
Abstract
Microalgae continues emerging as a promising feedstock for the development of biorefineries. Since there are numerous possible technologies that can be used to process microalgae and produce a wide variety of products and co-products, it is necessary to develop an efficient approach for the generation and screening of processing technologies. This work introduces a combined methodology for the synthesis and analysis of topological pathways for the processing of microalgae based on main approaches of hierarchical and mathematical programming-based process synthesis. The methodology uses a hierarchical approach that starts with top-level data and focuses attention and effort on the promising pathways integrating various process synthesis and optimization concepts such as forward–backward branching, superstructure optimization, and in-depth analysis for high-priority pathways. A case study is solved for the production of diesel-like fuel from microalgae biomass.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The continued use of fuels produced from fossil sources is recognized as unsustainable due to the depletion of supplies and the associated environmental impact. Therefore, there is a growing interest in the identification of cost-effective, clean, and renewable sources of energy. Biofuels are among the most promising alternatives as they offer many benefits related to energy security, economic stability, and reduction of the environmental impact of greenhouse gases (GHGs). Many countries have defined policies for production and use of biofuels, in US, biofuel–fuel blending ratios are defined by the Renewable Fuel Standard (Tyner 2015), in Brazil, policies establish a mandatory percentage of 5 % of biodiesel in blending with fossil diesel (Brondani et al. 2014), in European Union, it is projected for 2020 a 10 % of renewable energy use in transportation which in Poland is coupled with the replacement of 80 % of turbogenerators cooperating with steam boilers (Igliński et al. 2014).
Biofuels are being categorized according to different criteria, as sources, processing technologies, quality of fuels, applications among others (Hancsók et al. 2014). In practical terms, biofuels can be divided into two big groups: those which are produced from edible feedstocks as sugarcane juice, potato, corn, sugar beet, or sorghum as sources of cellulosic material and/or fermentable sugars for bioethanol production, or soybean, rapeseed, and palm for biodiesel production. Biofuel production processes from edible crops presents advantages as high product yields, derived of the level of maturation of technologies, reliable conversion technologies (specially to bioethanol and biodiesel), and known supplies of biomass. On the other hand, the use of crops as edible feedstocks creates competition between food and fuel that ultimately hurts both markets and calls into question several social and ethical issues (Gallagher 2014).
Second group are those biofuels produced from non-edible feedstocks; a wide variety of raw materials are being investigated in order to achieve a sustainable production. For bioethanol, lignocellulosic materials resulting from agro-industrial activities such as the extraction of sugar, food-crops harvesting, and forest management operations are used for reducing sugar production and fermentation, some non-edible crops are also used including bitter cassava, macro and microalgae, wastes as rotten fruits, fruit peels, empty bunches, and residues of processes as molasses and waste papers. Biogas is mostly produced using non-edible feedstocks and wastes as animal manure, household wastes, crop residues among others, with variable C/N ratios between 3 and 500 (Divya et al. 2015). For biodiesel production, non-edible oils as herbaceous oils, Jatropha curcas oil, castor oil, karanja oil, moringa oil, Ceibas pentandra oil, among others, have been evaluated using different technologies as esterification and transesterification of the monoglycerides, diglycerides, triglycerides, and free fatty acids present in the oils; using homogeneous catalysts as CH3ONa, KOH, NaOH, H2SO4, and heterogeneous catalysts as sulphated tin oxide, sulphated zirconia, or CaO/Fe3O4; obtaining different product yields (Khan et al. 2014). Hydroprocessing of these vegetable oil components and wastes as used cooking oil or animal fats can be also used for conversion into diesel-like biofuels as biogas oil, which can be obtained by heterogeneous catalytic hydrogenation (Solymosi et al. 2013; Kasza et al. 2014) performed a quality improvement of bio-paraffin by isomerization in presence of fatty acids. Hydrogenation of oil from Mesua ferrea L. seed using as catalyst 0.1 % of Na2CO3 allowed to obtain distillates in the boiling ranges of gasoline, kerosene, and diesel (Aslam et al. 2015). Diesel-like biofuels can also be produced from biogas (methane) or syngas using gas-to-liquid conversion technologies (Choudhury et al. 2015).
Wastes have been also used as feedstocks in thermal treatments such as pyrolysis for production of bio oil, bio char, and bio gas where time, biomass composition, and temperature affect the yield and properties of bio-oil (Alper et al. 2014) found a significant influence of temperature on yield of products for biomass from cornelian cherry stones and grape seeds. Maroušek et al. (2014) used anaerobic fermentation residues from biogas plants for production of solid biofuel via pyrolysis. Hancsók et al. (2011) performed a catalytic hydrogenation of waste lard followed by the isomerization of the produced normal paraffin rich mixture, obtaining mainly mono-branching isoparaffins. Technologies involved in waste to energy processes also include incineration and plasma gasification (Shareefdeen et al. 2015). Biofuels from non-edible energy crops promise to be more beneficial in terms of efficient use of land and proper environmental management. These biofuels have not faced the problems mentioned earlier for biofuels from edible crops. Nonetheless, there is major concern about competition in the use of land and the impact on crops (Nigam and Singh 2011).
Microorganisms as yeast, fungi, and microalgae have been rediscovered as promising candidates for biochemical applications and energy-based topologies (Pinzón et al. 2014). Depending on the strain, microalgae can grow in a wide range of temperatures, pH, and nutrients availability. Some microalgae species feature growth rates between 20 and 30 times higher than other sources for biofuels and can produce up to 20 times more oil per unit area than palm under appropriate cultivation conditions (UIS et al. 2011). It has been reported that oil content of microalgae can surpass 80 % in dry weight biomass for some specific strains under optimal cultivation parameters (Chisti 2008). Unfortunately, this high productivity reported has not been achieved in practical terms.
Microalgae can grow in a wide variety of climates requiring only water, some nutrients, a carbon source, and sufficient solar energy. As such, the development of microalgae cultivation systems (open or closed) can be made using non-arable lands. Another advantage of microalgae cultivation is the potential of utilization of wastewater as culture media, which presents a benefit in the use of residues for biomass production and wastewater treatment (Kiran et al. 2014). Microalgae can be also cultivated in freshwater, hypersaline water, or sea water (Ummalyma and Sukumaran 2014). Due to its high growth rate, microalgae biomass can be harvested throughout the year, presenting a theoretical potential to become a viable alternative to replace petroleum-based liquid fuels in the future without the disadvantages associated with food versus fuel discussion and use of land. However, this theoretical potential is still away to be achieved in practice.
Microalgae has been used as a source of several products in commercial scale, a nutritional supplement for humans and animals, and a feedstock for pharmaceutical and cosmetic products (Skjånes et al. 2013). These processes do not involve significant chemical processing of biomass. On the other hand, the use of microalgae for biofuel production requires more chemical processing. At present, numerous research efforts focus on developing microalgae processing technologies for biofuels production to pursue the goal of a sustainable third generation biofuels production. For sustainable utilization of the enormous potential of microalgae as a source of biofuels, technologies for cultivation and biomass processing must be efficient from technical, economic, environmental, and energetic points of view. A wide variety of novel technologies for microalgae cultivation and processing are emerging, and others are being adapted to microalgae biomass and derived metabolites from processes used in other biomasses or hydrocarbon-processing industries.
One alternative proposed by researchers for achieving a feasible microalgae use for biofuels production is the incorporation of the biorefinery concept. The term biorefinery has been defined in several ways. The International Energy Agency describes biorefining as a framework to produce several products including biofuels from a definite feedstock, giving economic competitiveness to the low value of biofuels with high value co-products (International Energy Agency 2012). This concept can be extended to a system or a set of systems that can integrate biomass transformation processes and equipment for the production of fuels for transportation, energy, and chemicals (Cherubini 2010). The palette of products from a biorefinery not only includes the products obtained in an oil refinery, but also products that cannot be obtained from crude oil. Biorefineries can produce energy in the form of heat or by producing biofuels, molecules for fine chemistry, cosmetics or medicinal applications, materials as bioplastics and sources of human food and animal feed.
