
Abstract
Research and standardization activities for establishing the quenchant characterization test have been carried out in many countries for a long time. As a result, ISO 9950 using an Inconel 600 cylindrical probe was established internationally in 1995. There has not been much commentary on the works in Japan, and this contibution aims to improve the situation. Classical studies on the test systems in Japan using the probe of the Fe-Cr-Ni alloy cylindrical probe by Sato in the 1930s, the chromel-alumel spherical probe by Tawara in the 1940s, and the silver cylindrical probe by Tagaya and Tamura in the 1950s are described. The test devised by Tagaya and Tamura was adopted in JIS K 2526 in 1965 and incorporated into JIS K 2242 for heat treating oils in 1980. Meanwhile, JIS K 2242 was amended to add provisions for probes with a thermocouple mounted in the center in 2006. A working group of the Japan Society for Heat Treatment has participated in the Liquid Quenchant Database project launched by IFHTSE in 2010 to determine heat transfer coefficients for the heat treatment simulation. In parallel to this participation, the group has been developing a prototype apparatus based on Tawara’s research concept.
Zusammenfassung
In vielen Ländern werden seit langem Forschungs- und Normungsaktivitäten zur Einführung der Prüfung der Abschreckcharakterisierung durchgeführt. Infolgedessen wurde 1995 die ISO 9950 mit einer zylindrischen Sonde aus Inconel 600 international eingeführt. Die Arbeiten in Japan wurden bisher kaum kommentiert, dieser Beitrag soll die Situation verbessern. Es werden klassische Studien über die Prüfsysteme in Japan beschrieben, bei denen die zylindrische Sonde aus einer Fe-Cr-Ni-Legierung von Sato in den 1930er-Jahren, die kugelförmige Chrom-Alumel-Sonde von Tawara in den 1940er-Jahren und die zylindrische Silbersonde von Tagaya und Tamura in den 1950er-Jahren verwendet wurden. Der von Tagaya und Tamura entwickelte Test wurde 1965 in JIS K 2526 aufgenommen und 1980 in JIS K 2242 für Wärmebehandlungsöle integriert. In der Zwischenzeit wurde JIS K 2242 geändert, um Bestimmungen für Sonden mit einem in der Mitte angebrachten Thermoelement im Jahr 2006 hinzuzufügen. Eine Arbeitsgruppe der Japan Society for Heat Treatment hat sich an dem von IFHTSE im Jahr 2010 gestarteten Projekt Liquid Quenchant Database beteiligt, um Wärmeübergangskoeffizienten für die Wärmebehandlungssimulation zu bestimmen. Parallel zu dieser Beteiligung hat die Gruppe einen Prototypapparat auf der Grundlage von Tawaras Forschungskonzept entwickelt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Test systems for quenchant characterization have been studied by research institutes and companies in each country. These characteristics are quantified, for example, as the cooling time required to pass between two set temperature levels, the point of change from the vapor film phase to the boiling phase and from the boiling phase to the convection phase in cooling curves, as well as the maximum cooling rate and the temperature at which it occurs in cooling rate curves [1, 2]. These quantities are used to develop quenchants and to assess their degradation.
In Japan, this type of research has been carried out since the 1930s. For example, Sato [3] reported in 1933 on the development and application of his test apparatus using a Fe-Cr-Ni alloy cylindrical probe. In 1941, a study using a probe with chromel and alumel hemispheres joined together was reported by Tawara [4]. Furthermore, a test method using a silver cylindrical probe developed by Tagaya and Tamura was applied to various quenchants [5] in the 1950s. These are classical studies in this field in Japan.
The results of Tagaya and Tamura’s research contributed to the establishment of JIS K 2526: Testing Method for Cooling Ability of Heat Treating Oils, in 1965. The content of this standard was transferred to JIS K 2242: Heat Treatment Oils, in 1980 and is still valid today.
Internationally, ISO 9950: Industrial quenching oils—Determination of cooling characteristics—Nickel-alloy probe test method was established in 1995. In the same year, the Agreement on Technical Barriers to Trade established by the World Trade Organisation came into force. Taking this agreement into account, JIS K2242 was substantially revised in 2006, adding provisions for a type of probe that measures temperature at the center of a silver cylinder.
In the 2000s, the widespread use of heat treatment simulation led to a demand for data on heat transfer coefficients to be specified for model surfaces of heat-treated objects. Therefore, the International Federation for Heat Treatment and Surface Engineering (IFHTSE) launched the Liquid Quenchant Database (LQD) project in 2010 [6] and related activities were carried out in Japan.
2 Classic Research in Japan
2.1 Sato’s Research Using Fe-Cr-Ni Alloy Cylindrical Probes
Sato [3] developed the apparatus shown in Fig. 1 and obtained a cooling curve by heating a 6 mm diameter, 70 mm long Fe-20%Cr-20%Ni alloy cylindrical probe to 800 °C, immersing it in various quenchants, and converting measured thermal contractions into temperature changes. Symbols in Fig. 1 indicate as follows: F; furnace, C; furnace lid, T; cooling tank, and M; motor for quenchant agitation. The probe on the left side of the furnace lid is heated after the movement of the furnace and then rotated 90 degrees downward to be immersed in the quenchant.

