
Abstract
Lactobionic acid and sorbitol are produced from lactose and fructose in reactions catalyzed by glucose–fructose oxidoreductase and glucono-δ-lactonase, periplasmic enzymes present in Zymomonas mobilis cells. Considering the previously established laboratory-scale process parameters, the bioproduction of lactobionic acid was explored to enable the transfer of this technology to the productive sector. Aspects such as pH, temperature, reuse and storage conditions of Ca-alginate immobilized Z. mobilis cells, and large-scale bioconversion were assessed. Greatest catalyst performance was observed between pH range of 6.4 and 6.8 and from 39 to 43 °C. The immobilized biocatalyst was reused for twenty three 24-h batches preserving the enzymatic activity. The activity was maintained during biocatalyst storage for up to 120 days. Statistically similar results, approximately 510 mmol/L of lactobionic acid, were attained in bioconversion of 0.2 and 3.0 L, indicating the potential of this technique of lactobionic acid production to be scaled up to the industrial level.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
As an approach based on mild bioprocesses, industrial biotechnology is clean, environmentally friendly, and has potential to revolutionize the chemical industry, which often uses severe process conditions, contributing to a more sustainable chemical industry [1]. In this scenario, lactobionic acid stands out due to its high commercial value and important applications as part of drug delivery system, as a component of solutions used to preserve human organs to be transplanted, and even as an active principle for anti-aging cosmetics [2,3,4,5,6]. In brief, lactobionic acid can be obtained by the chemical oxidation of lactose [7, 8] or by bioprocesses using Pseudomonas [9] or Zymomonas mobilis [10,11,12]. In the latter case, the complex enzymatic glucose–fructose oxidoreductase (GFOR) and glucono-δ-lactonase (GL) present in the periplasm of Zymomonas mobilis cells is responsible for the conversion of lactose to lactobionic acid and fructose to sorbitol [10,11,12].
Although the bioconversion using Z. mobilis cells is well established and present important results in laboratory scale [12,13,14,15,16], its effective transfer to the industrial scale still requires a more accurate evaluation of some parameters. Moreover, the success of scaling-up would depend on the reproducibility of the optimized lab-scale conditions at higher production scales and whether global process costs are competitive when compared with those of the usual methods adopted by the chemical industry to obtain the same products. Another important step toward cost reduction is the use of cell immobilization, which affords to reuse the biocatalyst for several reaction cycles, increasing enzyme stability during reaction and storage, and facilitating the separation of the biocatalyst from the bioconversion broth [17, 18]. However, as the immobilization of micro-organisms is a fastidious and relatively expensive task, prolonging the life of the immobilized biocatalyst is highly desirable.
Among the variables to be evaluated in this enzymatic process, biocatalyst concentration and the effects of pH and temperature should be considered in any strategy to improve product yield. Considering the immobilized catalyst, Carra [19] demonstrated that the use of high cell mass inside calcium alginate beads (64% w/w), despite diffusional restrictions, affords to rise the concentration of biocatalyst (20 g/L) in the reaction medium, increasing productivity of lactobionic acid [19]. In an immobilized system, pH values both inside and outside are controlled by the input of substrates and the output of products from alginate beads. As the mass of immobilized cells increases, porosity and shape of the solid support may vary, affecting pH and possibly reducing the catalytic action of the enzyme complex [15]. Porosity of the alginate gel may also be affected by temperature, when high values reduce rigidity of the material, increasing mass transfer [20, 21].
As such, the aim of the present study was to improve this production method, defining ideal pH and temperature ranges for the reaction, evaluating stability during reuse and storage of an alginate-immobilized biocatalyst, and defining the appropriate operation parameters using a larger reaction volume, in order to bring the laboratory-scale process conditions closer to the industrial application.
Material and methods
Strain and cultivation conditions
Zymomonas mobilis strain ATCC 29191 was used in this work. Cultures were maintained in liquid medium suspension, at 4 °C, as described by Malvessi et al. and monthly replicated to keep cell viability [22].
The liquid medium described by Malvessi et al. and used for maintenance, inoculum preparation, cell growth and enzyme production had the following composition (in g/L): glucose 20 (maintenance), 100 (inoculum), 150 (biomass and enzyme production); FeSO4·7H2O 0.01; (NH4)2SO4 1.0; MgSO4·7H2O 0.5; KH2PO4 1.0; Prodex Lac® yeast extract (Prodesa S.A., Brazil) 7.5 [22]. For inoculum preparation, initial pH was adjusted to 5.5 and the excessive pH drop during cultivation was avoided by adding 5 g/L of CaCO3 to the medium. Concentrated glucose solutions and CaCO3 were separately sterilized and added to the medium before inoculation. Sterilization of nutrients and glucose solutions was accomplished by autoclaving at 1 atm for 15 min.
