
Abstract
The interest in understanding the wear mechanisms of cemented carbide (CC) is not a new development. For a long time, there have been studies on different wear mechanisms under different coal/rock cutting conditions. These studies have helped improving the quality of CC, thereby preventing such wearing of tools. Due to highly unpredictable character of coal/rock, the wearing phenomena cannot be attributed to one single domain of conditions. However, one conclusion that can be drawn in this context is that, under similar working conditions, similar types of CC undergo similar nature of wearing process. An optimum combination of high wear resistance, strength and hardness has facilitated widespread application of CC in the field of mining engineering. The abrasive parts of the mining tools are made of CC materials. The current study is focussed on a detailed characterization of the wear mechanisms of conical picks, which are used for coal mining. Conical picks consist of a steel body with an inserted cone-shaped CC tip. After being used for a certain period of time, both, the CC tip and the steel body get distorted. In this study, selection of appropriate samples was followed by critical observation of them through field emission scanning electron microscopy (FESEM) and energy dispersive X-ray spectroscopy (EDS). In the previous study, we explained the distortion process of both, the tip as well as the body, using the SEM images. For the present study, two samples were taken from our previous investigation for further analysis. Three other samples were also included in the present study. Seven different types of wear mechanisms, such as, cracking and crushing, cavity formation, coal intermixing, chemical degradation along with abrasion, long and deep cracks, heating effect and body deformation were observed in the five tool samples.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
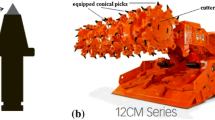
In the field of mining, many tools are available for different operational purposes. Cutters are used for comparatively soft and non-abrasive substances, such as, coal, salt and concrete. Mainly three types of cutters are available. They are radial pick, forward attack pick and point attack pick. The abrasive parts of the picks in required shapes are made of CC materials, which are inserted in the steel body and joined by brazing. The CC materials are known for their extreme hardness, high compressive strength and modulus of elasticity. There have been extensive researches to develop substitutes of CC. Some materials have indeed been found to be harder than CC. However, due to insufficient impact resistance, they have not proved good for cutting coal/rock. Point attack picks or conical picks have many advantages for coal mining. With the use of continuous miner machine, conical picks are highly preferred for high production of coals. The cutting action of conical pick and a continuous miner machine has been shown in Fig. 1a, c. The economy of excavation process and the production rate mainly depend upon the performance of the tools, which again depends on their rate of wearing due to cutting of coals. Usually the worn out tools consume high energy during the cutting process. The wearing mechanism is an important process parameter which needs to be studied. For a long time, the wear mechanism of CC has been studied to minimize distortion of the tools. It is the heterogeneity and highly unpredictable nature of coals and rocks that make it difficult to categorize the wearing process in a single domain. The nature of distortion varies in different tools under different cutting conditions. However, identical tools exhibit similar types of wear behaviour, provided, they are used under similar working conditions. The gradual wearing of conical pick is shown in Fig. 1b.