Sato’s apparatus
Sato coated a muddy mixture of clay, graphite powder, abrasive powder, and borax with water on the probe surface and obtained cooling curves during quenching in water at different temperatures as shown in Fig. 2. Photos derived from film shots of experiments using a probe with 13 mm in diameter and 51 mm in length have been added to the figure by the authors. Sato notes that, in the absence of the coating, the probe is covered by a vapor film for some time after cooling, but its presence produces fine bubbles of vapor actively on its surface from the beginning of the cooling process.

Cooling curves with photos
Hara used Sato’s apparatus to obtain the immersion cooling characteristics of water, rapeseed oil, soya oil, new fish oil, old fish oil, and mixed oil (old fish oil and rapeseed oil) from 830 °C [7]. The diameter of the probe was changed to 5 mm. Cooling rate curves obtained from rapeseed oils in stationary conditions were produced, as shown in Fig. 3. Other examples were reported for fresh fish oil, old fish oil, and a mixture of equal parts rapeseed oil and old fish oil. Hara found that average cooling rates between 800 and 400 °C were greater for agitated than static cooling.

Cooling rate curves for rapeseed oil
2.2 Tawara’s Research Using A Small Spherical Probe
A cooling characteristic test apparatus using a small spherical probe was developed by Tawara [4] and applied to water, brine, soapy water, and 21 animal and vegetable oils. The probe was fabricated by welding 4 mm diameter chromel and alumel hemispheres, as shown in Fig. 4a, their interface acts as a thermocouple. The spheres have 0.2 mm diameter wires of the same material welded to each side, which serves as wires for the thermocouple as well as for supporting the probe.

Tawara’s test apparatus using 4 mm dia. spherical probe and obtained cooling curve. a Probe. b Test apparatus. c Cooling curve (city water, 60 °C)
The probe is immersed into a stationary quenchant by a circular motion after heating to 850 °C and moves through it at about 70 mm/s, as shown in Fig. 4b. This sphere probe can be regarded as based on the concept of Engel [8]. This means that the temperature measured at the center of the small spherical probe can be regarded as the average value of its surface and the surface heat transfer coefficient can be easily obtained by applying the lumped heat capacity method.
Cooling tests were carried out for various quenchants at temperatures of 20, 40, 60, 80, and 100 °C. For example, Fig. 4c shows the cooling curve obtained for city water at 60 °C. The results were presented as the point of change from the vapor film phase to the boiling phase, the time required for cooling between 700 and 300 °C, cooling rate curves, and cooling curves for some quenchants. Differences in cooling characteristics between animal and vegetable oils and mineral oils were revealed by cooling rate curves. Tawara notes that specific refined seed oil was used as a standard oil for calibrating the probe.
2.3 Tagaya-Tamura’s Research Using A Silver Cylindrical Probe
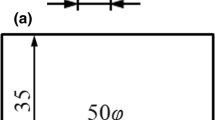
To investigate the characteristics of quenchants, Tagaya and Tamura [5] developed a test apparatus using a silver cylindrical probe. The dimensions of the probe were 10 mm in diameter and 30 mm in length, and thermocouples (silver-chromel pairs) were placed on its surface and at its center, as shown in Fig. 5. The volume of liquid used is set at 500 ml. It should be noted that the choice of silver as the probe material is based on the studies of silver spherical probes by Rose [9], Peter [10], and others. The choice of a cylinder as the probe geometry may have been intended to relate their work to Grossmann’s study on hardenability [11].

