
Abstract
Cutter wear is an important factor affecting the efficiency of tunnel boring machines (TBMs). In this paper, using a case study from the tunnel project of the XEVIII section of the second phase of the northern Xinjiang water supply project, cutter wear under conditions of high-strength (average strength 120 MPa) surrounding rock is studied. The results show that the cumulative wear of the center cutters and the front cutters increases exponentially with an increase of installation radius, and the cumulative wear of the edge cutters is affected by the installation angle, which increases at first and then decreases with an increase of the installation radius. The single cutter wear of the edge cutters is the largest, of the front cutters is the second largest, and of the center cutters is the smallest. With an increase of surrounding rock strength, the wear of the center cutters and front cutters increases exponentially, and the wear of the edge cutters increases based on a quadratic function per meter, while the cumulative wear per meter increases linearly. Volumetric mass loss increases exponentially with the increase of surrounding rock strength and Cerchar abrasion index and decreases logarithmically with the increase of cutter life index. When the surrounding rock strength is constant, when the revolutions per minute, torque, thrust, and penetration per revolution increase, the cutter wear per meter changes following a quadratic function, which first increases and then decreases. With the increase of penetration rate, the cutter wear per meter changes as a quadratic function, first decreasing and then increasing. Cutter wear is most sensitive to cutter head torque and thrust. In order to reduce cutter wear, it is suggested that cutter head torque should be limited to the range 1100–1300 kN m or 2100–2400 kN m, and the thrust should be limited to the range 9500–11,000 kN or 15,500–16,000 kN.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Due to the high efficiency and safety of tunnel boring machines (TBMs), TBMs have been widely used in hydropower, mining, highway, railway and other construction projects. The construction efficiency and cost of TBM tunnels are affected by geological parameters, boring parameters, and TBM design parameters. Especially in hard rock tunnels, the consumption of TBM cutters accounts for more than 10% of the total excavation cost, and wear of cutters is an important issue to be considered (Bruland 1998).
The most common cutter wear prediction models are the CSM model (Rostami 1997; Cheema 1999; Yagiz 2002) developed by the Colorado School of Mines, the NTNU model (Blindheim 1979; Bruland 1998; Tarkoy 2010) developed by the Norwegian University of Science and Technology, and the Gehring model (Gehring, 1995). The CSM model estimates the average rolling distance and other wear parameters of the cutter using the Cerchar abrasion index (CAI). The NTNU model requires extensive field data from different projects. The cutter life index (CLI) and rock parameters are used as input parameters of regression equations to predict cutter life. The Gehring model established a power function relationship between the CAI and the weight loss of a 17-in. cutter rolling 1 m.
Other authors have suggested different predictive models. Wijk (1992) established a relationship between rock strength index, CAI, geometric parameters of the cutter, cutter head thrust (Th) and boring distance. Grødal (2012) tested the wear and corrosion properties of the steel of a TBM cutter using laboratory tests. Käsling and Thuro (2010) developed a set of test methods for measuring wear resistance which can be used to estimate tool wear in TBM tunneling. Wang et al. (2011) estimated cutter wear based on mechanical analysis of the interaction between the cutter and rock. Zhang et al. (2014) calculated cutter wear using the product of the trajectory wear coefficient and the length of the trajectory. Wang et al. (2015) predicted cutter wear by measuring the friction during TBM boring.
In recent years, with the increase of TBM engineering data and the improvement of computing power, more studies are developing empirical models for different geological conditions which greatly improves the practicability of prediction models. Bieniawski et al. (2009), based on data collected from the Guadrama tunnel in Spain, predicted cutter consumption using rock mass excavatability (RME) and CAI. Frenzel (2011), based on seven tunnel projects, proposed a new prediction model of wear coefficient using the CAI. Liu et al. (2017) developed an empirical model for predicting cutter life in granite based on field data collected from a water conveyance tunnel constructed in China. Farrokh and Kim (2018) developed a new method to evaluate specific cutter weight loss and specific cutter ring wear using TBM tunneling projects from around the world. Hassanpour et al. (2014, 2015, 2018), using data from three different tunnels (Ghomrood, Karaj, Manabouri), established cutter life prediction formulas for low–medium grade metallic rocks, pyroblastic rocks and igneous and metallic rocks, and proposed general formulas suitable for various geological conditions. Karami et al. (2021) proposed an empirical prediction model based on CAI and rock quality designation (RQD). These models have achieved good predictive results within their range of applicability. However, due to the complexity of geological conditions, there will be cases outside of these ranges for certain tunnelling projects.
The 2nd stage of the water supply project in the northern area of the Xinjiang Uygur Autonomous Region was used as a case study to investigate cutter wear during TBM tunneling in tuffaceous sandstone and Valician granite. During a 5250-m segment of the tunneling process, the cutter wear of different cutter positions, the influence of geological parameters and boring parameters on cutter wear and the sensitivity of cutter wear to different boring parameters were studied separately. This paper attempts to provide a method for cutter wear estimation under geological conditions similar to the study region.
2 Project Overview
2.1 Geological Conditions and Cutter Details
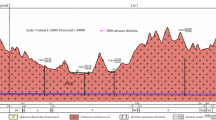
The total length of the second phase of the northern Xinjiang water supply project is 540 km and tunnel accounts for 95.6% of the total length, of which the total length of the TBM tunnel section is 26,061 m (located in the XEVIII bid section). The lithology is mainly biotite gneiss, tuffaceous sandstone, biotite quartz schist, and Variscan granite. The engineering geological section along the tunnel is shown in Fig. 1. The main classes of surrounding rock are II and IIIa, in which the strength of surrounding rock of Class II is 37–180 MPa, and the content of quartz is 20–30%, accounting for 44.1% of the total length of the tunnel. The strength of the surrounding rock of Class IIIa is 17–160 MPa, and the content of quartz is 5–15%, accounting for 43.8% of the total length of the tunnel. Surface water in the project area is not extensive, groundwater is bedrock fissure water, and the tunnel section lies within a groundwater-poor area where seepage flow is small, mainly represented by seepage and dripping water. The maximum water flow that occurred in the tunnel section was 1670 m3/h.