a Cutting action of continuous miner machine; b gradual wear of conical picks; c 14 CM series continuous miner machine (courtesy: joyglobal)
Our previous paper was focussed on the microscopic investigation of the wear mechanisms of the steel body and the CC tip of four conical picks (Dewangan et al. 2014). In the present paper, a detailed characterization of wear mechanisms of conical picks has been attempted. Five tool samples have been studied, of which two have been taken from previous work. Like the earlier investigation, all the picks were used for cutting coals with a continuous miner machine. Based on the previous and present studies, an attempt has been made to explain the extent of the wearing phenomena in the tools. A careful application of FESEM has revealed new wear mechanisms.
1.1 Literature Survey
A thorough study of relevant literature proves that conical picks are widely used in coal cutting operation and they have greater advantages over other tools. When a conical pick is used, the depth of cut increases and the need for specific energy decreases (Bilgin et al. 2006). The shape of conical pick remains sharp due to symmetrical wear during cutting (Khair 2001). Conical tool also ensures greater efficiency as it requires the lowest specific energy for penetration (Miller and Sikarskie 1968). The conical pick has a longer life than radial bits (Yilmaz et al. 2007). MacGregor et al. (1990) have compared the button picks and point attack picks through experiments. They have found that both the picks deteriorate in a similar manner. But buttons fail due to non-rotational wear. They require comparatively higher average normal force than point attack picks. Progressive wear leads to an increase in the force value which is comparatively higher in case of the button picks. Also, higher incidence of thermal cracks is observed in buttons.
It is important to understand the manufacturing process of tungsten carbide (WC) and cemented carbide (CC). Tungsten carbide is manufactured by mixing pure tungsten powder with pure carbon at a high temperature of around 1500 °C in a vacuum or in presence of hydrogen (Rajput 2007; Tulhoff 2000).
There are several methods for manufacturing tungsten carbide (Tulhoff 2000): tungsten oxides (WO3), tungstic acid (H2WO4), ammonium paratungstate [(NH4)10W12O41 × 5H2O] and scheelite (CaWO4) can be carburised directly to get tungsten carbide:
Carburization of tungsten oxide can also be done using gases like carbon monoxide or methane:
The newly formed product, WC, is then mixed homogeneously with a certain amount of cobalt. This is the cementation process for making CC. The homogeneous mixture is pressed into the required shapes under pressure from 100 to 420 MN/m2 in presence of heat and vacuum. Sometimes hydrogenous environment is used in place of vacuum (Rajput 2007). These specifically shaped products are sintered in a vacuum at a temperature around 1435 °C so that the porosity can be minimized. The parameters, such as, WC grain size, Co content, porosity and carbon content, affect the performance of CC to a great extent (Bilgin et al. 2013).
The tribological, mechanical and thermal properties of WC-cemented carbide substantially depend on its composition and WC particle size (Larsen-basse 1985; Jia and Fischer 1996; Pirso et al. 2004). Grain size of carbide affects wear-resistance property of CC. The coarse-grained carbides usually have lower abrasive wear resistance than that of a fine or medium grain (Pirso et al. 2004; Kagnaya et al. 2009; Deng et al. 2011). Fracture toughness and wear resistance increase with an increase in the granule size.
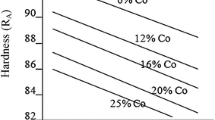
It has been found that the hardness of bulk composites decreases with an increase in binder content (Brookes 1992). Co (in β-phase) is used as a binder material and it can be alloyed with Ni or Cr so that the transition of Co from its high-temperature ductile phase (fcc) to its low-temperature brittle phase (hcp) can be avoided (Beste et al. 2001). Transverse rupture strength increases with an increase in the cobalt content. Co may be increased up to 20 %. A further increment of Co leads to the separation of carbide grains (Bilgin et al. 2013).
Porosity is an important factor which adversely affects the performance of WC–Co. With an increase in porosity, decrease in transverse rupture strength and durability of WC–Co has been reported (Wood 1970). It has been concluded that the porosity can be reduced by enhancing the amount of binder material (Daoush et al. 2009). In addition, the carbon content also plays an important role in tool quality. Mixing of the carbon content during sintering process can reduce the rupture resistance property (Bilgin et al. 2013).
Although CC is a very hard and wear-resistant alloy, its corrosion-resistance property is not up to the mark. Many techniques have been adopted to reduce corrosion in WC–Co. A solution has been found in alloying the Cr3C2 into binder phase or in replacing the Co binder with Ni, Ni–Cr and Ni–Co. However, other mechanical properties are negatively affected (Human and Exner 1997; Tomlinson and Linzell 1988; Hochstrasser et al. 2007).
The total useful life of the cutting bits of continuous miner machine and longwall shearer is dependent on their wear- and fracture-resistant properties. These properties are again dependent on the bit geometry; the physical, mechanical, and thermal properties of the bit materials; the bit mounting configuration on the drum; depth of cut; bit speed; and coal/rock properties (Plis et al. 1988). Hurt and Evans (1981) have referred to the factors which affect the extent of wearing. These factors are rock characteristics, quartz content, the structure and concentrations of tool materials and a few controllable operational parameters, such as, cutting speed, cut distance and drum design. A high degree of friction and impact due to severe cutting conditions result in the fracture and detachment of the tip from the steel body. Abrasive wear, micro-chipping, gross failure and thermal cracking are the common wear mechanisms. Kenny and Johnson (1976) have observed that the steel body is relatively soft and ductile as compared to the inserted tip. The condition of the tool body can deteriorate easily. Nonetheless, ideally it is assumed that the body part will not come in contact with the rock materials. In our previous work, we established the presence of severe plastic deformation and coal particle entrenchment in the steel body of the tool (Dewangan et al. 2014).
Heat generation process can greatly affect the sustainability of tools. Mary and Gonseth (1993) have predicted tool life on the basis of mechanical behaviour of WC–Co after finding an interrelationship between the generated temperature and the cutting speed. The mechanical behaviour of WC–Co can be divided into three temperature domains. It is brittle below 500 °C, tough between 500 and 800 °C and plastically deformed above 800 °C. Some literature is available on the use of CC buttons for rock drilling. Fish et al. (1959) have found that high temperature generation causes tool material to soften, and, the high load, necessary for drilling, can also generate high frictional heat. In addition, Kindermann et al. (1999) have found temperature-dependent fatigue effect at temperatures between 25 and 900 °C. It has been investigated that at a low temperature, the Co binder undergoes a phase transformation from FCC to HCP, which is more brittle and hard when subjected to cyclic loads. Also, oxidation of Co takes place near crack tips at higher temperature leading to brittle–ductile transitions. Lagerquist (1975) has studied the thermal fatigue crack propagation in WC/Co. The rate-controlling factor has been found to be the width of the Co layers between adjacent WC grains.
Lee and Gurland (1978) have explained a relationship between hardness of cemented tungsten carbide and its microstructure in room temperature, which is as follows:
where H hardness of WC–Co, H WC hardness of binder-less polycrystalline WC, V WC volume fraction of the WC phase (0.9 in WC – 6 wt% Co), H m hardness of the binder phase in WC–Co, C contiguity of the WC grains.
The value of C varies with cobalt content but does not vary substantially with WC grain size.
It has been found that H WC and H m follow the Hall–Petch relationship, which can be written as:
where, d mean of WC grain size, l mean free path in the binder phase; H OWC, K OWC, H Om, and K Om are the constants.
On the basis of above relationships, Milman et al. (1997) have reported hardness measurement on WC – 6 wt% Co in temperature range of −196 to 900 °C. It has been found that according to Hall–Petch-type relationship, under any temperature and with any amount of cobalt contents, the hardness of the alloy decreases with an increase in WC grain size.
1.2 Experimental Work
Collection and cleaning of the conical picks were the primary task. After this, the appropriate sample preparation was carried out. This was necessary for getting good results. For getting samples of required size, proper cutting of tools was done through electric discharge machining (EDM). The damaged picks and respective prepared samples used for the experiment are given in Figs. 2 and 3, respectively. The deteriorated condition of each sample is described in Table 1. All samples underwent FESEM and EDS for detailed analysis of wear mechanisms. The FE-SEM Supra 55 (Carl Zeiss, Germany) is attached with Energy Dispersive Spectroscopy (Oxford Liquid Nitrogen free SDD X MAX 50 EDS). As in case of our previous study, the working conditions were the same for all conical picks. The concerned mine in our study had G4-grade coal. The rotation of the drum of miner and the tangential velocity of bit were 54 rpm and 190 m/s, respectively. All the tools were used at a time in a continuous miner machine for coal excavation. In general, it can be assumed that the environmental conditions for all the tools were the same. There were many variations in the study of internal structure of the tools.

