
Abstract
Polydimethylsiloxane (PDMS) is a polymer that is both elastic and cost-effective, making it an ideal material for replication molds when creating delicate microstructures. Its surface microstructure is durable, and the replication process is straightforward and fast. However, as the mold is soft, no extensive research has been conducted to prove it is suitable for rolling embossing. Moreover, PDMS is an insulator with high thermal resistance, making it difficult to heat uniformly for embossing. Typically, external heat sources are used to heat PDMS molds indirectly. We developed a double-sided mold with magnetic powder embedded inside PDMS to overcome these challenges and increase hardness and heating efficiency. Our study addresses the air-gap issue when roller embossing convex microlens arrays on polymethylmethacrylate (PMMA) polymer. Ultimately, this research also realized a double-sided PDMS mold for simultaneous double-sided embossing of two pieces of PMMA convex and concave microlens arrays on a roller, improving the microstructure's replication fidelity.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Hot embossing microlens arrays on polymers have become increasingly popular for commercial applications in various fields, such as optical switching, biomedicine, laser beam collimators, and charge-coupled device arrays (CCD). As a result, hot embossing molds have been widely developed from various materials, including mold steel, nickel metal, silicon wafers, and PDMS. However, each material has its advantages and disadvantages. When mold steel is applied to a hot embossing mold, mold steel requires precision micro- and nano-feature fabrication, which is time-consuming and expensive (Kuo and Wang 2014). Silicon molds have the advantage of higher surface quality. The disadvantage is that the silicon wafer is fragile and unsuitable for rolling embossing, and the manufacturing process is complex, requiring multiple optical developments and etching steps (Nilsson et al. 2003). Nickel metal molds have the advantage of high strength. However, complex processes are required, including photolithography, electrochemical plating, and LIGA molding techniques (Kim et al. 2013; Hoffmann et al. 2008). Although nickel metal molds are suitable for roller embossing, their high manufacturing costs and cumbersome processes make them less desirable.
While nickel metal molds are expensive and time-consuming to produce, PDMS can be fabricated at a low cost and in a short amount of time (Miranda et al. 2022). PDMS has better replication capabilities and can entirely and directly replicate the featured dimensions of microstructures. The casting process is relatively simple and accurate, and the resulting mold is easy to demold. However, PDMS's soft texture makes it prone to deformation under high embossing pressure. At present, PDMS embossing methods are limited to plate-to-plate (P2P) (Narasimhan and Papautsky 2004; Goral et al. 2010; Liu et al. 2014) or gas-assisted embossing with lower pressures (Chang and Yang 2003, 2005; Chang et al. 2005). The hardness of PDMS can be increased up to 32% by changing the PDMS AB agent's mixing ratio from 10:1 to 5:1 (Kim et al. 2002). Increased curing agent content makes the PDMS mold thermally stable at temperatures up to 300 °C, enabling hot embossing operations at higher temperatures. Hsu et al. (2022, 2023) added ferromagnetic metal powder inside PDMS, increasing its hardness by 2.29 times and reaching the pressure required for roller embossing. Additionally, Hsu's method generates internal heat through induction heating, reducing heat loss caused by external heat source conduction. Adding magnetic powder also improves PDMS's high thermal resistance shortcomings by making the temperature distribution on the mold's surface more uniform.
Electroplated metal molds have traditionally been used in roller embossing as they can withstand high local pressures without deformation (Yeo et al. 2009; Velten et al. 2011). However, preliminary studies have shown that achieving good replication fidelity of convex microlens arrays using metal molds is challenging. The reason is that PMMA can only partially fill the microcavities of microlens arrays through rolling pressure, capillary action, and surface tension of the PMMA (Jiang et al. 2007; Moore et al. 2016). Air gaps rapidly form at high temperatures, hindering the extrusion of PMMA into the microcavities of microlens arrays (Heyderman et al. 2000). Nevertheless, Yang and Hu proposed a new rolling process for fabricating microlens arrays using soft PDMS molds. They tackled the issue of the soft mold by curing the microlens array pattern with UV radiation heating instead of direct hard roller embossing (Yang et al. 2008; Chang et al. 2007; Hu et al. 2011).
In this study, we developed a novel double-sided PDMS composite mold that contains magnetic powder to enable induction heating. Compared to a traditional Ni metal mold, the double-sided PDMS composite mold heats up faster, reaching 28.3% of the Ni mold's heating rate under the same induction conditions. By embedding magnetic particles into the PDMS mold, we enhanced its hardness and strength, improving rolling performance without causing deformation. The double-sided design of the PDMS composite mold allowed for a double-sided rolling process while maintaining the accuracy of the microlens array pattern transfer. This innovative PDMS composite mold also successfully created high-quality rolled convex microlens arrays with satisfactory replication rates.
2 Fabrication procedures
2.1 Fabrication of double-sided PDMS composite mold
We design and fabricate a double-sided PDMS composite mold by blending 5:1 PDMS with two magnetic particles. The first particle, an ultrafine nickel powder measuring 3.5 μm in size (T123, Vale S.A., BR), was added to enhance the mold's hardness. The second particle, a larger 380 μm Ni/Co alloy powder, was included to improve the efficiency and temperature of the induction heating process. Figure 1 provides fabrication of the various steps in creating these double-sided PDMS composite molds.