Engineering geology sectional view of the second phase of the northern Xinjiang water supply project
The XEVIII bid section used Φ7.83 m open TBM. A total of 53 cutters were arranged on the cutter head, as shown in Fig. 2. The three principal cutter types were as follows:

Layout diagram of the TBM cutter used in the second phase of the northern Xinjiang water supply project
Center cutters: Four 17" double-edge cutters were arranged in the center of the cutter head: the outer diameter of the center was 432 mm, and their corresponding cutter numbers were M1–M8;
Front cutters: the front of the cutter head was arranged with 35 20" single-edge cutters, the outer diameter of the front cutter was 508 mm, and their cutter numbers were M9–M43;
Edge cutters: around the cutter head, there were ten 20" single-edge cutters: the outer diameter of the edge cutter was 508 mm, and their cutter numbers were M44–M53.
The rated load of each cutter was 311 kN, and the front cutter spacing was 74 mm, and the cutter spacing was arranged as shown in Fig. 3.

Cutter spacing layout of the TBM
2.2 Database Overview
Cutter wear data were collected during daily TBM maintenance within a 5250-m test section of the tunnel, including the wear of each cutter, the position of cutter change and the number of cutter replacements. Wear rate α is calculated using Eq. 1:
where Wc is the cumulative wear amount of the day before, and L is the boring length of the day before.
TBM boring parameters were automatically recorded by the main control computer and copied to a database. Data from the operational boring stage (with abnormal data, starting stage data and ending stage data filtered out) were used to calculate daily average values of each boring parameter.
To obtain the compressive strength of the rock more quickly, point load tests were used. At each boring step, 20 complete slag blocks with a size of 50 mm ± 35 mm and a length/diameter ratio of about 0.3–1.0 were collected (Fig. 4) (Zhang et al. 2015). The point load average value was regarded as the point load strength of the step, and the point load strength of each step every day was averaged as the point load strength of that day. To more accurately relate the rock point load strength index (Is(50)) to the uniaxial compressive strength (UCS), 20 sets of uniaxial compression tests were carried out. The correlation curve of Is(50) and UCS obtained from the test is shown in Fig. 5.

Typical point load strength test specimens

The relationship between rock point load strength index (Is(50)) and uniaxial compressive strength (UCS)
Statistical analysis of 224 groups of UCS and boring parameter data is presented in Table 1.