Five damaged picks used for wearing characterization

Five samples under study: sample ‘A’, ‘B’, ‘C’, ‘D’ and ‘E’
Observation of Wear Mechanisms: Through FESEM and EDS, the following types of wear phenomena were observed:
-
1.
Cracking and crushing of WC grains
-
2.
Cavity formation
-
3.
Coal penetration
-
4.
Corrosive degradation along with abrasion
-
5.
Long and deep cracks
-
6.
Heating effect
-
7.
Body deformation
All the microscopic images are shown along with their respective damaged conical picks and prepared samples. The mechanisms behind each types of wear are discussed one by one.
Cracking and Crushing of WC Grains: Being a super hard alloy, tungsten carbide is extremely brittle in nature. Its hardness roughly ranges from 700 to 2200 HV30. During excavation process, it remains unaffected for a long time. Minor cracks on the WC grains develop due to sudden hitting of the coal/entrapped rocks. WC grains continuously come under heavy shocks caused by coal mass in mines, resulting in the enlargement of the cracks. These large cracks do not allow any individual WC grain to remain intact and maintain a sound structure for a long time. A large number of cracks in the grains and repeated impacts on them result in the crushing of those particular grains. Figures 4 and 5 show the cracking and crushing of WC grains in sample E and C, respectively.