This concept can be compared to the current concept of oil refineries with respect to the fractionation of a complex mixture. However, there are two major elements that make them different. The first is the formation of raw materials; because those used in a biorefinery have not undergone the long-time biodegradation leading to crude oil. Therefore, the possibilities of obtaining more products using biomass as a feedstock are greater, the second distinction stems from the application of different existing and emerging technologies in order to obtain bioproducts. Biorefining involves assessing and using a wide range of technologies to separate biomass into its principal constituents (carbohydrates, proteins, triglycerides, etc.), which can subsequently be transformed into value-added products and biofuels through the application of other processes.
Overview of process design of biorefineries
According to the tendency of searching total use of a feedstock and the incorporation of various biomass feedstocks, process synthesis techniques have been extended from conventional chemical processes to biorefinery processes (Yuan et al. 2013). Reviews of designing biorefineries are available in literature (Stuart and El-Halwagi 2012). Several approaches have been developed for the synthesis and assessment of biorefinery pathways as a methodology to synthesize and screen process alternatives in already established biorefinery production routes, taking as case study bioethanol production (Alvarado-Morales et al. 2009), or a graphical targeting approach for the synthesis of an integrated biorefinery via the C–H–O ternary diagram, taking as case study the biomass gasification (Tay et al. 2011).
Optimization-based approaches have also been used for the design of biorefineries; a “forward–backward” approach (Pham and El-Halwagi 2012), which involves forward synthesis of biomass to intermediate products and reverse synthesis starting with the desired products and identifying necessary intermediate species and pathways leading to them, after that, an optimization formulation is utilized to determine the optimal configuration based on screening and connecting the optimal intermediates generating the biorefinery flowsheet, a method based on the screening of competing technologies taking into account thermodynamic and economic criteria (Ng et al. 2009), described a methodology based on a fuzzy linear programming for the optimization of multifunctional biofuel systems with flexible targets taking into account production levels and environmental sustainability (Tan et al. 2009), a procedure for automated targeting in the synthesis of an integrated biorefinery (Ng 2010), a superstructure optimization for the production of lignocellulosic ethanol via gasification of switchgrass, taking into account energy and economic issues (Martín and Grossmann 2010), a combination of computer-aided process engineering and exergy analysis for the evaluation of different routes for the production of second generation biofuels from lignocellulosic biomass (Ojeda et al. 2011), a methodology for synthesizing complex manufacturing chains or networks in biomass based manufacturing systems, considering manufacturing process models, manufacturing performance models, logistics performance models and superstructure (Kokossis et al. 2010), a shortcut method for the preliminary synthesis of process-technology pathways for the conceptual design of integrated biorefineries based on a superstructure representation with layers of chemical species and conversion operators using an optimization function for obtaining a desired biorefinery pathway (Bao et al. 2011), a modular optimization approach for biorefinery optimization decomposing the large optimization problem into small models composed of a process unit and its alternatives in different degrees of modeling details, in the field of feedstock supply (Tay et al. 2012), a fuzzy mixed-integer linear programming for design and optimization of a multifunctional bioenergy system taking into account multiple demands of product, carbon footprint, and economics (Ubando et al. 2014) or a multi-period synthesis of supply networks for an optimally-integrated regional biorefinery looking for the maximization of the economic performance (Čuček et al. 2014).
Over the last few years, several important contributions have been made in the design and analysis of microalgae to biodiesel production chains from techno-economic, energetic, and environmental perspectives, as the environmental assessment of several alternatives for microalgae biodiesel production using the methodology of life cycle assessment (Pardo-Cárdenas et al. 2013), the design from techno-economic point of view of an integrated system for biodiesel production from microalgae oil with sequestration of CO2 from a power plant (Pokoo-Aikins et al. 2009), the use of exergy analysis to study the feasibility of microalgae and Jatropha biodiesel production plants using three triglycerides as representative microalgae oil (Ofori-Boateng et al. 2012), the analysis of biodiesel production from microalgae with two reaction stages (esterification and transesterification) using heat integration techniques (Sánchez et al. 2011), the techno-economic analysis of autotrophic microalgae for production of “green diesel” (Davis et al. 2011), suggesting to focus research on the maximization of lipid percentage, the evaluation of biodiesel production from microalgae using several alternatives for selective lipid extraction from the exergy perspective (Peralta-Ruiz et al. 2013). The development of a model for biodiesel production from microalgae taking into account the net energy ratio, production costs, GHGs emission rate and water footprint (Delrue et al. 2012), the optimization of the microalgae composition for obtaining biofuels and high value products and its comparison with reported strains composition in order to find the promising strain for development of a microalgae-based biorefinery (Pinzón et al. 2014) and the study of energy requirements for transportation of water and carbon dioxide towards microalgae cultivation (Slegers et al. 2015).
Taking into account some of the approaches shown above and classic process synthesis main concepts, a novel integrated methodology for the development of microalgae-based biorefineries is proposed in this paper; the methodology combines the advantages of hierarchical process synthesis related to the decomposition of a complex problem and production of a base case design for starting with a big-picture problem, and the strengths of the mathematical programming-based approaches for the screening of multiple possible topologies and selection of promising pathways under certain objective function.
Aim of the work
This work is aimed at the synthesis and screening of alternate pathways for the processing of microalgae. In addition to the convenient routes for microalgae processing, there are various emerging technologies under development for microalgae processing in each stage of theoretical biofuels from microalgae production chains. Novel process synthesis and optimization approaches can be used for finding the combination of alternatives that enable reaching a defined objective (e.g., maximum yield, maximum profit, minimum processing steps, minimum waste, minimum emissions, maximum feedstock flexibility, highest energy, or exergy efficiency). Since there is an enormous number of possibilities of existing and emerging technologies for microalgae processing, it is important to have efficient synthesis and screening techniques. Specifically, a big-picture approach can yield useful insights that narrow the search space and utilize the appropriate level of details for conceptual design. This work presents a combination of forward–backward screening and superstructure synthesis and optimization approach for topology synthesis and screening. Each topology should include the principal details of a flowchart that shows the sequence of processes needed to transform the raw materials into the desired products.
Problem statement
Given a microalgae strain with certain composition, a set of potential products, and a set of existing and emerging technologies for extraction, and transformation of a microalgae feedstock and/or intermediate/metabolites, it is desired to synthesize and screen topological pathways so as to meet certain desired objectives (e.g., maximum product yield, maximum profit, etc.).
Description of the procedure
The methodology for the synthesis and analysis of topological pathways for the processing of microalgae introduced is shown in Fig. 1. This methodology uses a hierarchical approach that starts with top-level data and focuses attention and effort on the promising pathways, integrating various process synthesis and optimization concepts such as forward–backward branching, superstructure optimization, and in-depth analysis for high-priority pathways.

Methodology proposed for synthesis and analysis of topological pathways for the processing of microalgae
Forward–backward branching
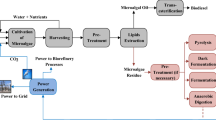
The first step in the approach is an adaptation of the forward–backward branching approach (Pham and El-Halwagi 2012). The procedure for the development of the microalgae-based biorefinery starts with the forward pre-screening from the microalgae biomass to the products which can be potentially obtained from a microalgae production system. These chemical species are divided into reaction products (which are obtained from chemical and/or thermal processes such as hydrolysis, direct transesterification, or pyrolysis), extraction products (which are metabolites separated from the microalgae biomass for direct use, purification, or transformation such as lipids, carbohydrates, proteins, and special substances), and in vivo products (which are produced by the microorganisms in their biological reactions as photosynthesis and metabolic cycles; this group includes substances secreted to the culture media as alkanes, exopolysaccharides, and other specific special substances).