Inocula were prepared in 500-mL anaerobic bottles, with CO2 release filters, filled with 450 mL of medium and kept under orbital agitation of 200 rpm (Certomat U, Sartorius Stedim Biotech, Germany), at 30 °C, for approximately 10 h. Batch cultivations of Z. mobilis cells were carried out in a 5.5-L stainless steel bioreactor equipped with two flat blade impellers that were designed and built in UCS. Temperature was kept at 30 °C, stirring speed was 450 rpm, and pH was maintained at 5.5 with 5.0 mol/L NaOH, using a pH controller (Provitec 2900, Brazil).
Cell mass was harvested from the medium by centrifugation at 5836×g, 4 °C, for 10 min (Sigma 4K-15, Sartorius Stedim Biotech, Germany). Then, cells were re-suspended in distilled water to a concentration of 50 g/L on dry basis.
Treatment of cell suspension
Zymomonas mobilis cells were permeabilized with cetyltrimethylammonium bromide (CTAB) as described by Rehr et al. [23] to inactivate fermentative metabolism of the bacterium but maintaining the activity of GFOR/GL complex. In brief, equal volumes of concentrated biomass suspension and 0.2% (w/v) CTAB solution were mixed, and the mixture obtained was gently stirred for 10 min at 4 °C. Permeabilized cells were then centrifuged at 5836g and re-suspended to a concentration of 50 g/L on dry basis. Next, cells were cross-linked with 0.5% (v/v) glutaraldehyde under magnetic stirring for 10 min as described by Jang et al. [24], centrifuged, and re-suspended to 70 g/L cells [23].
Immobilization method
The permeabilized and cross-linked cells were immobilized by entrapment in calcium alginate beads as described in a previous work [16]. To immobilize Z. mobilis cells in calcium alginate, equal volumes of concentrated cell suspension (70 g/L on dry basis) and 4% (w/v) of sodium alginate solution (Algogel 5540, Degussa Flavours & Fruit Systems do Brazil Ltd.) were mixed. The mixture was kept under agitation for 2 h upon complete homogenization and then drop-wise poured through hypodermic needles onto a 0.3 mol/L CaCl2 solution under magnetic stirring to form cell-containing calcium alginate beads. The cell suspension and the beads thus formed were cross-linked with 0.5% (w/v) glutaraldehyde for 15 min under magnetic stirring at room temperature. To have the desired concentrations of cells and substrates at the beginning of each experiment, the determination of the volume of water present in the inner space of Ca-alginate beads was needed. For this purpose, the mass of a sample of Z. mobilis containing Ca-alginate beads was determined before and after drying at 95 ± 2 °C for 24 h. From these tests, one could conclude that 91.0% of the mass of the immobilized biocatalyst corresponded to water, 5.8% to dry cells, and 3.2% to calcium alginate.
The Ca-alginate beads were kept at 4 °C in distilled water and were subsequently used in bioconversion assays. The average size of Ca-alginate beads was approximately 2.35 10–3 m.
Bioconversion experiments
Bioconversion assays were carried out in a 600-mL glass reactor containing 200 mL of reaction volume, under magnetic agitation. The reaction solution contained 700 mmol/L lactose, 600 mmol/L fructose, and 20 g/L of immobilized Z. mobilis cells [19]. The temperature of the jacketed reactor was maintained at the desired value. pH was controlled by adding NaOH 7.0 mol/L solution through a pH controller (Provitec 2900, Brazil).
It should be noted that due to the significant drop in reaction rate caused by the poor affinity between GFOR and lactose in a medium with low substrate concentrations, the bioconversion parameters were evaluated within approximately 24 h of process, which means the time required to reach a conversion rate of 70% [12, 19].
Effect of pH and temperature on lactobionic acid production
The effect of pH and temperature on bioconversion was initially evaluated at 36, 39, 43, and 47 °C, at pH 6.4, then at pH values of 6.0, 6.4, 6.8, 7.2, and 7.6 at 39 °C, for 24 h. The results were used in the evaluation of the interaction between pH and temperature on the process based on a 22 complete factorial design, in triplicate. The data were processed in the statistical software Minitab 16.
Then, the stability of the enzyme complex was evaluated at a range of temperature and pH values for long process periods and under four different bioconversion conditions: (1) 39 °C and pH 6.4, (2) 39 °C and pH 6.8, (3) 43 °C and pH 6.4, and (4) 43 °C and pH 6.8. To simulate a long period, the beads were reused for nine consecutive bioconversion batches, totaling 360 h. After each batch, the beads were removed from the reaction medium and washed with distilled water for 10 min and afterward re-hardened with 0.3 moL/L CaCl2 solution for 10 min.
Stability of the immobilized biocatalyst in repeated batches
As an attempt to increase the operational stability of the immobilized catalyst support along the process, the addition of CaCl2 solutions, at different concentrations (2, 4 and 5 mol/L), to the reaction medium during the process was evaluated. In these tests, three batches for each Calcium salt concentration were carried out. CaCl2 solutions were added at continuous flow of 0.2 mL/h, the equivalent concentrations of 0.050, 0.100 and 0.125 mol/L, respectively, being attained in the broth. In all conditions, immediately after the first batch, the calcium-alginate beads were drained from the bioconversion liquid medium, washed with distilled water and treated with 0.3 mol/L CaCl2 solution for 10 min. For the second and third batches, the beads were no longer treated with CaCl2.
