
Abstract
This paper presents a new bonding procedure for thick silicon wafers. Those wafers are less flexible and have usually a larger wafer bow. That implicates that standard bonding techniques, such as silicon fusion bonding or anodic bonding, produce non satisfactory yield results. A compliant layer is required to overcome this problem. For the new bonding principle, silicon wafers are structured by a self-masking deep reactive ion etching process. Thereby a forming of needle-shaped nanostructures (known as Black Silicon) on the surface is generated. Between both wafers a green LTCC (low temperature cofired ceramic) foil was placed which assumes multiple functions. The foil is able to compensate the wafer bow, is easy to structure and leads to a quasimonolithic compound after pressure assisted sintering. In the paper the fabrication steps for bonding are explained in detail, especially the adjustment of flexible and unflexible substrates. The interface and the mechanical properties were analyzed and discussed.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The usage of nonstandard wafers is sometimes necessary and leads to new technology challenges. This will be exemplified by the following application.
The development of a sensor for real-time-oil-quality measurement has a great saving potential, because large machines with hydraulic systems, such as marine diesel engines or airplane engines and hydraulic airplane control units, have a very high consumption of lubricating oil. The reason for this is a regularly scheduled oil change after a particular working period. Mostly, these oil changes are not necessary and the quality of the oil is still acceptable. To prevent such unneeded procedures and also to avoid late oil changes, which jeopardize the function of such machines, the use of an in situ measurement system is helpful.
In Fig. 1 a potential construction of such a sensor is pictured. Such a sensor must withstand a pressure up to 400 bar.

Principle of the high pressure oil senor
The functional principle is described as follows. An IR-Emitter sends infrared radiation through a high pressure measurement cuvette, consisting mainly of silicon. This material possesses the necessary properties, such as transparency in the infrared measurement range (1–6 µm), and high mechanical strength to withstand a pressure of up to 400 bar. The oil enters the high pressure cuvette through an integrated fluidic channel. On the backside, an IR-Detector receives the through radiation and processes it (Bley et al. 2012). Thick wafers, here with a thickness of 2 mm, are needed for the application (cuvette) to observe the necessary mechanical strength. Those wafers have a large wafer bow, are relatively inflexible, and have other thermal conduction properties compared to standard wafers. Due to this, standard bonding techniques like silicon fusion bonding or anodic bonding are not suitable because the yield across a complete wafer will be relatively low (bonding only in the center area of a thick bowed wafer). In order to address these coplanarity issues a compliant layer between the two wafers is necessary. For that reason the cuvette is bonded using the SiCer-technique (Fischer et al. 2009). A green LTCC-foil is placed between two nanostructured (Black Silicon) wafers, allowing the bonding mechanism. Via pressure assisted sintering a monolithic compound is generated. Furthermore, in this special application microfluidic channels are integrated by structuring the LTCC foil with a laser process.
2 Technology
2.1 Fabrication process
2.1.1 Transfer of the layout onto the wafer
In order to separate the high pressure cuvettes after the production process numbering, saw lines and alignment marks are transferred onto the wafer using lithographic techniques with the photo resist AZ 1518. Because wafers with a higher-than average thickness are processed, the parameters for the photoresist coating have to be modified. The rotation speed of the spin-coater was reduced to 2,000 rpm. Consequently the thickness of the resist increases. This in turn requires an increase of the development and exposure time of the resist. Visual inspection after the standard development time gives information about the necessary remaining time which must then be carried out, respectively for each individual wafer. Subsequent Si etching has to be performed on a STS multiplex ASE-tool with fluorine chemistry. A combined process of isotropic etching sequence and a passivation sequence yields an anisotropic etching result. An etching depth of 10 µm is sufficient for a good optical contrast. The wafer was examined after processing by using an optical microscope to control the optimal etching depth. Subsequently, the resist stripping is done with the developer AZ 100.
2.1.2 Fabrication of the nanostructures
The SiCer-technique requires nanostructures which are short and mechanically resilient. To accomplish this, a combined etching process, which is a modified “Bosch” process, on the mentioned plasma tool is applied. To begin, a passivation-orientated gas-chopping process is utilized for creation of fine and flexible nanostructures. Afterwards pure argon etching is directly used for shortening the needles. The results of the steps are shown in Figs. 2 and 3.

