
Abstract
A systematic evaluation of microorganism’s potential towards biosynthesis of cellulases from inexpensive lignocellulosic feedstock through appropriate kinetic modelling facilitates understanding, optimization and designing of an effective industrial cellulase enzyme production process. The present study aims to optimize a submerged fungal cultivation strategy for cellulase production from abundantly available newspaper wastes (NPW). A combined pretreatment strategy consisting diluted, 1% (v v−1) H2SO4 followed by 2% (w v−1) NaOH treatment was highly effective to convert newspaper waste to an effective cellulose-enriched inducer for the production of cellulase. In addition, the composition of the most influential nutrient components like peptone and lactose was optimized with the help of response surface methodology for enhanced cellulase production with maximum activity levels. Maximum cellulase production of 8.64 g L−1 with 7.82 FPU mL−1 total activity levels was achieved from optimized composition of pretreated NPW 3.29% (w v−1), lactose 2.94% (w v−1) and peptone 1.53% (w v−1). To analyse intrinsic inhibition effect of the substrate concentration on cellulase production, modified Luedeking–Piret model simulated experiments were further conducted with 1.5% (w/v), 3.29% (w/v) and 4% (w/v) NPW concentrations. The developed kinetic model perfectly captured the trends of biomass production, substrate consumption and adsorption characteristic of cellulase enzyme on its activity during production. The rate constant for cellulase synthesis was evaluated to be increased to 0.040 IU g−1 h −1 at 3.29% (w v−1) of NPW concentration; however, it was further reduced to 0.024 IU g−1 h −1 at higher NPW concentration of 4% (w v−1).
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Increased consumption of conventional fossil fuels and continuous hike in their prices due to the demand of rising world population and rapid industrialization have augmented the necessity for the development of alternative form of clean biofuel from lignocellulosic biomass. Commercial market for such alternative lignocellulosic biofuel is growing rapidly, and in coming future, it is expected to alleviate complete dependency on petroleum-derived fuels by replacing 30% of it in 2025 and comes up with more than USD 950 million revenue generation by 2024 [1, 2]. The key aspect of improving efficiency of such biofuel production is developing low-cost cellulase enzyme and associated improvements in conversion process of fermentable sugars from lignocellulosic biomass as almost 40% of the total cost of bioethanol production is dependent on cellulase enzyme production and its application [3,4,5]. Along with the involvement in production of lignocellulosic biofuel, cellulase enzymes have potential application in the synthesis of various other biorefinery-related products. Based on the global market analysis report on cellulase, total revenue from cellulase production and application is anticipated to be $2450.7 million by the end of 2026 [6]. However, high-cost involvement in cellulase production process remains to be the biggest challenge for successful development of cellulosic biorefinery. In order to make the cellulosic biorefinery economically viable and profitable considering the improvement of cellulase enzyme production process, selection of low-cost raw material, implementation of ideal pretreatment method to convert the material as cellulose-enriched inducer, selection of suitable producer microorganism to support maximum conversion of such biomass, optimized enzyme production strategy, adapting low-cost purification approaches and developing overall production process with the support of suitable kinetic modelling play most significant role.
Abundant availability and cost-effective nature of the substrate are the most important factors to be considered for cost effective cellulase enzyme production process [7]. In that background, waste paper in the form of municipal solid wastes is highly available resource throughout the world at low cost (average $52/tonne) with an annual production of about 400 million tonnes [8]. On average, waste paper roughly contributes half of municipal solid trash, and among that, newspaper wastes (NPW) account for about a quarter of that [9]. Waste paper mostly consists of cellulose (40–80%), hemicellulose (5–15%), and negligible amount of lignin and hence considered most ideal resource for lignocellulosic biorefinery [5]. Selection of such low-cost abundant raw material not only contributes in lowering the manufacturing costs of cellulase production but at the same time elevates the problem of solid waste disposal through landfills, which pollutes groundwater and emits greenhouse gases [10]. Based on the substrate composition, selection of suitable and low-energy-consuming pretreatment methods also contributes in lowering the overall cost of the process. In comparison to available energy-consuming and expensive pretreatment strategies, conventional diluted acid alkaline pretreatments in suitable combination received enormous attention in reduction of intrinsic cellulosic crystallinity, maximum removal of hemicellulose and lignin components from the material in order to convert the material as cellulose-enriched inducer and to support in efficient cellulase enzyme production process [11]. Above all, selection of suitable enzyme producer which can ensure higher titre of cellulase production by utilizing the selected low-cost cellulose-enriched inducer substrate is most important criteria. In that criteria, Trichoderma species like Trichoderma reesei has been successfully used for commercial production of cellulase for more than five decades using both solid state and submerged fermentation strategies [12, 13]. Trichoderma reesei has been most preferable microorganism for industrial production of cellulase enzymes in submerged mode as the condition is easy to develop, monitor and control all the process parameters [14, 15]. Nutrients, inducers and oxygen are present in a dissolved condition and eventually distributed throughout the vessel in this type of fermentation, facilitating effective heat and mass transfer during the process [16]. Additionally, fermentation condition is needed to be optimized through statistical methodology in terms of most influential process or nutritional parameters in order to understand single and combine effects of those parameters on microorganism and to receive maximum production performance from the microorganism at most lower manufacturing cost [4].
In connection to simulate process optimization, a valid mathematical model of cellulase production provides detail insight information about the cellular growth pattern based on the substrate and/or inducer consumption. A suitable kinetic model also provides proper understanding of internal mechanisms involved in product formation based on the dynamics of cell growth and metabolism. Among the existing kinetic model, developed in the direction of cellulase production, model developed by Lo et al. [17], Brown and Zainudeen [18], Muthuvelayudham and Viruthagiri [19], Buffo et al. [20], Mohapatra [21], Tholudur et al. [22] and Rakshit et al. [23] provided inadequate information about the development of enzyme activity with respect to time; however, authors like Lo et al. [17] and Tholudur et al. [22] delivered clear overview about cell biomass production and substrate consumption profile associated with enzyme production. Muthuvelayudham and Viruthagiri [19] represented logistically interpreted Leudeking-Piret model for production of cellulase enzyme but overall simulation with experimental data is absent in this study. Authors like Bader et al. [24] and Gelain et al. [25] developed kinetic model suitable for cellulase enzyme production in fed-batch cultivation system, and hence, effect of dilution rate was mainly considered in their model to determine cellulase production. Among the available related literature, only Ma et al. [26] developed most effective and simplified mathematical model to determine developed cellulase activity based on realistic consideration of Langmuir adsorption isotherm however, they have demonstrated the effect of main inducing cellulose substrate through their model.
In the present research investigation, highly abundant waste newspaper material was used as a low-cost feedstock for cellulase production. Based on the discussed merits, diluted acid-alkaline treatments in a judicious combination were used for maximum separation of lignin and hemicellulose from the material and to make the raw material suitable as cellulose rich inducer for cellulase production. Most influencing nutritional parameters were statistically optimized using response surface methodology (RSM) to achieve maximized induced production of cellulase in submerged condition using Trichoderma reesei (MTCC 164). The microorganism is mesophilic, filamentous fungi and was already reported for production of highly active extracellular cellulase enzymes and induced structural changes in paddy straw [27,28,29]. Performance of the microorganism in terms of its induced growth, combined substrate consumption and product formation was well captured in our study through developed model, modified from kinetic model constructed by Ma et al.[26] after suitable considerations of our experimental conditions.