a Damaged conical pick and prepared sample ‘E’; b cracking of WC grains in sample E; white circle is indicating crushing of individual WC grain

a Damaged conical pick and prepared sample ‘C’; b image of fully crushed WC grains in sample ‘C’
Cavity Formation: The factors leading to this type of wearing are the same as that of crushing. In fact, this process could be described as a part of crushing itself. It involves penetration of hard coal/rock particles into the WC–Co structure. Hard and abrasive rock hits the cracked WC grain and initiates a localized crushing process in an individual WC grain. Due to continuous hitting, small crushed parts come out of the WC grain, thereby creating a little cave or hole in it (Fig. 6). The ductile nature of cobalt binder allows easy penetration and cavity formation. This cavity further provides a way for the coal particles to get inside the grain and binder part for further degradation. Cavity formation has been observed in sample ‘E’.

a Damaged conical pick and prepared sample ‘E’; b Cavity formation in the WC grain is shown in a white circle (sample ‘E’)
Coal Penetration: It is the most common cause of wearing in coal excavation tools. Continuous hitting of tools on the coal mass causes coal particles to get attached and entrenched into the microstructure of the tool material. In the process, it reduces tool durability. The binder material, i.e. cobalt content of the CC structure, is soft and ductile in nature. It allows easy penetration of hard coal/rock particles into it. This penetrated coals and rock materials get mixed with the binder material and forms a complex structure. The degraded cobalt content has very poor capability of binding the WC grains properly. The intermixed coal materials (dark parts) are shown by white arrow marks in Fig. 7. It has been observed at a comparatively low magnification of 2.43 K × in sample ‘D’.

a Damaged conical pick and prepared sample ‘D’; b penetration of coal material (dark part) into WC–Co structure; light coloured parts are WC grains (sample ‘D’)
Corrosive Degradation Along with Abrasion: A clear view of corrosive degradation has been reported at a magnification of 22.53× in the sample ‘B’ (Fig. 8). Also, an enlarged view of selected part of the image is shown in Fig. 9. The decay in the WC grains sets in the form of pores. The rubbing action between the tool tip and coal mass initiates the process of abrasion. The inline pores combine to form a small passage. With a higher magnification of 46.64 K×, selected parts of same image have been shown in Fig. 9. Yellow-coloured arrows indicate the passage formation due to abrasion. Actually, the WC grains are affected by chemicals or acidic environment. Corrosion in the WC–Co structure leads to the formation of acid. Generation of intense heat due to the impacts on the tool tip and the presence of heavy humidity are the key factors behind the corrosion process.

a Damaged conical pick and prepared sample ‘B’; b chemical degradation of WC grains (sample ‘B’); pores due to chemical decay (white arrows)

Enlarge view of selected white area; abrasion of chemically degraded grain (yellow arrows) (color figure online)
The binder content, i.e., cobalt is highly affected by corrosion. Initially the binder part gets oxidized followed by WC grains. It has been found that the corrosion rate increases with an increase in the cobalt content (Brookes 1996). Generally the cobalt shows less reactivity with water and oxygen. In presence of the heat, Co oxidizes and forms Co3O4 and CoO. Both are known to be stable oxides of cobalt (King 1994). The oxidation reactions are given below:
WC is found to be more corrosion resistant than Co. Hence, if the amount of W is reduced in CC, the process of corrosion will aggravate. Also, if the carbon content is low in WC, then the amount of W will increase proportionally. It is responsible for the high corrosion resistance of WC–Co hard alloy (Exner 1979). Voorhies (1972) has explained the corrosion of tungsten carbide in a 2 N H2SO4 solution. The oxidation reaction of WC has been given by:
Long and Deep Cracks: This type of crack formation can be observed over a comparatively larger area of CC surface in sample ‘D’. It has a long and deep passage filled with coal/rock materials. This phenomenon can be compared with the pattern of reptile skins. Beste and Jacobson (2008) have discussed about the reptile skin formation with regard to rock drill buttons. They have explained it as a ‘shallow valley formation’ on the CC surface after drilling of soft rock structure, such as, magnetite, chromite and manganese.
Coal is also a soft material. A similar process can be observed in the CC tip of the pick after coal cutting. As observed in the present study, the difference in case of coal cutting is that cracks on the CC have comparatively greater depth, which gets filled up with coals (Fig. 10). This process may cause further disintegration of the CC into a number of parts.

