly useful in filling the environmental database gap, by the design of specific energy sub-modules so that the energy-related emissions for a given process could be computed. Gate-to-gate and cradle-to-gate environmental profiles have been determined for various steam production conditions. Including process modelling and experimental data as a standard part of Life Cycle Assessment is a substantial step towards Life Cycle Assessment becoming a mature technique. Only steam production by a gas turbine and a dual-fuel furnace was considered here for the sake of illustration. The proposed methodology can be extended to other kinds of processes in order to improve the energy efficiency of conventional technologies (for instance, for multiple-effect evaporators (Madoumier et al. 2013)) and to shift from the current fossil fuel-dominant energy supply mode to one with a higher proportion of renewable energy, thus implementing the transition from fossil fuel-based energy systems to renewable energy-based ones. The proposed approach is then particularly useful for embedding process simulation and LCA in an external multiobjective optimization loop: by combining LCA with multiobjective optimization (Yue et al. 2016), the environmental impacts for a given product could be simultaneously optimized with economic assessment, using Life Cycle Cost Assessment so that both ecologically and economically sounder decisions can be made.
References
Aidan A, Alnaizy R, Nenov V, Abdelrahman O (2011) Process design of waste gas treatment from Emirates Gold Refinery. Clean Technol Environ Policy 13:447–457. doi:10.1007/s10098-010-0323-3
Azapagic A (1999) Life cycle assessment and its application to process selection, design and optimisation. Chem Eng J 73:1–21. doi:10.1016/S1385-8947(99)00042-X
Burgess AA, Brennan DJ (2001) Application of life cycle assessment to chemical processes. Chem Eng Sci 56:2589–2604. doi:10.1016/S0009-2509(00)00511-X
Cano-Ruiz JA, McRae GJ (1998) Environmentally conscious chemical process design. Annu Rev Energy Environ 23:499–536. doi:10.1146/annurev.energy.23.1.499
Curran MA (2004) The status of life-cycle assessment as an environmental management tool. Environ Prog 23:277–283. doi:10.1002/ep.10046
Dantus MM, High KA (1996) Economic evaluation for the retrofit of chemical processes through waste minimization and process integration. Ind Eng Chem Res 35:4566–4578. doi:10.1021/ie9507787
Douglas JM (1998) Conceptual design of chemical processes, 1st edn. McGraw Hill, New York
Easter Research Group (1998) Emission factor documentation for AP-42 section 1.4 natural gas combustion. Morrisville, United States of America
Eastern Research Group (1998) Report on revisions to 5th edition AP-42 section 1.3 fuel oil combustion. Morrisville, North Carolina
El-Halwagi MM (1997) Pollution prevention through process integration. Elsevier, Academia Press, Amsterdam, London
Frischknecht R, Jungbluth N (2005) The ecoinvent database: overview and methodological framework. Int J Life Cycle Assess (7 pp) 10:3–9
Gamage JR, DeSilva AKM, Harrison C, Harrison D (2016) Ascertaining life cycle inventory data for electrical discharge machining. Procedia CIRP 41:908–913. doi:10.1016/j.procir.2015.12.091
Ganapathy V (1996) Heat recovery steam generators: understand the basics. Chem Eng Prog 92(8):32–45
Goedkoop MJ, Spriensma RS (1999) The eco-indicator 99, methodology report. A damage oriented LCIA method. The Hague, The Netherlands
Guinée JB, Gorrée M, Heijungs R, Huppes G, Kleijn R, de Koning A, van Oers L, Wegener Sleeswijk A, Suh S, Udo de Haes HA, de Bruijn, van Duin R, Huijbregts MAJ (2002) Handbook on life cycle assessment. Operational guide to the ISO standards. I: LCA in perspective. IIa: Guide. IIb: Operational annex. III: Scientific background. Kluwer Academic Publishers, Dordrecht. ISBN 1-4020-0228-9
Hellweg S, Mila Canals L (2014) Emerging approaches, challenges and opportunities in life cycle assessment. Science (80-) 344:1109–1113. doi:10.1126/science.1248361
Humbert S, Margni M, Jolliet O (2005) A user guide for the new life cycle impact assessment methodology IMPACT 2002+. Lausanne, Switzerland
International Energy Agency (2013) Redrawing the energy-climate map—world energy outlook special report. Paris, France
Isalski H (1995) ENVOP for waste minimization. In: Speciality conference on environmental issues in the petroleum and petrochemical industries, pp 276–286
