
Abstract
The effects of minor Cu (0.7%), Ag (3.5%) and Ni (0.1%) additions in Sn solder on the interfacial transfer and phase evolution were clarified in Sn/Cu solder joints. (Cu,M)6Sn5 and (Cu,M)3Sn (M = Cu, Ni) layers were observed at the Sn/Cu interface during thermal aging at 150 °C. The additions of Cu, Ag and Ni alloy elements were found to change the growth of the Cn–Sn intermetallic compounds (IMCs). The results showed that Cu, Ag and Ni additions were able to suppress the growth of (Cu,M)3Sn (M = Cu, Ni) layers, but promoted the (Cu,M)6Sn5 growth. This was because the reactions on the (Cu,M)6Sn5 side were promoted by the refined IMCs grain size, whose growth was at the expense of (Cu,M)3Sn. In addition, the interfacial transfer rate (thickness ratio, y) of (Cu,M)3Sn/(Cu,M)6Sn5 versus the thermal aging time (t) was found to be close to parabola relationship, the y increased gradually with the alloy elements from Ni, Cu to Ag. The phase evolution (η′-Cu6Sn5, η-Cu6Sn5, ε-Cu3Sn, Ag3Sn, η′-(Cu,Ni)6Sn5, η-(Cu,Ni)6Sn5 and ε-(Cu,Ni)3Sn) at the interface between Cu and Sn solder doped with minor Cu, Ag and Ni was also elucidated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
With the rapid development of mobile electronic devices, higher requirements and challenges are imposed on electronic packaging technology [1,2,3]. Sn-based solder is the main material for electronic packaging. The Sn-based solder in the solder joint reacts with the substrate metal during the soldering process and is converted into intermetallic compounds (IMCs). During the subsequent service of the solder joint, the IMCs at the interface will further grow and transform [4,5,6]. To better interconnect the solder joints, a uniform thickness of the IMCs layer is necessary, but the IMCs layer may cause cracking of the interconnect interface due to brittleness, resulting in solder joint failure [7,8,9]. Therefore, the IMCs layer acts as the only interconnect medium, and its reliability and service performance play a decisive role [10,11,12,13].
In Sn–Cu solder joints, when the molten Sn-based solder alloy the Cu, Cu6Sn5 and Cu3Sn IMCs form at the solder/Cu interface. It was reported that adding minor alloying elements into the solder reduced the unbalanced diffusion of Cu and Sn, suppressing the formation of the IMCs layer and reducing the brittleness of the joint [14,15,16]. For example, trace Zn [17, 18], Fe [19], Co [19] and Ni [19, 20] were separately added into the solder to retard the formation and growth of Cu3Sn layer. Cu and Ag were basic elements in the lead-free solder. The addition of Cu reduced the concentration gradient of Cu and suppressed the growth of the Cu3Sn layer [21]. The Sn3.5Ag/Cu solder joints led to a local enrichment of Ag at the interface and promoted the formation of large Ag3Sn IMCs via the Cu6Sn5 heterogeneous nucleation sites [22]. The plate-like Ag3Sn affected the growth and morphology of Cu6Sn5 layer and the stability of the solder joint [23, 24]. In addition, one of the more noteworthy alloying elements was Ni. It was shown Ni addition to Sn3.5Ag (3.5 wt% Ag, balance Sn) in amounts as minute as 0.1 wt% could substantially hinder the Cu3Sn growth during soldering as well as during the following solid-state aging [25]. The Cu3Sn growth was linked to the formation of micro voids, which in turn increased the potential for brittle interfacial fracture [26]. It was shown that drop test performance increased for solder joints with just a small amount of Ni addition [27]. However, the sensitivity of interfacial transfer in solder/Cu interface by considering minor Cu, Ag and Ni was not completely clear. Especially, the influence of Cu, Ag and Ni addition on the fluxes of Cu and Sn atom diffusion in solder/Cu interface needs more detailed explanations. Moreover, the phase of η′-Cu6Sn5, η-Cu6Sn5, ε-Cu3Sn, Ag3Sn, η′-(Cu,Ni)6Sn5, η-(Cu,Ni)6Sn5 and ε-(Cu,Ni)3Sn are found at interface between Cu and Sn solder doped with minor Cu, Ag and Ni. The phase evolution needs further clarification, due to the fact that phase transformation dictates the joint reliability.
