
Abstract
As a new type of gear transmission, nutation gear drive is extensively applied in aviation, ship, medical equipment and other fields. In this paper, a two-stage nutation drive mechanism of double circular arc (DCA) bevel gears is presented and its dynamic characteristics are studied. First, according to the principle of meshing transmission, a mathematical model of dynamic transmission error (DTE) based on assembly errors is established. Through the analysis of dynamic transmission characteristics, the DTE curves with assembly errors and varying load are obtained, and the simulation results are analyzed reasonably by using RMS evaluating indicator. Finally, through the test verification under different loads, it is concluded that in a reasonable loading range, the decrease of load will reduce the fluctuation range of transmission error. The reduction of transmission error fluctuation indicates that the nutation drive of DCA spiral bevel gears is more stable and the noise is reduced under low load conditions. The study of the dynamic characteristics will provide theoretical basis and practical reference for the design of DCA spiral bevel gears.
Zusammenfassung
Als neuartiger Getriebetyp wird das Nutationsgetriebe in der Luftfahrt, auf Schiffen, in medizinischen Geräten und in anderen Bereichen in großem Umfang eingesetzt. In dieser Arbeit wird ein zweistufiger Nutationsantrieb für Doppelkegelräder mit Kreisbogen (DCA) vorgestellt und seine dynamischen Eigenschaften untersucht. Zunächst wird nach dem Prinzip der vermaschten Übertragung ein mathematisches Modell des dynamischen Übertragungsfehlers (Dynamic Transmission Error, DTE) auf der Grundlage von Montagefehlern erstellt. Durch die Analyse der dynamischen Übertragungseigenschaften werden die DTE-Kurven mit Montagefehlern und variierender Last erhalten und die Simulationsergebnisse werden unter Verwendung des RMS-Bewertungsindikators angemessen analysiert. Schließlich wird durch die Prüfung unter verschiedenen Belastungen der Schluss gezogen, dass in einem angemessenen Belastungsbereich die Abnahme der Belastung den Schwankungsbereich des Übertragungsfehlers verringert. Die Verringerung der Übertragungsfehlerschwankung zeigt, dass der Nutationsantrieb von DCA-Spiralkegelrädern stabiler ist und das Geräusch unter Bedingungen geringer Last verringert wird. Die Untersuchung der dynamischen Eigenschaften liefert theoretische Grundlagen und praktische Hinweise für die Konstruktion von DCA-Spiralkegelrädern.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
As a new type of transmission, nutation drive mechanism has the advantages of large transmission ratio, high carrying capacity and compact structure. The transmission form is used in aerospace, ship, wind power equipment, household machinery and medical equipment and other fields. However, the study on the transmission characteristics of nutation gear drive is not in-depth, especially the research on the dynamic transmission error (DTE) of nutation gear drive is relatively shallow.
Most scholars have made a thorough study on the dynamic transmission error of common gear transmission system. Wei et al. [1] investigated the influences of involute contact ratio, bearing supporting stiffness, mesh damping and backlash on the DTEs and vibration stability of the helical gear system using numerical simulation technique. Chen et al. [2] researched the impact characteristics of a crowned gear transmission system with experimental static transmission error (TE) and backlash, and analyzed the effects of load, input speed and impact force exponent coefficient on the dynamic characteristic of system. Zhu et al. [3] compared and analyzed the influence of the radial clearance caused by modification of cycloid wheel on the transmission accuracy. Yuan et al. [4] investigated the effects of supporting layout, power transmission path and output torque on the quasi-static and dynamic behaviors of a wide-faced spur/helical geared rotor system. Karagiannis et al. [5] characterized the current formulation by an alternative expression of the DTE, accounting for the variation of the effective mesh position. Dogan et al. [6] explored the dynamic analysis of involute spur gears with asymmetric teeth for different crack levels, and detected the gear crack based on DTE by using three different statistical indicators, RMS, Kurtosis and Crest Factor. Yang et al. [7] proposed a new gear surface modification methodology based on curvature synthesis to improve the transmission performance, and used a 14-DOF geared-rotor system model considering backlash nonlinearity to evaluate the effect of different orders of TE on the dynamic performance of a hypoid gear transmission system. Hotait et al. [8] provided a comprehensive set of experimental data consisting of both dynamic stress factor and DTE values collected simultaneously from the same gears. They then presented dynamic factor and DTE measurements from unmodified and modified spur gears and demonstrated their relationship experimentally. Liu et al. [9] calculated and explored the influence of installation error of hypoid gears on TE by static and dynamic analysis step simulation respectively. Wu and Liu [10] obtained and analyzed the DTE of toroidal involute gear based on the non-linear implicit dynamic analysis. The analysis results showed that the static TE increases with the increase of the torque. Besharati et al. [11] introduced a new antibacklash gear mechanism design comprising three pinions and a rack. They concluded DTE would be zero for every input torque under the assumption that all teeth are rigid and static TE is negligible. Zhang et al. [12] investigated the effect of helix angle errors on gear drive of quasi-transverse-circular-arc gear, and made a conclusion that the fluctuation of TE caused by rotation angle was the main factor affecting the dynamic transmission characteristics of gears. Cho et al. [13] proposed a numerical modeling method to obtain the DTE results by using multi-body dynamics software, and applied a rotational joint and force element with the bending stiffness between gear teeth and trunk to reduce the calculation time and represent flexibility. Finally, they compared the numerical results with the experimental data, and the results showed a good agreement with the experimental results. Velex et al. [14, 15] presented a three-dimensional (3D) dynamic gear model combining classic shaft, lumped parameter, and specific two-node gear elements, which was employed to analyze the relationship between DTE and dynamic tooth loads or root stresses. They also discussed the interest and limits of using TEs from a single pinion-gear pair in the context of multi-mesh gears. Wang et al. [16] presented theoretical formulas of no load TE and time-varying backlash, and under three different cases (no backlash, constant backlash and time-varying backlash), they investigated the influence of backlash on DTE with the gear pairs suffering from sinusoidal varying loads. Yao et al. [17,18,19] established the tooth surface equation of nutation drive of DCA spiral bevel gears, investigated the influence of error parameters on transmission efficiency and dynamic meshing force, and analyzed the feasibility of using a two-stage nutation drive as the joint reducer for industrial robots.
Although the research of the above scholars does not involve the DTE of DCA bevel gears for nutation drive mechanism, their methods are worth learning. The purpose of this paper is to reveal the dynamic characteristics of nutation drive system by analyzing the influence of assembly errors and different loads on the DTE of nutation drive system, which has guiding significance for the development and application of nutation drive system.
2 Assembly errors and transmission error of DCA bevel gears
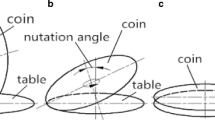
The nutation motion principle is shown in Fig. 1a. A coin on the table rotates around its central axis which rotates around the normal line of the desktop at a fixed angle named nutation angle. Based on this principle, a two-stage nutation transmission mechanism as show in Fig. 1b is designed by using coins as external bevel gears, tabletop as internal bevel gears and φ as the nutation angle.