After the definition of the CaCl2 concentration that provided the improvement of stability of immobilized biocatalyst, 23 successive 24-h bioconversion cycles were done. Again, between the first and the second bioconversion batches, Ca-alginate beads suffered the complete treatment described. From the second batch onwards, the addition of CaCl2 was not done at the intervals of the runs, but only during the process.
Bioconversion experiments in increased volume of reaction medium
The bioconversion reaction was also performed with 15 times larger volume of reaction medium (3.0 L). In these tests, it was used a 5-L bench bioreactor (Biostat B, Sartorius Stedim, Germany) with 16 cm of liquid height and 15 cm of internal diameter. Stirring was provided by two flat-blade turbines with six blades with 6.3 cm of diameter.
The initial reaction medium, with a volume of 3.0 L, contained 700 mmol/L lactose and 600 mmol/L fructose as substrate solution, and 20 g/L of Z. mobilis cells immobilized in Ca-alginate [19]. Impeller speed was kept at 200 min−1. To prevent damage to the Ca-alginate beads, the impellers were covered with a silicon layer. The temperature of jacketed reactor was maintained at 39 °C, and pH was automatically controlled at 6.4 by adding NaOH 7.0 mol/L solution.
The kinetic parameters (maximum specific production rate, conversion yield in relation to the initial substrate, and productivity) of in the large-scale test (3.0 L) were compared with those adopted using the bioconversion of a 0.2-L reaction volume carried out under magnetic stirring. Statistical analysis was performed using ANOVA with significance level of 5% (p < 0.05) with an SPSS 20 software.
Stability of the immobilized biocatalyst during storage
To assess the stability of immobilized biocatalyst, the standard immobilization condition [15]—in which bacterial cells are previously permeabilized with CTAB solution and cross-linked with glutaraldehyde—was compared with an alternative method proposed by Folle et al. [16] that excludes both pre-treatments. Summarizing, the cell suspension was treated using both protocols to evaluate whether different treatments carried out prior to cell immobilization could affect the stability of enzymatic complex during the storage. It should be highlighted that in all settings, alginate beads were treated with glutaraldehyde and stored in pH 7.0 distilled water at 4 °C for up to 120 days. The possible effects of storage were subsequently assessed through bioconversion assays performed using lactose and fructose solution at 39 °C and pH 6.4 [9]. The data were evaluated statistically using a one-way analysis of variance (ANOVA) and Tukey’s post-test with a confidence level of 5% (p < 0.05) using SPSS 20 software.
Analytical methods
Cell concentration was determined by gravimetric method (dry cell mass).
The concentration of lactobionic acid in relation to the volume of liquid phase in bioconversion tests was stoichiometrically inferred from the volume of NaOH used to control the pH [15, 25, 26] or by high-performance liquid chromatography (HPLC) analysis [27]. Since sorbitol and lactobionic acid are formed in an equimolar basis and assuming that no other product is formed in this process, the molar concentration of sorbitol may be considered as the same as that of the acids.
Parameters of evaluation
The conversion yield in relation to the initial substrate (YP/S0, mmol of product/mmol of initial substrate) was determined by dividing the number of mmol of formed product by the number of mmol of substrate in the initial solution.
The molar productivity (p, mmol of product/h) was calculated by dividing the number of mmol of formed product by the process time.
The specific productivity (q, mmol of product/gram of cell/h) was determined at the end of the process.
The specific production rates (µp, mmol of product/gram of cell/h) were determined by deriving the fitted curve for mmol of product as a function of time and dividing this result by the mass of Z. mobilis cells used in the experiment.
Results and discussion
Evaluation of pH and temperature on lactobionic acid production
The discussion of the results obtained in this work is focused on lactobionic acid or its salts, which are the main products of interest in this research. However, as already mentioned, sorbitol is obtained in equimolar basis in relation to lactobionic acid, and thus one can assume that its formation was likewise affected by the different conditions assessed.
To evaluate the effects of pH and temperature on lactobionic acid and also sorbitol production using Ca-alginate immobilized Z. mobilis cells, two tests were initially carried out: (1) reaction controlled at pH 6.4 under different process temperatures, and (2) reaction controlled at 39 °C under different pH values.
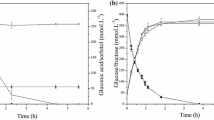
Figure 1a shows the time course of lactobionic acid production using Ca-alginate immobilized cells of Z. mobilis under different temperatures. For any condition tested, correlation coefficients of about 0.999 were determined for the fitting curves obtained. From these curves, the specific production rates (µp, mmol of product/gram of cell/h) were determined (Fig. 1b) as described in “Material and Methods” section.