The objective of this study is to examine the sensitivity of interfacial transfer in solder/Cu interface by considering minor Cu, Ag and Ni. Emphasis is placed on a systematic comparison study on the fluxes of Cu and Sn atom diffusion. Furthermore, the interface evolution, especially the interface phase evolution is discussed.
2 Experimental and theoretical methods
2.1 Experimental procedures
The solders used in this work were pure Sn (99.99%), Sn0.7Cu (wt%), Sn3.5Ag (wt%) and Sn0.1Ni (wt%). The former two were commercially, and Sn3.5Ag (wt%) and Sn0.1Ni (wt%) were fabricated form pure Sn (99.99%) and Ag (99.99%) and Ni (99.99%) using means of smelting, respectively. The high purity Cu foil (99.99%, 10 mm × 10 mm × 0.1 mm) was chose as the substrate. The solder joints were prepared by melting solder on the foils at 260 °C for 1 min, and then the reflowed sample were cooled at a fast cooling rate. To investigate the interfacial microstructure in the solder joints, the isothermal aging for the as-reflowed samples was performed at 150 °C with different aging periods (72 h, 120 h, 240 h, 360 h and 480 h). Then these samples were mounted in epoxy and mechanical polished. The cross-sectional microstructure at the interface was observed by SEM (Sirion200), and the compositions of IMC layer were determined by energy dispersive spectroscopy (EDS).
The average thickness of IMCs layer was measured with the software Image J. The average thickness of the IMCs layer was calculated by dividing the IMCs layer area by the length of the interface. 8–10 SEM images with 1000 magnification were selected to estimate the mean thickness for each sample. To observe the three-dimensional morphology of the interfacial IMCs, the Sn coating was etched completely using a 10% HNO3 + 90% ethanol solution [28].
2.2 Calculation details
The calculations were carried out using the CASTEP plane-wave code [29] in the scheme of generalized gradient approximation (GGA-PBE) [30]. The Vanderbilt ultrasoft pseudopotentials [31] were employed to treat the valence electrons for Cu (3d104s1), Sn (5s25p2), Ag (4d105s1) and Ni (3d84s2). Brillouin-zone integrations were performed using Monkhorst and Pack k-point meshes [32]. To obtain the most equilibrium crystal structure and to ensure the accuracy of subsequent calculations, convergence tests for the total energy were strictly implemented. For all crystal systems, with the k-point meshes fixed at 8 × 12 × 12, we increased the cut-off energy from 350 to 400 eV, and the change in total energy was below 2 × 10–3 eV/atom. Then we fixed the cut-off energy at 350 eV and varied the k-point meshes from 4 × 6 × 6 to 8 × 8 × 10, and the change in total energy was less than 10–4 eV/atom. Following this rule, the changes in total energy for the other phases were no more than 10–2 eV/atom with the change of cut-off energy and k-point meshes.
The settings for these calculations are shown in Table 3. The energy cutoff was 350 eV. The convergence tolerance was selected as follows: minimum energy less than 1.0 × 10−5 eV/atom, maximum force less than 0.03 eV Å−1, maximum stress less than 0.05 GPa, and maximum displacement less than 1 × 10–3 Å.
3 Results and discussion
3.1 Interfacial microstructures evolution of Sn−x/Cu joints
The interfacial microstructure of Sn−x/Cu (x = 0, 0.7Cu, 3.5Ag and 0.1Ni) joints after aging at 150 °C with different aging periods were shown in Figs. 1, 2, 3 and 4. In all of the images, the upper, middle and bottom materials were solder alloy, interfacial IMCs layer and Cu pad, respectively. The chemical compositions of the IMCs layers were characterized by EDS analysis and the results are listed in Table 1.

Cross-sectional BSE images of Sn/Cu joints after aging at 150 °C. a 0 h; b 120 h; c 240 h; d 480 h

Cross-sectional BSE images of Sn0.7Cu/Cu joints after aging at 150 °C. a 0 h; b 120 h; c 240 h; d 480 h

Cross-sectional BSE images of Sn3.5Ag/Cu joints after aging at 150 °C. a 0 h; b 120 h; c 240 h; d 480 h

Cross-sectional BSE images of Sn0.1Ni/Cu joints after aging at 150 °C. a 0 h; b 120 h; c 240 h; d 480 h
Figure 1a shows the interfacial microstructure of as-reflowed Sn/Cu joint. A layer of scallop-type growth of Cu6Sn5 in solid–liquid inter-diffusion reaction [33, 34]. After aging at 150 °C for 120 h, the Cu3Sn layer was formed between the Cu6Sn5 and Cu layers, as presented in Fig. 1b. After aging time was extended to 240 h, as shown in Fig. 1c, the thickness of Cu6Sn5 and Cu3Sn layers gradually increased in the Sn/Cu joint. When the aging time was further extended to 480 h, as shown in Fig. 1d, the total IMCs thickness in the Sn/Cu joint interface was continuously thickened, the Cu6Sn5 layer increased slightly and Cu3Sn layer grew much quicker than the Cu6Sn5 layer. Moreover, the morphology of IMCs became flattened, because Cu diffusion through the scallop valleys was faster than that through the scallop hills [35].