Given the wide variety of microalgae strains with different compositions and specific substances obtainable form each strain as toxins, vitamins, fatty acids antioxidants, pigments, amino acids, among others, products are clustered in broader groups. Next, a backward branching was made starting from the desired products that can be ultimately obtained in a microalgae biorefinery. Therefore, the backward branching identifies the chemical species needed to yield these products. Given the wide spectrum of potential products, pre-screening and selection of the products are carried out based on top-level information. Subsequently, matching of identical species in forward and backward trees is made, to generate a prospective pathway. To keep the level of complexity of the generated pathways, the maximum number of intermediates allowed in forward–backward branching was taken as one. After that, selection of the main product and chemical species involved in their production is carried out based on experimental and literature information.
Main product selection and technology review
Once forward–backward matching is performed, a main product of microalgae-based biorefinery is chosen. In this work, a potentially obtainable biofuel is selected as the main product. Co-products and intermediates may include chemical species. A comprehensive review and selection of existing and emerging technologies for obtaining chemical species has been carried out taking into account information found in literature and experimental results developed by authors, for each technology evaluated. Specifically, information about yield were gathered and classified into maximum theoretical yield and the practically achievable yield. The two terms are related via an efficiency factor which represents the fraction of the theoretical yield that can be obtained using a certain technology. Economic data were also collected or generated. For economic calculations of biomass processing technologies, fixed and operating costs were calculated. For this study, the microalgae cost was taken as 50 $/t of biomass. Although this value has not been achieved and seems too low under current state-of-art, it has been taken as a competitive value in comparison to other energy crops, and it is an objective value to be achieved with the expected maturation of methods and technologies, taking into account this issue, a sensitivity analysis taking into account higher costs of feedstock is performed in the final part of this work. In cases where cost information of the technology applied to microalgae biomass was not available, economic data were used for the same technologies involving similar chemical species as feedstocks. An α cost factor for fixed costs and a β cost factor for operating costs were also calculated for stages of biomass preparation and added to the cost of technology where necessary. The recovery period for the biorefinery was taken as 10 years.
Superstructure synthesis and optimization
A superstructure is based on layers for both chemical species and conversion operators (technologies for extracting intermediates/metabolites or transforming them into the main product and co-products). In order to limit the complexity of the problem, the maximum number of layers of the conversion technologies was taken as four. No limit was placed on the number of technologies per layer. When a chemical species crosses a technology layer without any modification, a blank technology is included. With all information of chemical species and conversion technologies involved in biofuel production from microalgae, the superstructure is constructed by creating alternating layers of chemical species and processing technologies with separate indices. Production of the same chemical species in different layers is treated separately. Processing costs in each technology for extraction and/or transformation of chemical species are given by the production capacity of each chemical species. The basis for calculations was estimated using a biorefinery production capacity of 100,000 t of microalgae biomass (dry base where necessary) per year, and values of chemical species input in further layers are a function of efficiency of processing technologies and percentage of specific feedstock (carbohydrates, lipids, proteins, etc.) in the biomass.
After superstructure is built, an optimization function is provided for the selection of production pathways. In this work, screening and optimization of the pathways are made based on technical and economic criteria, looking for the maximization of main product revenue, which is defined as annual sales, less annual production costs, less annual cost of feedstock. The result of this optimization is at least one promising alternative for obtaining the main product from microalgae biomass, with some residues and/or co-products.
In-depth comparison of promising biorefinery pathways
After the superstructure optimization, the resulting processing alternatives are ranked according to the economic data. For the prioritized pathways, focus is next given to more detailed analysis in order to obtain a more accurate comparison of alternatives. Additional factors can be included such as CO2 tax credit/subsidies and costs of residues treatment to comply with local environmental policies. Other comparison criteria can be taken into account outside of optimization function such as comparison of payback period (PP) of potential alternatives or anticipated fluctuations of the cost and availability of a feedstock over a certain time horizon. As a result of the more in-depth analysis, one or more suitable topologies of microalgae-based biorefineries can be generated while accounting for various objectives. The limited number of promising alternatives can now be simulated in details with equipment sizing and the associated techno-economic analysis. This way, the detailed simulation, design, and economic analysis are reserved for the promising alternatives.
Mathematical formulation
The superstructure contains a number (NP) of layers of chemical species designated under the index i, and (NP − 1) layers of processing technologies, designated by the index k. The first chemical-species layer (i = 1) is the whole microalgae biomass, while the last chemical-species layer (i = NP) represents the main product (biofuel). Chemical-species layers between 1 and NP represent the intermediates, residues, and/or co-products involved in the biorefinery. A certain chemical species, c, is produced in a layer k from one technology and can be used as feedstock for other technology in layer k + 1.
In addition, the optimization formulation includes the following constraints.
The performance model for metabolites extraction and/or transformation g i in layer k relates the flowrates of the different chemical species entering and leaving the conversion operator, i.e.,
where \(F_{{g_{i} ,k,c}}^{\text{out}}\) and \(F_{{g_{i} ,k,c}}^{\text{in}}\) are the flowrates in tonnes/year of chemical species c leaving and entering transformation technology g i in layer k. The design and operating variables of each technology g i are denoted by \(d_{{g_{i} }}\) and \(O_{{g_{i} }} ,\) respectively.
In the cases where chemical reaction is necessary for obtaining a chemical species, the flowrates of the chemical species c in layers k + 1 and k (designated, respectively, by F c,i+1 and F c,i ) are related by the rates of formation or depletion via chemical reaction over all the conversion operators in that layer, i.e.,
where \(r_{{g_{i} ,c,i}}\) is the rate of production/consumption of chemical species c in conversion operator g i and is given a positive sign for production and a negative sign for consumption.
Mass balance of the chemical species c from chemical-species layer i to the extraction/transformation technology in layer k is given as follows:
The flowrate of each chemical species leaving the extraction and/or transformation operator g i is calculated through a given yield (\(y_{{g_{i} ,i,c}}\)) times the flowrate of a limiting component (the index of the limiting component in reaction cases is c = \(c_{{g_{i} }}^{\lim }\) and its inlet flowrate is \(F_{{g_{i} ,c_{{g_{i} }}^{\lim } ,i}}^{\text{in}}\)), and times the efficiency of the technology performed, in extraction cases, the yield is the maximum amount of microalgae-specific metabolite present in microalgae strain, i.e.,
For including the economic criteria into the optimization, the term total annualized cost (TAC) is introduced, and is defined as the summation of annualized fixed costs (AFCs) and annual operating costs (AOCs), e.g., El-Halwagi (2012).
The TAC of extraction/transformation technology g i in layer k, \({\text{TAC}}_{{g_{i} ,k}} ,\) is given through the function \(\varOmega_{{g_{i} ,k}}\) as follows:
The AFCs (\({\text{AFC}}_{{g_{i} ,k}}\)) of technology evaluated g i in layer k is given by a cost factor (\(\alpha_{{g_{i} ,k}}\)) times the flowrate of the limiting component entering the transformation technology, or the flowrate of the feedstock containing the chemical species to extract, capacity differences between data reported in literature and this work were adjusted using the seven tenths factor rule, i.e.,
The AOCs (\({\text{AOC}}_{{g_{i} ,k}}\)) of technology evaluated g i in layer k is given by a cost factor (\(\beta_{{g_{i} ,k}}\)) times the flowrate of the limiting component entering the transformation technology, or the flowrate of the feedstock containing the chemical species to extract, i.e.,
The objective function involves the maximization of revenue derived by the selling of final product which is defined as the value of the product less the cost of microalgae biomass and the TAC of the chemical species processing, i.e.,
where C Product is the selling price of the product (e.g., $/t), C Biomass is the cost of the feedstock (e.g., $/t) and F Biomass is the flowrate of the feedstock.