a Damaged conical pick and prepared sample ‘D’; b long and deep crack on CC surface with adhered coal/rock particles (sample ‘D’)
In our study, materials concentration in the crack was established by EDS. As shown in Fig. 11, the presence of coal and rock materials (in weight% and atomic%) is higher than that of tungsten (W) content. In the crack, a total of five external elements, such as, carbon (C), oxygen (O), silicon (Si), sulphur (S), and calcium (Ca) are present in the amount (weight%) of 9.88, 11.28, 3.11, 21.51, and 35.84 %, respectively. Only C is the indication of the coal material which is present comparatively in lower ratio. A high amount of O, S and Ca indicates that the tool was subjected to rock-rich area of the coal mass. A small amount of W indicates that rock materials penetrated and entered deeply into the crack. With the elements, letters ‘K’ and ‘M’ denote the quantum shells. These letters are considered in EDS spectra as a function of position in the energy range.

a SEM image of a long crack on CC; b EDS of a point (spectrum 4) selected on a intermixed material in crack
Heating Effect: The overall effect of heat on the tools is manifested in the form of softening of tool materials, scratch formation and flow of tool materials. In the sample ‘B’, the softening of brazing material and their flowing towards the hard structure have been observed (Fig. 12). Brazing is a metal joining process in which the joint is filled by brazing material. The melting point of brazing material is very low as compared to WC–Co. According to Aylward and Friendly (1994), the melting point of pure WC and pure Co are 2870 and 1495 °C, respectively. Tungsten carbide has a very low linear expansion coefficient. It has heat capacity of around 150–350 J/kg °C. Obviously the conical picks in a continuous miner machine do not reach such high temperature because at a certain period, every pick lies idle and comes into contact with atmospheric air. In the process, the picks cool down. Also, a large temperature variation can be observed in the picks. The melting point of brazing is above 450 °C. By observing the SEM image (Fig. 12), it can be confirmed that the temperature rises in the range of >450 °C. At this temperature, the brazing material melts and can flow easily. Indeed, the rise in temperature leads to the reduction in hardness and some plastic deformation in the WC–Co structure. Sometimes in presence of high heat, brazing melts and looses the bond between the steel and the CC. The process may even lead to the dislocation of the tip when the tool is subject to heavy shocks.

a Damage conical pick and prepared sample ‘B’; b melting of brazing part and covering some part of CC indicated by arrow (sample ‘B’)
EDS has been used to establish the fact that the flowed material on the hard surface is filler material or brazing material. The intermixing of coal and rock particles has also been ascertained by the EDS analysis. A comparative assessment of three points in the same image has been done to check the concentration (Wt% and At%) of intermixed material at particular points. All the points, namely, spectrum 1, spectrum 2 and spectrum 3 are shown in Fig. 13a–c. The first and the third points have been selected on two different parts of flowed material whereas the second point is on a WC grain. The EDS of all the selected points are shown in Fig. 14a–c. On the basis of the EDS of spectrum 1 (Fig. 14a), the highest amount of element has been found to be copper (67.55 wt%) which indicates the presence of copper-based brazing material. As the tool has been used to cut coals in mine, carbon is also significantly available along with Cu. The weight% of C is 10.00. The presence of other elements, such as, O, and Fe indicates the intermixing of rock materials with the soft and hot brazing part. Manganese (Mn) is also present in a small amount of 6.40 wt%. It is generally found in combination with Fe. It can be concluded that the coal mine under study has a little amount of other minerals like Mn along with the rock materials.

a A point spectrum 1 was selected on a brazing part; b a point spectrum 2 was selected on a WC grain; c a point spectrum 3 was selected on a different location of brazing