Material methods
Preparation of paper waste as feed stock
Newspaper wastes (NPW) were collected as raw material from local municipality area of Karunya Nagar, Coimbatore district, Tamil Nadu, India. The collected newspaper material was shredded into smaller pieces of about 1–2 cm, then washed and air-dried. The dried newspaper material was ground into finer powder using the pulverizer. Finer ground material was screened using a 20-mesh (0.841 mm) regular sieve. Further to remove unwanted residues, the ground material was washed with distilled water and dried at 60 °C for 24 h in hot air oven. After the material was completely dried, they were weighed and stored in air tight containers at 4 °C for future use.
Pretreatment of paper waste (PW) material
Sequential diluted acid-alkaline pretreatment strategy was adopted for effective removal of lignin and hemicellulose from processed newspaper material. The material was initially subjected to dilute acid treatment, where the material was dipped into 1% (v v−1) of sulphuric acid solution, and it was exposed to steam at 130 °C with the pressure of 30 psi in retort pouch chamber, for 30 min. To facilitate excellent decomposition of the material, pressure was quickly released at the end of the process as it was explained by Dey et al.[30]. After this acid treatment, collected solid material was washed properly with distilled water until the washout water became neutralized to pH 7 and the material was then dried at 80 °C using hot air oven for 12 h. For effective removal of maximum lignin content, the material was further treated with 2% (w v−1) NaOH at 80 °C for 12 h at a solid-to-liquid proportion of 1:10. Collected solid material after the treatment was then again cleaned with distilled water until the pH level of the drained water comes down to 7 and the material was further dried at 80 °C. At all these stages of pretreatment, the newspaper material was diagnosed for cellulose, hemicellulose and lignin content using standard National Renewable Energy Laboratory (NREL) protocol (NREL/TP-510–42,618) [31]. Following the same procedure, 0.3 g of biomass was first mixed with 3 ml H2SO4 (27 N) and it was maintained at 30 °C for 1 h as it was shown by Akhtar et al. [32]. After that, H2SO4 concentration was diluted to 1.5 N and the total sample was autoclaved at 121 °C, 15 lbs for 1 h. At the end of this process, the sample was vacuum-filtered. Total lignin content in the material was calculated from both acid soluble filtrate solution and insoluble contents. Finally, the filtrate was neutralized in order to estimate reducing sugars contents and cellulose content was estimated from produced glucose concentration while considering 1 g glucose is corresponding to 1.1 g cellulose [32]. Hemicellulose content was separately measured by the procedure of Han and Rowell [33]. The moisture and ash content of the material at different stages were identified by NREL protocol (NREL/TP-510–42,621) [34] and (NREL/TP-510–42,622) [35]. The samples were also analysed with the help of Scanning electron microscopy (SEM, NanoSEM 200) to examine the morphological changes of waste newspaper material during pretreatment process. In this process, images from the surface of the samples were captured at the 1000 × and 2000 × magnifications when the samples were covered with gold layer and processed with accelerating voltage of 20 kV. Fourier transform infrared spectroscopy (FTIR) was used to examine the changes in chemical composition and functional groups of material during the pretreatment. During the process, those samples were ground with potassium bromide (KBr) and they were scanned with FTIR spectrometer (IRPrestige-21, Shimadzu). Individual newspaper samples were fixed into disc after preparing with potassium bromide (KBr), and spectra resolution was selected at 0.1 cm−1 with wave frequency ranges of 400–4000 cm−1.
Inoculum development for enzyme production
The fungi Trichoderma reesei (MTCC 164) was purchased from MTCC Chandigarh for efficient production of cellulase enzyme. The purchased culture was maintained at 4 °C on potato dextrose agar plate according to MTCC procedure through proper subsequent sub culturing techniques. For the development of final inoculum for fermentation process, fungal spores ageing 14–20 days on PDA agar plates were initially transmitted to 50 mL of medium consisting 5 g L−1 glucose and 10 g L−1 yeast extract as it was mentioned in our previous work [27]. Subsequent sub-culturing of the microorganism with the same media composition was continued while supplementing 1–3 g L−1 of pretreated paper waste inducer to improve the adaptability of the microorganism in similar environment.
Optimization of process parameters in submerged mode of cellulase production
For optimized production of cellulase enzyme, batch experiments were conducted in submerged condition using 500-mL conical flask while maintaining 210 mL final media volume as it was mentioned as T1 condition in our previous study [27], dealing with same microorganism. In that media volume, 60 mL was basic nutrient solution, consisting 0.3 gL−1 urea, 1.4 gL−1 (NH4)2SO4, 0.4 gL−1 CaCl2,2H2O, 2 gL−1 KH2PO4 and 0.3 gL−1 MgSO4,7H2O, including mineral salt solution was used. Rest 150 mL of the reaction volume was maintained with optimized level of most influential nutritional components like newspaper waste, lactose and peptone according to the requirement of 210 mL reaction volume. For optimization of such nutritional components, statistical response surface methodology (RSM), Design Expert software (version 7.0.1) was used. Table 1 indicates the upper (+ 1) and lower (– 1) limits of the nutritional variables as they were used in the optimization study. According to the suggested criteria of central composite design (CCD), total 20 experiments were designed and conducted at constant temperature of 30 °C, pH 5.5, 150 rpm agitation speed for 7 days duration with 10% (v v−1) of inoculum volume. Samples from the surfaces of the broth were collected at the end of the mentioned duration of every experiment and they were filtered and centrifuged at 10,000 rpm for 5 min before further analysis.
The importance and validity of the developed model were determined using model F values and similarities between predicted and actual response values. Regression and graphical analysis through the Design Expert software (version7.0.1) was highly effective to identify the best operating conditions with optimized values of the variables. After achieving the optimized condition, experiments were performed in triplicates according to the prescribed conditions to achieve accuracy in result.
Experiments separately conducted for modelling simulation studies
After achieving the optimized nutritional conditions through RSM-based experimental designs, enzyme production experiments were further performed with optimized 3.29% (w v−1) and separately with 1.25% (w v−1), 4% (w v−1) concentrations of pretreated NPW (lower and upper levels of optimized values) with optimized level of peptone and lactose concentrations using 3 L fully equipped stirred tank reactor (Lark, India) while maintaining 1 L working volume. Samples were collected at 12 h of regular intervals for the analysis of total cell biomass production, developed enzyme concentration, enzyme activity level (FPU mL−1) and total cellulose and lactose concentration levels.
Sample analysis
The total soluble protein concentration in the sample supernatant after enzyme production was measured using Lowry's method [36], and enzyme activity was evaluated using the filter paper assay [37]. Dry weight of the cell biomass and cellulose contents was measured according to the technique mentioned by Ahamed and Vermette [38]. Variations of lactose content during the process were measured by Hi-Pex Ca, USP L19 column, High Performance Liquid Chromatography (HPLC—Agilent, 1200 series). Mobile phase was selected as HPLC grade deionized ultrapure water from Milli-Q system with a flow rate of 0.25 mL min −1. Column temperature was maintained 80 °C, and retention time for lactose was determined as 5.81 min. All the sample analysis was carried out in triplicate to get the accuracy in result.
