
Abstract
Conical pick is a widely used tool for cutting coal in mines. It has a cemented carbide tip inserted in a steel body. Cemented carbide has been in use for many years for coal/rock cutting because it has the optimum combination of hardness, toughness and resistance against abrasive wear. As coal/rock is a heterogeneous substance, the cutting tool has to undergo various obstructions at the time of excavation that cause the tool to wear out. The cracks and fractures developing in the cemented carbide limit the life of the tool. For a long time, different wear mechanisms have been studied to develop improved grades of cemented carbide with high wear resistance properties. The research is still continuing. Moreover, due to the highly unpredictable nature of coal/rock, it is not easy to understand the wear mechanisms. In the present work, an attempt has been made to understand the wear mechanisms in four conical picks, which were used in a continuous miner machine for underground mining of coal. The wearing pattern of the conical pick indicates damage in its cemented carbide tip as well as the steel body. The worn out parts of the tools have been critically examined using scanning electron microscopy (SEM) and energy dispersive X-ray (EDX) point analysis. Mainly four types of wear mechanisms, namely, coal/rock intermixing, plastic deformation, rock channel formation and crushing and cracking, have been detected. The presence of coal/rock material and their respective concentrations in the selected area of worn out surface were observed using the spectra generated by EDX analysis.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
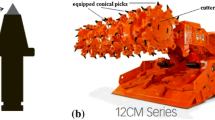
Coal is one of the most important sources of energy all over the world. Besides the power industry, it is also the base of essential fuel for steel and cement plants as well as in many other industries. For fulfilling the huge demand for coal, the most appropriate machineries and techniques are required to excavate massive amount of coal. The mechanical excavators, such as, continuous miner, road header, shearers are widely used for coal/rock mining. The selection of excavator and the related tools affect the production rate to a great extent. Tools may be of different shapes, such as, conical pick, radial pick, buttons shaped, etc. Conical pick is found to have advantages over the other tools. It has been found that when a conical pick is in use, the depth of cut increases while the need for specific energy decreases (Bilgin et al. 2006). The shape of conical pick remains sharp due to symmetrical wearing process during cutting (Khair 2001). Conical tool provides better efficiency as it requires the lowest specific energy for penetration (Miller and Sikarskie 1968). It also has a longer life than radial bits (Yilmaz et al. 2007). Highly productive mechanical excavators, such as, continuous miner and long wall shearers are fitted with conical picks. The tip of the pick is made of cemented carbide which is inserted in a steel body. Brazing is done between the tip and steel body. The cemented carbide has unique combination of hardness, strength and wear resistance. Hence, it has been in use for many years to make the abrasive part of tools. The failure and breakage of the CC materials limit the sustainability of tools. Different composition and properties of coal/rock result in different types of wear mechanisms. Although few literatures are available which analyse the wear mechanisms of conical pick, it can be assumed that under the same working condition, cemented carbide would wear out in a similar manner by the use of any coal cutting equipment. Many researchers have investigated various wear mechanisms in the cemented carbide surface of the drill bits. However, they believe that there has to be further studies (Beste and Jacobson 2008; Olovsjo et al. 2013). Further research is also necessary for developing cemented carbide of different grades with high wear resistance properties and high efficiency in coal/rock cutting. Functionally graded cemented carbide and cobalt free cemented carbide have certain enhanced properties. The present paper deals with investigations of different wear mechanisms in conical tip as well as body material of pick that take place due to underground coal mining. Rock material, which may be little or huge in quantity, is always present in coal mine along with coals. These rock materials are the main cause for the deteriorating condition of the tools. A conical pick and a schematic diagram of cutting action of continuous miner machine are given in following Fig. 1a, b, respectively. There have to be a controlled setup and careful inspection for finding out the exact result. In this paper, worn out conical picks, used in a continuous miner machine, have been examined using scanning electron microscope (SEM) and energy dispersive X-ray analysis (EDX).

