
Abstract
Since the end of 2007, UGITECH S.A. has been equipped with an ESRR™ plant provided by INTECO Special Melting Technologies GmbH. This technology uses a superheated slag to remelt electrodes, in a T-shaped mould equipped with an upper graphite current collector: the current is split into two separate paths. This feature makes the ESRR™ process specifically appropriate to remelt a main electrode into smaller products like billets, with a rather high productivity. Nevertheless, the unique need of UGITECH S.A. to remelt continuous casting blooms, while keeping their 205 × 205 mm section constant, implies quite a small section electrode compared to the normal ESRR™ practice. The initial mould configuration of the machine had to be modified to take better into account this specific demand. The ESRR™ plant is a complex process which combines many simultaneous phenomena—electromagnetic, heat transfer, fluid flow, etc.—with a strong coupling. The first numerical model of this process was built, and data taken from literature [2-15] helped to develop its first heat transfer simulation. Despite the necessary simplifications and work hypotheses, this approach has given these first important results: to confirm the presence of organized toroïdal motions in the slag, to provide orders of magnitude for variables one cannot measure in situ (slag flow velocity, temperature distribution), and to compare the ESRR™ mould in its original configuration with a new design. Several industrial trials, performed in the target configuration and simulated with a modified current upper collector, have demonstrated obvious improvements both on the surface quality of the ingots (directly related to the temperature at the metal meniscus) and on the stability of the machine’s regulation (melting speed and electrode immersion). After this confirmation of the advantages of the new configuration, UGITECH S.A. finally placed an order to INTECO GmbH for a new design mould and an associated body.
Zusammenfassung
Seit Ende 2007 betreibt UGITECH S.A. eine Schnellschmelzanlage (ESRR), welche von INTECO special melting technologies GmbH. geliefert wurde. In dieser Anlage werden mehrere Elektroden in einem überhitzten Schlackenbad umgeschmolzen. Diese Technologie verwendet eine T-förmige Kokille, in welcher ein Graphitring Anwendung findet, um einen gewissen Anteil des Schmelzstromes über die Kokille abzuführen. Dadurch können sehr kleine Formate wie Billets aus einer oder mehreren größeren Elektroden mit einer sehr hohen Produktivität erzeugt werden. Im speziellen Fall von UGITECH haben die Elektroden und der zu erzeugende Billet die gleichen Querschnittsabmessungen (205 × 205 mm), was dazu führt, dass die Elektrode einen verhältnismäßigen kleinen Querschnitt im Vergleich zum Standard ESRR Prozess aufweist. Daher musste das anfängliche Kokillendesign verändert werden, um diesem speziellen Anwendungsfall Rechnung zu tragen. Der Umschmelzprozess ist sehr komplex und kombiniert verschiedenste Phänomene, wie elektromagnetische Effekte, Wärmeübergänge, Strömungen, usw., welche wiederum einen sehr starken Einfluss untereinander haben. Ein erstes numerisches Modell wurde entwickelt, und mit Hilfe von Daten aus der Literatur [2-15] wurde die erste Wärmeübergangssimulation gestartet. Trotz der für die Simulation notwendigen Vereinfachungen des Prozesses und Arbeitshypothesen konnte dieser Ansatz folgende erste Ergebnisse bringen: die Gegenwart von geordneten kreisförmigen Strömungen in der Schlacke, Information über eine Vielzahl von Variablen, welche nicht gemessen werden können (Schlackenbadgeschwindigkeit, Temperaturverteilung in der Schlacke) und einen Vergleich einer modifizierten T-förmigen Kokille mit der anfänglichen Ausführung. Einige Versuche im industriellen Maßstab mit einem modifizierten Graphitring (um das modifizierte Design zu simulieren) zeigten erste vielversprechende Resultate einerseits hinsichtlich der Oberflächenqualität der Billets (unmittelbar bezogen auf die Temperatur im Bereich des Meniskus) und andererseits auf die Stabilität der Regelung (Schmelzrate, Elektrodeneintauchtiefe). Schlussendlich wurde auf Basis dieser Resultate bei INTECO special melting technologies eine neue T-förmige Kokille in der modifizierten Ausführung bestellt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Since 2007, many trials have shown that the initial configuration of UGITECH’s ESRR™ machine was not completely adapted to the cast grades and format. As a matter of fact, the machine was too cold at the metal meniscus level. A low temperature in this area leads to surface quality problems on the ingots. The answer to this question consists in grinding the ingots, removing quite an important depth at each pass, in order to suppress all the defects. Under certain conditions, some grades give a completely inappropriate surface quality, which prevents any further reparation attempt. This paper deals with an experimental setting of the machine, whose purpose was to improve this surface quality; the final purpose is to change the mould geometry.
The main clue which convinced us that the metal meniscus was too cold is the surface state presented in Fig. 1 on a special grade with a large solidification range. As one can notice, some droplets of metal seem to remain at the ingot surface: while the melting process creates these droplets, they seem to be unable to merge with the meniscus. The overall toroïdal movement of the slag conveys these droplets toward the ingot surface, where they are trapped into a rough layer of slag (see Fig. 3). Apart from showing the worst ingot surface ever, this observation has the advantage to confirm the calculations of Leoben University regarding the droplet size in the ESR process, estimated between 1 and 15 mm (see Fig. 2, and [1]).