EDS of the points selected in Fig. 13; a EDS of spectrum 1; b EDS of spectrum 2; c EDS of spectrum 3
Figure 14b is showing the EDS of spectrum 2. Mainly two elements, such as, W (77.67 wt%) and C (15.31 wt%), which are the main constituents of tungsten carbide, have been observed. A small amount of oxygen (in 7.02 wt%) is also present. It shows the degradation of CC surface due to external elements.
As shown in Fig. 14c, the EDS of spectrum 3 is different from that of point 1. Unlike spectrum 1, two new elements, namely, Zn (27.83 wt%) and Co (9.12 wt%), have been found in the brazing material part. Zn is one of the basic constituents of brazing material. Cobalt (Co) is also available in the weight percentage of 9.12. It indicates that little amount of the binder content get soften and melted along with the brazing material. Carbon, oxygen and iron are also present significantly with the weight percentage of 17.78, 27.54 and 16.90, respectively. Another material, Silicon (Si), is available in a very small amount of 0.83 wt%. Except iron (Fe), all the external elements are same as in case of spectrum 1. Iron is also one of the constituent materials of rock. Intermixing of coal/rock with the tool materials causes the formation of complex structure which is entirely degraded.
After finding the Zn and Cu in the flowed material, it can be concluded that Cu–Zn-based brazing material has been used for joining the CC tip in the tool body.
Body Deformation: In Fig. 3, the deformation in the physical appearance of the tool body can be seen in selected samples. Body tear and tool shape variations are the general observations, which can be detected by naked eyes. Steel body deformation can be observed mainly in the sample ‘A’ and sample ‘C’. Scratches, cracks, coal penetration, plastic deformation and material overlapping have been observed in the samples through SEM images. Severe cracks along with the penetration of coal/rock material have been reported in sample ‘C’ at a lower magnification of 700× (Fig. 15). The steel body is relatively soft and theoretically it is assumed that it will not come into contact with coal/rock during excavation. Due to uneven structure of the coal mass, some parts of the body get deformed. It also happens due to the removal of the CC tip. In the absence of the CC tip, the tool body bears the overall impact and gets deformed. Scratch formation and plastic deformation can be observed in the sample ‘A’. The tools undergo a large temperature variation during cutting. Softening of tool material is resulted by generation of high heat. Meanwhile, the tools come into contact with some hard particles and get scratches, which further leads to plastic deformation. Overlapping of tool materials has been observed in sample ‘A’, which is caused by plastic deformation. All types of wearing mechanisms have been indicated in Fig. 16. Material overlapping also indicates softening of the tool body due to high heat during excavation.

a damaged conical pick and prepared sample ‘C’; b Cracks on the tool body (sample ‘C’); white arrow mark shows filled coal/rock materials into cracks