After the superstructure optimization, additional issues must be considered for selecting the biorefinery topology. One of these issues is the cost of co-products obtained using the promising pathway without any further processing. Therefore, the objective function is modified as follows:
Other issues to consider may include economic indicators such as the PP of the process, which can be calculated as follows, e.g., El-Halwagi (2012):
An environmental indicator which can be related to the economic indicators and calculated if necessary is the tax credit for CO2 capture. In this work, it was assumed that the growth of 1 t of microalgae biomass corresponds to the consumption of 1.8 t of CO2, as some technologies in the promising pathway can release carbon dioxide. This value is discounted from the total CO2 generated and the net value is multiplied by the tax credit for CO2 (Internal Revenue Service 2014).
Results and discussion
Figure 2 shows the results of matching between the products which can be obtained from microalgae biomass and those that are desirable in a topology of biorefinery. Intermediates which do not constitute a pathway between the feedstock and the products are not shown. Some components were lumped as certain intermediates or products. For example “Biogas” was used to represent a mixture of CH4 and other compounds (e.g., CO, H2, CO2, N2, O2), polyunsaturated fatty acids “PUFA’s” for representing high value lipids used for food, feed and cosmetics, or other lipid-based high value products as dielectric fluids, “Special substances” was used to represent specific compounds of certain microalgae strains as vitamins or toxins, and “Pigments” represents chlorophylls, phycobiliproteins, carotenoids among others.

Matching results after forward–backward branching for the development of a microalgae-based biorefinery
Certain products may be obtained via a single pathway (e.g., polyunsaturated fatty acids “PUFAs”). Other products may be produced via several intermediates and pathways. An example of such products is diesel-like biofuel. Carbon monoxide and hydrogen present in biogas may be used to produce liquid hydrocarbon fuels (including diesel-like product) using the Fischer–Tropsch process. Waxes obtained after Fischer–Tropsch synthesis can be also converted into diesel-like biofuels via hydroisomerization of high molecular weight n-paraffins using bifunctional catalysts (Pölczmann et al. 2011). Additionally, direct transesterification of biomass (wet or dry) without lipid extraction can produce diesel-like biofuel. This biofuel can be also obtained by upgrading of bio-oil, a complex mixture obtained from thermal treatments of biomass (including microalgae). The most studied alternative in lab-scale research for biodiesel from microalgae is by transformation of the microalgal oil using esterification, transesterification or hydrotreatment technologies. A novel alternative recently rediscovered is the direct secretion of alkanes in diesel range by microalgae strains during cultivation, which is a promising way for obtaining in vivo biodiesel, as other alkanes are also secreted by microalgae, can be also obtained hydrocarbons in gasoline range, lipid secretion is also taken into account for obtaining oil usable for biodiesel production.
Depending on the strain of microalgae, other high value products can be obtained in a topology of a biorefinery. These products are very specific of each species and are present in low percentages in comparison to bulk biomass. However, their high commercial value can make their production even more economically viable than the production of lower value substances such as biofuels. High value substances can be also extracted, transformed or secreted by specific strains in the case of exopolysaccharides or exoproteins. This group includes recombinant proteins, biotoxins, vitamins, antioxidants, acids, fibers, biomarkers, chlorophylls, phycobiliproteins, carotenoids among others.
As shown in Fig. 2, the biorefinery products with more intermediate matches after forward–backward branching are hydrogen and diesel-like biofuel, both of them involve matched intermediates, however, diesel-like biofuel branches present more shared intermediates with other products compared with hydrogen branches, which is desirable taking into account the biorefinery concept. According to these results, the main product selected in this study for the development of the topology of microalgae-based biorefinery is the diesel-like biofuel. Furthermore, substantial data are available for oil extraction yield and oil transformation into biodiesel, thermal treatment of microalgae biomass, and some novel results of economic evaluations.
With microalgae biomass as feedstock and diesel-like biofuel as main product, a superstructure with chemical species and extraction/transformation technologies is constructed (Fig. 3). Eight technologies are located in layer k = 1. Direct secretion of alkanes and direct secretion of oil during microalgae cultivation, where molecules are released to the culture media (Sakamoto et al. 2012), represent technologies that avoid the costs of biomass processing but require axenic culture conditions thereby increasing the cost of cultivation (Delrue et al. 2013). Direct transesterification of microalgae biomass, in which biomass is treated with an alcohol and an acid for simultaneous cell disruption, lipid release, and lipid transesterification, can be performed in a multifunctional unit for simultaneous reduction of sugars production (Peñaranda Rincón et al. 2011), or in separate units where a non-polar solvent is also used for phase separation (Ehimen et al. 2010). This technology can be performed using wet or dry microalgae biomass (Wahlen et al. 2011). In this study, direct transesterification was analyzed using wet biomass.

Superstructure of chemical species and technologies for diesel-like biofuel production from microalgae biomass
Solvent-based extraction of microalgae oil can be performed using several solvents and mixtures and can be assisted by other techniques such as ultrasound, microwaves, or high speed homogenization, using different extraction times, and biomass to solvent ratios and temperatures. Several oil extraction methods have been designed and adjusted by manipulating these variables (González-Delgado and Kafarov 2012), and methods have been compared using several microalgae strains in terms of toxicity, cost, energy, and efficiency in lab-scale (González-Delgado and Kafarov 2013), and simulated for comparison in large-scale from the energy point of view using exergy analysis (Peralta-Ruiz et al. 2013) and environmental points of view (Pardo et al. 2012). For the superstructure evaluation, solvent-based oil extraction methods were classified into dry extraction where microalgae is dried for improving extraction efficiency (Peralta-Ruiz et al. 2013) and wet extraction using biomass with a certain amount of water (Hita Peña et al. 2015). Other technologies evaluated includes supercritical fluid extraction where can be used CO2 as selective solvent (Mubarak et al. 2014), and enzymatic extraction, in which cell wall is broken by use of enzymes, allowing the release of lipids (Kim et al. 2013).
Depending on each technology in layer k = 1, products obtained in layer i = 2 can be microalgae oil, alkanes, defatted biomass, or the whole microalgae biomass if there is no processing in layer k = 1. For microalgae oil, evaluated technologies for biodiesel production included homogeneous transesterification (Apostolakou et al. 2009), heterogeneous transesterification (Lee and Wilson 2014), supercritical transesterification which can be performed using ethanol or methanol as solvents (Nan et al. 2015), a combined esterification–transesterification process for conversion of fatty acids and triglycerides (Sánchez et al. 2011), or hydrotreatment of triglycerides for deoxygenation and paraffin isomerization (Kovács et al. 2011). For defatted or complete biomass processing, the considered technologies included pyrolysis for production of bio-oil (Kim et al. 2015), hydrothermal liquefaction (HTL) using several catalysts (acid and alkali), with expectation of development towards heterogeneous catalysts (Yang et al. 2011), gasification of microalgae for methane or hydrogen production (Duman et al. 2014), and supercritical water gasification (SCWG) which can be performed without biomass drying (Brandenberger et al. 2013).