Surface state obtained in one rare occasion, when the ingot was cast in “cold” metal meniscus conditions, on a specific grade with a low liquidus temperature

Droplets formation below an ESR electrode Ø420 mm. (Courtesy of University of Leoben [1])

From left to right—metal droplet entrapment sequence (mould wall on the left)
One of the reasons for this bad result was understood later as a problem of regulation: the grade being very easy to melt (low liquidus and solidus, compared to standard steel grades), the electrode would melt so fast at the beginning that the machine would melt it from then on on an arcing regime. The melting speed is very difficult to increase, and the meniscus remains very cold. When we managed to properly control the immersion depth, the surface quality became correct and the speed was under control.
Nevertheless, the overall surface quality could be, in certain cases, a big issue for UGITECH’s ESRR™ machine. Even on grades that we manage to produce on an industrial basis, the ingot skin is clearly uneven over a certain thickness (see Fig. 4). A sort of a double skin is noticed, at random places below the ingot surface. The scale of this “double skin” structure is between 0.5 and 2 mm. It is interrupted in places, making us think about a crack or a hole fed by liquid metal coming from inside and creating a second skin layer.
The triple point between the copper mould, the slag, and the metal is a crucial place where several mechanisms can occur. We can have a continuous stable slag layer, serving as an interface for the initial metal skin formation, or we can have a periodic release of solidified slag layer chunks, together with some metal sticking to the copper. Tearing is about to occur in such conditions.