a Nutation principle; b Nutation drive mechanism with two-stage
2.1 The assembly errors of nutation drive system
The 3D model of DCA bevel gears for nutation drive is illustrated in Fig. 2. In this paper, we mainly consider three kinds of assembly errors: axial error ∆P, biased error ∆E and axis intersection error ∆α.

Sketch diagram of assembly errors
In order to facilitate the analysis of the influence of the assembly errors on transmission error, this paper stipulates the direction of each assembly error. For the axial error ∆P of the internal and external bevel gears, the direction in which the two gears are close to each other is positive and the direction away from each other is negative; for the biased error ∆E, the direction in which the axis of the external bevel gear moves upward is positive and the reverse direction is negative; and for the axis intersection error ∆α, the major direction is positive and the opposite direction is negative.
2.2 Mathematical modelling of dynamic transmission error
Gear dynamic transmission error is the main source of gear system noise. The study of dynamic transmission error of two-stage nutation drive reducer has guiding significance for optimizing structural design and reducing vibration and noise. The mathematical model of dynamic transmission error can be expressed as followed.
where θout(t) is the angular variation of output gear (gear4 in Fig. 1b), and θin(t) is the input angular variation. i represents the transmission ratio of the two-stage nutation mechanism, and the expression can be obtained by Ref. [19].
where z1, z2, z3 and z4 represent the number of teeth of the four DCA bevel gears, respectively.
3 Dynamic analysis of DCA gears with assembly errors
As bevel gears meshing contact is a highly non-linear process, the finite element method can comprehensively consider the complex conditions of gear contact deformation, friction between teeth, assembly errors and loads, which can accurately solve the dynamic transmission error under actual working conditions.
Basic parameters of the DCA bevel gears for nutation drive in this paper are presented in Table 1.
The finite element model is illustrated in Fig. 3. Considering the calculation accuracy and time, the meshes of gear teeth are refined, while the meshes of other parts are coarse. In order to assure dimensional precision, the total number of elements of the four gears is 379,343. And the material density is 7850 kg/m3, the elastic modulus and Poisson’s ratio are 210,000 MPa and 0.3 respectively, which is assigned to each spiral bevel gear.