Time course of lactobionic acid concentration (a) and specific production rate (μP) as a function of time (b) obtained in bioconversion experiments with different temperature values using calcium alginate-immobilized Zymomonas mobilis cells. Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; pH, 6.4. (open square) 36 °C; (open circle) 39 °C; (filled circle) 43 °C; (filled square) 47 °C
Table 1 shows the general results of bioconversion process carried out under different temperature values.
Significantly low product concentration (Pmax) and maximum specific production rate (µP,max) were obtained in the bioconversion tests carried out at 36 °C, compared with the values obtained using the other temperatures. In tests carried out at 39 °C, 43 °C, and 47 °C, concentration, productivity (p), and µP,max were statistically similar (Table 1). The initial rate was higher at 47 °C (µP,max = 2.73 mmol/g/h), while the acid lactobionic concentration obtained at 24 h was lower (Pmax = 471 mmol/L) compared with the values obtained at 39 °C and 43 °C. This is clearly illustrated by the µp values determined along time shown in Fig. 1b. At 47 °C, even though the initial high reaction rate, it was observed the quickly drop over the process. Previous studies have shown that the rigidity of alginate gel is reduced as the medium temperature increases, a situation that favors the mass transfer through beads and, therefore, the reaction rate [20, 21]. The exposure of immobilized cells to a temperature of 47 °C induced a sharper drop in reaction rate, and lower lactobionic acid concentration was obtained after 24 h of process. In summary, higher temperatures seems to affect or break the bonds of the three-dimensional structure of enzymes, as reported by Zachariou and Scopes [10] and Malvessi et al. [12].
On the other hand, similar profiles of µP were observed for the reactions carried out at 39 °C and 43 °C. Importantly, the drop of reaction rate was lower over the time, indicating that at this temperature range the action of GFOR/GL complex immobilized in calcium alginate is improved (Fig. 1b).
In subsequent assays, the temperature of the reaction catalyzed by the GFOR/GL complex was kept at 39 °C, while different pH values were evaluated in the bioconversion process.
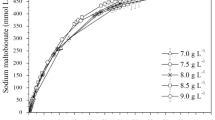
Figure 2a depicts the variation of lactobionic acid concentration with the process time in experiments carried out under different pH values. For any pH value used, correlation coefficients of about 0.999 were determined for the fitting curves obtained. From these curves, the specific production rates (µp, mmol of product/gram of cell/h) were determined (Fig. 2b) as described in “Material and Methods” section.

Time course of lactobionic acid concentration (a) and specific production rate (μP) as a function of time (b) obtained in bioconversion runs with different pH values using calcium alginate-immobilized Zymomonas mobilis cells. Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; 39 °C. (filled square) 6.0; (open circle) pH 6.4; (open triangle) pH 6.8; (filled circle) pH 7.2; (open square) pH 7.6
In Table 2, the main results obtained in the bioconversion runs under different pH values are shown.
After 24 h of process, similar values of concentration and productivity of lactobionic acid were obtained when pH was controlled between 6.0 and 7.6. Concerning µP,max, a parameter that is calculated at the beginning of the process, significantly higher values were obtained at pH 7.2 and 7.6 (Table 2). However, as observed in Fig. 2b, the decrease in reaction rate during the process was more accentuated under these pH values, indicating an instability of GFOR/GL complex when above pH 7.2, as also pointed out by Zachariou and Scopes [10] and Malvessi et al. [12].
These initial findings show that temperatures between 39 and 43 °C and pH values of 6.4 and 6.8 were more suitable for the activity of the GFOR/GL complex immobilized in calcium alginate. Furthermore, aiming to evaluate the probable interactions between these two parameters, temperature and pH in this process, the data obtained were analyzed according to the following experimental design:
A1, temperature (°C): 39 (− 1), 43 (+ 1).
A2: pH: 6.4 (− 1), 6.8 (+ 1).
In these assays, the bioconversion time, substrate and biocatalyst concentration were unchanged. The parameters evaluated and the values of µP,max and q are shown in Table 3.
Based on the results of the preliminary assays, the effect of each parameter and the possible interactions between parameters were determined (Table 4).
It was observed the significant influence of temperature on μPmax (p < 0.05) since this parameter positively affected the reaction rate (0.370). However, q was not influenced under the conditions evaluated (p > 0.05). These findings confirm the aforementioned results, which showed that higher temperatures have a positive effect only at the beginning of the process, due to the greater activity of the GFOR/GL complex and to the straightforward mass transfer between substrate and products through the support (Table 4).
Using the previously defined pH and temperature conditions, the stability of Ca-alginate immobilized cells was evaluated in long-term runs. Nine consecutive bioconversion runs were performed, reaching around 370 h. Table 5 shows μPmax and q values determined for each bioconversion batch. Regardless of the condition used, the decrease of μPmax and q was observed throughout the cycles of bioconversion.
Figure 3 shows the profiles of selected batches of bioconversion—first, third, sixth and ninth—carried out at 43 °C and pH 6.4. Figure 3a depicts the lactobionic acid production over time while Fig. 3b shows the variation of μp values as a function of substrate concentration during the bioconversion. The GFOR/GL complex reaction rate is influenced by the concentration of the substrates in the reaction medium [15, 16]. For this reason, the kinetic profile of μp was then evaluated considering lactose concentration values during the process.