The main products obtained in layer i = 3 are diesel-like biofuel, syngas, bio-oil, and methane. Other products such as charcoal and carbon dioxide were obtained, but not taken into account for further processing. Glycerol is a co-product obtained after microalgae oil transesterification and can be converted into hydrogen using technologies such as dark fermentation, photofermentation, steam reforming, pyrolysis, or gasification. This hydrogen (along with carbon monoxide) can be converted into diesel-like biofuel using gas–liquid technologies. On the other hand, glycerol can be converted into bioethanol using fermentation technologies and this bioethanol can be converted into diesel-like using dehydration followed by oligomerization. These routes were not analyzed since the total number of conversion steps necessary for biofuel production exceeds the maximum allowed in this superstructure optimization, bio-oil from chemical species in stage i = 3 can be upgraded to diesel-like biofuel using hydroprocessing or cracking and oligomerization. Methane can be converted to syngas using steam reforming, autothermal reforming, or partial oxidation. The syngas is converted to diesel using Fischer–Tropsch synthesis. The superstructure terminated with chemical species in layer i = 5 with diesel-like biofuel as the main product. Table 1 summarizes the data for the superstructure optimization.
Depending on the strain and cultivation conditions, microalgae biomass may have different compositions. In this study, an average microalgae composition was used taking into account information reported in literature and unpublished experimental information previously obtained by authors. A total oil percentage of 32 % was selected for the superstructure evaluation. This percentage can be found in strains such as Chlorella sp., Dunaliella sp., Chaetoceros calcitrans, Nannochloropsis sp., Navicula sp., or Amphiprora sp.(Mata et al. 2010; González-Delgado and Kafarov 2013), Table 2 shows the composition of microalgae modeled for this study in terms of lipids, carbohydrates, proteins, and special substances. The table also shows the cost parameters of microalgae biomass pretreatment as well as other parameters such as the cost of feedstock and product and processing capacity of the biorefinery.
Table 3 shows the results of the economic evaluation for each technology in layer k of the superstructure. Technologies such as oil or alkane secretion feature high values of α, caused by the special cultivation conditions required for obtaining the hydrocarbons related to the need to avoid the presence of undesirable microorganisms into the culture media which can consume the released products for their growth. The β values for oil and alkane secretion (which are related to the separation of desired compounds) are lower in comparison to other technologies present in superstructure. The α parameter is also high in enzymatic degradation of microalgae cell wall for oil extraction owing to the high cost of enzymes which cannot be re-used more than four times. A lower α value was found for homogeneous transesterification because this technology is a mature and well-known process used for biodiesel production from several vegetable oils and is available in commercial scale.
After superstructure optimization, only two alternatives show a positive economic balance with close results under this criterion (Fig. 4). The first route starts with biomass harvesting for concentration of microalgae to 20 % in slurry. After that, the mixture is fed to a HTL process which gives an aqueous phase and an organic phase, known as bio-crude or bio-oil. Char and gas are also obtained as co-products. Bio-crude is upgraded to liquid biofuels using hydroprocessing technologies, taking alkanes in diesel range as main product. The product flowrate in this route is 60,650 t of diesel-like biofuel/year. The second route with positive economic balance under conditions studied in this paper includes the stages of microalgae harvesting and further direct transesterification of lipids into biomass using a mixture of alcohol, acid, and organic solvent for product separation. The co-products obtained using this route are glycerol and algae meal. The product flowrate for the second route corresponds to 16,650 t of diesel-like biofuel/year.

Optimal pathways for diesel-like biofuel production from microalgae biomass after superstructure optimization for maximum annual revenue
The superstructure optimization results show that promising routes for microalgae processing do not include a drying stage. This confirms the need to avoid the drying stage in a microalgae-based biorefinery where the main product is biodiesel. Thermal routes where drying of biomass is necessary for transformation as gasification or pyrolysis are not competitive with direct transesterification of dry biomass. Another observation to consider is the need of processing the whole biomass in bio-oil based pathway, no matter which oil extraction method is used. If the process is performed using defatted biomass, the topology loses its profitability. The optimization results also show the need for improving the technologies for microalgae oil extraction. Gasification-based routes for diesel-like production from microalgae biomass did not offer promising results from the economic point of view under the conditions evaluated.
According to the proposed methodology, the next step corresponds to a more in-depth comparison of the two promising pathways. The transesterification-based route features a lower number of conversion steps for obtaining the main product, which is advantageous in terms of equipment necessary for intermediates processing. On the other hand, the hydrothermal liquefaction “HTL”-based pathway gives a higher amount of product than the transesterification-based pathway. The co-products obtained without further biomass processing, in the transesterification-based pathway have potential use as feedstock for bioethanol or biohydrogen production, or for obtaining high value products. However, this algae meal contains a high amount of water and residues of alcohol, acid, and organic solvent. This makes it difficult to find a proper use without a purification process and decreasing their commercial value. Crude glycerol is also obtained but suffers from the same purity problem as the algae meal. Furthermore, commercial plants of biodiesel production from other feedstocks also produce large quantities of crude glycerol as co-product. This excessive supply lowers the value of crude glycerol. Consequently, only defatted biomass was taken as the co-product in this pathway.
On the other hand, HTL-based pathway gives (without further processing) the following main co-products: CO2, which does not command a meaningful value, charcoal, aqueous HTL co-product, which is a substance rich in nitrogen and has been used as a nutrient source for microalgae cultivation in low concentrations, biogasoline from the bio-crude upgrading and other hydrocarbons. The primary co-product of value is gasoline. Other comparison criteria were included as the tax credit for CO2 capture, in which HTL is more advantageous than transesterification because this process does not release carbon dioxide during biomass processing. Other economic parameters were included for comparison of the pathways such as break-even point and PP of the alternatives. Table 4 shows the results of more in-depth comparison of microalgae biorefineries and the new objective values obtained after modification of optimization function, annual revenue for HTL-based pathway overcomes significantly the profitability of transesterification pathway. Besides, the lower tax credit income, this increase is given mainly by the cost of gasoline which is obtained without including any additional process to the biorefinery. The PP is lower for the transesterification-based microalgae biorefinery owing to the lower fixed capital investment required for this pathway, but is not significantly lower than HTL-based biorefinery which is still attractive.
Cost of the feedstock is an important issue to consider for the development of integrated biorefineries. Additionally, the price stability over time is important. In microalgae biotechnology, current cost of biomass production is decreasing owing to the recent advances in microalgae cultivation technology. Nonetheless, after full development of microalgae production systems and stabilization of prices, it is predictable that an increase in microalgae production costs is very likely to occur because of supply and demand issues. Table 4 shows that the maximum allowed value of feedstock for transesterification pathway is lower than value for HTL-based biorefinery, which gives a higher flexibility in term of feedstock cost to this alternative. In addition, Fig. 5 shows a break-even sensitivity analysis for two promising alternatives obtained after the superstructure optimization. In this case, it can be seen that the revenue of transesterification-based pathway shows a lower sensitivity to the cost of microalgae biomass, which is positive in the scenario where cost of feedstock is likely to have price instability. A schematic representation of optimal pathways obtained from the superstructure after application of biorefinery concept can be seen in Fig. 6. For HTL-based microalgae biorefinery, three process streams can be used for microalgae cultivation, the aqueous phase obtained after liquefaction as nutrients source for biomass growth, the CO2 generated during thermal process as carbon source for microalgae, and the culture media separated from biomass during harvesting process. The main products obtained in the biorefinery are gasoline- and diesel-like biofuels. The second topology uses the water separated in the harvesting stage for cultivation. All these recycles can contribute to decreasing the costs of the microalgae production and to resource conservation. These are important issues to consider in the development of sustainable processes.