Development of kinetic model for cellulase production
The kinetic model which was followed in this work was developed through the modification of the model, adopted by Ma et al.[26]. The model was quite effective to analyse growth pattern of fungal mycelium, rate of substrate consumption during the process and its effect on enzyme synthesis.
Model assumptions
(1) Based on research investigations, both cellulose and lactose were considered as the limiting substrates and this assumption differs from the consideration of involvement of single cellulose substrate as shown by Ma et al. [26].
(2) Based on the enrichment in cellulose content in pretreated biomass, cellulase production in the form of its activity levels was mainly represented in the present modelling based investigation study.
Biomass growth model
Overall growth rate of the fungus during the process without differentiating primary and secondary mycelium growth is represented by the following equation
The basic simple monad model was developed as shown in Eq. 1, where X represents the total biomass concentration in the medium (g L−1), µm is the maximum specific growth rate of microorganism (h−1), S denotes the substrate concentration at any point of time (g L−1), Ks defines the substrate saturation constant (g L−1) and kd represents cell death constant (h−1).
Cellulase production model
Cellulase is an extracellular enzyme and the produced enzyme can further get adsorbed on the surface of the available and unconverted cellulosic inducers during production [26]. Therefore, to analyse the adsorption potential of the produced enzyme, cellulase enzyme was applied with known activity against pretreated biomass according to the procedure shown by Velkovska et al. [39]. To analyse the adsorption phenomena of enzyme, Langmuir adsorption isotherm was implemented according to the following equation as shown by Ma et al. [26].
The activity of absorbed enzyme in the equation is represented by A (IU g−1 cellulose) and E represents the enzyme activity in the medium (IU mL−1). Maximum activity of adsorbed cellulase enzyme per unit weight of cellulose is denoted as Amax (IU g−1), and Kad represents the adsorption equilibrium constant (ml IU−1). Total cellulase activity Et (IU mL−1) can be calculated by the following equations according to procedure shown by Ma et al. [26].
In Eqs. (3) and (4), Ef represents the free cellulase activity in the medium (IU mL−1) and Ead represents the activity of cellulase in adsorbed condition onto insoluble cellulose (IU mL−1) which is equal to product of A and (S × 10–3). Finally, development of enzyme activity with respect to time can be defined as:
Here K1 represents rate constant for cellulase production (IU mL−1 h−1), K2 represents the rate constant for cellulase decay (h−1) and substrate inhibition coefficient is represented by Ki (g L−1).
Substrate consumption model
In the present study, both lactose and NPW material enriched with cellulose were used as inducible carbohydrate resources for production of enzyme. Hence, consumption of both substrates was considered under the developed model. How both the substrates in combination were involved for development of cell biomass and specific maintenance coefficient of the microorganism during enzyme production was expressed through the modified Luedeking-Piret model according the following equation as shown by Ma et al. [26].
Here in this equation, YX/S represents stoichiometric yield coefficient of biomass from substrate (g g−1), ms denotes specific maintenance coefficient (h−1), YP/S represents stoichiometric yield coefficient of product from substrate (g g−1) and qp denotes specific rate of product formation (g L−1. h−1). In our developed model, \(\left( { - \frac{{q_{{\text{p}}} }}{{Y_{{{{\text{p}} \mathord{\left/ {\vphantom {{\text{p}} s}} \right. \kern-\nulldelimiterspace} s}}} }}} \right)\) term was well incorporated and considered to get ideal expression for substrate consumption kinetics. However, rate of product formation was not considered by Ma et al. [26] to express the same substrate consumption kinetics as achieved dP/dt in their case was comparatively lower with respect to cell growth rate.
Determination of model parameters and error analysis
Overall, the model was developed using Fortran software (Simply Fortran 3.1) and MATLAB programming (MATLAB 2020b). Model parameters were estimated by initial reasonable guessing, followed by regression analysis and curve fitting techniques involving Runge–Kutta differential iteration method. Accuracy of the determined kinetic parameters was analysed through error analysis considering estimation root mean square error (RMSE) and the coefficient of determination (R2). Estimation of root mean square error (RMSE) was carried out using the following equation:
Coefficient of determination (R2) considering model predicted and experimental results was evaluated by using the following equation:
Result and discussion
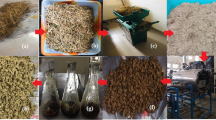
The overall study conducted for model supported improved and optimized production process of cellulase enzyme consists of organized and systematic assessment of different experimental sections like pretreatment of biomass for improvement in cellulase enzyme production, inoculum development, production optimization with dynamic mathematical modelling. Pictorial representation of different stages of experimental sections used in this study is represented in Fig. 1.

Different stages of experimental sections. A NPW after initial stages of size reduction. B NPW after acid-alkaline pretreatment process. C Final inoculum development for Trichoderma reesei (MTCC 164) in the presence of 3 g/L of pretreated paper waste inducer. D After fermentative production of cellulase from pretreated NPW
Changes in paper waste composition during pretreatment
The initial composition of NPW material in our case was identified as 45.26 % (w/w) of cellulose, 23.75 % (w) of hemicellulose, 17.60% (w) of lignin, 7.5% (w) moisture and 3.69% (w) ash, and this composition is in the close proximity with the composition of same material reported by Wang et al. [40], Byadgi and Kalburgi [41], Kuhad et al.[42]. These structural compositions of NPW were completely altered during diluted acid-alkaline sequential pretreatment processes. Acid-based pretreatment has been considered most effective approach to break down the glucosidic linkages present between hemicelluloses and celluloses and partial solubilization of hemicellulose content from the material [43]. As a consequence, such pretreatment strategy helps in the enrichment of cellulose content in the material and hence improves the accessibility of cellulosic inducer component to enzyme producing microorganism. However, it was identified that concentrated acid treatment, specifically conducted by concentrated H2SO4, may lead to severe degradation of cellulosic content of the material [44]. Sulphuric acid treatment with 1% (v/v) diluted concentration was highly effective to reduce hemicellulose content of 45 % from its initial value. Ash content present in NPW material due to the application of coating material and fillers in paper making processes was subsequently reduced from 3.69 to 1.20% during this pretreatment. Since there was no significant disruption effect of diluted H2SO4 on lignin content, overall concentration of lignin was marginally improved from 17.60 to 19.73 % due to overall reduction of hemicellulose content and other impurities. Its major effect was observed on cellulose content which was 36.6% improved from its initial level during this stage of pretreatment. Similar types of improvement in cellulose and lignin contents were observed by da Mota and Gouveia [45] and Nair et al. [46] in connection to diluted sulphuric acid treatment on office waste paper. In an identical research investigation with 1.21 % of diluted acid pretreatment on rice straw material, improvement in glucan content was observed from 39.3 ± 2.35(%) to 68.4 ± 1.71(%); however, the process was conducted at comparatively at higher temperature of 142 °C [47].