Steps for casting a double-sided mold with dual magnetic particles embedded in PDMS
We selected the PDMS material from Sylgard 184 Silicone Elastomer Kit (Dow Corning, USA). The dual magnetic powder we employed consisted of Vale T123 ultra-fine nickel powder, with a particle size of about 3.5 μm and a purity of 99.8%, and Ni/Co alloy powder comprising 75% Ni and 25% Co with a particle size of approximately 380 μm. We mixed the two types of magnetic particles (70 wt% Ni-PDMS and 70 wt% Ni/Co-PDMS) with a 5:1 PDMS AB agent to make the composite, forming a dual magnetic colloidal solution to achieve the optimal hardness and heating efficiency. We thoroughly stirred the mixture for about 5 min to ensure an even distribution of the magnetic particles within the PDMS.
Next, we placed the mixture into an airtight container and used a pump to vacuum out any air bubbles generated during stirring. This process took about 10 min to remove all bubbles entirely from the colloidal solution, ensuring no impact on the casting accuracy. We then poured the degassed mixture into the acrylic baffles of a double-layer nickel metal mold, resulting in a PDMS composite with dimensions of 60 mm × 60 mm × 1.5 mm. After sealing the acrylic barrier, we allowed the composite to cure for 24 h at room temperature, followed by baking in an oven at 85 °C for 24–72 h to harden the PDMS surface from 24 h Shore-A 83HA to 72 h 87HA. From 83 to 87HA, this hardness range can meet our roller embossing requirements.
The hardening process aims to enhance the rigidity and hardness of the double-sided mold while improving the thermomechanical properties of the PDMS composite, thereby making the rolling process more viable. Following the hardening of the PDMS composite double-sided mold, we proceeded to de-mold it, completing the fabrication of the double-sided PDMS composite mold. In Fig. 2a, two nickel metal molds can be seen within vertical acrylic baffles. In contrast, Fig. 2b illustrates pouring the mixed colloidal solution of Ni, Ni/Co, and PDMS into the acrylic baffles after vacuum degassing, resulting in a double-sided mold embedded with dual magnetic particles in PDMS (DMP-PDMS).

Double-sided DMP-PDMS composite mold fabrication
2.2 Induction heating facility
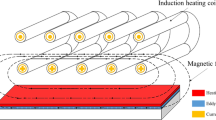
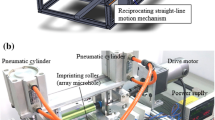
Figure 3 illustrates the mobile platform induction system designed in this study, which comprises an induction heating device, coils, an aluminum platform, pneumatic cylinders, a roller, and a thermocouple system for temperature measurement of the double-sided DMP-PDMS mold. As demonstrated in Fig. 4, mica, silicone sheet, PMMA, double-sided DMP-PDMS mold, PMMA, and silicone sheet are arranged sequentially on the platform. The non-magnetic aluminum platform helps prevent interference and energy loss caused by induction heating. The platform automatically moves to the correct position below the coil at a 164 mm/min feed rate for induction heating during embossing. An 80 kHz induction heating system heats the double-sided DMP-PDMS mold for 60 s until the PMMA reaches its Tg, the transition temperature, and is ready for roller embossing. Pneumatic cylinders adjust the roller pressure, and a water-cooling stage after rolling improves efficiency, reduces cooling time, and facilitates rapid demolding at room temperature.