a Damaged conical pick and prepared sample ‘A’; b deformation of the tool body (sample ‘A’); white arrow is indicating the scratches; rounded rectangle part is showing the material overlapping in the influence of heat during cutting
2 Conclusion
The current study is an extension of the previous work done by the same authors. An attempt has been made to show the process of wearing in the CC tip and the steel body of the conical picks used in coal mining. Five different worn out conical picks were examined. Of these samples, two, i.e. ‘sample B’ and sample ‘D’, were taken from the previous investigation for finding out the extent of wearing. A total of seven types of wearing process were reported. They are: (a) cracking and crushing of WC grains, (b) cavity formation, (c) coal penetration, (d) corrosive degradation along with abrasion, (e) long and deep cracks, (e) heating effect and (f) body deformation.
Being extremely hard material, CC is very brittle. After being subject to repeated impact, it begins to crack. Prolonged impacts over a large area of the cracked CC result in the crushing of the WC grains. This phenomenon leads to the displacement of the crushed parts, creating a cave-like void there. Coal penetration can be treated as the most common manifestation of the wear mechanism in any coal cutting equipment. Coal particle penetration or entrenchment can be found in the binder part and also in the cracks of WC grains. Binder part degradation occurs because of the formation of a complex structure due to the mixing of cobalt, coal and rock materials in the presence of heat and water. Wearing in the form of corrosive degradation can be observed clearly in the WC grains. This is caused by chemical formation. Available literature proves that the high amount of cobalt (or low amount of WC) is the cause of high degree of corrosion in WC–Co. A long and deep crack formation can also be observed in the CC surface. Such cracks are filled with coal and rock materials. These types of cracks may become responsible for the disintegration of CC parts. Most importantly, the heat effect on the conical picks can be observed through the microstructure of their materials. Picks undergo a high temperature variation during coal cutting by a continuous miner machine. Although it is difficult to measure the exact level of heat generated, an indication could be found in the course of this study. The melting and flowing of brazing (copper–zinc based) over the CC part proves that the temperature might be raised to more than 450 °C. The EDS has established the presence of Cu, Zn, coal/rock materials and cobalt in the melted portion.
From the present study, one could conclude that the wear mechanisms of the coal cutting tools cannot be categorized under one single domain. It depends upon a careful investigation and the skill of researcher to find out further details and to characterize them properly. This ongoing exercise is important to develop better quality of products, which could resist the deformation of the constituent materials under various working conditions.
Abbreviations
- W:
-
Tungsten
- C:
-
Carbon
- WC:
-
Tungsten carbide
- O:
-
Oxygen
- N:
-
Nitrogen
- H:
-
Hydrogen
- Ca:
-
Calcium
- Cr:
-
Chromium
- Co:
-
Cobalt
- Ni:
-
Nickel
- Si:
-
Silicon
- S:
-
Sulphur
- Mn:
-
Manganese
- Fe:
-
Iron
- Cu:
-
Copper
- Zn:
-
Zinc
References
Aylward G, Friendly T (1994) SI chemical data, ed. P. Storer. John Wiley & Sons, Sydney
Beste U, Jacobson S (2008) A new view of the deterioration and wear of WC/Co cemented carbide rock drill buttons. Wear 264:1129–1141. doi:10.1016/j.wear.2007.01.030
Beste U, Hartzell T, Engqvist H, Axen N (2001) Surface damage on cemented carbide rock drill buttons. Wear 249:324–329. doi:10.1016/S0043-1648(01)00553-1
Bilgin N, Demircin MA, Copur H, Balci C, Tuncdemir H, Akcin N (2006) Dominant rock properties affecting the performance of conical picks and the comparison of some experimental and theoretical results. Int J Rock Mech Min Sci 43:139–156. doi:10.1016/j.ijrmms.2005.04.009
Bilgin N, Copur H, Balci C (2013) Mechanical excavation in mining and civil industries. CRC Press, Boca Raton, pp 103–123
Brookes KJA (1992) Hardmetals and Other Hard Materials. International Carbide Data, California
Brookes KJA (1996) World directory and handbook of hard metals and hard materials, 6th edn. International Carbide Data, London
Daoush WM, Lee KH, Park HS, Hong SH (2009) Effect of liquid phase composition on the microstructure and properties of (W, Ti) C Cemented carbide cutting tools. Int J Refract Metal Hard Mater 27:83–89. doi:10.1016/j.ijrmhm.2008.04.003
Deng JX, Zhou JT, Zhang H, Yan P (2011) Wear mechanisms of cemented carbide tools in dry cutting of precipitation hardening semi-austenitic stainless steels. Wear 270:520–527. doi:10.1016/j.wear.2011.01.006