Frequency distribution of surrounding rock strength along the 5250-m section of the project in the database

Frequency distributions of boring parameters (a) Revolutions per minute—RPM; (b) Torque—Tor. (c) Penetration rate—PR. (d) Thrust—Th. (e) Penetration per revolution—Prev
In addition to the strength of the rock, the CAI of the rock may also be related to cutter wear (Frenzel 2011). CAI expresses the abrasion resistance of the rock. In order to obtain the CAI value of a rock sample, an ATA-IGG I rock erosion servo tester was used to carry out the rock erosion test. CLI expresses, in boring hours, the life of steel cutter disc rings for tunnel boring machines. Limited by test conditions, it is difficult to directly measure CLI. However, there is an obvious correlation between CAI and CLI. Macias (2016) proposed the regression relationship between CAI and CLI as follows:
and this relationship was used to calculate values of CLI.
During the TBM tunnelling of the 5250-m section of the project, the wear rate along the tunnel fluctuated greatly, which may be because different types of surrounding rock had a greater impact on the cutter wear rate. In general, the cumulative wear rate of the front cutters was greater than that of the edge cutters, which was greater than that of the center cutters (Fig. 8). The cumulative wear of different types of cutters along the tunnel increased approximately linearly, and the cumulative wear of the front cutter was the largest (Fig. 9). Edge cutters had the largest cumulative cutter replacement frequency along the tunnel, followed by front cutters, and center cutters the least, which may be due to the fact that the edge cutter was more prone to abnormal wear and this led to cutter replacement (Fig. 10).

Wear rate of different types of cutters along the 5250-m section of the tunnel

Cumulative wear of different types of cutters along the 5250-m section of tunnel

Cumulative number of cutter changes of different types of cutters along the 5250-m section of tunnel
3 Relationship Between Cutter Wear and Cutter Layout
3.1 Cutter Wear in Different Cutter Positions
In the 5250-m TBM section of the project, the lithology of the surrounding rock was mainly tuffaceous sandstone and Variscan granite and construction revealed that the types of surrounding rock were mainly II and IIIa. The strength of Class II rock was 40–180 MPa and accounted for 22.8% of the total length. The strength of the class IIIa rock was 20–160 MPa and accounted for 63.9% of the total length. The lengths of different classes of surrounding rock are shown in Fig. 11.

Length of different classes of surrounding rocks in the 5250-TBM section of the project, by design length and actual length
The cumulative wear of cutters located at different positions on the cutter head was statistically analysed (Fig. 12). Cumulative wear of the center cutter and the front cutter increased approximately linearly with the increase of installation radius. The cumulative wear of the edge cutter increased at first and then decreased with increasing cutter number, with the cumulative wear of the M48 cutter being the largest (up to 627 mm).

Accumulated amount of wear at different positions on the TBM. Center cutters—M1 to M8; Front cutter—M9 to M43; Edge cutter—M44 to M53
As the cutter head rotated during TBM boring, cutters in different positions on the cutter head drew concentric circles with different diameters on the surrounding rock face. The farther the cutter was from the center of the cutter head, the longer the path the cutter rolled along, and hence the greater the wear. However, when the tunnelling encountered a discontinuous rock mass, such as a rock mass with very developed joints and fissures, it often caused abnormal wear such as eccentric wear and chipping. Contact with uneven hard and soft rock may change the normal stress state of the cutter, and the abnormal stresses often lead to increased wear.
Using the total boring length and the number of cutter replacements at different cutter positions, the average boring length of each cutter within the limit wear range at different cutter positions can be obtained (Fig. 13). As can be seen from the figure, the average boring length of each center cutter was much larger than that of front cutters and edge cutters. Hence, the consumption of center cutters was the least, of front cutters was the second smallest, and of edge cutter was the greatest.

Average boring length before replacement is needed of cutters at different cutter positions. Center cutters—M1 to M8; Front cutter—M9 to M43; Edge cutter—M44 to M53
The installation radii of the M1–M53 cutters increased gradually. The installation angle of the M1–M43 cutters was 0°, while the installation angle of the M44–M53 cutters (edge cutter) increased gradually. With the increase of the edge cutter installation angle, the cutter action changed from vertical rock breaking to oblique rock breaking, and the contact area with the surrounding rock face decreased, and so the cutter wear decreased gradually. When the cutter installation angle was small, the main influence on cutter wear was the installation radius; when the installation angle increased to a certain point, the main influence on cutter wear became the installation angle. Hence, the cumulative wear of the M44–M48 cutters increased gradually, while the cumulative wear of the M48–M53 cutters decreased gradually.
To further examine the relationships between cutter installation radius, installation angle, and cumulative cutter wear, mathematical regressions were used.
First, linear, exponential, logarithmic, polynomial, and power regressions were used to analyse the cutter installation radius and cumulative cutter wear of the M1–M43 cutters. Of the five regression models, the R2 of the exponential regression model was the largest, reaching 0.9776, suggesting this regression model fit was the best. The cumulative wear regression curve of the M1–M43 cutters is shown in Fig. 14.