Silver cylindrical probe
Tagaya and Tamura [12] obtained cooling curves by applying the test apparatus to a wide variety of quenchants. On the other hand, they replaced the time in the cooling curves obtained from different conditions— at the center or surface, and different diameters—by t/Dn and found that these could be integrated into a single curve, which they called the master cooling curve if the parameter n was set appropriately. Figure 6 shows examples of master curves, where the time scale on the horizontal axis is in seconds for the standard case of D = 1 cm and n = 1.

Master cooling curves for three quenchant groups
Tagaya and Tamura developed a method to determine the quench severity for steel using cooling curves obtained from silver cylindrical probe tests of various quenchants [12]. For this purpose, Grossmann’s test was first applied to cylindrical specimens of carbon tool steel (JIS SK6) and bearing steel (JIS SUJ2) [13]. Specimen diameters were set at 8, 10, 12, 15, 17, 20, 25, and 30 mm for SK6, and at 2 mm intervals between 12 and 42 mm, and at 5 mm intervals between 45 and 70 mm for SUJ2. These were quenched using quenchants almost identical to those shown in Fig. 6, and the quench severity HFe and surface heat transfer coefficient CFe were obtained according to Grossmann’s method.
On the other hand, heat transfer calculations, which do not take into account the temperature dependence of the heat transfer characteristics, were applied to the cooling process of the silver probe, and the quench severity hAg and the surface heat transfer coefficient CAg were obtained for the same quenchants as in the Grossmann test described above. Based on these results, Fig. 7 was proposed to relate hAg to HFe. First, the quench severity hAg of the silver probe can be obtained by applying the time t required for the temperature drop from 800 to 300 °C in the silver probe cooling curve to the line t‑hAg. hAg gives the quench severity HFe of the steel by a curve corresponding to the group of cooling oils. Tagaya and Tamura note that the above procedure should be used with caution as it contains many assumptions, but that there is currently no other method.

Relation between quench severities hAg and HFe
3 Establishment of JIS K 2242
3.1 Background of Establishment
Based on the research of Tagaya and Tamura, the world’s first standard for this type of determination method, JIS K 2526: Testing Method for Cooling Ability of Heat Treating Oils, was established in 1965. This standard was positioned as a substandard of JIS K 2242: Heat Treating Oils, which was established at the same time. In 1980, all the contents of JIS K 2526 were transferred to JIS K 2242.
The commentary to JIS K 2242-1978 describes how the research of Tagaya and Tamura was selected for the standard. That is, the Tagaya and Tamura method is quite widely used and has an established reputation for accuracy and repeatability. On the other hand, the Sato method was evaluated as easy to operate and suitable for practical work, was prone to mechanical errors in the measurement of length changes in alloy steel, however, and had problems in reproducibility and repeatability. The Tawara method was not nominated, probably because the laboratory that developed it was discontinued.
The appearance of the standard probe is shown in Fig. 8a [14]. This differs from Tagaya and Tamura probe in that the cooling curve is measured only on the surface of the cylinder. The standard describes that the test should be measured with 250 ml of static quenchant and also the obtained cooling curves determine the cooling characteristics: the characteristic temperature at the point of change from the vapor film phase to the boiling phase and the cooling time required from 800 to 400 °C. Descriptions of the master cooling curve, the quench severity, and the cooling rate curve are not included in the standard.