To improve the digestibility and accessibility of cellulose content in the material by cellulase producing microorganism, separation of maximum amount of lignin from the material was necessary. Additionally, the presence of lignin and lignin hydrolysate caused negative impact on microbial growth and causes unproductive binding with produced cellulase enzyme [48,49,50]. Alkaline treatment supported by sodium hydroxide is considered highly effective approach for delignification by damaging the ester bonds between lignin and xylan [51]. From various research investigations, it was concluded that increasing concentration of NaOH during alkaline treatment up to some extent is favourable for maximum removal of lignin [11, 52]. Similarly, maintaining temperature at higher range during such alkaline treatment with higher exposure time helps in fragmenting lignin and hemicelluloses contents [43, 52]. In the present research investigation, maximum effect of delignification was observed with maximum increased concentration of NaOH at 2% (w v−1) at 80 °C from 12 h of exposure time. High level of 68% delignification was obtained from such alkaline treatment process with respect to the lignin content present after acid treatment. As a consequence, overall cellulose content improved from 61.82 wt (%) to 72.49 wt (%); however, marginal changes were observed on hemicellulose content through such alkaline pretreatment. Similar improvement in cellulose content (60–70%) from newspaper waste was observed by Wu et al.[53] when 2% (wv−1) of the material was subjected to 0.1 N NaOH treatment for 12 h. Barcelos et al. [54] and Jin et al.[55] identified the effect of higher content of NaOH [4 to 5% (w v−1)] on lignin removal and maximum delignifications were achieved near to 50% in both the research investigations. Narra et al. [52] observed that at alkaline treatment with 0.5% (w v−1) NaOH concentration, increasing time duration from 12 to 24 h has maximum effect on cellulose enrichment in rice straw material, and at the same time, it was also concluded that increasing in NaOH concentration in alkaline treatment above a certain level will lead to losses in solid and holocellulose content. Kataria et al. [11] observed slightly higher delignification (79.3%) from Kans grass biomass from 2% NaOH treatment; however, higher temperature of 120 °C was used in that study. Overall changes in our biomass composition with respect to cellulose, hemicellulose and lignin content at different stages of pretreatment are clearly represented in Table 2.
Structural changes of the paper waste material through these combined pretreatment strategies are clearly represented through SEM images (Fig. 2A–C). Figure 2A, B represents quite intact, ordered and rigid surface structure of untreated paper fibres. Comparatively well-organized structure in this condition also indicates lignin coverage on the fibres. However, irregular and disrupted surface structure of paper waste material was observed after pretreatment (Fig. 2C, D). Rough and disorganized structure of the material fibre is clearly visible from that figure. Such morphological changes in the surface structure of the material indicate disintegration of overall lignocellulosic structure and reduction of overall crystallinity of the material. Such disintegration of fibrous matrix as a result of partial lignin solubilization finally provides better susceptibility of the material as cellulosic inducer in cellulase enzyme production process.

Physicochemical characterization of newspaper sample at different stages of pretreatment: A SEM image of native newspaper material at 1000 × magnification B SEM image of native newspaper material at 2000 × magnification C SEM image of acid-alkaline pretreated newspaper material at 1000 × magnification D SEM image of acid-alkaline pretreated newspaper material at 2000 × magnification E FTIR spectra of untreated and acid-alkaline pretreated newspaper material
In addition to SEM results, FTIR spectrum for both untreated and pretreated samples (Fig. 2E) was also analysed for better understanding of structural changes during pretreatment. Most significant transmittance peaks were observed at 3414 cm−1, 1743 cm−1, 1618 cm−1, 1062 cm−1, 617 cm−1 and 474 cm−1 for both untreated and pretreated NPW materials. Reduction in transmittance peak at 1637 cm−1 due to aromatic ring vibration or C=O stretching of hemicellulose acetyl groups clearly represents degradation of lignin and hemicellulose content with respect to native newspaper waste material. Similar reduction in transmittance peak was observed by Akhtar et al. [32] at 1631 cm−1 for acid–alkali pretreated rice straw material. The intensity of the peak generated at 3414 cm−1 is comparatively higher for acid alkaline pretreated sample and this region represents hydrogen bound OH bond stretching vibration of α-cellulose [46]. Narrower band at that wavelength for pretreated biomass represents higher intensity of cellulose [56]. Even the peak intensity developed at 1062 cm−1 for C–O stretching in cellulose became sharper for treated sample indicates that overall reduction of hemicellulose contents improved the characteristic pick of cellulose and similar type of observation was obtained by Farias et al. [57] at 1028 cm−1 wavelength.
Optimization of significant nutritional parameters in cellulase production
Among different nutritional influencing factors, cellulase production is mainly regulated by applied inducers like cellulose and/or dimers like sophorose, lactose and cellobiose [58]. In view of the fact, some of such nutritional constituents have been extensively used as soluble carbohydrates or insoluble inducers for efficient production process of cellulolytic enzymes. In our optimized production process of cellulase enzyme in submerged condition, pretreated newspaper material was selected as an efficient and cost effective cellulosic inducer, while peptone was used as the organic nitrogen growth promoting agent and lactose as the primary source of energy for the production of cellulase enzyme by Trichoderma reesei (MTCC 164). Being a low-cost byproduct of dairy industry, lactose has been successfully used at higher concentration as most promising inducer in different studies of cellulase production. In our case, influences of the mentioned nutritional parameters were analysed and optimized using Design Expert software, response surface methodology (RSM). Total twenty experiments were designed by central composite design (CCD), RSM with various combinations of such nutritional variables and it is presented in Table 3. Accordingly, experiments were performed and experimental results were incorporated in the design in the form of required responses.
In order to analyse and evaluate the interpersonal relationships between the selected variables, best fit quadratic model and transformation none were selected. From analysis of variance (ANOVA), identified model F value was 47.45 and probability value (p-value) was less than 0.05. Those values clearly indicate that the model and model terms are highly significant. Final regression equation was finally constructed by evaluating interpersonal relationship between biosynthesis of cellulase and other three mentioned nutritional variables and it is presented in forms of coded factors as below:
Model significance was also established by the evaluated less deviation between the values of adjusted determination coefficient (adj. R2 = 0.9565) and the predicted determination coefficient (Pred. R2 = 0.8299) values. Generated graphical plot of predicted response values against the actual experimental response values of cellulase production as shown in Fig. 3A additionally confirms the accuracy of the model.