Nanostructures before argon etching produced by a combined etching process

Nanostructures for SiCer-technique after argon etching on a 2 mm thick substrate produced by a combined etching process
Because of the special characteristic of the 2 mm thick Si-wafers, the wafers have less than ideal contact to the plate electrode and consequently a non-efficient helium backside cooling. A carrier wafer is helpful to homogenize the “dis-advantageous”, thermal contact itself to the platen electrode. With this procedure a homogenous arrangement of the nanostructures on the surface (Fig. 4) are achieved. At the border area the fingermark of the clamping from the DRIE is visible.

Picture of a homogenous arrangement of nanostructures (typical black surface) on a 2 mm thick Si-wafer
2.1.3 The LTCC-foil; laminating of LTCC-foils and laser process
The applied LTCC-foil [BGK from Fraunhofer IKTS Hermsdorf (Müller et al. 2005)] is a foil specially developed for the usage with silicon. BGK consists of boro-silicate-glass, cordierite and Al2O3 and due the powder composition the fired BGK has an adapted thermal expansion to silicon.
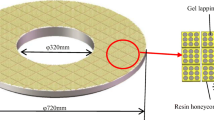
In order to achieve the required height of 200 µm for the fluid channel, preliminary shrinking tests with the LTCC tape (one tape is 120 µm thick) to check the densification during lamination and shrinkage during sintering in the z-direction were carried out. Results of that test offer a z-shrinkage of 56 %. Therefore, three tapes have to be laminated together for the correct thickness of the bonding layer. This process was made in a hot isostatic press (PTC IL-4008) at a pressure of 55 bar and a temperature of 80 °C. After laminating, the fluid channel geometries and adjustment marks are structured into the foil-stack by using a Nd:YAG-laser. The laser used is from the company LPKF type MuFu 100 and was set up with the following parameters: beam expander 215 µm; laser speed 6 mm/s and frequency of 15 kHz. The wavelength of the laser is 355 nm. The channel structures as well as the wafer contour shown in Fig. 5 are cut out of the stack. To avoid the LTCC sample falling apart, a carrier foil is left on the bottom. The parameters of the laser must be chosen in such way, that the carrier foil gets not damaged.

Various fluid channel layouts
2.1.4 Adjustment and sequential lamination of the wafers with the LTCC-tapes
The adjustment and stacking of the wafers and the pre-laminated/processed LTCC is arranged by using a special adjustment device (Fraunhofer IOF, Jena), which allows an optical alignment (accuracy: ±5 µm) of flexible and inflexible substrates (Fig. 6).