Regression wear value of M1–M43 cutter (center cutter and front cutter)
Second, linear, and polynomial regressions were used to analyse the installation radius, installation angle, and cumulative wear of the M44–M53 cutters. Comparing the two regression models, the R2 of the binary linear regression model was the largest, reaching 0.958. The cumulative wear regression curve of the M44–M53 cutters is shown in Fig. 15.

Regression wear value of M44–M53 cutter (edge cutter)
3.2 Wear Law of Different Types of Cutters
During the 5250-m excavation using the TBM, the cumulative wear of the center cutter, front cutter, and edge cutter was 906 mm, 9418 mm, and 5045 mm, respectively. The average cumulative wear of each center cutter was 113 mm, of each front cutter was 269 mm, and of each edge cutter was 504 mm.
As shown in Fig. 16, because the front cutter had the largest number of cutters, the cumulative wear of the front cutter was much larger than that of the center cutter and the edge cutter. However, the single cutter wear of the edge cutter was approximately two times that of the front cutter and five times that of the center cutter. It can be seen that the farther the cutter was from the center of the cutter head, the greater the cumulative wear, and the wear of the edge cutter was the most serious.

Cumulative wear of the different cutters: Centre cutter, front cutter, and edge cutter
Figure 17 shows the average boring wear of the different types of cutters per meter. There is a significant difference in the wear of center cutters, front cutters, and edge cutters per meter. The cumulative wear of the center cutter, front cutter, and edge cutter was 0.17 mm, 1.79 mm, and 0.96 mm, respectively. The wear of a single center cutter was 0.02 mm, of a single front cutter was 0.05 mm, and of a single edge cutter was 0.10 mm.

Average cutter wear per meter advance for the different cutters Centre cutter, front cutter, and edge cutter
To summarise, with an increase of cutter position number, cumulative cutter wear increased at first and then decreased, and the average boring length of a cutter decreased gradually.
For center cutters and edge cutters, the cumulative cutter wear was mainly related to the cutter installation radius. It increased exponentially with an increase of installation radius, following a growth model y = 92.752e0.0005x.
For edge cutters, the cumulative cutter wear was related to cutter installation radius and installation angle and increased at first and then decreased with the increase of cutter position. If the cutter installation radius and installation angle are x1 and x2, respectively, and the cumulative cutter wear is y, then the binary linear regression formula is y = 3.377x1 − 25.435x2 − 11,114.064.
The cumulative wear of different cutters (per meter) was ranked as follows: front cutter > edge cutter > center cutter. Single cutter wear of different cutters (per meter) was ranked as follows: edge cutter > front cutter > center cutter.
Using the cutter wear per meter and the average boring length of a single cutter derived in this study, we can estimate cutter wear life and associated costs.
4 Relationship Between Cutter Wear and Geological Parameters
Hassanpour et al. (2014, 2018) pointed out that there are no reasonable correlations between single petrographic indices (quartz content and VHNR) and cutter life, while among single intact rock properties, UCS shows a quite strong correlation with cutter life (R2 = 0.59). Compared to other rock parameters, UCS is easier to obtain and so it is used here as the main rock parameter. When different strengths of surrounding rock are experienced, the wear rates of TBM cutters are significantly different, and the wear rates of cutters located in different positions on the cutter head are also different. Hence in this paper, 224 groups of cutter wear data and surrounding rock strength data are compared.
The 20–160 MPa range of surrounding rock strength was divided into 28 intervals. Outliers in each interval were removed, and cutter wear per meter at different positions on the cutter head and under different surrounding rock strength conditions were statistically analysed. Regression analysis was carried out using five kinds of regression models.
Figure 18 shows the wear of the TBM center cutter, front cutter, and edge cutter and the cumulative cutter wear per meter under different surrounding rock strength conditions. Figure 19 shows the single cutter wear per meter for the TBM center cutter, front cutter, and edge cutter, as well as the cumulative single cutter wear per meter.

Cutter wear per meter under different strength of surrounding rock, expressed as UCS (MPa)

Single cutter wear per meter under different strength of surrounding rock, expressed as UCS (MPa)
First, the wear of the center cutter per meter under different surrounding rock strengths was examined, and five regression models were fitted to the data. The R2 value of the exponential regression model was the largest (0.9158) as shown in Fig. 20. It can be seen that the wear amount and wear rate of the center cutter per meter increased with the increase of UCS, and when the UCS was 20–160 MPa, the wear of the center cutter per meter lay mainly in the range of 0.5–5 mm.

Regression model of wear of center cutters
Second, the wear of front cutter per meter under different surrounding rock strengths was investigated using five regression models. It was found that the exponential regression model was the best fit, with an R2 value of 0.8618 (Fig. 21). From this figure it can be seen that the wear amount and wear rate of the front cutter per meter increased with increasing values of UCS, although the wear rate per meter of the front cutter was slightly lower than that of the center cutter. When the UCS was 20–160 MPa, the wear of the front cutter per meter was mainly in the range of 12–35 mm.

