
Abstract
One main topic discussed by SC D1 is the understanding and improvement of insulation materials such as solids, liquids and gases and their combinations. The main driving forces for the power equipment is the demand for more compact power equipment, the use of power electronics as they will cover more areas and applications, and the use of vacuum circuit breakers because higher voltages will reach market maturity. Consequently, the electric fields within the insulation systems will increase and thus pose higher stress on these materials. This might in addition accelerate the aging processes. Another topic, which will influence the design and testing of power equipment in the future, is the increase of various diagnostic sensors, the improvement of their sensitivity, and compactness and their immunity against strong electric and magnetic fields. Physical integration of sensors will be a more common practice within power equipment, such as fiber optics in cables (temperature and tension control) and in transformers (temperature distribution, hot spots). These main topics and directions of the future WGs in SC D1, which will support the challenges of the electricity supply of the future, will be discussed in the following chapter.
On behalf of CIGRE Study Committee D1.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others


Keywords
- Test voltages
- Voltage shapes
- Gaseous insulation systems
- Liquid insulation systems
- Solid insulation systems
- High temperature superconducting materials
- Dielectric tests
- Diagnostic tools
- Partial discharge
- PD
- DC
- AC
- LI
- SI
- VLF
- GIS
- UHF PD method
- Risk assessment in GIS
- HTS systems
- Moisture measurements in oil
- DGA interpretation
- Corrosion
- Nano materials
- Field calculations
1 Introduction
1.1 Development of Test Voltages and Insulation Material
To understand how SC D1 can support and deliver solutions for the future electricity supply systems [1, 2], one has to know how testing and especially rated system voltages and test voltages have evolved with the least 50–100 years. Figure 1 shows the development of the highest transmission voltages starting in 1900. As one can see, the voltage levels raised on the average every 20 years, up to 1200 kV in 2019 [3].

History of HVAC and HVDC transmission systems [3]
Figures 2 and 3 show the testing voltages for AC, LI, SI, and DC as they are defined in the corresponding standards. Lightning impulse test system levels, for example, can reach 4000 kV. There are only slight differences of typical test levels between AC and DC power equipment.

Highest withstand test voltages for high-voltage AC equipment and the selection of impulse voltage test levels [3]

Highest withstand test voltages for high-voltage DC equipment and selection of impulse voltage test levels [3]
Figure 4 shows the development of insulation materials, starting at 1950. Natural air and oil-paper insulation and ceramics were the main insulation media at that time. In the middle of the 1960s, SF6 insulated substations were introduced. Polymeric insulation materials like PE for cables and FRP for insulators and bushing come into operation. They replace more and more the ceramics, and oil-paper insulations where possible and technically feasible.

History of the application of insulating materials [3]
As the rated voltages of the systems will not increase significantly, the transmission voltage for AC is up to 1200 kV and for DC 800 kV, 1000 kV are planned. Studies and prototypes up to 1100 kV or even 1200 kV are underway [4]. Higher voltages than those mentioned are not to be expected.
Therefore, significantly higher test voltages are not expected for the next decades. The main driving forces are, therefore, the demand for more compact power equipment, the use of power electronics as they will cover more areas and applications, and the use of vacuum circuit breakers for higher voltages will reach market maturity, see also chapter A3 and B1 and B3. Consequently, the electric fields within the insulation systems will increase and thus pose higher stress on these materials. This might in addition accelerate the aging processes.
The breakdown behavior and the aging process of insulation materials (gases, liquids, or solids) depend also strongly on the transient phenomena, such as lightning impulses, so-called very fast transients in GIS and the transients produced by the power electronics used in HVDC equipment.
Because the electrical field as function of time is the main ruling factor for insulation materials, we will have a closer look at such transient behavior or voltage shapes. Figure 5 gives an overview of typical operating voltages and transient voltages, which might stress the power equipment, and thus, the various insulation materials and insulation systems are used.

Overview of important technical voltage stresses in high-voltage engineering: typical time curves (top), kinds of fields and equivalent circuits (middle), and typical applications (bottom) [5]
1.2 Test Voltages and Test Frequencies
The test levels and test procedures change during the development and operation of a power equipment.
In Fig. 6, a typical life cycle of power equipment is shown, e.g., for power transformer or a GIS [3].

Tests and measurements in the life cycle of HV insulation [3], AC—Alternating voltage, LI—Lightning impulse voltage, SI—Switching impulse voltage, ACRF—Resonant test system with variable frequency, VLF—Very low AC frequency, 0.1 Hz, DAC—Damped AC voltage
The typical sequence starts with research and development test, followed by type testing. If the equipment reaches production level, then each product has to perform a routine test and commissioning test on site. During operation and maintenance, further and additional tests can be performed. If possible, all measurement, test results, and technical information should be collected and recorded during the life cycle of the equipment to facilitate a better diagnostic and residual lifetime prognosis.
If interested in further details, one will find them, for example, in [3, 6,7,8].
1.3 Voltage Stresses Due to Power Electronics
As earlier mentioned, with the increased usage of power electronics and higher system voltages, insulation systems have to handle and withstand; thus “new” voltages stresses. Figure 7 shows as an example a bunch of possible voltage amplitudes and wave shapes, which are typical at the terminals of a machine, fed by three-level converter. Further details are given in TB 703 [9].

Phase to phase voltage at the terminals of a machine, fed by a 3-level converter [9]
Another typical voltage stress can be found in DC applications. For DC cables and DC GIS, superimposed voltages have to be performed as type test, see IEC 62895 [10], WG D1.B3.57: “Dielectric Testing of gas-insulated HVDC Systems” and [11, 12] (Fig. 8).