Analysis section of response surface methodology. A Distribution of predicted response vs. actual response values. B Response surface plot showing combined effect lactose and newspaper waste on cellulase production. C Response surface plot showing combined effect of peptone and newspaper waste on cellulase production. D Response surface plot showing combined effect of peptone and lactose on cellulase production
Inducing combined effect of NPW and lactose on production of cellulose enzyme is clearly elaborated by three dimensional surface plot Fig. 3B. At lower concentration of newspaper waste at 2.5% (wv−1), increase in lactose concentration from 2.5% (wv−1) to 3% (wv−1) has comparatively lower impact on increasing cellulase production with comparison to the intermediate increased concentration of newspaper waste at 3% (wv−1). However, as the concentrations of newspaper waste and lactose separately or in together increased beyond 3% (wv−1), there was a negative impact on cellulase production. This is due to increased viscosity of the medium as a consequence of increase in overall substrate concentration which finally has negative impact on mass transfer during fermentation and on cellulase production. In a research investigation for enriched production of cellulase by Trichoderma reesei RUT-C30 through stirred tank bioreactor, Ahamed and Vermette [59] similarly assessed that supplementation of lactose in cellulose–yeast extract culture medium yielded higher enzyme production with improved volumetric productivity and activities. Inductive effect of NPW was highly improved after combined acid-alkaline pretreatment as it became enriched with cellulosic counterparts and its effect on improving cellulase production is clearly visible in Fig. 3B up to some extent. Similar kind of combined effect of newspaper waste and peptone was observed on cellulase production (Fig. 3C). In comparison to the lower concentration of NPW at 2.5% (wv−1), NPW even at higher concentration of 3.5% (wv−1) having higher inductive effect on cellulase production with increasing concentration of peptone from 1.5% (wv−1) to 2.0% (wv−1). At intermediate concentration of newspaper waste at around 3% (wv−1), increasing peptone concentration up to 1.75% (wv−1) was more effective to improve cellulase production; however, increasing peptone concentration beyond 1.75% (wv−1) has negative impact on cellulase production. Similarly, in a study conducted by Kapich et al. [60] on submerged production of ligninolytic peroxidases, it was clearly observed that supplementing peptone concentration up to 3 gL−1 having positive effect on developing enzyme production however further increase in peptone concentration decreased enzyme activity. Azkawi et al. [61] similarly analysed combined effect of cardboard based cellulosic inducer and yeast extract as organic nitrogen source on developing cellulase activity. They too assessed that at both lower and higher concentration of cardboard, increasing concentration of yeast extract has influencing effect on development of enzyme activity. Figure 3D represents the combined effect of peptone and lactose on cellulase production. At a concentration of soluble lactose of 2.5% (wv−1), increasing peptone concentration from 1.5 to 2.5% (wv−1) does not have significant impact on cellulase production. But at both higher and lower concentration of peptone, increasing lactose concentration up 3% (wv−1) supported to achieve enhanced production of cellulase. Increase in lactose concentration beyond that limit having negative impact on cellulase production. Being a byproduct of cheese manufacturing industry, lactose is considered inexpensive and economically feasible inducer for cellulase production and it was identified with reasonably good induction abilities for cellulase production by Trichoderma reesei [62]. However, induction ability of lactose alone for formation of cellulase is limited due its slower induction rate [63]. Li et al. [63] identified that induction ability of lactose can be further improved by supplementation other carbon sources in the media or adopting different modes of fermentation strategy. Even from their research investigation, it was proved that increasing lactose concentration up to 3% having positive effect on improving FPase, pNPGase, pNPCase, CMCase and pNPXase activities of the enzyme.
In order to develop economic and maximum production strategy of cellulase, paper waste material was selected in the maximum range, peptone in the minimized range and lactose within range in the optimization criteria selection section of the software. Among the suggested optimized solutions, the condition with 3.29% (wv−1) of newspaper waste material, 2.94% (wv−1) of lactose, 1.53% (wv−1) of peptone and proposed cellulase enzyme production 7.75 g L−1 was selected. Experiments were further performed in triplicate in shake flask level while maintaining the same nutritional conditions to know the accuracy of such prediction and 7.65 ± 0.24 g L−1 cellulase concentration with 6.86 FPU mL−1 activity level was conferred from those experiments. In order to improve cellulase production, experiment was conducted in scaled up condition in 3 lit stirred tank reactor while maintaining the same criteria and cellulase enzyme production was improved to 8.64 g L−1 with 7.82 FPU mL−1 activity level. Developed enzyme activity in our case by Trichoderma reesei (MTCC 164) in optimized batch cultivation condition is comparatively higher than the enzyme activity developed by Sateesh et al. [64] and Lodha et al.[65] where commercially available natural Trichoderma reesei was used for cellulase production. However, our results were marginally lower than the results obtained by authors like Li et al.[66] where recombinant Trichoderma reesei RUT C30 (specifically modified and developed for all forms of cellulase production) was used.
Model analysis and kinetic simulation of cellulase production process
After acid-alkaline pretreatment process, the paper waste material was analysed with 72.49% (wt) cellulose content (Table 2). Same paper waste material was separately used at 1.5% (wv−1), optimized 3.29% (wv−1) and 4% (wv−1) concentration levels for model simulated cellulase enzyme productions and accordingly, cellulose contents in every such conditions were measured. Such modelling studies were effective to further validate the achieved optimization pattern and analyse how enzyme production at different conditions was associated to microbial growth. According to the optimized level of lactose [2.94% (wv−1)] maintained in every condition, total carbohydrate concentrations considering cellulose and lactose content and their variations were measured for all such conditions with respect to time intervals and they were denoted as total substrate concentrations in Fig. 4. From Fig. 4A, B, it was observed that there was comparatively sharp decrease in total substrate concentrations for 1.5% (wv−1) and 3.29% (wv−1) pretreated solid loading conditions with comparison to 4% (wv−1) pretreated solid loading conditions for cellulase production (Fig. 4C). Total substrate concentrations reached to 2.86 gL−1 and 8.76 g L−1 at the end of 72 h for 1.5% (wv−1) and 3.29% (wv−1) solid concentration conditions respectively. At both these conditions, lactose concentrations were measured 0.53 gL−1 and 0.84 gL−1 and reaming were cellulosic counterpart. Experimental results from Fig. 4C clearly reviled that overall substrate depletion rate for 4% (wv−1) solid loading was comparatively lower and more specifically for first 12 h of operation as in that duration, initial higher substrate concentration mainly affects the formation of cell biomass and enzyme activity, which were measured 12.63 g L−1 and 2.95 FPU mL−1, respectively, at the end of the process. Overall substrate consumption during that condition was analysed much lower with comparison to first two conditions and after 72 h of time interval, 20.38 gL−1 of substrate concentration was remain unconverted and among that lactose concentration was measured 1.32 g L−1. Conditions maintained during enzyme production with optimum concentration of NPW at 3.29% (wv−1) and 1.5% (wv−1) favoured enriched fungal biomass formation, and measured biomass concentrations were 28.96 g L−1 and 22.85 g L−1 at the end of 72 h. Similarly, improved enzyme production was observed at optimum concentration of NPW at 3.29% (wv−1) and associated enzyme activity was measured 7.82 FPU mL−1; however, slightly lower enzyme activity 5.19 FPU mL−1 was observed for 1.5% (wv−1) NPW concentration due to maintenance of lower concentration of substrate. Overall trends of such results in all these three conditions clearly match with trend of the result observed from response surface plot. It was already explained in that section that increase in NPW concentration over 3% (wv−1) increases the nature of complexity of the media and comes up with mixing difficulties, oxygen and substrate mass transfer limitations. As a consequence, biomass formation and associated enzyme production were largely affected when pretreated NPW concentration was maintained at higher concentration of 4% (wv−1).