Regression model of wear of front cutters
The wear of the edge cutter per meter under different surrounding rock strength was then examined, and five regression models were used in the analysis. For this cutter the polynomial proved the best fit (R2 = 0.7595, Fig. 22). Figure 22 shows that the wear per meter of the edge cutter increased with increasing values of UCS, but the wear rate per meter decreased with increases of the surrounding rock strength. The reason is that the greater the UCS, the smaller the particle size of the rock ballast produced by the cutter. As the particle size decreased, the secondary wear caused to the edge cutter decreased, and hence the wear rate per meter of the edge cutter decreased. When the strength of the surrounding rock was 20–160 MPa, the wear of edge cutter per meter was mainly in the range of 7–20 mm.

Regression model of wear of edge cutters
Finally, the cumulative cutter wear per meter under different surrounding rock strength was considered using the five regression models. Here the linear regression model was the best fit, with an R2 value of 0.9254 (Fig. 23). The cumulative wear per meter of the TBM cutter increased with an increase of UCS, but the wear rate per meter remained unchanged. When the UCS was 20–160 MPa, the cumulative cutter wear per meter was predominantly in the range 20–60 mm.

Regression model of cumulative cutter wear
In addition to cutter wear per meter, volumetric mass loss (MV) can also be an important indicator of cutter wear (Karami et al. 2020). The relationship between UCS and MV is shown in Fig. 24. It can be seen that MV increased exponentially with increased strength of the surrounding rock. Here, the exponential function model was the best fit (R2 = 0.7917).

Regression curve of MV and UCS
The CAI and CLI indexes are commonly used to assess rock abrasivity and cutter wear in hard rock TBM projects (Macias 2016). The relationship between the CAI and MV is shown in Fig. 25. It can be seen from the figure that MV increased exponentially with increasing values of CAI (R2 = 0.7715), indicating that CAI and MV were positively correlated. The relationship between CLI and MV is shown in Fig. 26. MV decreased with increasing CLI and the logarithmic regression model produced the best fit (R2 = 0.7843), indicating that CLI and MV were negatively correlated.

Regression curve of CAI and MV

Regression curve of CLI and MV
In summary, with increasing surrounding rock strength the following relationships were found:
Wear of the center cutter per meter: Increased exponentially, following y = 0.388e0.0168x. Wear rate per meter increased gradually.
Wear of the front cutter per meter: Increased exponentially, but the growth rate was slightly lower than that of the center cutter and followed y = 10.282e0.0081x. Wear rate per meter increased gradually.
Wear of the edge cutter per meter: Increased following a quadratic function, y = − 0.0002x2 + 0.1365x + 2.0638. Wear rate per meter decreased gradually.
Cumulative wear per meter: Increased linearly following y = 0.309x + 9.5485. Wear rate per meter remained unchanged.
MV: Increased exponentially following y = 0.575e0.018x. MV increased exponentially with increasing CAI following y = 1.092e0.315x; MV decreased with increasing CLI, following y = − 1.476ln(x) + 7.4516.
These expressions can be used to estimate cutter wear of projects with similar geological conditions as the current study. When encountering other geological conditions, the analysis methodologies used in this study can be used to establish expressions suitable for those conditions. Thus expressions established in this way can be used to estimate cutter wear under corresponding geological conditions and guide cutter replacement in order to improve the overall efficiency of tunnel construction.
5 Cutter Wear Dependency on Boring Parameters
5.1 Influence of Boring Parameters on Cutter Wear
Figure 27 shows the cumulative cutter wear per meter corresponding to five boring parameters. Table 2 presents the regression model of cutter wear and boring parameters. The following relationships were found:

Cutter wear corresponding to different boring parameters. (a) Revolutions per minute—RPM; (b) Torque—Tor; (c) Penetration rate—PR; (d) Thrust—Th; (e) Penetration per revolution—Prev