JIS K 2242 probes. a Type A. b Type B
3.2 Compliance with ISO 9950 and TBT
Based on the specification published by the Wolfson Heat Treatment Center (WHTC), ISO 9950: Industrial Quenching Oils—Determination of Cooling Characteristics—Nickel-Alloy Probe Test Method was released in 1995. The standard requires that the times taken to reduce from the immersion temperature to 600, 400, and 200 °C based on cooling curves, and the maximum cooling rate, the temperature at which the maximum cooling rate occurs, and the cooling rate at 300 °C based on cooling rate curves be extracted and reported.
At about the same time, in 1994, the General Agreement on Tariffs and Trade (GATT), which had been agreed upon in 1979, was revised as the agreement on Technical Barriers to Trade (TBT). The following year, this was encompassed in the World Trade Organisation (WTO) Agreement.
To cope with the above situation, JIS K 2242 was revised in 2006, and a provision was added named Method B using a probe with a 1 mm diameter sheath thermocouple inserted in the center of a silver cylindrical probe, mainly for water-soluble quenchants [15, 16]. The appearance of this probe is shown in Fig. 8b. On the other hand, the conventional measuring method was named Method A and regarded as an ISO MOD/amendment. To ensure alignment with the WTO/TBT Agreement, a committee to promote the international standardization of JIS K2242 was established within the Japan Society for Heat Treatment in cooperation with the Japan Metal Working Fluids Association in 2007 [17].
On the other hand, some provisions of the B method were adopted in 2010 as ASTM-D7646: Standard Test Method for Determination of Cooling Characteristics of Aqueous Polymer Quenchants for Aluminium Alloys by Cooling Curve Analysis. This standard includes provisions on cooling rate curves, which are not specified in the JIS B method.
4 Liquid Quenchant Database (LQD) Project
Heat treatment simulation became recognized as an effective tool for predicting distortion and residual stresses due to heat treatment in the early 2000s. This method requires specifying the heat transfer coefficient on the surface of the heat-treated part model. IFHTSE, therefore, launched the Liquid Quenchant Database (LQD) project [6] to obtain temperature curves for heat transfer coefficients from cooling curves measured by existing cooling characteristic test methods.
For this purpose, the LQD project proposed the tests specified in ISO 9950 and JIS K 2242 (Method B) and the method using a Liscic probe (Inconel cylinder, 50 mm diameter × 200 mm long) [6]. In this proposal, Fig. 9 is presented as an example of the heat transfer coefficient-temperature curve obtained by applying the lumped heat capacity method to cooling curves obtained by the JIS B method.

Heat transfer coefficients from JIS K 2242 method B probe
In response to the requirements of the LQD project, Japanese manufacturers and research institutes of quenchants obtained heat transfer coefficient curves similar to Fig. 9 for the main quenchants. These are available as Excel files (38 sheets) on the website of the Japan Society for Heat Treatment. On the other hand, an attempt was made to obtain heat transfer coefficient curves by applying an inverse calculation to the cooling curves measured using the ISO method. However, a comprehensive database of their heat transfer coefficient curves has not been developed [18, 19].
In 2019, heat transfer coefficient curves obtained by applying an inverse method to cooling curves measured with the Tensi probe were reported by some members of the LQD project [20]. This probe was made of Inconel 600 and its dimensions were 15 mm in diameter and 45 mm in length. Thermocouples were installed at not only the center but also three points close to the surface, which had different distances from the base. Results of an inverse calculation using the cooling curves at several points showed that obtained heat transfer coefficients curves at the thermocouple positions captured the phenomenon more precisely than the conventional calculation for the center point only.
5 Prototypes Based on Tawar’s Method
In parallel with the LQD project, a working group of the Japan Society for Heat Treatment attempted to restore the Tawara type test method [21,22,23,24]. The main reason was to confirm that the lumped heat capacity method can be used with small sphere probes, even with materials that do not have good thermal conductivity. The original probe in Fig. 4a, which was made by joining chromel and alumel’s 4 mm diameter hemispheres, was difficult to fabricate.
The spherical probe material was Inconel for the first and second prototypes, and platinum for the third prototype. The platinum sphere was supported by a 0.5 mm diameter platinum tube as shown in Fig. 10a, and a 0.25 mm sheath thermocouple was inserted into the tube to measure the temperature at the center of the sphere.