Model predicted and experimental results of cellular growth, substrate consumption and cellulase production at three different conditions of fermentation (A) with 1.5% (wv−1) pretreated PW concentration (B) with 3.29% (wv−1) pretreated PW concentration (C) with 4% (wv−1) pretreated PW concentration
The kinetic model developed in this study was highly effective to capture all the trends of substrate consumption, enzyme production and biomass formation in all these three conditions. Overall maximum specific growth rates (µm) for biomass were evaluated as 0.095 h−1, 0.094 h−1 and 0.080 h−1 for 1.5% (wv−1), 3.29% (wv−1) and 4% (wv−1) pretreated NPW concentrations, respectively. It is a general fact that increases in substrate concentration above a certain limit always inhibit microbial growth rate [67]. Just like Ma et al. [26], Ks and Kd values in our study were similarly evaluated as 11.27 gL−1 and 0.048 h−1 and those measured values are more than the values reported by Velkovska et al. [39]. These results clearly indicate about the comparatively higher growth rate of our microorganism and its higher conversion ability of substrate to biomass. With comparison to Ma et al. [26], unlikely estimated Yx/s for all our three cases are less than 1 which ideally represents contribution of substrates for both biomass formation as well as enzyme production. Estimated all kinetic parameter values are mentioned in Table 4. From model simulated results (Fig. 4), it is clear that cellulase production is mostly biomass growth associated considering first 72 h of cultivation time period. Accuracy of the model prediction with experimental results obtained at different sets of production processes was further analysed with RMSE and R2 values which are represented in Table 5. In most of the cases, RMSE values closer to 0.50 and R2 value above 0.98 clearly satisfy the accuracy of model performances with comparison to experimentally determined results. From the existing literature, it is clear that paper waste material specifically newspaper waste has been rarely implemented for cellulase production; however, the material has been popularly used for bioethanol production sector. Comparative efficiency of the process developed in this study for cellulase enzyme production from NPW material in the contrast of existing available literates is presented in Table 6. It is strongly believed that the cumulative insights presented in the current study on the use of appropriate pretreatment for highly abundant municipal wastes and subsequent use of such pretreated waste as a viable feedstock for improved cellulase production using model assign framework would definitely serve as a prospective scheme for future industrial cellulase enzyme production process.
Conclusion
The present work explored the use of waste newspaper, a carbohydrate-rich municipal waste, as the potent feedstock for cellulase production by Trichoderma reesei (MTCC 164). The adoption of sequential acid-alkaline pretreatment technique facilitated maximum enrichment of cellulose content in the paper waste material by removing unwanted lignin and other impurities. Subsequently, the application of RSM-based statistical approach helped accomplishing a cost-effective and enriched cellulase production strategy based on the optimal use of newspaper waste as the renewable substrate, lactose as the soluble carbon source and peptone as the most effective nitrogen source. Furthermore, the kinetic model developed in this work allowed predicting the performance of the microorganism with high degree of accuracy for the given nutritional conditions. Thus, the current work highlights the significance of model-driven systematic cellulase production strategy towards the successful development of lignocellulosic biorefinery products, while ensuring sustainable waste management strategy.
References
Behera SS, Ray RC (2016) Solid state fermentation for production of microbial cellulases: recent advances and improvement strategies. Int J Biol Macromol 86:656–669. https://doi.org/10.1016/J.IJBIOMAC.2015.10.090
Global Enzymes Market Growth 2018-2024, Industry Share Analysis, Global Market Insights, Enzymes market size. https://www.gminsights.com/industry-analysis/enzymes-market. Accessed 7 Apr 2021
Kataria R, Ghosh S (2011) Saccharification of Kans grass using enzyme mixture from Trichoderma reesei for bioethanol production. Bioresour Technol 102:9970–9975. https://doi.org/10.1016/j.biortech.2011.08.023
Han X, Song W, Liu G et al (2017) Improving cellulase productivity of Penicillium oxalicum RE-10 by repeated fed-batch fermentation strategy. Bioresour Technol 227:155–163. https://doi.org/10.1016/j.biortech.2016.11.079
Sun Y, Cheng J (2002) Hydrolysis of lignocellulosic materials for ethanol production: a review. Bioresour Technol 83:1–11. https://doi.org/10.1016/S0960-8524(01)00212-7
ReportsnReports (2020) Global Cellulase (CAS 9012-54-8) Market Research Report 2020 : ReportsnReports. In: online. https://www.reportsnreports.com/reports/2803977-global-cellulase-cas-9012-54-8-market-research-report-2020.html. Accessed 15 Oct 2020
Pandey A, Soccol CR, Nigam P, Soccol VT (2000) Biotechnological potential of agro-industrial residues. I: sugarcane bagasse. Bioresour Technol 74:69–80. https://doi.org/10.1016/S0960-8524(99)00142-X
Neelamegam A, Al-Battashi H, Al-Bahry S, Nallusamy S (2018) Biorefinery production of poly-3-hydroxybutyrate using waste office paper hydrolysate as feedstock for microbial fermentation. J Biotechnol 265:25–30. https://doi.org/10.1016/J.JBIOTEC.2017.11.002
Scott SG, Bruce RA (1994) Determinants of innovative behavior: a path model of individual innovation in the workplace. Acad Manag J 37:580–607. https://doi.org/10.2307/256701
Brummer V, Jurena T, Hlavacek V et al (2014) Enzymatic hydrolysis of pretreated waste paper—source of raw material for production of liquid biofuels. Bioresour Technol 152:543–547. https://doi.org/10.1016/j.biortech.2013.11.030
Kataria R, Ruhal R, Babu R, Ghosh S (2013) Saccharification of alkali treated biomass of Kans grass contributes higher sugar in contrast to acid treated biomass. Chem Eng J 230:36–47. https://doi.org/10.1016/j.cej.2013.06.045
Hasunuma T, Okazaki F, Okai N et al (2013) A review of enzymes and microbes for lignocellulosic biorefinery and the possibility of their application to consolidated bioprocessing technology. Bioresour Technol 135:513–522. https://doi.org/10.1016/j.biortech.2012.10.047
Rana V, Eckard AD, Teller P, Ahring BK (2014) On-site enzymes produced from Trichoderma reesei RUT-C30 and Aspergillus saccharolyticus for hydrolysis of wet exploded corn stover and loblolly pine. Bioresour Technol 154:282–289. https://doi.org/10.1016/J.BIORTECH.2013.12.059
Hansen GH, Lübeck M, Frisvad JC et al (2015) Production of cellulolytic enzymes from ascomycetes: comparison of solid state and submerged fermentation. Process Biochem 50:1327–1341. https://doi.org/10.1016/j.procbio.2015.05.017