Regression model of cutter wear and revolutions per minute

Regression model of cutter wear and cutter torque

Regression model of cutter wear and penetration rate

Regression model of cutter wear and thrust

Regression model of cutter wear and penetration per revolution
Cumulative cutter wear per meter under different RPM: The cumulative wear per meter of the TBM cutter increased at first and then decreased with increasing RPM. RPM values were largely in the range 6.3–6.6 r/min, and the cumulative wear per meter in the range 15–40 mm.
Cumulative cutter wear per meter under different Tor: The cumulative wear per meter of the TBM cutter increased at first and then decreased with increasing Tor. Tor values were largely in the range 1100–1400 kN m, and the cumulative wear per meter in the range 15–40 mm. Cutter wear was least when Tor lay in the range 1100–1400 kN m or 2000–2300 kN m.
Cumulative cutter wear per meter under different PRs: The cumulative wear per meter of TBM cutters decreased at first and then increased with increasing PR. PR values were largely in the range 35–45 mm/min PR, and cumulative wear per meter values in the range 25–60 mm.
Cumulative cutter wear per meter under different Th: The cumulative wear per meter of the TBM cutter increased at first and then decreased with increasing values of Th. Values of Th largely fell into the two ranges, 9000–12,000 kN and 15,000–17,000 kN, and the cumulative wear per meter values fell into the ranges 15–30 mm and 25–50 mm, respectively. Cutter wear was minimum when the Th was in the range of 9500–11,000 kN or 15,500–16,000 kN.
Cumulative cutter wear per meter under different Prev: The cumulative wear per meter of the TBM cutters increased at first and then decreased with increasing Prev. Data distribution was relatively uniform.
5.2 Sensitivity Analysis of Cutter Wear and Boring Parameters
5.2.1 Grey Sensitivity Analysis
The grey relational analysis theory was first presented in 1982 and has since been extensively utilized in many applications (Deng 1982; Qi 2014). Grey sensitivity analysis is a multi-factor statistical analysis method, based on sample data describing individual factors and uses grey sensitivity to describe the strength, size, and order of the relationship between these factors. The following steps are followed in this analysis:
-
(i)
Determine the reference sequence \(X_{0}\) and the comparison sequence \(X_{i} (i = 1,2, \ldots ,m)\). Define \(X_{0} = (x_{0} (1),x_{0} (2), \ldots ,x_{0} (n))\) as the reference series for each analysis object, and the number of comparisons is as follows (Huang et al. 2020):
$$ \left\{ \begin{gathered} X_{1} = (x_{1} (1),x_{1} (2), \ldots ,x_{1} (n)) \hfill \\ \ldots \hfill \\ X_{i} = (x_{i} (1),x_{i} (2), \ldots ,x_{i} (n)) \hfill \\ \ldots \hfill \\ X_{m} = (x_{m} (1),x_{m} (2), \ldots ,x_{m} (n)) \hfill \\ \end{gathered} \right. $$(3) -
(ii)
The mean value method is used to deal with the dimensionality of the sequence.
-
(iii)
Define \(\Delta _{i} (k)\) as the absolute value of the difference between the reference sequence and the comparison sequence.
-
(iv)
Find the maximum value M and the minimum value m of \(\Delta _{i} (k)\).
-
(v)
The sensitivity coefficient \(\gamma (x_{0} (k),x_{i} (k))\) is the following:
$$ \gamma (x_{0} (k),x_{i} (k)) = \frac{{m + \xi M}}{{\Delta _{i} (k) + \xi M}},\,\xi \in (0,1),\,k = (1,2, \ldots ,m). $$(4)
In the formula, \(\xi\) is the resolution coefficient, which is generally taken as 0.5.
-
(vi)
The sensitivity \(\gamma (x_{o} ,x_{i} )\) is as follows:
$$ \gamma (x_{o} ,x_{i} ) = \frac{1}{n}\sum\limits_{{k = 1}}^{n} {\gamma (x_{o} (k),x_{i} (k))} . $$(5)
5.2.2 Sensitivity of Cutter Wear to Different Boring Parameters
-
(i)
The reference series X0 is defined as the cutter wear, the comparison series X1 is the RPM, X2 is the Tor, X3 is the PR, X4 is the Th, and X5 is the Prev.
-
(ii)
The original sequence, \(X_{0} - X_{5}\) is de-dimensioned by normalising using the mean value, and the de-dimensional sequence \(X_{0} ^{\prime } - X_{5} ^{\prime }\) is obtained.
-
(iii)
The difference sequence \(\Delta _{1} - \Delta _{5}\) is obtained by taking the difference between \(X_{1} ^{\prime } - X_{5} ^{\prime }\) and \(X_{0} ^{\prime }\) in the dimensionless series and taking the absolute values.
-
(iv)
The maximum value M and the minimum value m in the difference sequence \(\Delta _{1} - \Delta _{5}\) are calculated. M is 1.002293, and m is 0.001037.
-
(v)
M, m, and each term in the difference series \(\Delta _{1} - \Delta _{5}\) are substituted into Eq. (4), and the sensitive coefficient tables of cutter wear and five boring parameters are obtained.
-
(vi)
The data in the sensitivity coefficient table are put into Eq. (5), and the sensitivity of cutter wear to the five boring parameters (RPM, Tor, PR, Th, Prev) is obtained, respectively, as shown in Fig. 33.