Time course of lactobionic acid concentration (a) and specific production rate (μP) as a function of lactose concentration (b) obtained in bioconversion batches 1, 3, 6 and 9 with calcium alginate-immobilized Zymomonas mobilis cells. Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; pH, 6.4; 43 °C
According to kinetic profile of lactobionic acid production observed in Fig. 3A, the process time required to reach a conversion rate of 70% increased along the reaction cycles. As a result, a decrease of q value was observed, as demonstrated in Table 5. Also, the calcium alginate beads loss some rigidity during the bioconversion cycles. As reported by Gacessa [20] and Gombotz and Wee [21], the hardness of alginate gels is reduced at high temperature, under pH values near of neutrality, and in the presence of monovalent ions such as sodium. Therefore, these disadvantages were minimized with treatment of Ca-alginate beads with CaCl2 0.03 mol/L solution after each cycle, since Ca2+ ions promote the ionic bonds with alginate, making the beads hard again [20, 21].
Figure 3b shows the decrease of μP values during the bioconversion cycles, probably caused by limitation on mass transfer due to the hardening resultant of the beads’ treatment with CaCl2 solution and/or reduction of enzyme stability when it was exposed to long-term runs, as described by Carra [19]. Under these conditions, the reuse of immobilized Z. mobilis system was validated for up to nine bioconversion cycles, with no damage or overflow of cells into the reaction medium. Also, the global volumetric productivity obtained after 360 h of successive bioconversion runs was 1.23 mmol/L/h.
Evaluation of the Zymomonas mobilis immobilized system in the bioconversion process
The further experiments were done considering not only the advantages of reusing the immobilized enzymatic system, but also the need for preserving its stability for longer periods of reaction, with minimum efforts in terms of treatment of the Ca-alginate beads between the repeated bioconversion batches. For this purpose, three successive bioconversion experiments with constant feed of calcium chloride, at three different concentrations, and with untreated Ca-alginate beads were planed. However, under any condition evaluated, if it was observed reduction of rigidity of beads after the first bioconversion runs, then the treatment with calcium chloride was necessary. The results obtained in these experiments are depicted in Fig. 4.

Lactobionic acid production in bioconversion batches 1, 2 and 3 by calcium alginate-immobilized Zymomonas mobilis cells without addition of calcium chloride or with continuous addition of different concentrations of calcium chloride (0.050 mol/L, 0.100 mol/L and 0.125 mol/L). Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; pH, 6.4; 39 °C
When untreated Ca-alginate beads were used, statistically superior lactobionic acid concentrations were attained at the end of the first batch, indicating a more efficient mass transfer condition in comparison to the tests conducted with constant calcium chloride feed. However, after the third batch, it was noticed that part of the Z. mobilis cells has been released from the beads, a situation that would make unviable to reuse them in further bioconversion reaction.
In experiments with calcium chloride feed, similar results in terms of product formation were found after three bioconversion runs, but with the lowest salt concentration (0.050 mol/L), partial loss of rigidity and bacterial cells’ release were also detected. On the other hand, when calcium chloride solutions at 0.100 and 0.125 mol/L the integrity of the cell/enzymes support was maintained, opening the possibility of extending the period of use of the immobilized GFOR/GL enzymatic system. From the expressive results with respect to the integrity of the immobilized catalyst, the continuous addition of 0.100 mol/L calcium chloride was defined as the operating condition to continue the tests.
In the sequence, the stability of the enzymatic system was evaluated in 23 consecutive 24-h bioconversion batches. This test has also allowed to simulate some events that could become important for the industrial production such as lack of electric energy or technical problems in the reactor, and that could cause interruption of mixing and controlling of pH and temperature, or even pauses in the process due to occasional reduction of demand for the product, for example. In Fig. 5, the final concentrations of lactobionic acid attained in batches 1, 2, 3, 6, 7, 8, 9, 22 and 23 are shown.

Lactobionic acid produced in bioconversion batches 1, 2, 3, 6, 7, 8, 9, 22 and 23 by calcium alginate-immobilized Zymomonas mobilis cells with continuous addition of 0.100 mol/L calcium chloride. Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; pH, 6.4; 39 °C
As already mentioned, after the first bioconversion run, it was necessary to treat the biocatalyst with calcium chloride. Thus, at the end of the second cycle, a lower lactobionic acid concentration was achieved (422 mol/L). In the sequence, the Ca-alginate beads were reused and in the third cycle, 505 mol/L of product were obtained, a value that was practically identical to that measured at the end of the first batch (513 mol/L). In the fourth and fifth cycles, decreasing product concentrations were observed, this value being reduced to only 428 mmol/L in the sixth run. In this point, it is important to remark that the concentrations of lactobionic acid presented were inferred from the volume of NaOH spent to keep the pH at the set point. Then, as an attempt to explain these results, the alginate beads used in the sixth bioconversion batch were washed with distilled water, this volume was mixed with the reaction liquid medium obtained, and the concentration of lactobionic acid was quantified by HPLC. The value measured was 642 mmol/L, which suggests that a significant part of the product had been retained inside the beads during the initial batches. This could also explain the decreasing specific production rates (µpmax = 1.03 mmol/g/h), the higher concentration of product into the Ca-alginate beads causing an inhibitory effect on the enzymes activity. Thus, to avoid this negative effect, from the seventh cycle onwards the drained alginate beads have been rinsed with 0.15 L distilled water for 10 min, under agitation, between the batches. In average, the volume of water used to rinse the beads contained 266 mmol/L of product. Using this procedure, 510 mmol/L of lactobionic acid was obtained in the seventh batch, re-establishing the level of the first batch.