Lichtenegger Blœsh etching on a typical ESRR™ subsurface structure
A higher temperature in the triple point area should give a thinner and less brittle layer of slag. The extraction process should be easier because this interface should improve the gliding of the newly formed skin. At the same time, all the problems connected with the state of the slag near the meniscus, eventually giving birth to droplets entrapments, should also be avoided.
2 The Idea
The mould was too large for two reasons:
-
The meniscus of the slag, at the top of the mould, is a circle of 470 mm in diameter. In the case of UGITECH’s machine, while the section of the electrode is 41,682 mm², the remaining surface of slag (131,812 mm²) is exposed to intense radiative losses. With an average 1650 °C for the slag and with an emissivity around 0.8, the power loss through the free meniscus is 621 kW/m², i.e. 82 kW. A reduction of this useless free area retains more heat within the slag.
-
The initial height of slag in the mould was about 180 mm. The surface of copper in contact with the slag is quite important. Theoretically it acts as a heat well maintained at a constant temperature (the slag melting temperature). The quantity of heat extracted through the copper is variable, but it is proportional to the surface of copper in contact. In the present situation, this surface is 0.263 m², giving heat losses about 300 kW.
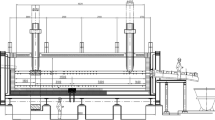
Starting with these statements, two main trials could be imagined: first, a change of mould geometry or, second, an artificial reduction of the slag height and surface. A modified ring has been designed which reduces the diameter by 60 mm and the slag height by 56 mm (see Figs. 5 and 6). The rim of the ring is dipped into the slag, while preserving around 30 mm of electrical contact. The new volume of slag has been successfully estimated at 13.6 dm3 (42 kg) instead of 24.2 dm3 (75 kg) in the normal situation.
3 Trial Preparation: Numerical Approach
In a delicate process such as ESRR™, this kind of change should not be attempted without thinking twice. With the quantity of slag being changed by 45 %, the energy required to melt it has to be decreased, and the melting conditions have to be re-estimated. Before launching a trial, we made a numerical simulation of the process, both in the conventional situation and in its modified version.

Two ESRR™ vertical cuts. Left hand side: standard configuration; right hand side: modified graphite ring trial

a Modified and standard rings, b Experimental graphite ring put in place in the mould lower half
3.1 Numerical Model
The numerical model itself was built with the help of Comsol Multiphysics™. The detailed description of the model is beyond the scope of this paper. Only the difficult points are described in the following subsections.
3.1.1 Movements
Two kinds of movements are to be modelled: the electrode and ingot descent, and the slag flow. The former are modelled with a constant vertical speed (equal to the melting speed), and the latter is calculated with a k-ɛ CFD finite element model. Some adjustment of the boundary conditions between slag and steel (both interfaces) take into account the “disappearing” and “appearing” metal: a forced vertical component for the speed — w — simulates the crossing of the boundaries by a volume flow rate of metal droplets.
3.1.2 Variables
The number of variables in a process driven by the Joule effect and the Lorentz forces is quite high: eleven variables have been used and solved together:
-
Temperature: T
-
Pressure: p
-
Speed (in the slag): u, v, w
-
Turbulent kinetic energy: k
-
Dissipation rate of k: ε
-
Vector potential of field B: A x , A y , A z
-
Electric potential: V
3.1.3 Phase Changes
Three places in the model require specific attention: the metal melting front, the metal solidification front, and the layer of solid slag in contact with the cold mould. The three cases are treated differently:
-
The fusion front is just a boundary layer, with a surface energy well, which consumes the latent heat of fusion, according to the melting speed, i.e. the descent speed (see Section 3.1.1)
-
The solidification front is modelled with an enthalpy model, which modifies the heat capacity during the solidification interval. This constitutes a volume energy source, function of T.
-
The solid slag layer in contact with the mould is considered as always thin and in contact with the liquid slag: this is modelled as a fixed temperature boundary condition.
3.2 Convergence
The model is not easy to converge. The intrinsic conductivity of the slag is decreasing with a decreasing temperature. Under constant voltage conditions, this leads to a trivial convergence toward room temperature. A procedure has been established to obtain convergence:
-
Initialization of the temperature to 1600 °C for the slag, and the ingot. The rest is maintained at room temperature.
-
Calculation of the electrical conduction. One gets the Lorentz forces.
-
With this fixed electromagnetism solution, one launches the fluid dynamics calculation.
-
With this fixed solution for the fluid flow, one can launch the heat transfer and solidification calculation, which has a maximum probability to converge toward a stable solution.
-
All the variables may then be released, and a global convergence can be reached finally.