Break-even sensitivity analysis of promising topologies of microalgae-based biorefineries after superstructure optimization

Solutions to superstructure maximization taking into account additional economic parameters and applying the biorefinery concept
Conclusions
A methodology for the synthesis and screening of microalgae processing pathways has been proposed and evaluated. The methodology is based on several integrated approaches including forward–backward branching, selection of main product, superstructure optimization, application of biorefinery concept, and multicriteria comparison of optimized alternatives. Two promising topologies of microalgae-based biorefineries were obtained: transesterification and HTL. More in-depth analysis was carried out to include additional screening criteria such as GHG emissions, resource conservation, impact of price instability, and break-even point analysis.
References
Alper K, Tekin K, Karagöz S (2014) Pyrolysis of agricultural residues for bio-oil production. Clean Technol Environ Policy 17:211–223. doi:10.1007/s10098-014-0778-8
Alvarado-Morales M, Terra J, Gernaey KV, Woodley JM, Gani R (2009) Biorefining: computer aided tools for sustainable design and analysis of bioethanol production. Chem Eng Res Des 87:1171–1183. doi:10.1016/j.cherd.2009.07.006
Apostolakou AA, Kookos IK, Marazioti C, Angelopoulos KC (2009) Techno-economic analysis of a biodiesel production process from vegetable oils. Fuel Process Technol 90:1023–1031. doi:10.1016/j.fuproc.2009.04.017
Aslam M, Kothiyal NC, Sarma AK (2015) True boiling point distillation and product quality assessment of biocrude obtained from Mesua ferrea L. seed oil via hydroprocessing. Clean Technol Environ Policy 17:175–185. doi:10.1007/s10098-014-0774-z
Bao B, Ng DKS, Tay DHS, Jiménez-Gutiérrez A, El-Halwagi MM (2011) A shortcut method for the preliminary synthesis of process-technology pathways: an optimization approach and application for the conceptual design of integrated biorefineries. Comput Chem Eng 35:1374–1383. doi:10.1016/j.compchemeng.2011.04.013
Bellussi G, Mizia F, Calemma V, Pollesel P, Millini R (2012) Oligomerization of olefins from Light Cracking Naphtha over zeolite-based catalyst for the production of high quality diesel fuel. Microporous Mesoporous Mater 164:127–134. doi:10.1016/j.micromeso.2012.07.020
Bičáková O, Straka P (2012) Production of hydrogen from renewable resources and its effectiveness. Int J Hydrog Energy 37:11563–11578. doi:10.1016/j.ijhydene.2012.05.047
Brandenberger M, Matzenberger J, Vogel F, Ludwig C (2013) Producing synthetic natural gas from microalgae via supercritical water gasification: a techno-economic sensitivity analysis. Biomass Bioenergy 51:26–34. doi:10.1016/j.biombioe.2012.12.038
Brondani M, Hoffmann R, Mayer FD, Kleinert JS (2014) Environmental and energy analysis of biodiesel production in Rio Grande do Sul, Brazil. Clean Technol Environ Policy 17:129–143. doi:10.1007/s10098-014-0768-x
Chakinala AG, Brilman DWF, van Swaaij WPM, Kersten SRA (2010) Catalytic and non-catalytic supercritical water gasification of microalgae and glycerol. Ind Eng Chem Res 49:1113–1122. doi:10.1021/ie9008293
Cherubini F (2010) The biorefinery concept: using biomass instead of oil for producing energy and chemicals. Energy Convers Manag 51:1412–1421. doi:10.1016/j.enconman.2010.01.015
Chisti Y (2008) Biodiesel from microalgae beats bioethanol. Trends Biotechnol 26:126–131. doi:10.1016/j.tibtech.2007.12.002
Choudhury HA, Chakma S, Moholkar VS (2015) Biomass gasification integrated Fischer-Tropsch synthesis: perspectives, opportunities and challenges. In: Pandey A, Bhaskar T, Stöcker M, Sukumaran RK (eds) Recent advances in thermo-chemical conversion of biomass, 1st edn. Elsevier, Boston, pp 383–435. doi:10.1016/B978-0-444-63289-0.00014-4
Crampon C, Mouahid A, Toudji S-AA, Lépine O, Badens E (2013) Influence of pretreatment on supercritical CO2 extraction from Nannochloropsis oculata. J Supercrit Fluids 79:337–344. doi:10.1016/j.supflu.2012.12.022
Čuček L, Martín M, Grossmann IE, Kravanja Z (2014) Multi-period synthesis of optimally integrated biomass and bioenergy supply network. Comput Chem Eng 66:57–70. doi:10.1016/j.compchemeng.2014.02.020
Davis R, Aden A, Pienkos PT (2011) Techno-economic analysis of autotrophic microalgae for fuel production. Appl Energy 88:3524–3531. doi:10.1016/j.apenergy.2011.04.018
Delrue F, Setier P-A, Sahut C, Cournac L, Roubaud A, Peltier G, Froment A (2012) An economic, sustainability, and energetic model of biodiesel production from microalgae. Bioresour Technol 111:191–200. doi:10.1016/j.biortech.2012.02.020
Delrue F, Li-Beisson Y, Setier P-A, Sahut C, Roubaud A, Froment A, Peltier G (2013) Comparison of various microalgae liquid biofuel production pathways based on energetic, economic and environmental criteria. Bioresour Technol 136:205–212. doi:10.1016/j.biortech.2013.02.091
Divya D, Gopinath LR, Merlin Christy P (2015) A review on current aspects and diverse prospects for enhancing biogas production in sustainable means. Renew Sustain Energy Rev 42:690–699. doi:10.1016/j.rser.2014.10.055
Duman G, Uddin MA, Yanik J (2014) Hydrogen production from algal biomass via steam gasification. Bioresour Technol 166:24–30. doi:10.1016/j.biortech.2014.04.096
Ehimen EA, Sun ZF, Carrington CG (2010) Variables affecting the in situ transesterification of microalgae lipids. Fuel 89:677–684. doi:10.1016/j.fuel.2009.10.011
El-Halwagi MM (2012) Sustainable design through process integration, 1st edn. Waltham. doi:10.1016/B978-1-85617-744-3.00001-1
Fiori L (2010) Supercritical extraction of grape seed oil at industrial-scale: plant and process design, modeling, economic feasibility. Chem Eng Process Process Intensif 49:866–872. doi:10.1016/j.cep.2010.06.001
Furimsky E (2013) Hydroprocessing challenges in biofuels production. Catal Today 217:13–56. doi:10.1016/j.cattod.2012.11.008
Gallagher PW (2014) The regional effects of a biomass fuel industry on US agriculture. Energy Policy 69:598–609. doi:10.1016/j.enpol.2014.02.037
Gasafi E, Reinecke M-Y, Kruse A, Schebek L (2008) Economic analysis of sewage sludge gasification in supercritical water for hydrogen production. Biomass Bioenergy 32:1085–1096. doi:10.1016/j.biombioe.2008.02.021
González-Delgado ÁD, Kafarov V (2012) Design and adjustment of coupled microalgae oil extraction methods for the development of a topology of biorefinery. Prospectiva 10:113–123
González-Delgado ÁD, Kafarov V (2013) Microalgae based biorefinery: evaluation of oil extraction methods in terms of efficiency, costs, toxicity and energy in lab-scale. Rev ION 26:27–39