In industrial processes, occasional interruptions due to lack of electric energy or technical problems can occur. In the case of our process, that would mean that pH and temperature control and mixing would be inactivated. Thus, to evaluate any possible effect of that kind of event on the efficiency of the immobilized enzymatic system, the reactor was totally inactivated after 8 h of reaction of the eighth cycle. During this period, evidently, no significant production was observed given that the GFOR/GL system is markedly dependent on a strict control of these parameters. After 12 h, the reactor functions were re-established and a normal reaction rate was observed. The eighth cycle was ended at 24 h with a lactobionic acid concentration of 326 mmol/L and a correspondent residual amount of substrates. Afterward, the Ca-alginate beads were drained and used in the ninth cycle of bioconversion in which a final product concentration of 466 mmol/L was attained, with a value of µpmax (1.58 mmol/g/h) that was similar to those measured in previous batches. From these results, one can confirm the remarkable stability of this system.
At the end of the 22nd cycle, the Ca-alginate beads containing Z. mobilis cells were drained, washed and stored in distilled water for 30 days to evaluate the stability of the system. After this period of storage, the alginate beads were reused in a 24-h bioconversion run and a product concentration of 493 mmol/L, with a µpmax of 1.78 mmol/g/h, was measured. Furthermore, the variations of the specific product formation rates with time in this cycle and in the 3rd cycle were compared, and very similar profiles were observed (Fig. 6). All these results clearly prove that immobilized GFOR/GL are highly stable after a relatively long storage period. This would be particularly interesting in industrial scale in situations that require reducing or stopping production.

Specific production rate (μP) as a function of time, obtained in bioconversion batches 3 and 23 by calcium alginate-immobilized Zymomonas mobilis cells. Initial fructose and lactose concentration, 600 and 700 mmol/L, respectively; biocatalyst concentration, 20 g/L; pH, 6.4; 39 °C
Assessment of 3-L bioconversion experiments
To evaluate the product formation profile and the global efficiency of the process at a larger scale, the bioproduction of lactobionic acid and sorbitol using Ca-alginate beads was conducted in a reaction volume of 3.0 L, which is 15 larger than the one used in the previous runs carried out, in three successive batches. Table 6 compares the results for lactobionic acid production using both conditions.
Statistically similar results were obtained in the assays conducted using 3.0-L reaction volume with mechanical stirring and 0.2-L reaction volume with magnetic shaking. Despite the decrease observed in reaction rate after each batch due to the treatment with CaCl2, a global productivity of 19 mmol/L/h was reached after 72 h of process. After three cycles, it was observed that the integrity of the immobilized catalyst was not damaged by the mechanical stirring.
In both bioconversion systems utilized, adequate pH and temperature values were employed. However, 0.2-L reactions were conducted in a non-standardized reactor—a jacketed Becher flask under magnetic stirring, whereas the 3.0-L reaction was performed in a mechanically stirred bioreactor with standard dimensions. Despite the differences in terms of volume and geometry between the two systems, similar results were obtained. The definition of process conditions for the standard bench bioreactor is particularly important because it would be possible to make scale-up calculations using well-established criteria such as geometrical similarity and maintenance of power transferred per volume, mixing time, and Reynolds Number, among others [28].
It is also interesting to remark that our results were close to those published by Folle et al. [16], for the same enzymatic system, in a mechanically stirred tank equipped with an anchor impeller and in a pneumatic reactor, both reactors with approximately 0.4 L of working volume. Thus, one can assume that scaling up this system to an industrial scale could be readily achieved, since its behavior seems to be independent of volume and geometry of the bioreactor, providing however that an efficient mixing of the reaction medium and a non-shearing agitation for the immobilization support were used.
Stability studies of the immobilized biocatalyst during storage
In this work, we have shown that the enzyme complex GFOR/GL contained in Ca-alginate immobilized Z. mobilis cells is stable for 30 days in water, even after 22 successive cycles of bioconversion. In the present section, the discussion on the stability of this enzymatic system during storage was enlarged for a period of 120 days. Such evaluation was done with CTAB-permeabilized Z. mobilis cells, as those used in the present work, and also with non-permeabilized cells. The tests with untreated cells were included in this set of experiments because such procedure makes the process still simpler, as demonstrated by Folle et al. [16], an aspect that is one of the aims of the present work. Table 7 summarizes the results of lactobionic acid bioproduction obtained at the initial and the final times of storage.