Four quadrants of superposition DC and impulse voltage, WG D1.B3.57
These very different voltage shapes and frequency stress the insulation material, and automatically, the following question arises: What are the indicators that the insulation system is working properly at a given test or test sequence and under operation in the power grid. Which diagnostic parameters and tools are available, physically and technically? This will be briefly discussed in the next chapter.
2 Diagnostics
Another trend, which will influence the design and testing of power equipment in the future, is the increase of various diagnostic sensors, the improvement of their sensitivity, and compactness and their immunity against strong electric and magnetic fields. Physical integration of sensors will be a more common practice within power equipment, such as fiber optics in cables (temperature and tension control) and in transformers (temperature distribution, hot spots).
Sensors for diagnostic applications are nowadays very compact and faster to develop. One possible drawback still exists: Interpretation is more complex, and the lifetime of such electronic products is normally shorter than the operational lifetime of a transformer, cable, or GIS.
Nevertheless, sensor technology will improve and being integrated in transformers to analyze multiple gases [13], or to measure humidity in oil [14]. Other parameters such as decomposition products in gas-insulated systems will also be measured and analyzed online. In additional analyzing, software tools and algorithm will improve the interpretation and status definition of the power apparatus.
Additional parameters that might influence the dielectric properties and thus withstand voltages of power supply equipment should be mentioned here, as these factors influencing the aging of these material and insulation systems too:
-
Mechanical stresses, vibrations, wind forces, earthquakes
-
Heat and cold, large daily temperature cycles
-
Environmental influences: Rain, snow, dust, pollution, temperature, air density, humidity
-
Dielectric stresses which defines the relevant and suitable test voltages AC, DC LI, LIC (chopped LI), SI, VFT, superimposed voltages, mixed voltage stresses (DC + LI).
Remark
Due to the increasing high-voltage levels (electrical fields) and the high capacity of the test objects, the production of the needed test voltages and test currents is technically extremely challenging and in some cases not possible due to physical reasons.
SC D1 deals mainly with testing procedures and material properties plus diagnostics (PD, DGA, tan delta) to verify the quality and performance of these materials and systems, the influences on the environment (e.g., SF6), influence of pollution (bushing, FRP and silicones insulations, suspension insulators), and influence of rain and atmospheric corrections (altitude, moisture, and temperature).
3 Typical Insulation Media and Materials
Now, we are coming to the question which insulation media in the power systems and apparatus is applied. The right insulation material depends strongly on the voltage stress under operation: DC or AC. Why?
To simplify the answer, there are two main factors which influence the electrical field within the insulation.
Under AC stress, the electrical field is mainly controlled by the permittivity (dielectric constant εr) and can be calculated correctly and easily my means of available field calculation software. Furthermore, the electrical field does not change under temperature variations.
Under DC stress, the electrical field is under steady-state conditions controlled by the resistivity of the material and strongly depend on the temperature distribution with the insulation material. This is the major difference compared to the AC field. We will come back to this important aspect later again.
Figure 9 shows as an example the difference of the calculated AC and DC field distribution of a conical spacer inside a GIS as function of temperature T. This paper was published by WG D1.63 as “Interim Report of WG D1.63: Progress on Partial discharge detection under DC voltage stress,” at the CIGRE Joint Colloquium on Study Committee A2, B2, and D1 in New Delhi, 2019 [15].

Electric field distribution of a conical insulator at AC voltage (left), DC voltage (middle, ΔT = 0), and DC voltage with a temperature gradient between conductor and enclosure (right, ΔT > 0) [15]
Let us focus again on the different insulation materials. One can generally structure them in three classes: solids, liquids, and gases and their combinations. Depending on the application, one can also subdivide them into indoor or outdoor applications. Consequently, the working groups of SC D1 are structured according to those three insulation groups.
Gases
-
Natural air, typical for OHL, bushings, MV equipment
-
SF6, nitrogen, CO2, gas mixtures used in GIS and GIS
-
“new” gases: gas mixtures of CO2 and or O2 with fluoronitrile and fluoroketone.
Liquids
-
Mineral oil, silicon liquids, ester liquids are used in all kinds of transformers (MV, HV, and power transformers) in combination with solid insulation (paper) [3, 5].
Solid dielectrics for indoor and outdoor applications
-
Paper (as oil-paper insulation), PE, ceramics, epoxy resin in different variations, silicone coated insulators, composite insulators (FRP), …
Remark
This list mentions the main insulation materials and applications.
Therefore, some more details about a few of these three insulation material groups in different insulation systems are given in the following paragraphs.
3.1 Gaseous Insulation Systems
In addition to the traditional gases such as air, nitrogen or vacuum (which actually is not a gas) and SF6, there is a trend to create gas mixtures, which combine excellent dielectric properties with low cost and improved environmental aspects.
-
Vacuum interrupters are designed for circuit breakers and load switches in SF6 switchgear.
-
SF6 is commonly used for the insulation in GIS and GIL. Its disadvantages are rather a high liquefaction temperature, its strong contribution to the greenhouse effect, and its relatively high cost. Therefore, the search for an alternative gas to SF6 is of considerable interest. SF6/N2 mixtures were studied intensively as a suitable substitute from the ecology and economic considerations. In terms of environmental compatibility, it is uncritical as it is a naturally occurring in the atmosphere. Unfortunately, pure N2 as insulation medium would require unrealistic and uneconomic equipment designs for the desired insulation levels. Adding some SF6 to N2, the gas mixture produces a good insulation capability that can be applied in GIS or GIL. The breakdown behavior of the gas mixture depends on the concentration of SF6 (5–20%) in N2 and on the pressure [2]. SF6 is used still, but due to its high global warming potential, this is unacceptable.
3.1.1 Replacement of SF6
Various TBs have handled this important topic to reduce or even avoid the use of SF6, as it is the gas with the highest global warming potential, GWP.
The authors of TB 730 [16] wrote: “Gases such as dry air, N2, CO2 and N2/SF6 gas mixtures are chosen and studied according to the terms of reference. A number of investigations have been done for these gases and the data are now available. Dry air, N2 and CO2 have lower dielectric performance, but they are environmentally friendly, easy to handle and suitable for alternative dielectric (routine) tests in a factory, and have a potential to be widely applied to gas-insulated systems. These gases do not require special gas treatment procedures, as it is necessary for SF6. National or international regulations concerning the application and the treatment of flour-containing gases do not take effect for such gases as dry air, N2 or CO2. Gas mixtures of N2/SF6 are also included in the study, since it has already been used to gas-insulated systems for GIL for more than ten years, and is effective to reduce the GWP of the systems.” [17]
“Researches on the new alternative gases like Fluoronitrile and Fluoroketone started a few years ago but not so many practical data are available at the moment.” For example, these gases are studied and discussed in WG D1.67.
Figure 10 shows the topics, which were investigated in TB 730, finished in June, 2018 [16].

Main study items of this Technical Brochure to realize improved SF6 and potential gas-insulated, TB 730 [16]
Figure 11 gives an overview of dielectric properties of gases as a potential replacement for SF6. Shown is the dielectric strength (normalized by SF6) versus boiling temperature. This figure does not include the “new” gases fluoronitrile and fluoroketone.

Dielectric strength versus boiling temperature of gases, TB 730 [16]
Some of the gases shown in Fig. 12 have a higher dielectric strength than SF6 but also a higher boiling point. This makes them unsuitable for the applications in GIS or GIL. Some of them are also toxic under normal conditions. Figure 13 shows the influence on the breakdown voltage of free moving particles. An additional parameter to increase the breakdown voltage in the presence of this defect type is coated electrodes.