a Conical pick. b Schematic of cutting action of continuous miner machine
2 Literature Review
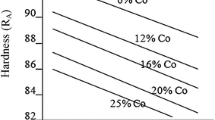
Conical pick or point attack pick is a type of drag pick. The WC–Co tip is inserted symmetrically in the tool body so that the tip can be in line with pick axis. For producing WC–Co hard metal alloy, pure tungsten powder is mixed with pure carbon at a high temperature of around 1,500 °C. The weight percentage of W and C is in ratio of 94 and 6 % respectively (Rajput 2007). Grains of the new product, i.e., tungsten carbide, are mixed with a small quantity of cobalt. This homogeneous mixture is compressed at a very high pressure from 100 to 420 MN/m2 to get the required shapes. These particular shapes are then sintered under vacuum at a temperature of around 1,435 °C so that the porosity of the structure can be minimized (Rajput 2007; Bilgin et al. 2013). The presence of WC grains provides hardness, strength and wear resistance to cemented carbide, whereas binder phase Co/Ni is responsible for the toughness and ductility of such a hard metal alloy (Mukhopadhyay and Basu 2011; Upadhyaya 2001). The tribological, mechanical and thermal properties of the WC cemented carbide substantially depend on its composition and the WC particle size (Dixon et al. 1985; Pirso et al. 2004).It has been concluded that fine external grains cause greater hardness and high wear resistance (Milman et al. 1999).For enhancing the fracture toughness (Deng et al. 2001) and shock resistance (Bilgin et al. 2013), increment in granule size is necessary. It has been explained that as the binder content of cemented carbide increases, the bulk hardness decreases and sliding wear rate increases (Pirso et al. 2004). A large amount of cobalt content could separate the carbide grains. For high abrasion resistance, 4–10 % of cobalt is mixed with fine grained carbide. Moreover, the carbon content, which is theoretically present in proportion of 6.17 % in pure tungsten carbide, can play an important role in the cemented carbide properties. The incoming of carbon during the sintering process can reduce the rupture resistance property. Porosity affects the wearing process in cemented carbide. It has been examined at the magnification of 200 (Bilgin et al. 2013). Porosity is one of the most important factors, which negatively affects the quality of the tungsten carbide. Transverse rupture strength and tool durability can be increased in the alloy by reducing the porosity (Wood 1970). As the binder metal content increases, porosity decreases (Daoush et al. 2009).
Glowka and Stone (1986) highlighted the macro and microscopic failure of the WC material. At a macroscopic level, the impact shock, structural overload and thermal shock are the mode of failure, while the microscopic failure of the WC includes the abrasive wearing, which include basically abrasion, impact shock and thermal shock with or without fatigue.
The steel body is relatively soft and ductile as compared to the inserted tip. The condition of the tool body can deteriorated easily. However, ideally it is assumed that the body part will not come in contact with the rock materials. If the hardness of tool body material is increased, then the wear resistance increases but the fracture resistance decreases (Kenny and Johnson 1976). Wear resistance property significantly increases, when the tool hardness becomes 80 % of the hardness of material being cut (Yardley 1987). Total useful life of the cutting bits of continuous miner machine and longwall shearer is dependent on their wear and fracture resistance properties. These properties are dependent on the bit geometry; the physical, mechanical, and thermal properties of the bit materials; the bit mounting configuration on the drum; depth of cut; bit speed; and coal/rock properties (Plis et al. 1988).
The conical picks have self sharpening nature because of the rotation in the holder. As soon as the pick gets worn out, their performance reduces substantially. The gradual wearing of pick occurs when the WC–Co tip gets damaged and tungsten carbide grains get removed. Hurt and Evans (1981) have stated about the factors which affect the extent of wearing. These factors are rock characteristics, quartz content, the structure and concentrations of tool material and a few controllable operational parameters such as cutting speed, cut distance and drum design. High degree of friction and impact due to severe cutting conditions cause the fracture and detachment of the tip from the steel body. Abrasive wearing, micro-chipping, gross failure and thermal cracking are the common wear mechanisms which occur frequently.
Wear is the parameter that can be used for performance evaluation of coal cutting equipment. The tool life of bits is limited by their wear rate. It occurs because of relative frictional motion between rock/coal and tool. Wear of the cutting tools is one of the most important process parameters for evaluating the economy of process and efficiency of the operation (Maidl et al. 2008).In general, wear could be defined as the undesirable and continuous loss of the material from a solid surface due to mechanical interactions such as, contact and relative motion between two bodies (Zum Gahr 1987). The wear and frictional properties of a material are behavioural parameters which are associated with the operational conditions. The damage can be defined as a combination of continuous wear of WC/Co and crack formation (Stolarski 2000).
Kenny and Johnson (1976) have explained the phenomenon of wear flat generation due to the abrasive action between the flank/clearance surface of tool and rock material (Fig. 2). This process makes the clearance surface smooth and parallel to the cutting direction. The wear flat changes the shape of tools. Sometimes greater rubbing action results in an inclination to the flat surface. This inclination is in the opposite direction of cutting. This phenomenon is undesirable because it enhances the force value. It can be reduced by providing clearance angle to the tool tip.