The comparison between both conditions before storage (initial time) revealed that lower Pmax, pm, and μP,max were obtained when the cell suspension was submitted to the pre-treatment with CTAB and glutaradehyde. CTAB is a permeabilizing agent that increases the porosity of cell membrane [23, 29]; as such, a part of the enzymatic complex may be released to the outer medium [16]. The negative effect of pre-treatment was still more evident if considered the long period of evaluation. In this case, it was detected a reduction of kinetic parameter values after the storage of Ca-alginate beads for 120 days. On the other hand, no statistically significant alterations in the biocatalyst behavior were observed when pre-treatment-free cells were used for immobilization (Table 7). These results corroborate the conclusions of Folle et al. [16] with respect to the fact that the single cross-linking of the Ca-alginate beads is enough to accumulate the products of interest in the reaction medium and affords to preserve the catalytic action of GFOR/GL for up to 120 days of storage.
Conclusion
The results of the present study point out the high influence of temperature and pH on the catalytic action of the GFOR/GL complex of Z. mobilis immobilized in Ca-alginate. The highest production of lactobionic acid was obtained at temperatures between 39 and 43 °C and the most appropriate pH range to improve the enzymatic activity was found to be 6.4 to 6.8. The immobilized GFOR/GL enzyme complex has shown to be stable for at least 23 cycles even though when simulated events would interrupt the control of fundamental process parameters.
Significantly similar lactobionic acid production values were obtained in the process carried out at larger scale using a mechanically stirred tank reactor.
The cell suspension that did not undergo permeabilization prior to immobilization may be stored as immobilized beads for up to 120 days in water at pH 7.0, with no effect on the stability of the Z. mobilis GFOR/GL enzymatic complex.
The data obtained in this work could be useful in the development of large-scale bioconversion processes, which represents an advance in the current scientific knowledge basis about the bioproduction of lactobionic acid.
Change history
30 April 2020
In the original publication, table captions were incorrectly published. The correct captions are given here.
References
Tufvesson P, Fu W, Jensen JS, Woodley JM (2010) Food and bioproducts processing process considerations for the scale-up and implementation of biocatalysis. Food Bioprod Process 88:3–11. https://doi.org/10.1016/j.fbp.2010.01.003
Sumimoto R, Kamada N (1990) Lactobionate as the most important component in UW solution for liver preservation. Transplant Proc 22:2198–2199
Murzina EV, Tokarev AV, Kordás K et al (2008) d-Lactose oxidation over gold catalysts. Catal Today 131:385–392. https://doi.org/10.1016/j.cattod.2007.10.080
Park IK, Ihm JE, Park YH et al (2003) Galactosylated chitosan (GC)-graft-poly(vinyl pyrrolidone) (PVP) as hepatocyte-targeting DNA carrier: preparation and physicochemical characterization of GC-graft-PVP/DNA complex (1). J Control Release 86:349–359. https://doi.org/10.1016/S0168-3659(02)00365-6
Chernyy S, Jensen BEB, Shimizu K et al (2013) Surface grafted glycopolymer brushes to enhance selective adhesion of HepG2 cells. J Colloid Interface Sci 404:207–214. https://doi.org/10.1016/j.jcis.2013.04.025
Yu RJ, Van Scott EJ (2004) Alpha-hydroxyacids and carboxylic acids. J Cosmet Dermatol 3:76–87. https://doi.org/10.1111/j.1473-2130.2004.00059.x
Fischer E, Meyer J (1889) Oxydetion delr Milchsuckers. Berichte der Dtsch Chem Gesellschaft 22:361–364
Nath A, Verasztó B, Basak S et al (2016) Synthesis of lactose-derived nutraceuticals from dairy waste whey—a review. Food Bioprocess Technol 9:16–48. https://doi.org/10.1007/s11947-015-1572-2
Alonso S, Rendueles M, Díaz M (2013) Bio-production of lactobionic acid: current status, applications and future prospects. Biotechnol Adv 31:1275–1291. https://doi.org/10.1016/j.biotechadv.2013.04.010
Zachariou M, Scopes RK (1986) Glucose-fructose oxidoreductase, a new enzyme isolated from Zymomonas mobilis that is responsible for sorbitol production. J Bacteriol 167:863–869
Satory M, Fürlinger M, Haltrich D et al (1997) Continuous enzymatic production of lactobionic acid using glucose-fructose oxidoreductase in an ultrafiltration membrane reactor. Biotechnol Lett 19:1205–1208. https://doi.org/10.1023/A:1018485804167