Jung YR, Park JM, Heo SY et al (2015) Cellulolytic enzymes produced by a newly isolated soil fungus Penicillium sp. TG2 with potential for use in cellulosic ethanol production. Renew Energy 76:66–71. https://doi.org/10.1016/j.renene.2014.10.064
Biswas A, Deb D, Ghose A et al (2014) Seasonal perspective of dietary arsenic consumption and urine arsenic in an endemic population. Environ Monit Assess 186:4543–4551. https://doi.org/10.1007/S10661-014-3718-5
Lo CM, Zhang Q, Callow NV, Ju LK (2010) Cellulase production by continuous culture of Trichoderma reesei Rut C30 using acid hydrolysate prepared to retain more oligosaccharides for induction. Bioresour Technol 101:717–723. https://doi.org/10.1016/J.BIORTECH.2009.08.056
Brown DE, Zainudeen MA (1977) Growth kinetics and cellulase biosynthesis in the continuous culture of Trichoderma viride. Biotechnol Bioeng 19:941–958. https://doi.org/10.1002/BIT.260190702
Muthuvelayudham R, Viruthagiri T (2010) Optimization and modeling of cellulase protein from Trichoderma reesei Rut C30 using mixed substrate. Afr J Biotechnol 6:041–046. https://doi.org/10.4314/ajb.v6i1.56091
Buffo MM, Esperança MN, Farinas CS, Badino AC (2020) Relation between pellet fragmentation kinetics and cellulolytic enzymes production by Aspergillus niger in conventional bioreactor with different impellers. Enzyme Microb Technol. https://doi.org/10.1016/J.ENZMICTEC.2020.109587
Mohapatra BR (2017) Kinetic and thermodynamic properties of alginate lyase and cellulase co-produced by Exiguobacterium species Alg-S5. Int J Biol Macromol 98:103–110. https://doi.org/10.1016/J.IJBIOMAC.2017.01.091
Tholudur A, Ramirez WF, McMillan JD (1999) Mathematical modeling and optimization of cellulase protein production using Trichoderma reesei RL-P37 - PubMed. Biotechnol Bioeng 66:1–16
Rakshit SK (1991) Sahai V (1991) Optimal control strategy for the enhanced production of cellulase enzyme using the new mutant Trichoderma reesei E-12. Bioprocess Eng 63(6):101–107. https://doi.org/10.1007/BF00369062
Bader J, Klingspohn U, Bellgardt KH, Schügerl K (1993) Modelling and simulation of the growth and enzyme production of Trichoderma reesei Rut C30. J Biotechnol 29:121–135. https://doi.org/10.1016/0168-1656(93)90045-O
Gelain L, van der Wielen L, van Gulik WM et al (2020) Mathematical modelling for the optimization of cellulase production using glycerol for cell growth and cellulose as the inducer substrate. Chem Eng Sci X 8:100085. https://doi.org/10.1016/J.CESX.2020.100085
Ma L, Li C, Yang Z et al (2013) Kinetic studies on batch cultivation of Trichoderma reesei and application to enhance cellulase production by fed-batch fermentation. J Biotechnol 166:192–197. https://doi.org/10.1016/J.JBIOTEC.2013.04.023
Dey P, Singh J, Scaria J, Anand AP (2018) Improved production of cellulase by Trichoderma reesei (MTCC 164) from coconut mesocarp-based lignocellulosic wastes under response surface-optimized condition. 3 Biotech 8:402. https://doi.org/10.1007/s13205-018-1421-x
Phutela UG, Sahni N (2012) Microscopic structural changes in paddy straw pretreated with Trichoderma reesei MTCC 164 and Coriolus versicolor MTCC 138. Indian J Microbiol 532(53):227–231. https://doi.org/10.1007/S12088-012-0321-8
Chandra M, Kalra A, Sharma PK, Sangwan RS (2009) Cellulase production by six Trichoderma spp. fermented on medicinal plant processings. J Ind Microbiol Biotechnol 36:605–609. https://doi.org/10.1007/S10295-009-0544-9
Dey P, Rangarajan V, Nayak J et al (2021) An improved enzymatic pre-hydrolysis strategy for efficient bioconversion of industrial pulp and paper sludge waste to bioethanol using a semi-simultaneous saccharification and fermentation process. Fuel 294:120581. https://doi.org/10.1016/j.fuel.2021.120581
Sluiter A, Hames B, Ruiz R et al (2012) Determination of structural carbohydrates and lignin in biomass: laboratory analytical procedure (LAP) (Revised August 2012). National Renewable Energy Laboratory
Akhtar N, Goyal D, Goyal A (2017) Characterization of microwave-alkali-acid pre-treated rice straw for optimization of ethanol production via simultaneous saccharification and fermentation (SSF). Energy Convers Manag 141:133–144. https://doi.org/10.1016/j.enconman.2016.06.081
Han JS, Rowell J (1997) Chemical composition of fibers, paper compositions from agro-based resources. CRC Lewis Publ, New York
Sluiter A, Hames B, Hyman D, et al (2008) Determination of total solids in biomass and total dissolved solids in liquid process samples laboratory analytical procedure (LAP) Issue Date: 3/31/2008. Natl. Renew. Energy Lab.
Sluiter A, Hames B, Ruiz R, et al (2008) Determination of ash in biomass: laboratory analytical procedure (LAP); Issue Date: 7/17/2005. Natl. Renew. Energy Lab.
Lowry OH, Rosebrough NJ, Farr AL, Randall RJ (1951) Protein measurement with the Folin phenol reagent. J Biol Chem 193:265–275
Ghose TK (1987) Measurement of cellulase activities. Pure Appl Chem 59:257–268. https://doi.org/10.1351/pac198759020257
Ahamed A, Vermette P (2009) Effect of culture medium composition on Trichoderma reesei’s morphology and cellulase production. Bioresour Technol 100:5979–5987. https://doi.org/10.1016/J.BIORTECH.2009.02.070
Velkovska S, Marten MR, Ollis DF (1997) Kinetic model for batch cellulase production by Trichoderma reesei RUT c30. J Biotechnol 54:83–94. https://doi.org/10.1016/S0168-1656(97)01669-6
Wang L, Sharifzadeh M, Templer R, Murphy RJ (2013) Bioethanol production from various waste papers: economic feasibility and sensitivity analysis. Appl Energy 111:1172–1182. https://doi.org/10.1016/J.APENERGY.2012.08.048
Byadgi SA, Kalburgi PB (2016) Production of bioethanol from waste newspaper. Procedia Environ Sci 35:555–562. https://doi.org/10.1016/J.PROENV.2016.07.040
Chander Kuhad R, Mehta G, Gupta R, Sharma KK (2010) Fed batch enzymatic saccharification of newspaper cellulosics improves the sugar content in the hydrolysates and eventually the ethanol fermentation by Saccharomyces cerevisiae. Biomass Bioenerg 34:1189–1194. https://doi.org/10.1016/j.biombioe.2010.03.009
Sun S, Sun S, Cao X, Sun R (2016) The role of pretreatment in improving the enzymatic hydrolysis of lignocellulosic materials. Bioresour Technol 199:49–58. https://doi.org/10.1016/J.BIORTECH.2015.08.061
Alvira P, Tomás-Pejó E, Ballesteros M, Negro MJ (2010) Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: a review. Bioresour Technol 101:4851–4861. https://doi.org/10.1016/J.BIORTECH.2009.11.093
da Mota HG, Gouveia ER (2016) Improvement in enzymatic hydrolysis of waste office paper with chemical pretreatment and enzyme loading reduced. Waste Biomass Valoriz 73(7):507–512. https://doi.org/10.1007/S12649-015-9475-Z
Nair AS, Al-Battashi H, Al-Akzawi A et al (2018) Waste office paper: a potential feedstock for cellulase production by a novel strain Bacillus velezensis ASN1. Waste Manag 79:491–500. https://doi.org/10.1016/J.WASMAN.2018.08.014