Figure 2a shows the interfacial microstructures of as-reflowed Sn0.7Cu/Cu joints. Similar to the as-reflowed Sn/Cu joint, a layer of Cu6Sn5 was formed at the interface. After a 120 h aging treatment at 150 °C, as shown in Fig. 2b, the IMC layer thickness increased obviously. A thin Cu3Sn layer emerged between Cu6Sn5 and Cu. After aging time was extended to 240 h, the Cu6Sn5 layer thickness significantly increased (Fig. 2c). The thickness of Cu3Sn layer was found to be sensitive to the Cu content. The addition of Cu suppressed growth of Cu3Sn layer. Figure 2d presents the interfacial microstructures of the solder joints aged at 150 °C for 480 h. It was seen that the IMC layer continued to grow up. However, a thinner Cu3Sn layer was formed at the Sn0.7Cu/Cu interface than that of Sn/Cu joint.
The interfacial microstructure of as-reflowed Sn3.5Ag/Cu joints is observed in Fig. 3a. Scallop-shaped Cu6Sn5 layer was formed at the interface and Ag3Sn phase was found in Sn3.5Ag solder. After aging at 150 °C for 120 h, the total thickness of IMCs layer gradually increased, and Ag3Sn phase gradually increased forming a small amount of discrete particle-like phases, as shown in Fig. 3b. After aging time was extended to 240 h, the discrete particle-like Ag3Sn phase significantly increased. The Cu6Sn5 layer thickness increased not obviously, but the thickness of Cu3Sn layer obviously increased with the rising aging time (Fig. 3c). When the aging time was extended to 480 h, Ag3Sn phase gradually embedded in grain boundary of IMCs layer, as shown in Fig. 3d. The Ag3Sn phases acted a pinning effect, which divided the solder substrate into many regions, and affected the unbalanced diffusion of Cu and Sn.
The microstructure evolution of the Sn0.1Ni/Cu joint interface is shown in Fig. 4. As shown in Fig. 4a, it was seen that a new IMCs layer emerged at the Sn0.1Ni/Cu interface. Based on the EDS analysis, this new IMC layer was identified as (Cu,Ni)6Sn5. It suggested that IMCs layer was found to be sensitive to the Ni content. After aging at 150 °C for 120 h, as shown in Fig. 4b, the total thickness of IMC layers gradually increased. A thin new IMC layer emerged between (Cu,Ni)6Sn5 and Cu, corresponding to (Cu,Ni)3Sn by EDS analysis. When the aging time was extended to 240 h and 480 h, as shown in Fig. 4c and d, interestingly, the total thicknesses of the IMCs layer were rapidly increased with the rising aging time. Moreover, the thickness of (Cu,Ni)6Sn5 layer seemed to grow rapidly, but the thickness of (Cu,Ni)3Sn layer seemed to keep constant.