Correlation between five boring parameters and cutter wear
Figure 33 shows that the sensitivity of cutter wear to the five boring parameters is in the following order: Tor > Th > RPM > PR > Prev, and cutter wear is most sensitive to Tor and Th.
To summarise, the sensitivity analysis of cutter wear and five boring parameters shows that cutter wear is most sensitive to Tor and Th, in which Tor sensitivity is 8.8%, 16.6%, and 19.6% higher than RPM, PR, and Prev, respectively, and Th sensitivity is 3.7%, 11.1%, and 14.0% higher than RPM, PR, and Prev, respectively. In order to reduce cutter wear, Tor should be controlled so that it lies in the range 1100–1400 kN m or 2000–2300 kN m, and Th should be controlled to lie in the range 9500–11,000 kN or 15,500–16,000 kN.
6 Conclusions
In this study, cutter wear during TBM excavation in tuffaceous sandstone and Valisonian granite was analysed during the 2nd stage of the water supply project in the northern area of the Xinjiang Uygur Autonomous Region. The conclusions from this study are as follows:
-
(i)
The cumulative wear of the center cutter and the front cutter on the TBM cutter increased exponentially with the increase of the installation radius, while the cumulative wear of the edge cutter increased at first and then decreased with the increase of the installation radius. The average boring length of each center cutter was the largest, of the front cutter the second largest, and of the edge cutter the smallest.
-
(ii)
The cumulative wear of the front cutter was the largest, of the edge cutter the second largest, and of the center cutter the least. The average wear amount of each edge cutter was the largest, and was approximately two times that of the front cutter and five times that of the center cutter.
-
(iii)
The wear amount and wear rate of the center cutter and front cutter per meter increased with the increase of surrounding rock strength; the wear amount of the edge cutter per meter increased with the increase of surrounding rock strength, but the wear rate decreased with the increase of surrounding rock strength; the cumulative wear amount of TBM cutters per meter increased with the increase of surrounding rock strength, while the wear rate was almost unchanged. MV increased exponentially with the increase of surrounding rock strength, increased exponentially with the increase of CAI, and decreased logarithmically with the increase of CLI.
-
(iv)
The cumulative wear per meter of TBM cutters followed a quadratic function law that first increased and then decreased with the increase of RPM, cutter head Tor, Th, and Prev, while with the increase of PR, the cumulative wear per meter followed a quadratic function law that first decreased and then increased.
-
(v)
The sensitivity of cutter wear to cutter head Tor and Th was 0.74 and 0.70, respectively, the sensitivity of RPM was 0.68, and that of PR and Prev was 0.63 and 0.62, respectively. In order to reduce cutter wear, it is suggested that the cutter head Tor should be controlled to lie in the range 1100–1400 kN m or 2000–2300 kN m, and the Th should be controlled to lie in the range of 9500–11,000 kN or 15,500–16,000 kN.
These research results can provide a reference for the estimation of cutter wear and the selection of boring parameters for TBMs of the same size and under similar geological conditions to that found in this case study, i.e. in tuffaceous sandstone and Variscan granite, and with the a UCS range of 20–160 MPa. It is not recommended that this model should be used in broken surrounding rock. With the continuous advancement of the 2nd stage of the water supply project, more tunneling data and geological data of broken surrounding rock and other lithology will be introduced to expand the application scope of the relationships derived here.
References
Bieniawski ZT, Celada CB, Galera JM, Tardaguila IG (2009) Prediction of cutter wear using RME. ITA-AITES World Tunnel Congress, Budapest
Blindheim OT (1979) Boreability predictions for tunneling. Dissertation, Norwegian University of Science and Technology
Bruland A (1998) Hard rock tunnel boring. Dissertation, Norwegian University of Science and Technology
Cheema S (1999) Development of a rock mass boreability index for the performance of tunnel boring machines. Dissertation, Colorado School of Mines
Deng JL (1982) Control problems of grey systems. Syst Control Lett 1(5):288–294. https://doi.org/10.1016/S0167-6911(82)80025-X