ISO 14040 (2006) Environmental management—life cycle assessment—principles and framework
Jiménez-González C, Constable DJC (2011) Green chemistry and engineering: a practical design approach, 1st edn. Wiley, New York
Jiménez-González C, Overcash M (2000) Energy sub-modules applied in life-cycle inventory of processes. Clean Prod Process 2:0057–0066. doi:10.1007/s100980050051
Jolliet O, Margni M, Charles R et al (2003) IMPACT 2002+: a new life cycle impact assessment methodology. Int J Life Cycle Assess 8:324–330. doi:10.1007/BF02978505
Linnhoff B (1995) Pinch analysis in pollution prevention. In: Rossite AP (ed) Waste minimization through process design. McGraw-Hill, New York
Liu P, Georgiadis MC, Pistikopoulos EN (2011) Advances in energy systems engineering. Ind Eng Chem Res 50:4915–4926. doi:10.1021/ie101383h
Madoumier M, Azzaro-Pantel C, Gesan-Guiziou G (2013) Process simulation and life cycle analysis in the dairy industry—application to milk concentration. In: Récents Progrès en Génie des Procédés (Cédérom), 104. Lyon, France
Ouattara A, Pibouleau L, Azzaro-Pantel C, Domenech S (2013) Economic and environmental impacts of the energy source for the utility production system in the HDA process. Energy Convers Manag 74:129–139. doi:10.1016/j.enconman.2013.03.037
Petrescu L, Cormos C-C (2015) Waste reduction algorithm applied for environmental impact assessment of coal gasification with carbon capture and storage. J Clean Prod 104:220–235. doi:10.1016/j.jclepro.2014.08.064
Poullikkas A (2005) An overview of current and future sustainable gas turbine technologies. Renew Sustain Energy Rev 9:409–443. doi:10.1016/j.rser.2004.05.009
PRé Consultants (2016) SimaPro—the world’s leading LCA software. simapro.com. Accessed 29 Jun 2016
ProSim (2016) ProSimPlus. www.prosim.net/fr/logiciels-prosimplus–1.php
Sajid Z, Khan F, Zhang Y (2016) Process simulation and life cycle analysis of biodiesel production. Renew Energy 85:945–952. doi:10.1016/j.renene.2015.07.046
Schwanhold E (2005) The Eco-efficiency analysis developed by BASF. In: Beloff B, Lines M, Tanzil D (eds) Transforming sustainability strategy into action: The chemical industry. Wiley, Hoboken
Silveira JL, Tuna CE (2003) Thermoeconomic analysis method for optimization of combined heat and power systems. Part I. Prog Energy Combust Sci 29:479–485. doi:10.1016/S0360-1285(03)00041-8
Silveira J, Tuna C (2004) Thermoeconomic analysis method for optimization of combined heat and power systems—part II. Prog Energy Combust Sci 30:673–678. doi:10.1016/j.pecs.2003.06.001
Smith R (1995) Chemical process design. McGraw-Hill, New York
Smith R, Ruiz-Mercado G (2014) A method for decision making using sustainability indicators. Clean Technol Environ Policy 16:749–755. doi:10.1007/s10098-013-0684-5
Stewart JR, Collins MW, Anderson R, Murphy WR (1999) Life cycle assessment as a tool for environmental management. Clean Technol Environ Policy 1:73–81. doi:10.1007/s100980050013
Subramanian V, Golden JS (2016) Patching life cycle inventory (LCI) data gaps through expert elicitation: case study of laundry detergents. J Clean Prod 115:354–361. doi:10.1016/j.jclepro.2015.11.098
United States Environmental Protection Agency (2015) TSCA chemical substance inventory. www.epa.gov/tsca-inventory/about-tsca-chemical-substance-inventory#whatistheinventory. Accessed 17 Mar 2016
van Boxtel AJB, Perez-Lopez P, Breitmayer E, Slegers PM (2015) The potential of optimized process design to advance LCA performance of algae production systems. Appl Energy 154:1122–1127. doi:10.1016/j.apenergy.2015.01.036
Yue D, Pandya S, You F (2016) Integrating hybrid life cycle assessment with multiobjective optimization: a modeling framework. Environ Sci Technol 50:1501–1509. doi:10.1021/acs.est.5b04279
Zendoia J, Woy U, Ridgway N et al (2014) A specific method for the life cycle inventory of machine tools and its demonstration with two manufacturing case studies. J Clean Prod 78:139–151. doi:10.1016/j.jclepro.2014.05.012
Acknowledgements
The authors are grateful to ProSim SA and particularly to Philippe Baudet for fruitful discussion.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Morales-Mendoza, L.F., Azzaro-Pantel, C. Bridging LCA data gaps by use of process simulation for energy generation. Clean Techn Environ Policy 19, 1535–1546 (2017). https://doi.org/10.1007/s10098-017-1349-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-017-1349-6