Grierson S, Strezov V, Ellem G, Mcgregor R, Herbertson J (2009) Thermal characterisation of microalgae under slow pyrolysis conditions. J Anal Appl Pyrolysis 85:118–123. doi:10.1016/j.jaap.2008.10.003
Hancsók J, Baladincz P, Kasza T, Kovács S, Tóth C, Varga Z (2011) Bio gas oil production from waste lard. J Biomed Biotechnol. doi:10.1155/2011/384184
Hancsók J, Eller Z, Pölczmann G, Varga Z, Holló A, Varga G (2014) Sustainable production of bioparaffins in a crude oil refinery. Clean Technol Environ Policy 16:1445–1454. doi:10.1007/s10098-014-0743-6
Hita Peña E, Robles Medina A, Jiménez Callejón MJ, Macías Sánchez MD, Esteban Cerdán L, González Moreno PA, Molina Grima E (2015) Extraction of free fatty acids from wet Nannochloropsis gaditana biomass for biodiesel production. Renew Energy 75:366–373. doi:10.1016/j.renene.2014.10.016
Holladay J (2012) Thermochemical conversion processes to aviation fuels. Adv Bio-based Jet Fuel Cost Prod Work, pp 1–28. http://www1.eere.energy.gov/biomass/pdfs/holladay_caafi_workshop.pdf. Accessed 04 Feb 2015
Igliński B, Piechota G, Buczkowski R (2014) Development of biomass in Polish energy sector: an overview. Clean Technol Environ Policy 17:317–329. doi:10.1007/s10098-014-0820-x
Internal Revenue Service (2014) Carbon dioxide sequestration credit. Form 8933, pp 1–2. http://www.irs.gov/pub/irs-pdf/f8933.pdf. Accessed 04 Feb 2015
International Energy Agency (2012) Technology roadmap: bioenergy for heat and power. OECD/IEA, pp 1–62. www.iea.org/publications/freepublications/publication/2012_Bioenergy_Roadmap_2nd_Edition_WEB.pdf. Accessed 04 Feb 2015
Kasza T, Kalló D, Hancsók J (2014) Quality improvement of bio-paraffin mixtures. Fuel 120:1–7. doi:10.1016/j.fuel.2013.11.043
Khan TMY, Atabani AE, Badruddin IA, Badarudin A, Khayoon MS, Triwahyono S (2014) Recent scenario and technologies to utilize non-edible oils for biodiesel production. Renew Sustain Energy Rev 37:840–851. doi:10.1016/j.rser.2014.05.064
Kim S, Kim CH (2013) Bioethanol production using the sequential acid/alkali-pretreated empty palm fruit bunch fiber. Renew Energy 54:150–155. doi:10.1016/j.renene.2012.08.032
Kim H-J, Kang B-S, Kim M-J, Park YM, Kim D, Lee J, Lee K (2004) Transesterification of vegetable oil to biodiesel using heterogeneous base catalyst. Catal Today 93–95:315–320. doi:10.1016/j.cattod.2004.06.007
Kim J, Yoo G, Lee H, Lim J, Kim K, Kim CW, Park MS, Yang J (2013) Methods of downstream processing for the production of biodiesel from microalgae. Biotechnol Adv 31:862–876. doi:10.1016/j.biotechadv.2013.04.006
Kim S-S, Ly HV, Kim J, Lee EY, Woo HC (2015) Pyrolysis of microalgae residual biomass derived from Dunaliella tertiolecta after lipid extraction and carbohydrate saccharification. Chem Eng J 263:194–199. doi:10.1016/j.cej.2014.11.045
Kiran B, Pathak K, Kumar R, Deshmukh D (2014) Cultivation of Chlorella sp. IM-01 in municipal wastewater for simultaneous nutrient removal and energy feedstock production. Ecol Eng 73:326–330. doi:10.1016/j.ecoleng.2014.09.094
Kokossis AC, Yang A, Tsakalova M, Lin T-C (2010) A systems platform for the optimal synthesis of biomass based manufacturing systems. Comput Aided Chem Eng 28:1105–1110. doi:10.1016/S1570-7946(10)28185-3
Kovács S, Kasza T, Thernesz A, Horváth IW, Hancsók J (2011) Fuel production by hydrotreating of triglycerides on NiMo/Al2O3/F catalyst. Chem Eng J 176–177:237–243. doi:10.1016/j.cej.2011.05.110
Labib TM, Hawash SI, El-Khatib KM, Sharakyb AM, El Diwani GI, Kader EA (2013) Kinetic study and techno-economic indicators for base catalyzed transesterification of Jatropha oil. Egypt J Pet 22:9–16. doi:10.1016/j.ejpe.2012.06.001
Lee AF, Wilson K (2014) Recent developments in heterogeneous catalysis for the sustainable production of biodiesel. Catal Today 242:3–18. doi:10.1016/j.cattod.2014.03.072
Marchetti JM, Errazu AF (2008) Technoeconomic study of supercritical biodiesel production plant. Energy Convers Manag 49:2160–2164. doi:10.1016/j.enconman.2008.02.002
Maroušek J, Hašková S, Zeman R, Váchal J, Vaníčková R (2014) Processing of residues from biogas plants for energy purposes. Clean Technol Environ Policy. doi:10.1007/s10098-014-0866-9
Martín M, Grossmann IE (2010) Superstructure optimization of Lignocellulosic Bioethanol plants. Comput Aided Chem Eng 28:943–948. doi:10.1016/S1570-7946(10)28158-0
Mata TM, Martins AA, Caetano NS (2010) Microalgae for biodiesel production and other applications: a review. Renew Sustain Energy Rev 14:217–232. doi:10.1016/j.rser.2009.07.020
Mubarak M, Shaija A, Suchithra TV (2014) A review on the extraction of lipid from microalgae for biodiesel production. Algal Res 7:117–123. doi:10.1016/j.algal.2014.10.008
Nan Y, Liu J, Lin R, Tavlarides LL (2015) Production of biodiesel from microalgae oil (Chlorella protothecoides) by non-catalytic transesterification in supercritical methanol and ethanol: process optimization. J Supercrit Fluids 97:174–182. doi:10.1016/j.supflu.2014.08.025
Ng DKS (2010) Automated targeting for the synthesis of an integrated biorefinery. Chem Eng J 162:67–74. doi:10.1016/j.cej.2010.04.061
Ng D, Pham V, El-Halwagi M, Jiménez-Gutiérrez A, Spriggs HD (2009) A hierarchical approach to the synthesis and analysis of integrated biorefineries. In: Design for energy and environment. CRC Press, Boca Raton, pp 425–432
Nigam PS, Singh A (2011) Production of liquid biofuels from renewable resources. Prog Energy Combust Sci 37:52–68. doi:10.1016/j.pecs.2010.01.003
Ofori-Boateng C, Keat TL, JitKang L (2012) Feasibility study of microalgal and Jatropha biodiesel production plants: exergy analysis approach. Appl Therm Eng 36:141–151. doi:10.1016/j.applthermaleng.2011.12.010
Ojeda KA, Sánchez EL, Suarez J, Avila O, Quintero V, El-Halwagi M, Kafarov V (2011) Application of computer-aided process engineering and exergy analysis to evaluate different routes of biofuels production from lignocellulosic biomass. Ind Eng Chem Res 50:2768–2772. doi:10.1021/ie100633g
Pardo-Cárdenas Y, Peralta Y, González-Delgado ÁD, Kafarov V (2012) Computer aided evaluation of eco-efficiency of solvent-based algae oil extraction processes for biodiesel production. Comput Aided Chem Eng 30:87–90. doi:10.1016/B978-0-444-59519-5.50018-6
Pardo-Cárdenas Y, Herrera-Orozco I, González-Delgado Á-D, Kafarov V (2013) Environmental assessment of microalgae biodiesel production in Colombia: comparison of three oil extraction systems. Cienc Tecnol Futuro 5:85–100