Finite element model of two-stage nutation drive
In the simulation process, the input speed is set to 1500 rpm, the load torque increases gradually in the first 0.2 s, and stays at a constant value of 170 N·m after 0.2 s. Then the data of angular variation, which would be substituted into Eq. 1 to get the DTE curves, can be obtained in the result.
3.1 The axial error ∆P
Figure 4 is the dynamic transmission error curve of two-stage nutation deceleration system obtained by simulation with different axial error ∆P. As can be seen from Fig. 4a, the variation amplitude of DTE increases obviously within the period of time 0–0.2 s, which is the result of incremental gear tooth deformations caused by load increasing. 0.2 s later when load torque stays at a constant value of 170 N·m, the transmission error fluctuates periodically above and below zero. Obviously, when ∆P = 0.05 mm, the DTE fluctuation is the smallest and the amplitude is the lowest. Then compare DTE of ∆P = 0.05 mm with DTE of ∆P = 0.1 mm and ∆P = −0.1 mm, as shown in Fig. 4b. The DTE of ∆P = 0.05 mm evidently shows the phenomenon of minimum amplitude and fluctuation.

DTE curves a ∆P = 0 mm, 0.05 mm, −0.05 mm; b ∆P = 0.05 mm, 0.1 mm, −0.1 mm
To understand the level of DTE, the statistical indicator RMS is used. This indicator is the most common indicator in the literature for the gear health diagnostic and monitoring. Here we use the RMS indicator to measure the accumulative level of the DTE. The RMS value can be calculated as,
where n is the number of data, xi is the sampled time signal (here represents the DTE).
Figure 5 shows the RMS DTE of the two-stage nutation system with different axial errors. All indicator values increase with the increase in the process of gear meshing. In particular, the increase of RMS with ∆P = 0.05 mm becomes less significant after 0.2 s, and becomes smallest than the others about 0.44 s later. Moreover, the smaller the accumulated dynamic transmission error is, the better the accuracy of the whole nutation transmission system will be.

RMS DTE with ∆P
By comparing the influence of the axial error ∆P on the DTE, we know that the gear backlash of the nutation transmission system is too large, guiding us to optimize the DCA tooth surface.
3.2 The biased error ∆E
Figure 6 presents the influence of the biased error ∆E on the DTE. It can be clearly seen that with the increase of bias error, the fluctuation and amplitude of DTE increases. When ∆E is greater than 0.1 mm, the fluctuation of DTE is very serious, and the amplitude also increases to the extent that affects the transmission accuracy of nutation system.

DTE curves with ∆E
Similarly, it can be seen from Fig. 7 that the value of RMS increases steadily without errors, while the gradient of RMS increases abruptly when the error increases to 0.1 mm. Quite evidently, the bias error has a great influence on the accuracy of nutation drive system.

RMS DTE with ∆E
3.3 The axis intersection error ∆α
Due to the nutation gear oscillates with a fixed nutation angle in the nutation drive process, the existence of axis intersection angle error ∆α will also affect the amplitude of the oscillation drive. In Fig. 8, the DTE changes periodically with small amplitude without error, and all of them are close to zero after 0.4 s. While, with the increase of axle intersection error, the fluctuation of DTE becomes more and more obvious, and the amplitude increases simultaneously, which is extremely unfavorable to the nutation transmission system. When the error is unavoidable, it is better to increase the error in the positive direction than in the negative direction.