Weibull plots of AC breakdown voltages of various test electrodes in dry air, N2, CO2, 80%N2/20%SF6 mixture, and SF6 at 0.7 MPa, TB 730 [16]

“Effects of dielectric coating on enclosure inner surface compared with bare enclosure as a function of gas pressure. Elp coated, Ecp coated and Elp bare, Ecp bare indicate particle levitation and crossing electric field strength on enclosure inner surface for dielectric coated and bare enclosure, respectively;” further explanations are given in TB 730 [16]
Insulating gases have to fulfill two main functions in a GIS, namely the dielectric insulation and the arc interruption capability. SF6/N2 gas mixtures are inferior to pure SF6, so this gas mixture cannot be used for this purpose. Gas mixtures without SF6, such as CO2/O2/fluoroketone gas mixtures or Heptafluoroisobutyronitrile gas (C4F7N) mixed with the background gas of CO2 seem to be promising candidates.
3.2 Liquid Insulation Systems
Here, we like to let the authors of the mentioned TB 224 [2] speak again, as since 2003, nothing significantly has changed, and their statement is valid:
Although solid and gaseous insulation have become increasingly important during the last decades the use of mixed insulation (solid/liquid) is still essential for some applications, e.g., transformers. Transformers are one of the key components of electric power distribution and transmission systems and their reliability is of paramount importance. … Even today, the most frequently used insulation systems in these devices are still the traditionally used liquid immersed paper and pressboard insulation. Due to cost constraints a combination of cellulose paper and mineral oil has been the most common choice of materials, although for special applications different combinations of insulating liquids and of porous solid insulation immersed materials are in use. [2], Chap. 7.2.
Within the last years, one can observe the strong trend that usage of ester liquids is steadily increasing. This will also be the case for the nearest future.
Why? The explanation is well given in [2] again:
When searching for a PCB (polychlorinated biphenyl) substitutes, ecological considerations were paramount in the search for a non-combustible and non-toxic liquid dielectric having good cooling properties. Ester liquids consisting of organic esters were proposed for distribution transformers. The method of obtaining such a liquid consists of synthesis. … The fire resistance of this liquid is much higher than that of mineral oils. Ester liquids are somewhat in an intermediate position however, between PCBs and mineral oil based on flash ignition and self-ignition temperature. Ester liquid belongs to the HFP (high fire point) liquids also known as “less inflammable” liquids. By definition a HFP liquid must have a minimum fire point of 300 ℃. Ester liquids are non-toxic, well digested by micro organisms and posses a low vapour pressure at operating temperatures of power transformers. In a fire they generate no dioxins or toxic products and possess a good ability for biodegradability. … Ester liquids possess good ecological properties, this feature together with the ability to dry the solid insulation (impregnated paper) are considered as positive. However, the viscosity, which is the principal parameter for heat calculations, is higher than that of transformer oil; slightly larger cooling channels are generally required. Esters are also prone to the possibilities of hydrolytic detachment through moisture content.
For many years ester liquids have been used in distribution transformers, because these liquids comprise several additional advantages. They have a lower inflammability and a high hygroscopicity. High hygroscopicity is usually seen as a disadvantage but may be a benefit when a solid insulation is in contact with the insulating liquid where water, assimilated at the solid insulation, can be extracted. Further, ester liquids and mineral oil possess an almost similar density. They are completely mixable at any ratio. Almost all electrical and dielectric properties of ester liquids are similar to mineral oils despite the relative permittivity εr, which is higher (3.3) than those of mineral oils (2.2). This is however, an additional benefit if the ester liquid is used for impregnating cellulose as the relative permittivity is closer to that of cellulose, (about 6), thus resulting in a more uniform electrical field distribution within the combined insulation. [2], Chap. 7.2.
3.3 Solid Insulation Systems
Again, the arguments written in TB 224 are still valid today and applicable for the future too:
In the last 30 years two synthetic solid insulation materials have been widely used in components of electrical power systems. These are polyethylene used mainly as cable insulation and cast resin materials used in high voltage and low voltage systems. These materials are distinguished, as they are easy to handle, have excellent electrical and dielectric properties and have good resistance against chemical stresses. Whereas the operating temperature of Polyethylene (PE) is limited to about 90 ℃ cast resin materials can withstand thermal stresses up to 300 ℃. Furthermore, cast resin materials have excellent mechanical properties. For this reason, this solid insulating material is widely used in electrical applications for switchgear, bushings, rotating machines and transformers. By variation of the moulding material components the properties of the insulating material can be adapted to the application requirements.
An important influence on the electrical behaviour of a filled cast resin insulated system is that internal mechanical stresses are frozen in the solid material during the manufacturing process. This results from different coefficients of thermal expansion of the resin system and associated encapsulated materials, e.g., the windings in dry type transformers. The interface between the matrix and the enclosed metal and the interface between the matrix and filler are critical points where cracks may occur. These defects can lead to partial discharges (PD) and finally to an electrical breakdown of the insulating system. Polyethylene is used mainly as cable insulating system. Nowadays PE-insulated cables are in operation up to a voltage of 500 kV. PE has very good electrical properties. Critical features of PE are PD and water. Improved technologies now allow the manufacture of cables with significantly improved PD characteristics. [2], Chap. 7.1.
For some of these solid insulations, a significant improvement was achieved for various insulation materials. For example, special polyethylene was developed which can now also been used for DC applications, as the space charge phenomenon is better controlled and suppressed by developing and producing special PE. This material is used mainly for extruded DC cables.
3.4 Comparison Between Liquids Insulation and Solid Insulation Systems
For a rough orientation about the suitability of an insulation material or system for a special application, a comparison between liquids and solid insulation, and solid/liquid insulation systems is given. As one can recognize, not only dielectric properties are of importance.
This list gives in addition a brief indication for an outlook of insulation materials and systems, which might be improved to cope with the tasks of future power systems.
Advantages of liquids (list is not complete):
-
Better heat transfer
-
Good convection and self-healing
-
Possibility of reconditioning, in some applications replacement of the liquid insulation is possible, but has to be studied further
-
Less susceptible to PD.
Disadvantages of liquids (list is not complete):
-
Fire hazard and possibility of explosion
-
Environmental hazards resulting from leakage
-
Different permittivity between solid and liquid insulation can cause field distortion at the interface
-
Water deteriorates the breakdown strength and can cause failure in the liquid at low temperature
-
Cellulose as solid insulation does not allow higher operating temperature.
Advantages of solids (list is not complete):
-
Better, easier handling
-
Less environmental impact
-
Higher operating temperature is possible with resin systems
-
Less danger of fire hazard
-
Mechanical stressing is possible.
Disadvantages of solids (list is not complete):
-
Heat transfer ability is lower
-
Sensitive to PD activities
-
Sensitive to varying mechanical stress
-
Sensitive to temperature changes.
As a first resume, it was shown in the last sections, that one important task of SC D1 is to investigate new materials, their properties, and parameters. The future tasks should concentrate on some of the following demands:
-
Investigating materials with higher temperature withstand capability
-
Searching for insulation systems with better PD performance and high fields withstand capability
-
Researching of materials with a better electrical performance which allows higher operating electrical fields
-
Finding materials with a high surface resistivity (mainly for AC applications)
-
Searching for insulation systems with better performance for the different HVDC and pure DC applications
-
Investigating materials with a better transferability to allow the design of more compact power equipment.
Which insulation material and insulation system is mostly suited depends strongly on the application; therefore, their application in a transformer (distribution or power transformer), a GIS, or GIL, within a support insulator, a bushing, in cable and joints, or in motor generator can be very different [5].
4 Protection as a Supplement
As an additional component for a better performance of the insulation materials, it is the application of surge arresters, which is partly a topic of SC D1 too. This additional measure helps to protect or keep the stresses of the insulation within a given limit [3, 5]. One has to consider that the application of surge arresters is an important part to allow a secure operation of the power components during transient surges within the network. Therefore, a more compact design of such surge arrester in the future will increase the field strength. As an example of the microstructure of such metal oxide surge arrester, Fig. 14 shows the comparison of the microstructure between MO resistors operating at 2 kV/cm or 4 kV/cm. The MO resistor of 4 kV/cm has a smaller grain size of ZnO than that of 2 kV/cm [18].