a Temperature field (differences enhanced in the slag: left temperature scale), with the mushy zone; b Fluid flow in the slag: maximum speed (dark red) 30 cm.s−1, average speed between 15 and 20 cm.s−1
3.3 Results
The model was run on both conventional and modified graphite ring cases. As one can see in Table 1, the decrease in pool depth brings up 50 °C at the meniscus, while preserving the melting rate. The slag speed (toroïdal movement) is decreased by a factor of 2, while the overall power is decreased by 246 kW (spread over both heat losses wells).
The initialization of the real process (slag melting) is unchanged until the liquid slag volume reaches the mould walls. The quantity of slag being reduced by 45 %, the time required to melt it should be reduced to the same extent. In fact we have chosen a careful 38 % just to be sure that we would start in proper condition. Experience finally told us that 45 % would have been better: the initial slag temperature was indeed exceeding 1800 °C.
4 Trial Using the Modified Graphite Ring
After a hectic start (due to the standard machine parameters, confronted to new conditions), the machine’s regime stabilized. Fig. 8 shows the behaviour of the second electrode re-melted:
-
The current repartition remains mostly unchanged to an average 0.89. As in the standard configuration, this value is stable.
-
The swing and speed regulation is very stable. The gains of the PID controller were slightly increased to get a better following of the speed set-point. This did not imply instabilities.
-
The tension set-point evolution is completely conforming to a standard behaviour, with a short period of increase (electrode start-up), followed by a slow decrease (quasi-constant regime).
-
The resistance of the slag is measured around 8 mΩ, which less than the usual 13.5 mΩ
-
One can notice the stability of the machine, once the initialisation voltage is adjusted.
-
The slag temperature at the electrode change is only 1543 °C (!), which was unexpected.
-
The power, despite a lower value compared to the standard practice, did not decrease as forecast. An average 340 kW is observed, whereas the standard value is closer to 380 kW.
The cooling water regulation system is perfectly able to handle the new configuration of the machine. Most of the time, the valve remains at its minimum position; this indicates very low heat losses through the mould. Table 2 summarizes the average values of the significant variables. Despite an obvious decrease in power consumption, the decrease of the heat losses forecast using the numerical simulation is not observed. With the simulation being made at a melting speed of 450 kg/h, the transcription is not direct. But the tension drop and current rise (around 25 %) were underestimated. On the other hand, the power drop was overestimated. The main source of bias remains our lack of data about the slag itself.

Speed curve: green = swing, red = current, blue = tension, brown = actual speed
Apart from the very disturbed beginning of the first electrode, the ingot surface is very good (Fig. 9). Nevertheless, it is not free from any slag entrapment, but they are shallow and quite rare compared to the standard practice. Some samples have been taken out of the first ingot to assess the internal structure and to get a better overview of the depth and nature of the skin defects. The remelted metal chemistry is unchanged compared to the standard practice. A cleanliness assessment has been done using norm ASTM E45/A with no apparent change.

First electrode cast with the modified graphite ring. Detail of the ingot angle surface
5 Summary, Conclusion, and Outlook
Due to the special application of the ESRR process at UGITECH (same electrode and billet dimension) and the needed T-shaped mould design for this kind of plant concept, the initial configuration led to a too high overall heat loss resulting in an insufficient temperature at the metal meniscus area. Hence, the ingot surface of certain steel grades was not satisfying without a surface treatment before the subsequent rolling process.
Based on these observations and experiences, a new modified graphite ring which reduces the radiation losses related to the exposed slag surface was implemented. Moreover the slag bath height was also reduced to decrease the heat loss from the slag surface which is in contact with the mould wall. The simulation results show that these measures increase the overall slag temperature especially in the area of the metal meniscus, which should have a positive influence on the surface appearance of the remelted billets. Based on the promising results of the numerical simulations, test trials with a modified graphite ring have been executed.