Malvessi E, Carra S, Pasquali FC et al (2013) Production of organic acids by periplasmic enzymes present in free and immobilized cells of Zymomonas mobilis. J Ind Microbiol Biotechnol 40:1–10. https://doi.org/10.1007/s10295-012-1198-6
Delagustin MG, Gonçalves E, Carra S et al (2019) Sodium, potassium, calcium lactobionates, and lactobionic acid from Zymomonas mobilis: a novel approach about stability and stress tests. J Pharm Biomed Anal 174:104–114. https://doi.org/10.1016/j.jpba.2019.05.060
Delagustin MG, Gonçalves E, Carra S et al (2017) Bioproduction and characterization of sodium, potassium, and calcium lactobionates. Quim Nov. https://doi.org/10.21577/0100-4042.20170108
Malvessi E, Carra S, Silveira MM, Ayub MAZ (2010) Effect of substrate concentration, pH, and temperature on the activity of the complex glucose-fructose oxidoreductase/glucono-δ-lactonase present in calcium alginate-immobilized Zymomonas mobilis cells. Biochem Eng J 51:1–6
Folle AB, Baschera VM, Vivan LT et al (2018) Assessment of different systems for the production of aldonic acids and sorbitol by calcium alginate-immobilized Zymomonas mobilis cells. Bioprocess Biosyst Eng 41:185–194. https://doi.org/10.1007/s00449-017-1856-1
Niu X, Wang Z, Li Y et al (2013) “Fish-in-Net”, a novel method for cell immobilization of Zymomonas mobilis. PLoS ONE. https://doi.org/10.1371/journal.pone.0079569
Mohamad NR, Marzuki NHC, Buang NA et al (2015) Review; agriculture and environmental biotechnology an overview of technologies for immobilization of enzymes and surface analysis techniques for immobilized enzymes. Biotechnol Biotechnol Equip 29:205–220. https://doi.org/10.1080/13102818.2015.1008192
Carra S (2012) Estudo cinético da produção de ácido lactobiônico e sorbitol por enzimas periplasmáticas de Zymomonas mobilis. Dissertation Mestr, Universidade de Caxias do Sul, pp 1–107
Gacesa P (1988) Alginates. Carbohydr Polym 8:161–182. https://doi.org/10.1016/0144-8617(88)90001-X
Gombotz WR, Wee SF (2012) Protein release from alginate matrices. Adv Drug Deliv Rev 64:194–205. https://doi.org/10.1016/j.addr.2012.09.007
Malvessi E, Concatto K, Carra S, da Silveira MM (2006) Formulation of medium for growth and production of ethanol and intracellular enzymes by Zymomonas mobilis. Braz Arch Biol Technol 49:139–144
Rehr B, Wilhelm C, Sahm H (1991) Production of sorbitol and gluconic acid by permeabilized cells of Zymomonas mobilis. Appl Microbiol Biotechnol. https://doi.org/10.1007/BF00184677
Jang K-H, Jung S-J, Chang H-S, Chun U-H (1996) Improvement of the process for sorbitol production with Zymomonas mobilis immobilised in κ-carrageenan. Process Biochem 31:485–492. https://doi.org/10.1016/0032-9592(95)00092-5
Severo Júnior JB, Pinto JC, Ferraz HC, Alves TLM (2011) Analysis of experimental errors in bioprocesses. 1. Production of lactobionic acid and sorbitol using the GFOR (glucose–fructose oxidoreductase) enzyme from permeabilized cells of Zymomonas mobilis. J Ind Microbiol Biotechnol 38:1575–1585. https://doi.org/10.1007/s10295-011-0948-1
Pedruzzi I, Silva EAB, Rodrigues AE (2011) Production of lactobionic acid and sorbitol from lactose/fructose substrate using GFOR/GL enzymes from Zymomonas mobilis cells: a kinetic study. Enzyme Microb Technol 49:183–191. https://doi.org/10.1016/j.enzmictec.2011.04.017
Pedruzzi I, Malvessi E, Mata VG et al (2007) Quantification of lactobionic acid and sorbitol from enzymatic reaction of fructose and lactose by high-performance liquid chromatography. J Chromatogr A 1145:128–132. https://doi.org/10.1016/j.chroma.2007.01.051
Bailey JE, Ollis DF (1986) Biochemical engineering fundamentals. McGraw-Hill, New York
Chun UH, Rogers PL (1988) The simultaneous production of sorbitol from fructose and gluconic acid from glucose using an oxidoreductase of Zymomonas mobilis. Appl Microbiol Biotechnol 29:19–24. https://doi.org/10.1007/BF00258345
Acknowledgements
This study was supported by grants from the Coordenadoria de Aperfeiçoamento de Pessoal de Nível Superior (CAPES, Brazil), the Conselho Nacional de Desenvolvimento Científico e Tecnológico (CNPq, Brazil), the Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul (FAPERGS, Brazil), Universidade Federal do Rio Grande do Sul (UFRGS), and the Universidade de Caxias do Sul (UCS).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Carra, S., Rodrigues, D.C., Beraldo, N.M.C. et al. High lactobionic acid production by immobilized Zymomonas mobilis cells: a great step for large-scale process. Bioprocess Biosyst Eng 43, 1265–1276 (2020). https://doi.org/10.1007/s00449-020-02323-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00449-020-02323-7