Microstructures of MO resistors with the field strength of 2 kV/cm and 4 kV, TB 696 [18]
As mentioned earlier, application and behavior under AC are quite well understood and technically on mature level. For DC application, there are still improvements possible and further investigations and research needed.
5 New Materials and Insulation Systems/New Technologies and Testing Procedures
The last sections have shown briefly the status of the work on insulation materials and systems performed by SC D1. To understand the following arguments, one has to recognize that power equipment is investment goods. They have to operate for more than 20 years and up to 40 years or even longer. Therefore, aging processes under the mentioned and various stresses must be well understood!
Consequently, the development and industrial application of new insulation media or systems needs time. One has to understand the physical and chemical basics. Breakdown behavior and aging characteristics of gases, liquids, or solids have to be investigated for new applications, before they can be technically introduced and applied in transformers, cable systems, or GIS. These steps need comprehensive R&D investigations, R&D tests, and type tests, which might take at least 5–10 years. Additionally, the acceptance of the producers and utilities (the market) will finally decide their application. The so-called technology readiness level describes this too.
The status of those activities and their results about new materials and technologies will now be briefly highlighted by some examples. They will underline their potential influences on the power systems of the future.
5.1 Nano-Materials
The technical brochures TB 661 [19] and TB 451 [20] and WG D1.69 give an comprehensive overview of this material and its possible applications. For the definition, what nano-materials are, we like to cite the definition given in TB 451 [20]:
“What is the modern meaning of nanotechnology? It is a general term covering a widerange of many fields ranging over such as electronics, photonics, mechanics, micro-machines, and biomaterials. We may recognize that it is not as yet a science that is theoretically arranged, nor an engineering that is systematically structured, such as physics and electrical engineering (Iijima 1991). It deals with characteristics in nanometer size and/or mesoscopic regions on materials and functional devices. It should be stressed that macroscopic performances must appear as collective behaviors of individual performances at the nanometric level. Therefore, it is a key issue for us to control mesoscopic characteristics. Then, it is expected that such a nanotechnology will bring about enormous innovation in various fields such as structural materials, resources and energy, communication and electronics, biotechnology, environmental safety, medicine, and health”….Polymer nanocomposites are a composite of organic polymers and inorganic nano fillers. Since they have enormous total areas of interfaces around the nano fillers that contact the polymer matrices, it is widely recognized that they are significantly affected in their performances by the properties of such interfaces. Figure 15 shows three representative models for interfacial states (Tanaka 2005). Sub-figures (a) and (b) show two kinds of directed polymer chains; (a) random or parallel direction to the surface of a nano particle, and (b) more or less perpendicular to the surface of a nano particle. The sub-figure (b) represents a spherulite in part. Interfaces are expanded in radial direction outside the surface of a nano particle, and have their thickness that is usually called an interaction zone. Such interfaces are different in their performances from both nano particles and polymer matrices,” TB 451 [20].

States of interfaces between nanofillers and polymers, from TB 451 [20]
Example of nanomaterial applications are cable systems, stator bus insulation, GIS, and transformers. They are in use today, but more complex insulation systems are under research and investigation. The experience shows that from research to a broad industrial application, it might take several decades, see also [2]. Their main task is to reduce losses, to decrease the dimension, and to allow tailor-made applications. WD D1.73 continues this work (Fig. 16).

Various factors create more PD-resistant properties of polymers with the aid of nanofillers [19]
5.2 Insulations for High-Temperature Superconducting (HTS) Materials
Insulations for HTS applications is another interesting topic, as this can significantly reduce losses and physical size of power system components. This material can conduct currents without losses at about 77 K, and therefore, they are called high-temperature superconducting materials. Possible applications are:
-
Rotating machines
-
Cables
-
Fault current limiter
-
Energy storage (SMES).
Further details are found in TB 644 [2, 21]. Additionally, WD D1.69, “Guidelines for test techniques of High-Temperature Superconducting (HTS) systems,” continues this work.
The actual status of this technology is shown in the next section by some examples of development and field tests for HTSC cables.
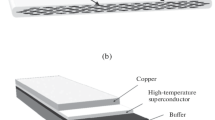
At the time when this chapter was written, several dozen experimental superconducting cable lines have been installed to study the possibility of electricity transmission using the superconductivity effect. They all have in common that their lengths do not exceed more than one kilometer [22, 23]. Figure 17 shows as an example the design of a HTSC DC cable [22].

Superconducting cable design [22]
According to the authors of [22], “…long-distance cable transmissions are possible only with the use of DC lines, since any, including superconducting, AC cable lines have a length limitation, due to the occurrence of charging currents, which lead to a decrease in power at the far end of the line. … As a result, the length of AC cable lines does not exceed several tens of kilometers.”
In Russia, the following HTSC cable is under construction. This DC cable will connect the two substations, “Tsentralnaya” 330 kV substation and “RP-9” 220 kV substation, in the St. Petersburg power grid. The length of the cable is 2.5 km, and the loop of pumping with liquid nitrogen is 5.0 km [22, 23]. The concept of this HTSC link is shown in Fig. 18, and its main features are given in Table 1.

Electrical scheme of superconducting line (top) and possible schemes of cooling with the placement of cryogenic station from one end of the line (bottom) [22]
In addition, also AC cables (three phases) and prototypes are developed and installed too or will be finished soon (2019). Figure 19 shows as an example a three-phase HTSC AC cable installed in Korea [24].