The mobile platform with an induction heating system

Platform design
2.3 Platform design with concentrators
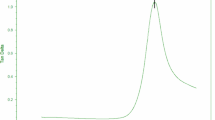
Induction heating of magnetic particles embedded in PDMS generates internal heat, reducing induction heating time, enhancing heating efficiency, and minimizing heat loss. Figure 4 illustrates the platform and magnetic flux concentrator setup used for double-sided embossing experiments. The double-sided DMP-PDMS mold is sandwiched between two layers of PMMA polymer, and a roller simultaneously embosses two types of microlens arrays. The experiment utilizes magnetic flux concentrators to adjust the heating rate for improved efficiency and temperature uniformity. The concentrators can enhance the magnetic field, concentrate magnetic flux and current in the heating area, increase heating power under the coil, and improve the heating efficiency and temperature of double-sided DMP-PDMS. The magnetic flux concentrators are made of nickel-zinc ferrite with high resistivity and permeability, which will not affect the experimental results during induction heating. Under the same conditions, the concentrators increase the heating rate to 3.35 °C/s, 3.2 times the heating rate without the concentrators (1.05 °C/s), as illustrated in Fig. 5. The double-sided DMP-PDMS mold can achieve temperatures exceeding the glass transition temperature Tg (105 °C) of PMMA within 60 s under 3.35 °C/s heating rate.

The heating rate is 3.35 °C /s with magnetic flux concentrators, which is 3.2 times faster than the heating rate of 1.05 °C/s without concentrators
3 Results and discussion
3.1 Temperature consistency verification
The dual magnetic particles of the double-sided DMP-PDMS mold contain 70wt% Ni-PDMS, improving PDMS's surface hardness. The Shore A hardness of DMP-PDMS reaches 87HA, 2.3 times that of traditional 10:1 PDMS 38HA. The primary objective of 70 wt% Ni/Co-PDMS is to increase the efficiency of induction heating. As a result, the DMP-PDMS double-sided mold can enhance the mold's surface hardness and heating efficiency, rendering it ideal for roller embossing induction heating.
Figure 6 shows the double-sided DMP-PDMS mold utilized in the rolling experiment, which enables two PMMA embossings to be carried out simultaneously in a single rolling. Apart from the primary parameters of temperature and embossing pressure, achieving temperature uniformity and consistency on upper and lower mold surfaces is crucial to ensure high replication fidelity during double-sided embossing.

The double-sided DMP-PDMS mold can simultaneously produce two PMMA embossings with a single rolling, namely convex and concave microlenses
In order to achieve precise replication during embossing, it is crucial to maintain consistent heating on both sides of the double-sided mold. Figure 7 depicts the measurement of the heating and cooling curves at the central points of both mold surfaces during induction heating to confirm the uniform distribution of dual magnetic particles within the PDMS. It affirms double-sided DMP-PDMS mold temperature is evenly transmitted during induction, even if the upper surface is nearer to the coil. The upper and lower surfaces of the double-sided mold exhibit similar heating and cooling trends, with a temperature discrepancy of only 3.6 °C at the highest point.

The heating and cooling trends of the upper and lower surfaces of the mold are highly similar, with a temperature difference of only 3.6 °C at the highest point
3.2 Heating efficiency
The primary source of heat generation in double-sided DMP-PDMS is the induction heating of Ni/Co magnetic powder, which conducts heat through the Ni powder inside PDMS. We performed measurements under identical test conditions to compare the induction power and heating rate of the DMP-PDMS double-sided mold with those of the nickel mold. Figure 8 shows that the double-sided DMP-PDMS mold's heating rate increased from 1.05 °C/s (at 1.5 kW) to 3.08 °C/s (at 7.5 kW), with the heating rate varying according to the induction heating power. However, the heating rate of double-sided DMP-PDMS is not as high as direct induction heating and high thermal conductivity nickel molds. According to our experimental results, the heating rate of double-sided PDMS is about 0.3–0.7 times that of the nickel mold, and this difference becomes more significant as the induced power increases. The DMP-PDMS double-sided mold can be rapidly heated from room temperature to over 200 °C within 60 s at an induction heating power of 7.5 kW, well above the glass transition temperature (Tg) of PMMA, 105 °C.

Comparison of heating rate between nickel and DMP-PDMS mold
3.3 Roller embossing single-sided PDMS mold
Before embossing the DMP-PDMS double-sided mold with a roller, completing the single-sided microlens embossing and identifying the ideal parameter range for both concave and convex microlens arrays is crucial. The intersection of these two parameters will determine the optimal condition for double-sided DMP-PDMS mold embossing. However, rolling convex microlens arrays with nickel metal molds presents a challenge, as shown in Fig. 9. If only relying on the pressure of the roller and surface tension of PMMA are insufficient to fill the microcavities of the microlens arrays. At high temperatures, air gaps form quickly between the convex microlens nickel mold and the PMMA polymer, preventing the PMMA from being embossed into the microcavity. In contrast, embossing concave microlens arrays is relatively straightforward because air gaps do not form. Therefore, before proceeding with double-sided embossing, it is necessary to address the common replication fidelity issue of single-sided embossing of convex microlens arrays.