Formation of wear flat on the clearance surface (Kenny and Johnson 1976)
Researchers have also carried out calculations regarding tool wear. Mishnaevsky (1995) has discussed about the tool wearing due of fatigue of grains which are present on the surface of contact. The formula for wearing of the tool on the basis of fatigue is presented as:
y is the average thickness of worn out layers over the contact surface of tool divided by the friction (cutting) distance. N g is the number of hard grains of the rock per unit length, Q f is contact area, T and T O are the temperature of contact area and temperature of room respectively, n p is average number of the particles per unit of contact area, E a is the activation energy, k b is the Boltzmann constant, σ wc is the stress of WC particles, σ c is the stress at surface contact.
Empirical analysis of wear flat area to modify the penetration law has been done by a few researchers. The relation for wear dependent penetration stiffness k(δ) is given by (Chiaia et al. 2013):
where, k 0 is initial penetration stiffness, A w is wear flat area, C 1 and C 2 are constant, A w,max is the maximum asymptotic value of wear flat area and δ is function of advancement. According to Eq. (2), the relation between k and δ is given in Fig. 3.

Dependence of penetration stiffness k on the formation of wear flat area in drilling (Chiaia et al. 2013)
3 Experimental Work
Four worn out conical picks were taken for analysis of the wearing process. The tools were used for coal cutting in an underground mine using a continuous miner machine. The grade of coal was G4. In this grade, usually very little amount of rock materials can be found, and, hence, smooth cutting can be possible. It is difficult to properly explain what type of rock material is mixed with coal because the amount of rock is very insignificant. The presence of rock materials was established by EDX spectrographs. The condition of the picks deteriorated because the drum of continuous miner machine was rotated at a speed of 54 rpm. The continuous cutting of coal at the bit tip speed of approximately 190 m/min caused high impacts and friction on the tip and the body of tools. The picks were oriented at 50° bit attack angle on the drum so as to increase the speed of coal removal.
The pictures of worn out tools, namely, tool ‘A’, tool ‘B’, tool ‘C’ and tool ‘D’, are shown in Fig. 4a, b, c, d respectively. Tool ‘A’ is extremely distorted and it has lost its WC–Co tip completely. The steel body is also severely affected. Tool ‘B’ is also severely damaged because the body is plastically deformed. The WC–Co part is available but cone shape is damaged due to plastic deformation. In the tool ‘C’, the shape of body is deformed but not crushed. A small amount of cemented carbide is present in the tip portion. Tool ‘D’ is comparatively less worn out because it was used for very small duration. It has retained its conical tip and brazing part is also intact like a new tool. The samples from all the worn out tools were cut in appropriate size so that it could be properly fitted into the work-piece stand of the SEM instrument. The SEM analysis has to be done with utmost care.

Worn out conical picks
4 Observations
The upper part of the above four worn out tools was cut off so as to focus on this particular part during observation through SEM. WC–Co tip removal, coal interruption, scratches, plastic deformation and crushing were the common wearing phenomena which could be seen through naked eyes in first three samples. Sample ‘D’ was looking fresh and new because its conical tip and brazing were not affected, although it had undergone micro-structural wear. The severity of wear mechanisms could be identified through critical examination. All the samples, which were ready for critical examination, are shown in Fig. 5.