Peñaranda Rincón LA, Sepúlveda Ortíz KJ, Álvarez Pacheco YE, González-Delgado Á-D, Kafarov V (2011) Evaluation of lipid and monosaccharide obtaining routes of microalgae biomass under the biorefinery concept. Rev ION 24:13–21
Peralta-Ruiz Y, González-Delgado A-D, Kafarov V (2013) Evaluation of alternatives for microalgae oil extraction based on exergy analysis. Appl Energy 101:226–236. doi:10.1016/j.apenergy.2012.06.065
Petroleum Energy Center (1999) Synthetic gas production technology by catalytic partial oxidation of natural gas. 1999 Survey 7, pp 1–7. www.pecj.or.jp/japanese/report/reserch/report-pdf/H11_1999/99surv7-e.pdf. Accessed 04 Feb 2015
Pham V, El-Halwagi M (2012) Process synthesis and optimization of biorefinery configurations. AIChE J 58:1212–1221. doi:10.1002/aic.12640
Pinzón AY, González-Delgado ÁD, Kafarov V (2014) Optimization of microalgae composition for development of a topology of biorefinery based on profitability analysis. Chem Eng Trans 37:457–462. doi:10.3303/CET1437077
Pokoo-Aikins G, Nadim A, El-Halwagi MM, Mahalec V (2009) Design and analysis of biodiesel production from algae grown through carbon sequestration. Clean Technol Environ Policy 12:239–254. doi:10.1007/s10098-009-0215-6
Pölczmann G, Valyon J, Szegedi Á, Mihályi RM, Hancsók J (2011) Hydroisomerization of Fischer–Tropsch wax on Pt/AlSBA-15 and Pt/SAPO-11 catalysts. Top Catal 54:1079–1083. doi:10.1007/s11244-011-9728-4
Ramírez EC, Johnston DB, McAloon AJ, Singh V (2009) Enzymatic corn wet milling: engineering process and cost model. Biotechnol Biofuels 2:2. doi:10.1186/1754-6834-2-2
Sakamoto K, Baba M, Suzuki I, Watanabe MM, Shiraiwa Y (2012) Optimization of light for growth, photosynthesis, and hydrocarbon production by the colonial microalga Botryococcus braunii BOT-22. Bioresour Technol 110:474–479. doi:10.1016/j.biortech.2012.01.091
Sánchez E, Ojeda K, El-Halwagi M, Kafarov V (2011) Biodiesel from microalgae oil production in two sequential esterification/transesterification reactors: pinch analysis of heat integration. Chem Eng J 176–177:211–216. doi:10.1016/j.cej.2011.07.001
Sathish A, Sims RC (2012) Biodiesel from mixed culture algae via a wet lipid extraction procedure. Bioresour Technol 118:643–647. doi:10.1016/j.biortech.2012.05.118
Shareefdeen Z, Elkamel A, Tse S (2015) Review of current technologies used in municipal solid waste-to-energy facilities in Canada. Clean Technol Environ Policy. doi:10.1007/s10098-015-0904-2
Skjånes K, Rebours C, Lindblad P (2013) Potential for green microalgae to produce hydrogen, pharmaceuticals and other high value products in a combined process. Crit Rev Biotechnol 33:172–215. doi:10.3109/07388551.2012.681625
Slegers PM, Leduc S, Wijffels RH, van Straten G, van Boxtel AJB (2015) Logistic analysis of algae cultivation. Bioresour Technol 179:314–322. doi:10.1016/j.biortech.2014.12.033
Solymosi P, Eller Z, Hancsók J (2013) Motor fuel purpose hydrogenation of used cooking oils. Chem Eng Trans 35:1351–1356. doi:10.3303/CET1335225
Stuart P, El-Halwagi M (2012) Integrated biorefineries: design, analysis, and optimization. Taylor and Francis—CRC Press, New York
Suali E, Sarbatly R (2012) Conversion of microalgae to biofuel. Renew Sustain Energy Rev 16:4316–4342. doi:10.1016/j.rser.2012.03.047
Tan RR, Ballacillo J-AB, Aviso KB, Culaba AB (2009) A fuzzy multiple-objective approach to the optimization of bioenergy system footprints. Chem Eng Res Des 87:1162–1170. doi:10.1016/j.cherd.2009.04.004
Tay DHS, Ng DKS, Kheireddine H, El-Halwagi MM (2011) Synthesis of an integrated biorefinery via the C–H–O ternary diagram. Clean Technol Environ Policy 13:567–579. doi:10.1007/s10098-011-0354-4
Tay DHS, Ng RTL, Ng DKS (2012) 11th International symposium on process systems engineering. Comput Aided Chem Eng 31:1045–1049. doi:10.1016/B978-0-444-59506-5.50040-7
Tijmensen M (2002) Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenergy 23:129–152. doi:10.1016/S0961-9534(02)00037-5
Tyner WE (2015) Biofuel economics and policy: the renewable fuel standard, the blend wall, and future uncertainties. In Dahiya A (ed) Bioenergy, 1st edn. Academic Press, Boston, pp 511–521. doi:10.1016/B978-0-12-407909-0.00030-4
Ubando AT, Culaba AB, Aviso KB, Ng DKS, Tan RR (2014) Fuzzy mixed-integer linear programming model for optimizing a multi-functional bioenergy system with biochar production for negative carbon emissions. Clean Technol Environ Policy 16:1537–1549. doi:10.1007/s10098-014-0721-z
UIS, ICP, Morrosquillo (2011) Bioprospecting of Colombian microalgae for biodiesel production. Ministry of Agriculture and Rural Development, Bucaramanga
Ummalyma SB, Sukumaran RK (2014) Cultivation of microalgae in dairy effluent for oil production and removal of organic pollution load. Bioresour Technol 165:295–301. doi:10.1016/j.biortech.2014.03.028
Vergis M (2007) Economics of steam methane reformation and coal gasification for hydrogen production. University of Florida, pp 1–50. ufdcimages.uflib.ufl.edu/UF/E0/02/11/34/00001/vergis_m.pdf. Accessed 04 Feb 2015
Wahlen BD, Willis RM, Seefeldt LC (2011) Biodiesel production by simultaneous extraction and conversion of total lipids from microalgae, cyanobacteria, and wild mixed-cultures. Bioresour Technol 102:2724–2730. doi:10.1016/j.biortech.2010.11.026
Wisconsin Biorefining Development Initiative (2010) Biorefining process. Energy Center of Wisconsin, pp 1–2. www.biorefine.org/proc/ester.pdf. Accessed 04 Feb 2015
Woiciechowski AL, Nitsche S, Pandey A, Soccol CR (2002) Acid and enzymatic hydrolysis to recover reducing sugars from cassava bagasse: an economic study. Braz Arch Biol Technol 45:393–400. doi:10.1590/S1516-89132002000300018
Yang C, Jia L, Chen C, Liu G, Fang W (2011) Bio-oil from hydro-liquefaction of Dunaliella salina over Ni/REHY catalyst. Bioresour Technol 102:4580–4584. doi:10.1016/j.biortech.2010.12.111
You Y-D, Shie J-L, Chang C-Y, Huang S, Pai C, Yu Y, Chang CH (2008) Economic cost analysis of biodiesel production: case in soybean oil. Energy Fuels 22:182–189. doi:10.1021/ef700295c
Yuan Z, Chen B, Gani R (2013) Applications of process synthesis: moving from conventional chemical processes towards biorefinery processes. Comput Chem Eng 49:217–229. doi:10.1016/j.compchemeng.2012.09.020
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
González-Delgado, ÁD., Kafarov, V. & El-Halwagi, M. Development of a topology of microalgae-based biorefinery: process synthesis and optimization using a combined forward–backward screening and superstructure approach. Clean Techn Environ Policy 17, 2213–2228 (2015). https://doi.org/10.1007/s10098-015-0946-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-015-0946-5