Structure of the AC 23 kV “triad type” HTS cable, described in [24]
Nevertheless, one can assume that the number of applications will be still limited for special fields. If these projects will show their effectiveness and technical readiness under real operation conditions, one can expect that in the long-term run more superconducting cable links will be installed.
5.3 Use and Improvement of Simulation Tools—Some Examples
At his point, we like to discuss briefly the influence and application of improved simulation software used generally in SC D1 and the other SCs. This is an important aspect to allow further improvement of the insulation system and diagnostics of the future power systems.
It is important to stress again within this context that the main dielectric design parameter is the electrical field, as this governs all electrical effects such as breakdown behavior and partial discharge activities. Another fact must be highlighted, which is often forgotten: Statistical processes rule all breakdown behavior and aging processes.
Due to these boundary conditions, the development of hardware for power components needs experiences and cannot only be simulated. The reason is that the parameters, which govern the dielectric performance, are not always known or physically understood. For example, the dielectric properties and field strength are controlled on a microscopic scale and at insulation interfaces (paper-oil, gas–solid, metal-gas,…). For example, the field calculation of a polymer insulator surface in air under high humidity, DC stress, with surface and space charges, is very complex and difficult to describe by theory only. Beside this limitation, they are very important tools and support significantly the understanding and simulation of insulations systems. One brief example is shown here.
5.3.1 Field Calculation
Simulation tools will be constantly improved, and more flexible and several physics can be handled simultaneously, like thermal properties, DC conductivity as function of temperature and field strength in 3D, and under time variations. Due to the complexity of the calculations, the results of these simulations are not easy to verify, and thus, measurements will be still needed in the future too. The following example demonstrates the possibilities of such tools (Fig. 20).

Surface potential distribution under positive DC voltage application in 0.5 MPa SF6, [25]
This example shows the measurement of surface charges, which are compared with simulations. Details are given in [25].
6 Active Working Groups of SC D1 and Possible Future Tasks
This was a brief overview about new materials and technologies for the future challenges around this topic. Where else can SC D1 contribute? Which topics in SC D1 can support other SCs for their future challenges?
A forecast into the future work and tasks might be more reliable, if one looks at the topics, which were handled within the different WGs of SC D1 in the last 10 years. As one can see, at least two main new working fields appeared; “Diagnostics” and “DC,” Fig. 21. As mentioned, the actual major trends within SC D1 are reflected by the actual topics of the 24 WGs, which are listed in the four groups: Gases, liquids, solids, and testing and diagnostics. In doing so, one can also recognize the future trends and which topic should be investigated by former new and follow-up WGs in SC D1. Clearly, DC applications will increase further. Why is this further work and research needed?

Development of WG topics from 2009 to 2019 of SC D1
Breakdown behavior, diagnostics, and aging are in detail different under AC or DC field stress. Field distribution inside the power equipment, field amplitudes, and transient influences are different. In addition, due to power electronics, new kind of electric stresses have to be considered. This has also consequence on the way of testing and testing procedures. The main active working groups within SC D1 and their potentials to support and solve the challenges of the future power system are as follow. Some of them were already mentioned and discussed shortly.
6.1 Gases
-
Dielectric testing of gas-insulated HVDC systems (JWG D1/B3.57)
-
DC new test strategies, transient voltage stresses => input for new standard
-
-
Requirements for PDM systems for gas-insulated system (WG D1.66)
-
PD monitoring system, noise rejection, data representation, reporting, and defect localization
-
-
Dielectric performance of non-SF6 gases and gas mixtures for gas-insulated systems (WG D1.67)
-
Methods for finding new insulating gases, definition of tests, and test procedures.
-
6.2 Liquids
-
New frontiers of DGA interpretation for power transformers and their accessories (JWG D1/A2.47)
-
Improved diagnostics for different fault types, effects of mixtures, and online gas sensors
-
-
Mechanical properties of insulating materials and insulated conductors for oil-insulated power transformers (WG D1.65)
-
Review of functional performance of materials and test methods, and suggestion for revision of standards
-
-
Field experience with transformer solid insulating aging markers (JWG A2/D1.46)
-
Evaluation of online gas monitors and procedures for verifying their accuracy
-
-
Functional properties of modern insulating liquids for transformers and similar electrical equipment (WG D1.70)
-
Overview of functional requirements, procedures for determination inhibitor content, review of test methods and existing standards, and input for possible revision of standards.
-
6.3 Solids
-
Harmonized test for the measurement of residual inflammable gases in insulating materials by gas chromate (JWG D1/B1.49)
-
Diagnostics/testing—input for standard revision
-
-
Field grading in electrical Insulation systems (WG D1.56)
-
Establishing of field grading materials, field simulation techniques, and applications
-
-
Evaluation of dynamic hydrophobicity of polymeric insulating materials under AC and DC voltage stress (WG D1.58)
-
RRT tests, reproducibility—development of test methods as input for IEC standards
-
-
Methods for dielectric characterization of polymeric insulating materials for outdoor applications (WG D1.59)
-
Evaluation of various materials at different temperatures and frequencies, def. of test specifications, and RRT tests
-
-
Surface degradation of polymeric insulating materials for outdoor applications (WG D1.62)
-
Influence of degradation and aging behavior
-
-
Electrical insulation systems at cryogenic temperatures (WG D1.64)
-
Summary of principles and test issues about discharges in insulation materials at cryogenic temperatures
-
-
Nanostructured dielectrics: Multifunctionality at the service of the electric power industry (WG D1.73)
-
Review about recent nanodielectrics, choice of multifunctional parameters, definition of test sample design, and selecting and performing test
-
6.4 Dielectric Tests and Diagnostic Tools
As mentioned in the introduction of this chapter, different tests have to be performed during the development of power equipment and their components. It is worth to mention that those tests do not cover only dielectric tests. There is a bunch of tests, such as research and development tests, type tests, pre-qualification tests, factory tests, commissioning tests, on-site tests, and diagnostics. The majority of them are descripted in the corresponding standards, such as for bushings, cables, power transformers, and GIS.
In combination with all the tests, criteria have to be defined, how to check and prove, if a test was successful. The observation of “no breakdown” is not sufficient and will not guarantee, that the tested component is in proper condition. Therefore, in the last decades, additional diagnostic tools were developed and continuously improved. Additional guidelines for the application and interpretation of measured parameters such as PD measurements with UHF sensors [26], PD analysis in power transformers [27], and DGA [13, 28] of power transformers are typical examples. In addition, techniques like frequency response analysis, FRA, fault location in cables, and PD monitoring of GIS by the UHF method will be continually improved within the next years. Furthermore, as consequence of the fast development of new and compact sensor techniques, new parameters of the insulation might be accessible to evaluate the status of an insulation system.
New IEC standards will define testing voltages (such as wave shape, frequency, harmonics, and tolerances) and are currently partly under revision [29].
Further, WGs cover these diagnostic topics
-
Principles and methods to measure the AC and DC resistance of conductors of cables and overhead lines (WG D1.54)
-
Review of state-of-the-art measurement and test equipment, development of test procedures, evaluating of influencing factors, and determination of reliability
-
-
Traceable measurement techniques for very fast transients (WG D1.60)
-
Review of existing maintenance practice, questionnaire, and new methods and developments for condition-based maintenance
-
-
Optical corona detection and measurement (WG D1.61)
-
Test procedures for a RRT, evaluation of UV cameras available on the market
-
-
Test of material resistance against surface arcing under DC (WG D1.72)
-
Definition of test arrangement and test procedure, RRT
-
-
PD measurement on insulation systems stressed from HV power electronics (WG D1.74)
-
Survey of possibilities to measure PD in power apparatus, extraction of PD features (waveform and bandwidth), investigation of voltage endurance for insulation systems
-
-
Atmospheric and altitude correction factors for air gaps and clean insulators (WG D1.50)
-
Checking and evaluation of existing correction factors and collection of new data, defining and performing a round-robin-test (RTT), and guidance for standard revisions
-
According to these arguments, some example of diagnostics and their capabilities will be discussed.
6.4.1 Atmospheric and Altitude Correction Factors for Air Gaps and Clean Insulators
WG D1.50 is collecting data about atmospheric and altitude correction factors, as one has found that there are different factors in different IEC standards, which is not acceptable, especially under the demand of reducing equipment size and safety clearances. Figure 22 shows results collected by WG D1.50 about the influence of humidity on insulators [30].