Dewangan S, Chattopadhyaya S, Hloch S (2014) Wear assessment of conical pick used in coal cutting operation. Rock Mech Rock Eng. doi:10.1007/s00603-014-0680-z
Exner HE (1979) Physical and chemical nature of cemented carbides. Int Mater Rev 24:149–173. doi:10.1179/imtr.1979.24.1.149
Fish BG, Guppy GA, Ruden JT (1959) Abrasive wear effects in rotary rock drilling. Trans Inst Mining Met 63:357–383
Hochstrasser (-Kurz) S, Mueller Y, Latkoczy C, Virtanen S, Schmutz P (2007) Analytical characterization of the corrosion mechanisms of WC–Co by electrochemical methods and inductively coupled plasma mass spectroscopy. Corros Sci 49:2002–2020. doi:10.1016/j.corsci.2006.08.022
Human AM, Exner HE (1997) The relationship between electrochemical behaviour and In-Service corrosion of WC based cemented carbides. Int J Refract Metal Hard Mater 15:65–71. doi:10.1016/S0263-4368(96)00014-5
Hurt KG, Evans I (1981) Point attack tools: an evaluation of function and use for rock cutting. Inst Mining Eng 140:673–675
Jia K, Fischer TE (1996) Abrasion resistance of nanostructured and conventional cemented carbides. Wear 200:206–214. doi:10.1016/S0043-1648(96)07277-8
Kagnaya T, Boher C, Lambert L, Lazard M, Cutard T (2009) Wear mechanisms of WC-Co cutting tools from high-speed tribological tests. Wear 267:890–897. doi:10.1016/j.wear.2008.12.035
Kenny P, Johnson SN (1976) The effect of wear on the performance of mineral-cutting tools. Colliery Guardian 224:246–251
Khair AW (2001) Research and innovations for continuous miner’s cutting head for efficient cutting process of rock/coal. Department of Mining Engineering, West Virginia University, Morgantown, U.S.A. 17* International Mining Congress and Exhibition of Turkey- IMCET2001
Kindermann P, Schlund P, Sockel HG, Herr M, Heinrich W, Gorting K, Schleinkofer U (1999) High-temperature fatigue of cemented carbides under cyclic loads. Int J Refract Metal Hard Mater 17:55–68. doi:10.1016/S0263-4368(99)00014-1
King RB (1994) Encyclopedia of inorganic chemistry, vol 2. Wiley, Chichester
Lagerquist M (1975) A study of the thermal fatigue crack propagation in WC–Co cemented carbide. Powder Met 18:71–88. doi:10.1179/pom.1975.18.35.006
Larsen-basse J (1985) Binder extrusion in sliding wear of WC–Co alloys. Wear 105:247–256. doi:10.1016/0043-1648(85)90071-7
Lee HC, Gurland J (1978) Hardness and deformation of cemented tungsten carbide. Mater Sci Eng 33:125–133. doi:10.1016/0025-5416(78)90163-5
MacGregor IM, Baker RH, Luyckx SB (1990) A comparison between the wear of continuous miner button picks and the wear of pointed picks used in South African Collieries. Mining Sci Technol 11:213–222. doi:10.1016/0167-9031(90)90423-P
Mary D, Gonseth DR (1993) A new look at carbide tool life. Wear 165:9–17. doi:10.1016/0043-1648(93)90366-T
Miller MH, Sikarskie DL (1968) On the penetration of rock by three-dimensional indentors. Int J Rock Mech Mining Sci Geomech Abstract 5:375–398. doi:10.1016/0148-9062(68)90043-0
Milman YuV, Chugunova S, Goncharuck V (1997) Low and high temperature hardness of WC-6 wt% Co alloys. Int J Refract Metal Hard Mater 15:97–101. doi:10.1016/S0263-4368(97)81231-0
Pirso J, Letunovits S, Viljus M (2004) Friction and wear behaviour of cemented carbides. Wear 257:257–265. doi:10.1016/j.wear.2003.12.014
Plis MN, Wingquist CF, Roepke WW (1988) Preliminary evaluation of the relationship of bit wear to cutting distance, forces and dust using selected commercial and experimental coal and rock cutting tools. Bureau of Mines, Michigan
Rajput RK (2007) A text book of manufacturing technology: manufacturing processes, Firewall Media, p 407
Tomlinson WJ, Linzell CR (1988) Anodic polarization and corrosion of cemented carbides with cobalt and nickel binders. J Mater Sci 23:914–918. doi:10.1007/BF01153988
Tulhoff H (2000) Carbides. Metal like carbides of industrial importance. Ullmann’s encyclopedia of industrial chemistry. Wiley, VHC. doi:10.1002/14356007.a05_061
Voorhies JD (1972) Electrochemical and chemical corrosion of tungsten carbide (WC). J Electrochem Soc 119:219–222. doi:10.1149/1.2404164
Wood GA (1970) Quality control in the hard-metal industry. Powder metallurgy 13:338–365. doi:10.1179/pom.1970.13.26.015
Yilmaz NG, Yurdakul M, Goktan RM (2007) Prediction of radial bit cutting force in high-strength rocks using multiple linear regression analysis. Int J Rock Mech Min Sci 44:962–970. doi:10.1016/j.ijrmms.2007.02.005
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dewangan, S., Chattopadhyaya, S. Characterization of Wear Mechanisms in Distorted Conical Picks After Coal Cutting. Rock Mech Rock Eng 49, 225–242 (2016). https://doi.org/10.1007/s00603-015-0726-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-015-0726-x