Worn out tool samples
4.1 Investigation of Tool Deterioration Mechanism
Using SEM images, the following mechanisms of deterioration could be observed in four samples:
-
1.
Coal/rock intermixing
-
2.
Plastic deformation
-
3.
Rock channel formation
-
4.
Crushing and cracking
1. Coal/rock Intermixing This is the process by which coal/rock particles enter into the tool material during excavation. Since the drum of continuous miner machine was rotating at 54 rpm, hence, conical picks were continuously hit by coal/rock with high impacts. This phenomenon resulted in some sharp edges of coal/rock entering into the tool materials, i.e., steel body and in between the WC–Co structure. The temperature and pressure variation during excavation in underground mines are the key factor in this process. Coal/rock particle interruption could be seen significantly in the tools. Since tool ‘A’ lost its conical tip and brazing part completely, coal intermixing process could be observed in the body part. Coal material hit the tool body, thereby forming a little hole and resting in it. Further impacts due to rotating roller caused coal material getting embedded into that place. In sample ‘A’, coal intermixed zone is looking like smoky structure which is shown in Fig. 6. It indicates that a large amount of coal with some rock materials entered into the tool body. Rock cover formation, due to which a part of the tool body is hidden, was also observed (Fig. 7).

Coal intermixed zones in sample ‘A’

Rock cover formation on sample ‘A’
Coal intermixing was not observed in the steel body of sample ‘B’, ‘C’ and ‘D’. The cemented carbide part of sample ‘B’ and sample ‘D’ was entrapped by coal material. It was observed that coal and rock particles entered into WC–Co structure and got implanted in the binder content (cobalt). For sample ‘B’, this was significantly higher (Fig. 8) than that of sample ‘D’ (Fig. 9).The area indicated by white circle shows coal/rock particles lodged between WC grains which led to further degradation of binder content. Complex structures could be observed due to mixing of coal, rock and binder material in a condition of temperature variation and humidity.

Coal/rock intermixing into the WC–Co structure in sample ‘B’ (white circle); arrow indicates WC grain

Coal/rock intermixing into the WC–Co in case of tool sample ‘D’
2. Plastic Deformation The tools went through high impact due to hammering action of coal during excavation which further generated high friction and high temperature. Continuous impacting in high temperature made the tool softer. The hard rocks, present in between coal mass, made abrasive effect on tool leading to further plastic deformation. Such deformation in the tool body could be easily identified. It was in the form of a passage, which had an extent of length and depth, generated by sharp rocks. The plastically deformed zone in the tool body of sample ‘A’ is shown in Fig. 10. Some embedded coal/rock material could also be seen in the deformed passage. In case of sample ‘B’ and sample ‘C’, no such plastic deformation could be observed microscopically. For sample ‘D’, the plastic deformation in the body was negligible, although small amount of scratches was seen (Fig. 11).

Plastic deformation of tool body creating passage; coal/rock particle entered in the passage (indicated by white arrow)

Negligible plastic deformation in case of sample ‘D’; some scratches are present
3. Rock Channel Formation Sometimes rock materials pass through the tool material forming a channel. The randomly made structure of the channels might be straight or dendrite-like. The width of the channel may vary according to width and condition of the passing rocks. The plastic deformation of the tool causes the channel formation, allowing the rock to easily make a passage through the tool material. The rock channels in the tool body of sample ‘A’ are indicated in Fig. 12. Side arrow indicates the straight rock channel and upward arrow indicates the dendrite-like structure. In rest of the tool samples, no such rock channels were found.

Rock channel formation in tool body material (indicated by arrow sign)
4. Crushing and Cracking The cracks may generate when the tool moves over harder rock. The cutter motor is rotated at 170 kW power. During this process of coal cutting, a large magnitude of force is imposed on tool. The sudden shocks are the cause of several cracks. Further impacts on the same cracks crush that particular part of the tool and detach it. It is the crushing, which triggers the detachment of the cracked part, making the original place empty. Crushing of the body part of sample ‘A’ is presented in Fig. 13.

Crushing of tool body (sample ‘A’)
Cracks on the small WC–Co surface of sample ‘C’ were observed at lower magnification of 267× (Fig. 14). There were a large number of cracks in the transition of WC–Co and steel body. Sometimes, severe cracks in the joint of the carbide and the steel body caused the tip detachment under the influence of heavy shocks.