DTE curves a ∆α = 0°, 0.1°, −0.1°; b ∆α = 0°, 0.2°, −0.2°
Figure 9 illustrates that the cumulative DTE increases with the increase of ∆α. When ∆α increases to 0.1° in the positive direction, RMS is similar to that without error. This is similar to the conclusion of Sect. 3.1, that is, when the error increases forward in a small range, it will compensate for the transmission error caused by the backlash.

RMS DTE with ∆α
4 The relationship between different loads and the DTE
In the process of dynamic gear transmission, because of the increase of load, the meshing of gear teeth will produce elastic deformation, which will react on the gear and have an impact. Therefore, the dynamic characteristics of nutation drive system can be further understood by studying the relationship between different loads and the dynamic transmission error.
As shown in Fig. 10, when the loads are 30 N · m, 60 N · m and 90 N · m, the dynamic transmission errors fluctuate, but the difference is not obvious. Nevertheless, when the load is 30 N · m, the overall amplitude is relatively small.

DTE curves with different loads
Continuing with Fig. 11, RMS decreases after 0.2 s at 30 N · m load compared with the other two loads. It shows that after the load is stable, the small load makes the teeth produce a little elastic deformation, to some extent, makes up for the backlash of the teeth, and makes the meshing relatively full.

RMS DTE with different loads
5 Loading experiment analysis
It can be clearly comprehended the transmission accuracy of nutation reducer from actual working conditions by loading experiment. Compared with the simulation data, it is beneficial to the optimum design of nutation drive system.
5.1 Experimental set-up
The transmission accuracy of the nutation reducer physical prototype is tested by two angle sensors, as illustrated in Fig. 12. Loading experiments on the premise of unknown assemble errors can effectively reflect the real dynamic transmission error. After safe and reasonable operation, the reducer is loaded at 30 N · m, 60 N · m and 90 N · m, respectively, and the data collected are scientifically sorted out by running for 50 s.

Loading experimental platform of two-stage nutation reducer
5.2 Experimental results
After sorting out the data obtained from the loading experiment, the dynamic transmission error curves are obtained, as presented in Fig. 13. According to the DTE curves obtained from the experiment, the DTEs are close and the amplitudes are small when the loads are 30 N · m and 60 N · m, respectively. However, when the load is 90 N · m, the DTE fluctuates greatly and the amplitude is also very large. The results show that the elastic deformation of gear teeth increases with the increase of load, which affected the meshing accuracy.

DTE curves with different test loads
It is more obvious from Fig. 14 that with the steady transmission of the nutation reducer, the RMS with load of 30 N · m is smaller than the other two, which results in the transmission accuracy of nutation drive system is higher. Comparing the DTE curves of loads 60 N · m and 90 N · m, it can be found that the RMS of load 60 N · m is larger before 30 s, which indicates that the accumulated DTE is more, but after 30 s, the accumulated DTE is smaller than that of load 90 N · m. This shows that the gear reducer with load of 60 N · m is still in the running-in stage after the elastic deformation of the gear before 30 s. After running-in is complete, the cumulative DTE is gradually less than that of load 90 N · m.