At high temperatures, air gaps can form when embossing the convex microlens, which may hinder the embossing of PMMA into the microcavity
PDMS is a soft mold that lacks sufficient hardness and strength, with a Shore-A hardness of only 38HA. This characteristic makes it easy to deform under high pressure, rendering it unsuitable for rolling. Typically, roller embossing requires a high-strength nickel metal mold with good flatness instead of a PDMS mold. However, this experiment employs a metal-like DMP-PDMS composite mold with a Shore-A hardness of 87HA and a heating efficiency of 3.08 °C/s to replace nickel metal mold. Experimental results show that the DMP-PDMS mold can overcome the low replication fidelity problem associated with nickel metal molds due to the following factors: (1) The DMP-PDMS mold is more elastic and flexible than a nickel mold. (2) Rolling can slightly deform the DMP-PDMS mold, allowing air to discharge from the concave hole. (3) The soft silicone film can quickly fill PMMA into the microcavity under high pressure to create a convex microlens, leading to a high replication rate of 96%. Table 1 illustrates the operating window of the convex microlens arrays based on temperature and pressure as variable factors. The optimal embossing temperature is 130 °C, and the pressure is 5–6 kgf/cm2. If the embossing pressure exceeds 7 kgf/cm2, the DMP-PDMS mold can deform due to excessive force, leading to a lower replication rate.
Embossing concave microlens arrays without air gaps is relatively straightforward by roller embossing. The optimal replication rate is achieved by using an embossing pressure of 5–6 kgf/cm2 and a temperature range of 120–130 °C, as outlined in Table 2. Lower temperatures require higher pressure. There is no air gap problem when embossing concave microlens arrays, so the optimal pressure should be below 7 kgf/cm2. In the next section, when using a DMP-PDMS double-sided mold, the optimal parameter intersection of the concave and convex microlens arrays can be used as the operating range for double-sided embossing.
3.4 Roller embossing double-sided PDMS mold
Figure 10 depicts a double-sided DMP-PDMS mold made from two nickel metal molds. The double-sided DMP-PDMS mold on an induction heating system can simultaneously emboss convex and concave PMMA microlens arrays via a roller. Based on the single-sided PDMS mold replication rate data in Tables 1 and 2, we set the intersection of these two table parameters as the optimal condition for double-sided DMP-PDMS mold embossing: the optimal pressure of the roller should be set at 5–6 kgf/cm2, and the temperature should be 120–130 °C. The average replication rate of the upper and lower PMMA microlens arrays is calculated to determine the replication rate for double-sided embossing, which is evaluated using laser scanning confocal microscopy (LSCM). Figure 11 illustrates the temperature and replication rate trends under 5–6 kgf/cm2 embossing pressure. At the higher temperature of 130 °C, we got the best average replication rate of double-sided embossing. In the future, based on the success of double-sided embossing, it can be extended to quadruple or multiple embossing to enhance the efficiency of roller embossing and expand the application of PDMS molds.

The process depicts a simple double-sided mold casting and embossing procedure. a, b Concave and convex microlens arrays of two nickel molds. c DMP-PDMS double-sided mold cast with two nickel molds. d Moving platform and roller with induction heating system for embossing. e, f Complete the embossing of two PMMA convex and concave microlens arrays through the roller system