BD voltage as a function of absolute humidity and arching distances [30]
With the increasing use of HVDC systems and DC lines, correction factor under DC stress were also investigated. Figure 23 shows the influence of humidity for a gap range of 100–700 mm and as function of altitude range (500–1900 m). These investigations are needed as it was realized that a correction according to IEC 60060 appears to be invalid for DC. Therefore, the results of WG D1.50 are needed for the revision of IEC 60060-1 [29].

BD voltage versus relative humidity [30]
6.4.2 Partial Discharge Detection Under DC Voltage Stress
Partial discharge detection under DC voltage stress is the task of WG D1.63 [15]. Experiences have shown that the PD activity and their measurement under DC stress are very different from those under AC stress. The IEC standard 60270 [31] does not cover DC measurements correctly. This was the reason to find this WG. Their result will serve as input for the revision or as amendment for this standard.
The main two tasks of WG D1.63 are to describe the understanding of the differences of PD behavior between AC and DC. The physical process and the influencing factors of operating conditions (as e.g., polarization, temperature, etc.) on different insulation systems under DC stress and respective effects on PD phenomena are investigated. Figure 24 shows an example of the PD repetition rate of a void inside a cable joint under DC stress, and Fig. 25 shows the simulated electric field stress in an oil-paper insulation.

PD repetition rate of a void type defect inside a cable joint at 180 kV and elevated temperature [15]

Electric field stresses and equipotential lines in an oil-board barrier system during polarity reversal test: a displacement field after switching on, b close to steady-state DC field after 90 min, and c superposition of steady-state and displacement fields after polarity reversal [15]
6.4.3 Diagnostics for GIS by Means of the UHF Technology
For about 20 years, the ultra-high frequency (UHF) method for PD detection in GIS was introduced. Since then, there was a need to verify the sensitivity of these diagnostic measurements. WG D1.25 collected the experiences gained over a period of about 15 years of this sensitivity check, TB 654 [32].
The described procedure ensures that defects causing an apparent charge of 5 pC are detected on site. The comparison between different diagnostic methods was performed, and the level of partial discharge activity associated with different types of the defects was established. It was found that there is no direct correlation between the PD level detected by any diagnostic methods and the flashover voltage of the defects.
In most types of GIS, the UHF energy is concentrated between 100 MHz and 2 GHz. The sensor’s frequency response depends on its size, shape, and the connection method used. Most sensors are themselves resonant structures at UHF frequencies, and this can be used to advantage. Typical sensors are shown in Fig. 26.

Examples of sensors, TB 654 [32]
Figure 27 shows the damping of the PD signal along the GIS busbar: “…an example of the frequency dependent attenuation characteristics along the busbar of a single-phase encapsulated 220 kV GIS is shown. The busbar of this type of GIS and this configuration shows quite low signal damping. The pulse generator signal used for carrying out the on-site sensitivity verification can even be identified at the sensor 14 bays further away (at 495 MHz). It can be seen that the signal-to-noise ratio is higher for the frequencies below 1 GHz compared to the frequencies above 1 GHz. Furthermore, with increasing distance from the artificial pulse signal injection point, the frequency content tends to concentrate on specific resonance frequencies with decreasing bandwidth.”

UHF signal attenuation characteristics along 220 kV GIS busbar, TB 654 [32]
6.4.4 Risk Assessment on Defects in GIS Based on PD Diagnostics
For the operation of the assets, in general, and for the future, a risk analysis is of importance. This is in general not easy to achieve, as very often the status of the equipment (transformer, GIS) is not completely known. In addition, the possible weak points or defects are unknown. Therefore, WG D1.03 studied the combination of diagnostics with a risk assessment for a GIS, equipped with a UHF PD measurement technique. The results were published in TB 525 [33]. The approach in form of a flowchart presents Fig. 28.

Flowchart of the proposed risk assessment procedure [33]
This reports shows further that depending on the type of defect, different aspects for each of the impact parameter have to be considered. Table 2 shows the technical impact parameters and the related aspects for different defects detected by PD measurements. Some of these aspects can be defined by the PD measurement; others are related to the service condition like, e.g., occurrence of temporary AC overvoltages [33].
6.4.5 Diagnostics for Liquid Insulation Systems
TB 738 summarizes the influence of water and oxygen on cellulose aging in mineral oil [34]. The Arrhenius plots of aging of (a) kraft paper and (b) thermally upgraded paper, taken out of this brochure, are shown in Fig. 29.

Arrhenius plots of aging of a kraft paper and b thermally upgraded paper, TB 738 [34]
This papers shows, “that the temperature dependence for oxidation of kraft paper is less than hydrolysis, and more in line with the ageing of thermally upgraded paper. One can also see that increased water content in thermally upgraded kraft paper is not as harmful as for pure kraft paper, while presence of oxygen seems to be more or less equally harmful for both papers. This gives a clear indication that hydrolysis is suppressed by the upgrading, while oxidation is not and that for upgraded paper oxidation seem to be a more prominent mechanism.” [17]. This example shoes the relevance to the methods offered for on-site oil reconditioning or reclamation. The drying of the cellulose is a possible bonus effect from processes mainly focused on degassing, reconditioning and reclamation the oil itself. For all these methods, the cellulose and pressboard are dried via the oil transported through the processing apparatus. The ability of the methods to get water and ageing by-products out of the winding will depend on, and increase with, the temperature of the insulation system in the transformer during the processing. To remove water requires time: the temperature dependence of the solubility and diffusion of water is basically known.”
6.4.6 Significance of Moisture Measurements in Oil Together with the Application and Suitability of New Sensor Techniques
On this basis, it is obvious that the measurement and knowledge of the water content in oil are important for the status analyses of a transformer. How these moisture measurements are done and the available technologies were investigated and collected by WG and recently published as TB 741 [35].
Figure 30 shows the direct dependency between breakdown voltage and relative saturation of insulating liquid. The combination of this graph with a graph describing moisture concentration in % in paper and % relative humidity would give the dependence of % moisture in paper from the breakdown voltage in oil under equilibrium conditions, see Fig. 31 [35].