RMS DTE with different test loads
It is noteworthy that in the small graph in Fig. 14, the RMS of the first 0.5 s is found to be in good coincidence with the simulation results in Sect. 4, which also verifies the correctness of the simulation. It should be pointed out that when the load is 60 N · m in the first 0.5 s, the gear teeth are still in running-in stage after elastic deformation, and the gear meshing is not enough, which results in large accumulated DTE.
6 Conclusions
In this paper, the dynamic characteristics of nutation drive system are revealed by studying the influence of the assembly errors and under variable load on DTE. Through the finite element simulation analysis, it is known that when the axial error ∆P is within 0 ~ 0.05 mm, it is beneficial to the DTE. It is indicated that there is a certain backlash in the nutation transmission of the double circular bevel gear, and the tooth surface needs further proper modification. The biased error ∆E and the axis intersection error ∆α are harmful to the DTE, so they should be avoided as far as possible. When analyzing the DTE under different loads conditions, it is found that the smaller the load, the better the dynamic transmission errors. Finally, the influence rule of varying load on DTE is verified by loading experiment. Based on this research work, the exploration of the optimal side clearance to achieve better nutation transmission performance through the optimization of double circular arc tooth profile will be the focus of our future research. In addition, the contact characteristics of DCA bevel gears under different loads and the influence of elastic deformation caused by gears meshing on nutation system will also be studied. Consequently, this research has guiding significance for further study of nutation drive system and provides a theoretical basis for tooth profile optimization.
References
Wei J, Gao P, Hu X et al (2014) Effects of dynamic transmission errors and vibration stability in helical gears. J Mech Sci Technol 28(6):2253–2262
Chen S, Tang J, Wu L (2014) Dynamics analysis of a crowned gear transmission system with impact damping: based on experimental transmission error. Mech Mach Theory 74:354–369
Zhu B, Qin W, Sun W et al (2011) Dynamic revolution and transmission error analysis of 2K-V cycloidal-pin planetary gear speed reducer. J Mech Transm 35(4):12–15
Yuan B, Chang S, Liu G et al (2019) Quasi-static analysis based on generalized loaded static transmission error and dynamic investigation of wide-faced cylindrical geared rotor systems. Mech Mach Theory 134:74–94
Karagiannis I, Theodossiades S (2013) An alternative formulation of the dynamic transmission error to study the oscillations of automotive hypoid gears. J Vib Acoust 136(1):11001–11012
Doğan O, Karpat F (2019) Crack detection for spur gears with asymmetric teeth based on the dynamic transmission error. Mech Mach Theory 133:417–431
Yang JJ, Shi ZH, Zhang H et al (2018) Dynamic analysis of spiral bevel and hypoid gears with high-order transmission errors. J Sound Vib 417:149–164
Hotait MA, Kahraman A (2013) Experiments on the relationship between the dynamic transmission error and the dynamic stress factor of spur gear pairs. Mech Mach Theory 70:116–128
Liu GZ, Shi WK, Chen ZY (2018) Finite element analysis of transmission error for hypoid gears considering installation error. J Jilin Univ (Eng Technol Ed) 48(4):984–989
Wu HP, Liu L (2018) Transmission error analysis of novel torus-involute gears based on ABAQUS. Mach Build Autom 47(3):115–118
Besharati SR, Dabbagh V, Amini H et al (2015) Nonlinear dynamic analysis of a new antibacklash gear mechanism design for reducing dynamic transmission error. J Mech Des N Y 137(5):54502–54503
Zhang ST, Wu FL, Zhang DH (2013) Analysis of effect of helix angle errors on gear drive of quasi-transverse-circular-arc gear. J Mech Transm 37(4):101–103, 109
Cho S, Choi J, Choi JH et al (2015) Numerical estimation of dynamic transmission error of gear by using quasi-flexible-body modeling method. J Mech Sci Technol 29(7):2713–2719
Sainte-Marie N, Velex P, Roulois G et al (2013) A study on the correlation between dynamic transmission error and dynamic tooth loads in spur and helical gears. ASME. J Vib Acoust 139(1):11001–11010
Velex P, Chapron M, Fakhfakh H et al (2016) On transmission errors and profile modifications minimising dynamic tooth loads in multi-mesh gears. J Sound Vib 379:28–52
Wang GJ, Chen L, Yu L et al (2017) Research on the dynamic transmission error of a spur gear pair with eccentricities by finite element method. Mech Mach Theory 109:1–13
Yao LG, Gu B, Huang SJ et al (2010) Mathematical modeling and simulation of the external and internal double circular-arc spiral bevel gears for the nutation drive. J Mech Des N Y 132(2):021008.1–2100810
Cai YW, Yao LG, Zhang J et al (2019) Feasibility analysis of using a two-stage nutation drive as joint reducer for industrial robots. J Mech Sci Technol 33(4):1799–1807
Cai YW, Yao LG, Xie ZY et al (2017) Influence analysis of system parameters on characteristics of the nutation drive with double circular arc spiral bevel gears. Forsch Ingenieurwes 81(2):125–133
Acknowledgements
The authors would like to acknowledge the support of the NSFC (Grant Nos. 51775114, 51275092 and 51875105), Fujian Provincial Industrial Robot Basic Components Technology Research and Development Center (Grant No. 2014H21010011), and Fujian Provincial Collaborative Innovation Center for High-end Equipment Manufacturing.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Cai, Y., Yao, L., Ding, J. et al. Study on transmission error of double circular arc spiral bevel gears for nutation drive based on assembly errors and different loads. Forsch Ingenieurwes 83, 481–490 (2019). https://doi.org/10.1007/s10010-019-00347-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10010-019-00347-4