The temperature variation vs. average replication rate trend at a static pressure of 5–6 kgf/cm2
4 Conclusion
We have designed and manufactured a double-sided mold made from PDMS embedded with magnetic particles. Incorporating magnetic particles has significantly enhanced the mold's surface hardness, induction heating efficiency, and temperature distribution uniformity. Unlike nickel metal molds that easily form air gaps at high temperatures, our DMP-PDMS mold can replicate the higher fidelity PMMA roll-embossed convex microlens arrays. During the experiment, we applied an induction heating power of 7.5 kW and a heating rate of 3.08 °C/s, enabling the double-sided DMP-PDMS mold to reach over 200 °C within 60 s. This mold can simultaneously emboss two pieces of PMMA convex and concave microlens arrays via the self-made mobile platform rolling system, with a high replication rate of 96.7%.
Data availability
Not applicable.
References
Chang J-H, Yang S-Y (2003) Gas pressurized hot embossing for transcription of micro-features. Microsyst Technol 10:76–80
Chang J-H, Yang S-Y (2005) Development of fluid-based heating and pressing systems for micro hot embossing. Microsyst Technol 11:396–403
Chang J-H, Cheng F-H, Chao C-C, Weng Y-C, Yang S-Y (2005) Direct imprinting using soft mold and gas pressure for large area and curved surfaces. J Vac Sci Technol A 23:1687
Chang C-Y, Yang S-Y, Chu M-H (2007) Rapid fabrication of ultraviolet-cured polymer microlens arrays by soft roller stamping process. Microeng 84:355–361
Goral VN, Hsieh Y-C, Petzold ON, Faris RA, Yuen P-K (2010) Hot embossing of plastic microfluidic devices using poly(dimethylsiloxane) molds. J Micromech Microeng 21:017002
Heyderman L-J, Schift H, David C, Gobrecht J, Schweizer T (2000) Flow behaviour of thin polymer films used for hot embossing lithography. Microeng 54:229–245
Hoffmann JE, Bedner K, Clemens H, Degen R, Dhum C, Giro F, Kirsch U, Schmitt M, Saumer M (2008) The influence of the electroplating parameters on the conditions of deposited nickel-iron coatings. Mater Sci Eng Technol 39:209–216
Hsu M-H, Tsai Y-Y, Yang S-Y (2022) Induction heating ferromagnetic particles embedded PDMS mold for microstructure embossing. J Phys Commun 6:025002
Hsu M-H, Tsai Y-Y, He J-W, Yang S-Y (2023) Induction heating of dual magnetic particles embedded PDMS molds for roller embossing applications. Microsyst Technol 29:405–415
Hu C-N, Hsieh H-T, Su G-D (2011) Fabrication of microlens arrays by a rolling process with soft polydimethylsiloxane molds. J Micromech Microeng 21:065013
Jiang L-T, Huang T-C, Chiu C-R, Chang C-Y, Yang S-Y (2007) Fabrication of plastic microlens arrays using hybrid extrusion rolling embossing with a metallic cylinder mold fabricated using dry film resist. Opt Express 15:12088–12094
Kim K, Park S, Lee J-B, Manohara H, Desta Y, Murphy M, Ahn C-H (2002) Rapid replication of polymeric and metallic high aspect ratio microstructures using PDMS and LIGA technology. Microsyst Technol 9:5–10
Kim M, Moon B-U, Hidrovo CH (2013) Enhancement of the thermo-mechanical properties of PDMS molds for the hot embossing of PMMA microfluidic devices. J Micromech Microeng 23:095024
Kuo C-C, Wang Y-J (2014) Development of a micro-hot-embossing mold with high replication fidelity using surface modification. Mater Manuf 29:1101–1110
Liu Y, Zhang P, Deng Y et al (2014) Polymeric microlens array fabricated with PDMS mold-based hot embossing. J Micromech Microeng 24:095028
Miranda I et al (2022) Properties and Applications of PDMS for Biomedical Engineering: A Review. J Funct Biomater 13:2
Moore S, Gomez J, Lek D, Youa BH, Kimc N, Song I-H (2016) Experimental study of polymer microlens fabrication using partial-filling hot embossing technique. Microeng 162:57–62
Narasimhan J, Papautsky I (2004) Polymer embossing tools for rapid prototyping of plastic microfluidic devices. J Micromech Microeng 14:96–103
Nilsson D, Jensen S, Menon A (2003) Fabrication of silicon molds for polymer optics. J Micromech Microeng 13:S57–S61
Velten T, Bauerfeld F, Schuck H, Scherbaum S, Landesberger C, Bock K (2011) Roll-to-roll hot embossing of microstructures. Microsyst Technol 17:619–627
Yang S-Y, Cheng F-S, Xu S-W, Huang P-H, Huang T-C (2008) Fabrication of microlens arrays using UV micro-stamping with soft roller and gas-pressurized platform. Microeng 85:603–609
Yeo LP, Ng SH, Wang Z-F, Wang Z-P, Rooij NF (2009) Micro-fabrication of polymeric devices using hot roller embossing. Microeng 86:933–936
Acknowledgements
Thank Wei-Cheng for helping to install the initial roller embossing apparatus and providing the valuable experience of roller embossing.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Hsu, MH., Tsai, YY., He, JW. et al. A double-sided PDMS mold for double-sided embossing by rollers. Microsyst Technol 30, 47–54 (2024). https://doi.org/10.1007/s00542-023-05554-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-023-05554-2