Cracks on the surface of cemented carbide when observed at low magnification (sample ‘C’)
Cracking of the WC grains was also observed in sample ‘D’ (Fig. 15). These cracks enlarge due to continuous impacts. The large cracks on grains allow coal/rock particles to enter inside them. This phenomenon is similar to the one presented by Beste and Jacobson (2008) with reference to cemented carbide drill buttons used to drill quartzite. They described it as “WC grain scale crack formation”.

Cracking of WC grains in sample ‘D’
EDX Point Analysis The EDX analysis was carried out to find out the material composition of a selected point or area. EDX analysis of the worn out part revealed complex compositions of a number of elements. Among these elements, carbon (C), iron (Fe), oxygen (O) and silicon (Si) were in large concentration. As the tools were used in coal cutting operation, carbon particles were found in highest concentration. A very small concentration of calcium, magnesium, potassium and aluminium was also present in some deformed areas, which indicated intermixing of earth rock.
An area with a large concentration of coal was selected for observation. It was observed that at different points, the composition of the materials and their percentage were varying. As indicated in spectrum 5, oxygen, carbon, calcium and silicon were in excess quantity, indicating the rock and coal proportions; whereas in spectrum 9, carbon and potassium could be found in excess quantity. Oxygen content reduced at a later point (Fig. 16). Spectrum 6 was the point selected in the tool body which had large contents of Fe, C and O while the presence of other elements was negligible (Fig. 17).

Coal interrupted zones; EDX (energy dispersive X-ray) for two different points (spectrum 5 and spectrum 9) shows variation in materials composition

Material composition on worn out body part
The SEM images, which are provided in Fig. 18, were taken from that part of the worn out pick where the conical tip was completely distorted and removed. Although the WC–Co tip was completely removed during the cutting of coal, spectrograph is showing some amount of Co and W. The above images show dark and white zones. In spectrum 4, oxygen is the only major content that indicates the rock availability (white zone) whereas spectrum 5 indicates concentration of many minerals and oxygen that proves intermixing of coal and rock particles (dark zone) in a large quantity.