Dependency between breakdown voltage and water content in insulating liquid, TB 741 [35]

Dependence between the breakdown voltage and % moisture in cellulosic solid insulation at different service temperatures, TB 741 [35]
This diagram shows that at lower temperatures the breakdown voltage in oil does not significantly change with the water content of the solid insulation. The sampling temperature is necessary for a correct evaluation of the water content and for estimation of the breakdown voltage as well.
TB 741 presents also the capacitive polymer sensors. “They are widely used in monitoring of moisture in HV equipment, as well as in automated equipment for oil processing and refurbishment (reclaiming). The use of capacitive sensor instruments is a mature technology and has been used since 1970’s in various applications to measure moisture in gas phase. In late 1990’s, the same technology was introduced to measure relative moisture saturation in oils” [35].
Figure 32 shows that a capacitive moisture sensor is a parallel plate capacitor. At least one of the electrodes is permeable to water vapor and allows water molecules to diffuse into the dielectric polymer layer. Absorbed water molecules increase the permittivity, and this can be measured as increased capacitance of the sensor element. The sensor is very selective to water, and almost no interfering effects of other molecules in oils are observed” [35].

Structure of a capacitive thin polymer sensor, TB 741 [35]
The results of TB 741 describes also that it is important to know that moisture diffusion coefficients for natural esters and solid insulation are much higher than for mineral oil and solid insulation. Figure 33 shows as an example due to the different time constants for moisture exchange hysteresis curves (relative saturation (RS) versus temperature dependence) [35].

Hysteresis loops of relative saturation (RS) versus temperature for natural ester, TB 741 [35]
6.4.7 Advances in DGA Interpretation
Another important diagnostic tool is the dissolved gas in oil analysis (DGA).
The main methods used to identify faults (above typical values) or stresses (below typical values) in transformers and accessories filled with mineral oils are the Duval Triangles and Pentagons, IEC ratios, Rogers, Dornenburg, key gas methods, together with dozens of other, lesser-used published methods using for instance neural networks. They all primarily use hydrogen, methane, ethylene, ethane, and acetylene for fault identification. The Triangle and Pentagon methods [B5] have been used for fault identification in TB 771 rather than the IEC ratio method [B3] and the other methods listed above [28].
Table 3 shows examples for faults or stresses of type D1 in paper of windings which are more dangerous than faults D1 in oil, because paper here is often subjected to a high voltage and will lose its electrical insulating properties when carbonized by the arcing D1, resulting in dielectric failure. Indeed, ~8 cases of faults D1 in paper have been reported to the WG, where failure occurred when acetylene reached 120 or 45 ppm or less. Shown here is an example of sparking partial discharges D1 in paper of a 230 kV bushing [28].
7 Corrosion
Finally, within the recent years, corrosion comes into the focus of SC D1. Originally, not in their scope, SC D1 was asked some years ago to collect data and information about this topic. This was finally successfully done by WG D1.71, “Understanding and Mitigating Corrosion,” and published in TB 765 in 2019 [36].
Within this brochure, the various corrosion mechanisms are presented and analyzed. As an example, Fig. 34 describes “pitting as one of the most destructive forms of corrosion as it can cause equipment failures due to perforation, while the loss of metal due to uniform corrosion is minimal. Generally, pitting occurs on oxide-covered metal surfaces such as stainless steels or aluminum due to the localized breakdown of the oxide film by aggressive anions, especially chloride ions. Pitting can also occur on steel in boilers and other water systems, when the oxygen content increases such as from leaks, so that the protective magnetite film breaks down locally causing pits or depressions on the steel surface. This is called oxygen pitting” [36].

Pitting corrosion mechanism in a stainless steel, TB 765 [36]
The well-know rusting and its mechanism are shown in Fig. 35. The authors of WG D1.71 explained: “Steel corrosion is easily recognized because the product is red rust. As soon as any protective zinc plating is destroyed, the steel and oxidizing agents react to form rust on the surface. When iron base alloys corrode, dark corrosion products usually form first on the surface of the metal. If moisture is present, this ferrous oxide coating is converted to hydrated ferric oxide, known as red rust. This material will promote further attack by absorbing moisture from the air. The shade of iron oxides ranges from a dull yellow through various oranges and reds to a deep black. Red rust (Fe2O3) and black rust (Fe3O4) usually occur together: the deposit color reflects which oxide in the mixture predominates. Corroded galvanized steel parts may be also covered by so-called white rust, which is a white porous deposit formed on destroyed zinc plating. All three types of rust (red, black, and white) are seen” in Fig. 35.