Adjustment machine for adjust flexible and inflexible substrate
The first wafer is placed on the lift table and adjusted by using an optical system, and fixed in position by vacuum. The foil with the fluid channels is deposited on the substrate supply position. After a coarse adjustment with a second optical system, the foil is transferred to the vacuum gripper of the transportable adjustment block and locked at the supply position. Fine alignment of the wafer and the foil is done by micrometer screws at the adjustment block. Before bringing the LTCC in contact to the wafer by lifting the table two drops of solvent are dispensed onto the wafer. The solvent act as glue by dissolving the plastic matrix of the green LTCC foil. The fixed LTCC stack is laminated to the wafer using a pressure of 55 bar and a temperature of 80 °C. After lamination the carrier foil is removed and the second wafer is attached to the substrate in the same way. A final lamination step at 55 bar, a temperature of 80 °C for 55 min, allows the penetration of the needles into the BGK-foil.
2.1.5 Pressure assisted sintering of the sandwich layout
The whole sandwich substrate is sintered in a pressure assisted sintering furnace (ATV type PEO 603). During the sinter process the organic content of the LTCC-tape-stack is debindered at 420 °C (polymer burn out). The quasi-monolithic wafer compound with high bonding strength is achieved by a 25 h sinter profile with a maximum peak temperature of 870 °C and a pressure of 55 bars for 10 min.
In this process the LTCC-tapes are sintering together to a uniform compound. At the interface BGK to Si the glass component of the LTCC foil is melting and encloses the needles, so that the glass matrix generates a form fit bonding.
2.1.6 Separation of cuvettes
For wafer separation a special saw blade with increased cutting depth was used because the whole sandwich is 4.2 mm thick. The utilized saw blade has an adjustable overlap of 4.3 mm. The sandwich is securely fixed during cutting by a UV-dicing-tape with a very high adhesive force. To avoid damages of the silicon or the dicing blade, the sawing depth was increased step by step using a DISCO 2H/6T dicing saw. A total of five cut cycles were necessary to cut through the compound substrate. After the dicing process, the single cuvettes were released from the cutting-foil by UV-exposure.
2.2 Analysis of the cuvettes
2.2.1 Bonding strength
The bonding strength was analysed by using a modified pull test. For this purpose, an aluminium cylinder was fixed to each side of the the bonded cuvette sample using an epoxy resin (2AlF, IKTZ Jena). A flexible mechanism connected the sample to a commercial pull tester (Zwick Material Testing Maschine Z010) and the pull was exerted until the bond was torn apart. The measured data is recorded by the control PC.
2.2.2 SEM-observation
To control the fabrication process and to investigate the bonding mechanism both wafer and cuvettes were inspected with a scanning electron microscope (SEM Hitachi 4800). Since the isolating ceramic would get charged, the cuvette is sputtered with a thin film of gold–palladium.
2.2.3 Bursting strength
To analyze the hydraulic characteristics of the measurement cuvette a hydraulic measurement system shown in Fig. 7 was set up.

Experimental setup for measuring the bursting strength
To create a robust hydraulic connection, the cuvette was embedded into a sensor block. The air bleeder plug is unlocked. By opening the ball valve oil is flowing through the system up to the air bleeder plug. When the air is driven out, the air bleeder plug is closed. With the manual hydraulic pump a defined pressure is adjusted. To ensure a constant pressure, the ball valve is finally closed (pump is tainted with leakage). By the pressure sensor the real time pressure is locked. Different pressure levels are kept constant for a period of 120 s. Bursting of the cuvette leads to a significant pressure drop.
3 Results
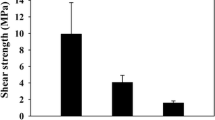
Previous experiments done by using the SiCer technique exhibited a bonding strength of up to 5,000 N/cm2 (Fischer et al. 2009). However, this bonding strength was not achieved because the formerly tested samples were fully bonded (without fluidic channels) and had a much thinner LTCC-layer. This analysis offers a bonding strength which is only 6 % of the expected strength. The measured data are about 300 N/mm2. Reason for that is different. The appearance of cracks in the ceramic, in the silicon and breaking of the interface leads to the low bonding strength and is explained in the following section.
In Fig. 8 a SEM-picture of a cross section of the fluid channel is shown. It is visible that the BGK channel wall is not vertical as expected. The material is spreading into the channel. Thereby the needles at the border of the channel are not in contact to the BGK-foil. A wedge-shaped area is generated which is a pre-determinated breaking point for the interface. The shearing of the ceramic from the silicon started here.

SEM-picture of the fluid channel and the Si–ceramic–Si Interface
A typical crack image of the cuvette is shown in Fig. 9. Three different crack types are visible.