Spherical probes for prototypes. a Platinum. b Austenitic stainless steel
The test apparatus with the platinum probe was applied to 10% PGA solution at 20 °C. The cooling and heat transfer coefficient curves were obtained as shown in Fig. 11 [22]. The heat transfer coefficient was calculated by applying the lumped heat capacity method. In these tests, three different tangential velocities of 17.5, 35, and 70 mm/s were set for the circular motion of the probe. This difference in these velocities is clearly shown in the shape of the cooling curves and the heat transfer coefficient curve.

Cooling and heat transfer coefficient curves of 10% polymer solution at 20 °C
Similar experiments were performed for PGA solutions at 40 °C and 60 °C. The heat transfer coefficients obtained for these three conditions were averaged between 500 and 600 °C. In this temperature range, the vapor film state is stable. The obtained heat transfer coefficients are displayed as a graph of solution temperature and tangential velocity of probe rotation, as shown in Fig. 12. It is clear from this figure that solution temperature and probe tangential velocity contribute to the heat transfer coefficient.

Average heat transfer coefficients of 10% polymer solution in between 500 and 600 °C probe temperature
The investigation of movies of cooling processes using the probe in Fig. 10a showed that a preceding collapse of the vapor film at a position of its platinum support tube affects the stability of a vapor film of the sphere. Therefore, by seeking a change to theTawara original method of supporting the sphere with 0.2 mm wires, which are thinner than the 0.5 m diameter tube, the probe shown in Fig. 10b was developed. To fabricate the probe, a 0.2 mm diameter chromel-alumel thermocouple was inserted through a 0.6 mm hole in a 4 mm diameter austenitic stainless-steel sphere. The gap between the hole and the thermocouple was then filled with heat-resistant inorganic adhesive. Despite the fact that several tests have confirmed that the probe functions well, trials on more durable materials have not been accomplished.
6 Conclusions
This report described the main studies carried out in Japan to determine the cooling characteristics of quenchants and the standardization activities based on these studies. In particular, background research on JIS K2526, which was established 30 years before ISO 9950, and activities for the revision of this standard were introduced.
The LQD project in Japan showed that the heat transfer coefficient curves could be easily obtained by applying the lumped heat capacity method to cooling curves measured with the silver cylindrical probe. It has also been confirmed that the lumped heat capacity method can be effectively used in the prototype apparatus with a small spherical probe based on Tawara’s research concept.
More than 25 years have passed since ISO 9950 was established. During that time, measurement techniques and inverse calculation methods have been substantially updated, and a revision of this standard would be desirable. International collaboration for the revision will make effective use of the Japanese results described here.
References
Totten, G.E., Webster, G.M., Tensi, H.M., Liscic, B.: Standards for cooling curve analysis of quenchants. Heat Treat. Met. 4, 92–94 (1997)
Canale, L., Luo, X., Yao, X., Totten, G.: Quenchant characterization by cooling curve analysis. J. ASTM Int. 6(2), JAI101981 (2009). https://doi.org/10.1520/JAI101981
Sato, S.: On the effect of facing on the cooling velocity of a specimen during quenching. Kinzoku Kenkyu 10(3), 63–70 (1933). in Japanese
Tawara, S.: Experimental research on the cooling power of various quenching media report I. Tetsu Hagane 27(8), 583–599 (1941). in Japanese
Tagaya, M., Tamura, I.: Studies on the quenching media (1st report) the apparatus and method of research. J. Japan Inst. Met. B 15(11), 535–537 (1951). in Japanese