Galvanized steel corrosion: mixture of “red rust” (Fe2O3), “black rust” (Fe3O4), and “white rust” of corroded Zn plating, TB 765 [36]
8 Conclusion
As a summary, the main topics and directions of the future WGs in SC D1, which will support the challenges of the electricity supply of the future, are:
-
Reduction of losses
-
Increasing of lifetime
-
Corrosion mitigation
-
Less environmental influences (replacement of SF6)
-
Environmentally friendly insulation liquids for transformers
-
Compact design which means higher electrical field stress
-
Aging under high field stress (AC and DC)
-
Influence of transient voltages stresses due the further increased application of power electronics
-
New materials (nanomaterials), new insulation liquids, and improved solids
-
Diagnostic tools and interpretation rules or guidelines
-
New test procedures, as consequence of a broader use of power electronics.
9 Education
Finally, some brief thoughts about the education of the engineers and scientists and the various skills, which might be needed to support and realize the electricity supply of the future.
-
System knowledge and thinking (HV engineering, power electronics, material science, physical concepts)
-
System boundaries become more permeable or disappear completely
-
Understanding of interaction between Hardware–design–manufacturing processes
-
Handling and understanding of complex simulation tools (multiphysics)
-
Out of the box thinking, overcome borders between power electronics, HV engineering, chemistry, physics, mechanics, and simulation
-
Student should understand the basics of HV engineering, power electronics, electric fields, the statistical nature of breakdown and PD activity and further and new diagnostic parameters
-
Simulation tools are principally limited on the available knowledge and theories, and therefore, time-consuming experiments and research are still needed and necessary.
Universities should adapt the courses, but they should not forget the classical “hardware,” as this is still the backbone of the electricity supply systems.
References
CIGRE-S47-ScopOfWrk-N3: 2018 Scope of Work a Activities. https://www.cigre.org/userfiles/files/Knowledge_Programme/S47-ScopOfWrk-N3.pdf
CIGRE Technical Brochure 224: Emerging Technologies and Material Challenges, final report of Joint Advisory Group DC15/D1-JAG 02TC & Study Committee Task Force SC15/D1-Tf03 (2003)
Hauschild, W., Lemke, E.: High-Voltage Test and Measuring Techniques, 2nd edn. Springer (2018). ISBN978-3-319-97459-0
Sundran, A., et al.: Establishment of 1200 kV national test station in India. CIGRE Science & Engineering, vol. 4, pp. 6–11 (2016)
Küchler, A.: High Voltage Engineering. Springer Vieweg, VDI book (2017). ISBN 978-3-642-11992-7
IEC 60060-1 ed. 3.0 (2010–09): High-voltage test techniques—Part 1: General definitions and test requirements, 2nd edn. Springer (2018). ISBN 978-3-319-97459-0
CIGRE Technical Brochure 502 High-Voltage On-Site Testing with Partial Discharge Measurement, final report of WG D1.33 (2012)
CIGRE Technical Brochure 751: Electrical Properties of Insulating Materials Under VLF Voltage, final report of WG D1.48 (2018)
CIGRE Technical Brochure 703: Insulation Degradation under Fast, Repetitive Voltage Pulses, final report of WG D1.43 (2017)
IEC 62895: 2017: High voltage direct current (HVDC) power transmission—cables with extruded insulation and their accessories for rated voltages up to 320 kV for land applications—test methods and requirements (2017)
Voß, A., Gamlin, M.: Superimposed impulse voltage testing on extruded DC-cables according to IEC CDV 62895. In: 20th International Symposium on High Voltage Engineering, Buenos Aires, Argentina, August 27–September 01 (2017)
Felk, M., et al.: Protection and measurement elements in the test setup of the superimposed test voltage. In: 20th International Symposium on High Voltage Engineering, Buenos Aires, Argentina, August 27–September 01 (2017)
CIGRE Technical Brochure: DGA Monitoring Systems, final report of WG WG D1/A2.47, to be published in 2019
CIGRE Technical Brochure 741: Moisture Measurement and Assessment in Transformer Insulation - Evaluation of Chemical Methods and Moisture Capacitive Sensors, final report of WG D1.52 (2018)
Plath, R., et al.: Interim Report of WG D1.63: Progress on Partial Discharge Detection Under DC Voltage Stress. CIGRE Joint Colloquium on Study Committee A2, B2 and D1 in New Delhi (2019)
CIGRE Technical Brochure 730: Dry Air, N2, CO2 and N2/SF6 Mixtures for Gas-Insulated Systems, final report of WG D1.51 (2018)
Conference of the Parties.: Methodological issues related to the Kyoto Protocol. Report of the Conference of the Parties on its third session, held at Kyoto from 1 to 11 December 1997 Addendum Part Two: Action taken by the Conference of the Parties at its third session. http://unfccc.int/resource/docs/cop3/07a01.pdf (1998)
CIGRE Technical Brochure 696: MO Surge Arresters—Metal Oxide Resistors and Surge Arresters for Emerging System Conditions, final report of WG A3.25 (2017)
CIGRE Technical Brochure 661: Functional Nanomaterials for Electric Power Industry, final report of WG D1.40 (2016)
CIGRE Technical Brochure 451: Polymer Nanocomposites—Fundamentals and Possible Applications to Power Sectors, final report of WG D1.24 (2011)
CIGRE Technical Brochure 644: Common Characteristics and Emerging Test Techniques for High Temperature Superconducting Power Equipment, final report of WG D1.44 (2015)
Sytnikov, V.E., et al.: On the possibility of using HTSC cable lines in creation of long-distance interconnections. CIGRE Session 2018, Paris, paper B1-301
Korsunov, P.Yu., Ryabin, T.V., Sytnikov, V.E.: Superconducting cables. HTSC CL Project for Connection of 330 kV Tsentralnaya Substation and 220 kV RP-9 Substation in St. Petersburg (Energy of the unified network, 2017, No. 3(32), pp. 28–36)
Koo, D.C., et al.: World first commercial project for superconducting cable system in Korea. CIGRE Session 2018, Paris, paper B1-303
Shang, B.Y., et al.: Measurement and modeling of surface charge accumulation on insulators in HVDC gas insulated line (GIL). CIGRE Science & Engineering, vol. 3, pp. 81–87 (2015)
CIGRE Technical Brochure 662: Guidelines for Partial Discharge Detection Using Conventional (IEC 60270) and Unconventional Methods, final report of WG D1.37 (2016)
CIGRE Technical Brochure 676: Partial Discharges in Transformers, final report of WG D1.29 (2017)
CIGRE Technical Brochure 771: Advances in DGA Interpretation, final report of JWG D1/A2.47 (2019)
IEC 60060-1:2010: High-Voltage Test Techniques—Part 1: General Definitions and Test Requirements
Rickmann, J., et al.: CIGRE WG D1.50, Current state of analysis and comparison of atmospheric and altitude correction methods for air gaps and clean insulators. In: 19th International Symposium on High Voltage Engineering, Pilsen, Czech Republic, August 23–28 (2015)
IEC 60270:2000: High-Voltage Test Techniques—Partial Discharge Measurements
CIGRE Technical Brochure 654: UHF Partial Discharge Detection System for GIS: Application Guide for Sensitivity Verification, final report of WG D1.25 (2016)
CIGRE Technical Brochure 525: Risk Assessment on Defects in GIS Based on PD Diagnostics, final report of WG D1.03 (2013)
CIGRE Technical Brochure 738: Ageing of Liquid Impregnated Cellulose for Power Transformers, final report of WG D1.53 (2018)
CIGRE Technical Brochure 741: Moisture Measurement and Assessment in Transformer Insulation—Evaluation of Chemical Methods and Moisture Capacitive Sensors, final report of WG D1.52 (2018)
CIGRE Technical Brochure 765: Understanding and Mitigating Corrosion, final report of WG D1.71 (2019)
Juhre, K., Hering, M.: Testing and long-term performance of gas-insulated systems for DC application. In: CIGRE-IEC 2019 Conference on EHV and UHV (AC & DC), April 23–26, 2019, Hakodate, Hokkaido, Japan
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2020 Springer Nature Switzerland AG
About this chapter

Cite this chapter
Pietsch, R. (2020). Materials and Emerging Test Techniques. In: Hatziargyriou, N., de Siqueira, I. (eds) Electricity Supply Systems of the Future. CIGRE Green Books(). Springer, Cham. https://doi.org/10.1007/978-3-030-44484-6_16
Download citation
DOI: https://doi.org/10.1007/978-3-030-44484-6_16
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-44483-9
Online ISBN: 978-3-030-44484-6
eBook Packages: EnergyEnergy (R0)