Crack image with the different crack types (1, 2, 3) of the bond-interface of a mechanical burst cuvette
On the right lower cuvette part (label 1) a brownish discoloration can be seen. The equivalent SEM-picture in Fig. 10 shows broken needle stubs sticking in the ceramic material. In this area the nanostructures are not completely penetrated in the LTCC so that the interface brakes in the needle area. Figure 9 shows also white identical parts on both sides of the cuvette (label 2). At this part no needles are observable (Fig. 11), so the crack in this part can clearly be attributed to a crack in the ceramic. So it is possible that the ceramic itself has not the necessary mechanical strength. The ceramic should be a monolithic compound after sintering. Probably the sinter process must be adapted at the wafer assembly. In the right top of the cuvette (Fig. 9) a silicon fragment of the cuvette is clearly visible (label 3).

SEM-picture of the brownish area of Fig. 9 showing broken needle stubs, sticking in the ceramic material

SEM-picture of the white area in Fig. 9
That points to a bigger bonding strength of the ceramic–silicon compound then of the silicon in this area. The arranged bursting tests carried out on 20 samples exhibited the same three crack types as it were observed by the pulling tests (Fig. 12).

Crack image of the bond-interface with the different crack types (1, 2, 3) of a hydraulic burst cuvette
Figure 13 shows the result of a cuvette bursting strength test. Nine characteristic lines are listed.

Result of the bursting test
At pressures up to 280 bars no drop in pressure is visible. At 300 bars and after a measurement time of 60 s a rapid drop in pressure is observed. The reason for that is the bursting of the cuvette.
4 Summary and outlook
A process cycle for producing a microfluidic high pressure oil sensor cuvette was successfully created. An adaption of the standard MEMS processes (lithography, plasma etching, etc.) to 2 mm thick wafers was successfully accomplished. The theoretical bonding and bursting strength was not yet achieved. The main factor for that is very probably the strength of the ceramic material. The crack is starting inside the ceramic and initiates the described crack types. In order to increase the mechanical strength inside the ceramic layer and optimize the flow of the glass, the material compression has to enlarge by optimizing the sintering profile. An extension of the dwell time of the maximum peak temperature during sintering should be important step. Another alternative is the usage of only one LTCC-foil. However a channel height of 200 µm of the cuvette has to be achieved. So channel structures have to be etched into the silicon for this version. Another approach is the use of silicon adapted LTCC-material with a lower alumina quota and a higher glass part to increase the bonding force of the LTCC glass matrix. A higher glass part leads to a better flow of the glass phase around the needles and also a higher strength inside of the LTCC.
References
Bley T, Pignanelli E, Fischer M, Günschmann S, Müller J, Schütze A (2012) “IR optical oil quality sensor system for high pressure applications”; mechatronics 2012—the 13th mechatronics forum international conference, Linz, Austria, September 17–19, 2012, Proceedings vol 2/3, ISBN 978-3-99033-046-5, pp 351–358
Fischer M, Bartsch de Torres H, Pawlowski B, Gade R, Barth S, Mach M, Stubenrauch M, Hoffmann M, Müller J (2009) Silicon on ceramics—a new integration concept for silicon devices to LTCC. J Microelectron Electron Packag 6:1–5
Müller E, Bartnitzek T, Bechtold F, Pawlowski B, Rothe P, Ehrt R, Heymel A, Weiland E, Schroeter T, Schundau S, Kaschlik K (2005) Development and processing of an anodic bondable LTCC tape. European Microelectronics and Packaging, Brugge
Acknowledgments
The authors gratefully acknowledge the financial support by the Federal Ministry of Education and Research (project: “NaMiFlu”; 16SV5360).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Günschmann, S., Fischer, M., Mannebach, H. et al. Silicon–ceramic–silicon-wafercompound fabricated by using nanostructured silicon surfaces and a ceramic with adapted thermal expansion coefficient. Microsyst Technol 21, 1029–1034 (2015). https://doi.org/10.1007/s00542-015-2434-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-015-2434-6