Liscic, B., Filetin, T.: Global database of cooling intensities of liquid quenchants, quality in heat treat. Wels. Proc. of European Conf. on Heat Treat. (2011)
Hara, O.: On the quenching medium. Tetsu Hagane 21(10), 802–811 (1935). in Japanese
Engel, N.: Studies on steel hardening. Ingeniorvidenskabelige skrifter. A. no. 31. (1931). in German
Rose, A.: Cooling Capacity of Steel Quenchants. Arch. Eisenhüttenwes. 13(8), 345–354 (1940). in German
Peter, W.: The cooling capacity of liquid quenchants. Arch. Eisenhüttenwes. 20(7), 263–274 (1949). in German
Grossmann, M.A., Asimow, M., Urban, S.F.: Hardenability, its relation to quenching, and some quantitative data in hardenability of alloy steels. ASM. (1938)
Tagaya, M., Tamura, I.: Studies on the quenching media (11th report). Correlation between cooling curves for silver specimen and quenching of steels. J. Japan Inst. Met. 20(8), 428–432 (1956). in Japanese
Tagaya, M., Tamura, I.: Studies on the quenching media (9 th report). On the severity of quench, H, determined using cylindrical steel specimens. J. Japan Inst. Met. 20(6), 336–339 (1956). in Japanese
Steiger, G.: How CQI‑9 compliant quench oil analysis can aid in the proper care of quench oil (2022). https://www.heattreattoday.com/processes/quenching/quenching-technical-content/greg-steiger_karen/. Accessed 26 May 2022
Narazaki, M., Tajima, M., Asada, S., Ichitani, K., Yokota, H., Tanaka, M., Watanabe, Y.: Development of new sliver probe for cooling power test of polymer quenchants. Cailiao Rechuli Xuebao 25(5), 437–442 (2004)
Yokota, H., Ichitani, K., Yamamoto, K., Ikumi, H., Sugiura, Y., Narazaki, M.: Standardization of new sliver probe for cooling power test of polymer quenchant. Cailiao Rechuli Xuebao 25(5), 447–452 (2004)
Yokota, H., Masada, T., Motoyama, T., Asada, S., Ichitani, K., Hasegawa, M., Tanaka, M., Funatani, K., Narazaki, M., Ju, D.Y.: Proposal of a new international standard for testing cooling characteristic using the JIS silver probe. Netsu Shori 55(1), 12–19 (2015). (in Japanese
Felde, I.: Report on IFHTSE liquid quenchant database project. Int. Heat Treat. Surf. Eng. 8(1), 2–7 (2014)
Felde, I.: Liquid quenchant database: determination of heat transfer coefficient during quenching. Int. J. Microstruct. Mater. Prop. 11(3/4), 277–287 (2016)
Fried, Z., Felde, I., Simencio Otero, R.L., Viscaino, J.M., Totten, G.E., Canale, L.C.F.: Parallelized particle swarm optimization to estimate the heat transfer coefficients of palm oil, Canola oil, conventional, and accelerated Petroleum oil quenchants. Mater. Perform. Charact. 8(2), 96–113 (2019)
Arimoto, K., Ikuta, F., Yokota, H.: First prototype of rotary-arm type test system using a small ball probe for determination of cooling characteristics of quenchants. Mater. Perform. Charact. 3(4), 405–426 (2014)
Arimoto, K., Shimaoka, M., Ikuta, F.: Modified prototypes of rotary-arm type test system using a small ball probe for determination of cooling characteristics of quenchants. Mater. Perform. Charact. (2018). https://doi.org/10.1520/MPC20180016
Arimoto, K.: A brief review on test systems using a ball probe for determination of cooling characteristics of quenchants. J Mater Eng Perform 29(6), 3462–3475 (2020)
Arimoto, K., Shimaoka, M., Ikuta, F.: An overview of researches, standardization activities, and developing prototypes on test systems for quenchant characterization. ECHT 2021 and QDE 2021, Online Conf., pp. 34–44 (2021)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Arimoto, K., Shimaoka, M. An Overview of Research and Standardization Activities on Test Systems for Quenchant Characterization in Japan. Berg Huettenmaenn Monatsh 168, 102–108 (2023). https://doi.org/10.1007/s00501-023-01327-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-023-01327-6