Standard ESRR™ mould configuration (left), modified configuration (right), with the modified graphite ring superimposed in red
These first trials using different “steel grade and slag” combinations have been tested successfully. Very stable production curves have been achieved. Nevertheless, the only drawback of this solution remains the local overheating of the graphite ring. As a matter of fact, the conventional setting maintains the graphite ring pressed between two water-cooled copper parts: this limits its maximum temperature around 1000 °C, whereas the modified ring sees its temperature reach 1600 °C and more. In such conditions, the graphite erosion is too fast with CAF3 slags.
The machine stability and performance was improved to such extent that a smaller mould was designed in cooperation between UGITECH and INTECO, which reproduces the new slag domain, while taking into account several improvements regarding cooling and symmetry: see Fig. 10. This new mould is in its last production steps and is about to be tested.
References
Kharicha, A.; Ludwig, A.; M. Wu; M.: 3D Simulation of the Melting During an Industrial Scale Electro-Slag Remelting Process, Liquid Metal Processing and Casting, 2011, pp 41–48
Deville-Cavellin, C.: Modélisation Numérique de l’ESRR™, Construction du modèle, résultats qualitatifs, Rapport interne Ugitech S.A. GED-CRU 14414, June 2011
Deville-Cavellin, C.: ESR: Analyse des évolutions du régulateur ESR et possibilité d’amélioration, Note interne Ugitech S.A. GED-CRU 14120, Feb 2010
Paradis, P.: Bilan essai lingotière modifiée en nuance 15-5PHPURE/80PL8R, Note interne Ugitech S.A., Business Development, Déc. 2011
Vismara, C.: Essai de fusion avec un joint graphite modifié, Note interne Ugitech S.A., Aciérie, Oct 2011
Dilawari, A. H.; Szekeli, J.: A Mathematical Model of Slag and Metal Flow in the ESR Process, Metallurgical Trans., 8B (1977), p. 227
Wang, L.: Estimations of Electrical Conductivities in Molten Slag System, Steel Res. Int., 80 (2009), no 9
Ray, H. S.; Pal, S.: Simple Method for Theoretical Estimation of Viscosity of Oxide Melts Using Optical Basicity, Ironmaking and Steelmaking, 31 (2004), No 2, p. 125
Lazarev, V. I.; Pozdnykov, V. A.; Khasin, G. A.; Balashov, B. A.: Approximate Calculation of ESR Regime, Metallurg, 1984, no 3, pp 20–22
Rawson, J. D. W.; Jeszensky, G.; Byrant, A. W.: Novel Slags for ESR, Special Melting, and Metallurgical Coatings, 6th Int. Vaccum Metallurgy Conf. San Diego, USA, 1979
Voronov, V. A.; Yakovlev, N. F.; Prokhorov, A. N.; Strigachev, E. M.: Influence of Aluminium and Silicon on the Electrical Conductivity of Fluoride-Containing Slags, Chernaya Metallurgiya, 8. VII. 1978
Hara, S.; Hashimoto, H.; Ogino, K.: Electrical Conductivity of Molten Slags for Electro-Slag Remelting, Testu-to-Hagane, 63 (1977), p 2141, and 64 (1978), pp 225–232, published in English in ISIJ, 9 (1983)
Choudhary, M.; Szekeli, J.; Medovar, B. I.; Emelyanenko, Y. G.: The Velocity Field in the Molten Slag region of ESR Systems: a Comparison of Measurements in a Model System with Theoretical Predictions, Metallurgical Trans., 13B (1982), No 3, p. 35
Kondratiev, A.; Jak, E.; Hayes, P. C.: Predicting Slag Viscosites in Metallurgical Systems, JOM, 2002, No 11, p. 41
Sridhar, S.: Estimation Models for Molten Slag and Alloy Viscosities, JOM, 2002, No 11, p. 46
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Deville-Cavellin, C., Scheriau, A. Simulation and Testing of a Modified Mould on UGITECH’s ESRR™. Berg Huettenmaenn Monatsh 161 (Suppl 1), 27–33 (2016). https://doi.org/10.1007/s00501-016-0469-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00501-016-0469-3