Kim SB, Lee SJ, Lee JH et al (2013) Pretreatment of rice straw with combined process using dilute sulfuric acid and aqueous ammonia. Biotechnol Biofuels 6:1–11. https://doi.org/10.1186/1754-6834-6-109/TABLES/5
Khodaverdi M, Jeihanipour A, Karimi K, Taherzadeh MJ (2012) Kinetic modeling of rapid enzymatic hydrolysis of crystalline cellulose after pretreatment by NMMO. J Ind Microbiol Biotechnol 39:429–438. https://doi.org/10.1007/S10295-011-1048-Y
Zheng Y, Pan Z, Zhang R, Jenkins BM (2009) Kinetic modeling for enzymatic hydrolysis of pretreated creeping wild ryegrass. Biotechnol Bioeng 102:1558–1569. https://doi.org/10.1002/BIT.22197
Orlygsson J, Scully SM (2021) Influence of inhibitory compounds on biofuel production from oxalate-rich rhubarb leaf hydrolysates using Thermoanaerobacter thermohydrosulfuricus strain AK91. Fuels 2:71–86. https://doi.org/10.3390/FUELS2010005
Chaudhary G, Singh LK, Ghosh S (2012) Alkaline pretreatment methods followed by acid hydrolysis of Saccharum spontaneum for bioethanol production. Bioresour Technol 124:111–118. https://doi.org/10.1016/j.biortech.2012.08.067
Narra M, Dixit G, Divecha J et al (2012) Production of cellulases by solid state fermentation with Aspergillus terreus and enzymatic hydrolysis of mild alkali-treated rice straw. Bioresour Technol 121:355–361. https://doi.org/10.1016/j.biortech.2012.05.140
Wu F-C, Huang S-S, Shih I-L (2014) Sequential hydrolysis of waste newspaper and bioethanol production from the hydrolysate. Bioresour Technol 167:159–168. https://doi.org/10.1016/j.biortech.2014.06.041
Barcelos CA, Maeda RN, Betancur GJV, Pereira N (2012) The Essentialness of delignification on enzymatic hydrolysis of sugar cane Bagasse cellulignin for second generation ethanol production. Waste Biomass Valoriz 42(4):341–346. https://doi.org/10.1007/S12649-012-9137-3
Jin X, Song J, Liu GQ (2020) Bioethanol production from rice straw through an enzymatic route mediated by enzymes developed in-house from Aspergillus fumigatus. Energy 190:116395. https://doi.org/10.1016/j.energy.2019.116395
Khenblouche A, Bechki D, Gouamid M et al (2019) Extraction and characterization of cellulose microfibers from Retama raetam stems. Polimeros 29(1):1–8. https://doi.org/10.1590/0104-1428.05218
Souza do de LSS, PereiraFarias dos AMMAS et al (2020) Valorization of andiroba (Carapa guianensis Aubl.) residues through optimization of alkaline pretreatment to obtain fermentable sugars. BioResources 15:894–909
Hari Krishna S, Sekhar Rao KC, Suresh Babu J, Srirami Reddy D (2000) Studies on the production and application of cellulase from Trichoderma reesei QM-9414. Bioprocess Eng 225(22):467–470. https://doi.org/10.1007/S004490050760
Ahamed A, Vermette P (2010) Effect of mechanical agitation on the production of cellulases by Trichoderma reesei RUT-C30 in a draft-tube airlift bioreactor. Biochem Eng J 49:379–387. https://doi.org/10.1016/J.BEJ.2010.01.014
Kapich AN, Prior BA, Botha A et al (2004) Effect of lignocellulose-containing substrates on production of ligninolytic peroxidases in submerged cultures of Phanerochaete chrysosporium ME-446. Enzyme Microb Technol 34:187–195. https://doi.org/10.1016/J.ENZMICTEC.2003.10.004
Al Azkawi AS, Sivakumar N, Al Bahry S (2018) Bioprocessing of cardboard waste for cellulase production. Biomass Convers Biorefinery 8:597–606. https://doi.org/10.1007/S13399-018-0309-7
Lo CM, Zhang Q, Callow NV, Ju LK (2010) Roles of extracellular lactose hydrolysis in cellulase production by Trichoderma reesei Rut C30 using lactose as inducing substrate. Process Biochem 45:1494–1503. https://doi.org/10.1016/J.PROCBIO.2010.05.031
Li C, Lin F, Zhou L et al (2017) (2017) Cellulase hyper-production by Trichoderma reesei mutant SEU-7 on lactose. Biotechnol Biofuels 101(10):1–15. https://doi.org/10.1186/S13068-017-0915-9
Sateesh L, Rodhe AV, Naseeruddin S et al (2012) Simultaneous cellulase production, saccharification and detoxification using dilute acid hydrolysate of S. spontaneum with Trichoderma reesei NCIM 992 and Aspergillus niger. Indian J Microbiol 52:258–262. https://doi.org/10.1007/s12088-011-0184-4
Lodha A, Pawar S, Rathod V (2020) Optimised cellulase production from fungal co-culture of Trichoderma reesei NCIM 1186 and Penicillium citrinum NCIM 768 under solid state fermentation. J Environ Chem Eng 8:103958. https://doi.org/10.1016/J.JECE.2020.103958
Li Y, Liu C, Bai F, Zhao X (2016) Overproduction of cellulase by Trichoderma reesei RUT C30 through batch-feeding of synthesized low-cost sugar mixture. Bioresour Technol 216:503–510. https://doi.org/10.1016/j.biortech.2016.05.108
Liu S (2017) How cells grow. Bioprocess Eng. https://doi.org/10.1016/B978-0-444-63783-3.00011-3
Dong M, Wang S, Xu F et al (2021) Efficient utilization of waste paper as an inductive feedstock for simultaneous production of cellulase and xylanase by Trichoderma longiflorum. J Clean Prod 308:127287. https://doi.org/10.1016/J.JCLEPRO.2021.127287
Julia BM, Belén AM, Georgina B, Beatriz F (2016) Potential use of soybean hulls and waste paper as supports in SSF for cellulase production by Aspergillus niger. Biocatal Agric Biotechnol 6:1–8. https://doi.org/10.1016/J.BCAB.2016.02.003
Weiss R, Eischer A, Tadic T et al (2020) Valorisation of slaughter house and deinking paper waste streams for the production of enzyme by Trichoderma reesei. J Clean Prod 275:122882. https://doi.org/10.1016/J.JCLEPRO.2020.122882
Acknowledgements
The authors would like to acknowledge the “faculty seed grant”, which was provided to the faculty members by Karunya Institute of Technology and Sciences as financial support to carry out their own research work. Authors would also like to acknowledge the support and contribution made by every individual author towards the completion of the paper.
Author information
Authors and Affiliations
Contributions
The research work was conducted by SA under the guidance of PD and DH. SC guided in the modelling simulation studies. VR and HL helped in language correction and overall presentation of the work. Finally, overall execution of the work was carried out by PD.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no competing financial interests or personal relationships or conflict of interest involved with the work, reported in this paper.
Consent for Publication
I realize and agree that the manuscript submitted to your journal has not been published elsewhere. All authors have consent towards publication of the research article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dey, P., Chakrabortty, S., Haldar, D. et al. Kinetic model supported improved and optimized submerged production strategy of cellulase enzyme from newspaper waste biomass. Bioprocess Biosyst Eng 45, 1281–1295 (2022). https://doi.org/10.1007/s00449-022-02741-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-022-02741-9