Energy dispersive spectrograph of removed conical tip zone
5 Conclusion
Conical pick is one of the most effective equipment for coal mining. Factors such as, highly heterogeneous composition of coal, characters of the materials used in the manufacturing of the cutting tools and different techniques of coal mining are responsible for wearing of the conical picks. The present investigation attempted a critical assessment of four worn out conical picks using SEM and EDX analysis so as to understand the wear mechanisms. It was observed that the condition of all the picks deteriorated after being used for underground coal mining through a continuous miner machine. In the worn out conical picks, both the parts, i.e.,WC–Co tip and steel body, became distorted. The temperature and pressure variation in underground mines were found to hasten the wearing process. High humidity also affected the condition of the cutting tools. A careful inspection by SEM identified mainly four factors responsible for the deterioration of the equipment. These factors are coal/rock intermixing, plastic deformation, rock channel formation and crushing and cracking. Besides focussing on the distorted steel body, the WC–Co part was also examined. Incidence of significant intermixing of coal was detected in the tip and the steel body of the conical pick. The heat generated by friction and the simultaneous hitting of the coal/rock led to the plastic deformation and formation of rock channels in the tool body. The cracking and crushing were found to be the two main wear mechanisms which are primary responsible for breakdown of the tools. Incidence of crushing was detected in both the parts, i.e., tip and body.
The EDX point analysis was used to find out the composition of the intermixed material in the worn out tools. The mine, from where these tools had been collected, contains G4 grade of coals, which are known for good quality and have less amount of rock materials. The spectrographs of the point selected on worn out parts of the tools showed carbon and oxygen in excess amount. Besides this, different minerals, such as, potassium, calcium, iron and cobalt were also present at varying concentrations at different parts of the tools. Other elements like Mg, Na, Si, Cl, Al and W were also present in very small amount. Carbon content established the presence of coal material whereas O, K, Fe, Mg, Ca, Al, Si and Na indicated the presence of rock materials. The present study concluded that all these elements got mixed together in a condition of humidity leading to the formation of a complex structure.
References
Beste U, Jacobson S (2008) A new view of the deterioration and wear of WC/Co cemented carbide rock drill buttons. Wear 264:1129–1141
Bilgin N, Demircin MA, Copur H, Balci C, Tuncdemir H, Akcin N (2006) Dominant rock properties affecting the performance of conical picks and the comparison of some experimental and theoretical results. Int J Rock Mech Min Sci 43:139–156. doi:10.1016/j.ijrmms.2005.04.009
Bilgin N, Copur H, Balci C (2013) Mechanical excavation in mining and civil industries. CRC Press, Boca Raton, pp 103–123
Chiaia B, Borri-Brunetto M, Carpinteri A (2013) Mathematical modelling of the mechanics of core drilling in geomaterials. Mach Sci Technol 17:1–25. doi:10.1080/10910344.2012.747881
Daoush WM, Lee KH, Park HS, Hong SH (2009) Effect of liquid phase composition on the microstructure and properties of (W, Ti) C Cemented carbide cutting tools. Int J Refract Met Hard Mater 27:83–89
Deng X et al (2001) Mechanical properties of a hybrid cemented carbide composite. Int J Refract Met Hard Mater 19:547–552
Dixon G, Wright RN, Lee M (1985) Processes involved in the wear of cemented carbide tools. Wear 104(2):157–171
Glowka DA, Stone CM (1986) Effects of thermal and mechanical loading on PDC bit life. Drill Eng 1(3):201–214
Hurt KG, Evans I (1981) Point attack tools: an evaluation of function and use for rock cutting. Min Eng 140(234):673–675
Kenny P, Johnson SN (1976) The effect of wear on the performance of mineral-cutting tools. Colliery Guard 224(6):246–251
Khair AW (2001). Research and Innovations for Continuous Miner’s Cutting Head for Efficient Cutting process of rock/coal. Department of Mining Engineering, West Virginia University, Morgantown, USA. 17* International Mining Congress and Exhibition of Turkey- IMCET2001
Maidl B, Schmid L, Ritz W, Herrenknecht M (2008) Hard rock tunnel boring machines. Ernst & Sohn, Berlin
Miller MH, Sikarskie DL (1968) On the penetration of rock by three-dimensional indentors. Int J Rock Mech Min Sci 5:375–398
Milman YuV, Luyckx S, Northrop IT (1999) Influence of temperature, grain size and cobalt content on the hardness of WC–Co alloys. Int J Refract Met Hard Mater 17:39–44
Mishnaevsky LL (1995) Mathematical modeling of wear of cemented carbide tools in cutting brittle materials. Int J Mach Tools Manuf 35:717–724
Mukhopadhyay A, Basu B (2011) Recent developments on WC-based bulk composites. J Mater Sci 46:571–589
Olovsjo S, Johanson R, Falsafi F, Bexell U, Olsson M (2013) Surface failure and wear of cemented carbide rock drill buttons—the importance of sample preparation and optimized microscopy settings. Wear 302:1546–1554
Pirso J, Letunovits S, Viljus M (2004) Friction and wear behaviour of cemented carbides. Wear 257:257–265
Plis MN, Wingquist CF, Roepke WW (1988) Preliminary evaluation of the relationship of bit wear to cutting distance, forces and dust using selected commercial and experimental coal and rock cutting tools. USBM, RI-9193
Rajput RK (2007) A text book of Manufacturing technology: (Manufacturing processes), Firewall Media, (page-407)
Stolarski TA (2000) Tribology in machine design. Butterworth-Heinemann, Oxford
Upadhyaya GS (2001) Materials science of cemented carbides—an overview. Mater Des 22:483–489
Wood GA (1970) Quality control in the hard metal industry. Powder Metall 13:338–368
Yardley ED (1987) Wear resistant materials. Colliery Guardian 235(1):8–16
Yilmaz NG, Yurdakul M, Goktan RM (2007) Prediction of radial bit cutting force in high-strength rocks using multiple linear regression analysis. Int J Rock Mech Min Sci 44:962–970. doi:10.1016/j.ijrmms.2007.02.005
Zum Gahr KH (1987) Microstructure and wear of materials. Elsevier, Amsterdam
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Dewangan, S., Chattopadhyaya, S. & Hloch, S. Wear Assessment of Conical Pick used in Coal Cutting Operation. Rock Mech Rock Eng 48, 2129–2139 (2015). https://doi.org/10.1007/s00603-014-0680-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00603-014-0680-z