Farrokh E, Kim DY (2018) A discussion on hard rock TBM cutter wear and cutterhead intervention interval length evaluation. Tunn Undergr Space Technol 81:336–357. https://doi.org/10.1016/j.tust.2018.07.017
Frenzel C (2011) Disc cutter wear phenomenology and their implications on disc cutter consumption for TBM. In: 45th American rock mechanics/geomechanics symposium. San Francisco, USA
Gehring K (1995) Prognosis of advance rates and wear for underground mechanized excavations. Felsbau 13(6):439–448 (in German)
Grødal CK (2012) Wear and corrosion properties of steels used in Tunnel Boring Machines Dissertation, Norwegian University of Science and Technology
Hassanpour J (2018) Development of an empirical model to estimate disc cutter wear for sedimentary and low to medium grade metamorphic rocks. Tunn Undergr Space Technol 75:90–99. https://doi.org/10.1016/j.tust.2018.02.009
Hassanpour J, Rostami J, Azali ST, Zhao J (2014) Introduction of an empirical TBM cutter wear prediction model for pyroclastic and mafic igneous rocks; a case history of Karaj water conveyance tunnel. Iran Tunn Undergr Space Technol 43:222–231. https://doi.org/10.1016/j.tust.2014.05.007
Hassanpour J, Rostami J, Zhao J, Azali ST (2015) TBM performance and disc cutter wear prediction based on ten years experience of TBM tunneling in Iran. Geomech. Tunn. 8(3):239–247. https://doi.org/10.1002/geot.201500005
Huang MH, Chen LY (2020) Analysis of sensitive factors of deep foundation pit support based on grey relational degree. J Shantou Univ (nat Sci) 35(01):16–32 (in Chinese)
Karami M, Zare S, Rostami J (2020) Tracking of disc cutter wear in TBM tunneling: a case study of Kerman water conveyance tunnel. Bull Eng Geol Environ 80:201–219. https://doi.org/10.1007/s10064-020-01931-7
Käsling H, Thuro K (2010) Determining abrasivity of rock and soil in the laboratory. Geol Act 1(1):1973–1980
Liu QS, Liu JP, Pan YC, Zhang XP, Peng XX, Gong QM, Du LJ (2017) A wear rule and cutter life prediction model of a 20-in. TBM cutter for granite: a case study of a water conveyance tunnel in China. Rock Mech Rock Eng 50:1303–1320. https://doi.org/10.1007/s00603-017-1176-4
Macias FJ (2016) Hard rock tunnel boring: performance predictions and cutter life assessments. Dissertation, Norwegian University of Science and Technology
Qi G (2014) Cutters’ layout optimization method of the full-face rock tunnel boring machine based on grey relational analysis. J Mech Eng 50(21):45. https://doi.org/10.3901/JME.2014.21.045
Rostami J (1997) Development of a force estimation model for rock fragmentation with disc cutters through theoretical modeling and physical measurement of crushed zone pressure. Dissertation, Colorado School of Mines
Tarkoy PJ (2010) Simple and practical TBM performance prediction. Geomech Tunn 2(2):128–139. https://doi.org/10.1002/geot.200900017
Wang LH, Qu CY, Kang YL, Su CX (2011) A mechanical model to estimate the disc cutter wear of tunnel boring machines. Adv Sci Lett 4:2433–2439. https://doi.org/10.1166/asl.2011.1604
Wang LH, Kang YL, Zhao XJ, Zhang Q (2015) Disc cutter wear prediction for a hard rock TBM cutterhead based on energy analysis. Tunn Undergr Space Technol 50:324–333. https://doi.org/10.1016/j.tust.2015.08.003
Wijk G (1992) A model of tunnel boring machine performance. Geotech Geol Eng 10:19–40. https://doi.org/10.1007/BF00881969
Yagiz S (2002) Development of rock fracture and brittleness indices to quantify the effects of rock mass features and toughness in the CSM model basic penetration for hard rock tunneling machines. Dissertation, Colorado School of Mines
Zhang ZH, Meng L, Sun F (2014) Wear analysis of disc cutters of full face rock tunnel boring machine. Chin J Mech Eng 27(6):1294–1300. https://doi.org/10.3901/CJME.2014.0905.145
Zhang JM, Tang ZC, Liu QS (2015) Relation between point load index and uniaxial compressive strength for igneous rock. Rock Soil Mech S2:595–602 (in Chinese)
Acknowledgements
The authors are grateful for the financial support from the National Natural Science Foundation of China (No. 51378053).
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Zhou, Z., Tan, Z., Li, Z. et al. TBM Cutter Wear Under High-Strength Surrounding Rock Conditions: A Case Study from the Second Phase of the Northern Xinjiang Water Supply Project. Rock Mech Rock Eng 54, 5023–5039 (2021). https://doi.org/10.1007/s00603-021-02545-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-021-02545-5