3.2 Interfacial transfer of Sn−x/Cu joints
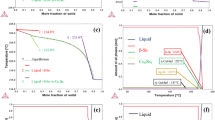
The total thicknesses of (Cu,M)6Sn5 and (Cu,M)3Sn layers for the four kinds of solder joints aged at different aging periods is shown in Fig. 5. It was seen that the thickness of total IMCs layer increased with the aging time. Cu addition (0.7%) and Ag addition (3.5%) seemed to slightly affect the total IMC thickness. However, as presented in Fig. 5a, the growth rate of total IMCs layer in Sn0.1Ni/Cu joint was much larger than those of Sn/Cu, Sn0.7Cu/Cu and Sn3.5Ag/Cu joints. In addition, the growth behaviors of both (Cu,M)6Sn5 and (Cu,M)3Sn layers were sensitive to the Sn0.7Cu, Sn3.5Ag and Sn0.1Ni solder. With the increase of aging time, as presented in Fig. 5b, the thickness of Cu6Sn5 layer in Sn/Cu joints was relatively stable. While, the thickness of (Cu,M)6Sn5 layer in Sn0.7Cu/Cu, Sn3.5Ag/Cu and Sn0.1Ni/Cu joints gradually increased, especially Ni addition (0.1%). For the thickness of (Cu,M)3Sn layer, as shown in Fig. 5c, it was seen that the thickness of (Cu,M)3Sn layer increased with the aging time. The growth rate of Cu3Sn layer in Sn/Cu joint was larger than those of Sn/Cu, Sn0.7Cu/Cu and Sn3.5Ag/Cu joints. It suggested that Cu addition (0.7%), Ag addition (3.5%) and Ni addition (0.1%) promoted growth of the (Cu,M)6Sn5 layer, especially Ni addition, while trace Cu, Ag and Ni addition had the function in suppressing growth of the (Cu,M)3Sn layer. Yoon et al. [36] investigated the effects of Cu on interfacial reaction of Sn–Ag/Cu solder joints. They also found that increasing the amount of Cu in Sn–Ag solder significantly reduced the thickness of Cu3Sn layer. In addition, Choi et al. [37] studied IMC growth in Sn–Ag/Cu solder joints. They found that the thickness ratio of Cu6Sn5 to Cu3Sn was about 2:1 as aged at 150 °C for 700 h. In our previous work, the (Cu,M)6Sn5/(Cu,M)3Sn ratios were 1:1 in the Sn/Cu solder joint, 2.6:1 in the Sn0.7Cu/Cu, 1.7:1 in the Sn3.5Ag/Cu and 5:1 in the Sn0.1Ni/Cu as aged at 150 °C for 480 h. The results indicated that Cu, Ag and Ni were conducive to retard the growth of the (Cu,M)3Sn layer. Moreover, Cu and Ni had a more significant effect relative to Ag.

a Average thickness of the IMCs layer with the thermal aging time, b thickness variation of the (Cu,M)6Sn5 (M = Cu, Ni) layer, c thickness variation of the (Cu,M)3Sn (M = Cu, Ni) layer, d thickness ratio of (Cu,M)3Sn to (Cu,M)6Sn5
Figure 5d graphs the interfacial transfer (thickness ratio, y) of (Cu,M)3Sn/(Cu,M)6Sn5 versus the thermal aging time (t). The interfacial transfer (thickness ratio, y) of the Sn−x/Cu joints was close to parabola relationship, y = A × exp(− t/B) + C, that was y = − 0.1889 × exp(− t/185.305) + 1.016 for Sn/Cu joints, y = − 0.0924 × exp(− t/136.876) + 0.360 for Sn0.7Cu/Cu joints, y = − 0.1925 × exp(− t/63.352) + 0.531 for Sn3.5Ag/Cu joints and y = − 0.1701 × exp(− t/473.55) + 0.267 for Sn0.1Ni/Cu joints, respectively. The results indicated that microelement addition was expected to change the (Cu,M)6Sn5 and (Cu,M)3Sn interfacial transfer at the Sn−x/Cu interface.
3.3 IMCs evolution of Sn−x/Cu joints
Cu6Sn5 phase was stable as the hexagonal structure η-Cu6Sn5 (P63/mmc) above 186 °C. When the temperature below 186 °C, the phase transition occurred, which transformed to a more stable crystalline, viz., the monoclinic structure η′-Cu6Sn5(C2/c) [38]. The solder joints were as-reflowed at 260 °C for 1 min at a temperature above 186 °C to form hexagonal phases η-Cu6Sn5. When the cooling rate was slow after as-reflowed, the hexagonal structure η-Cu6Sn5 part will be transformed into a monoclinic structure η′-Cu6Sn5. When the cooling rate was fast after as-reflowed, the hexagonal structure η-Cu6Sn5 will not change into a monoclinic structure η′-Cu6Sn5. Nogita et al. found that Ni (1–17.2 at.%) was doped in solder and was stable to the η-Cu6Sn5 phase after as-reflowed [39, 40]. Yang et al. show that Ni atoms can occupy the Cu2 sites in the η-Cu6Sn5 phases and this effect can prevent solder joints from forming the η′-Cu6Sn5 phases after as-reflowed cooling [41]. Figure 6 shows XRD phase analysis of the IMCs layers after as-reflowed and aging of Sn−x/Cu (x = 0, 0.7Cu, 3.5Ag and 0.1Ni) joints. The results shown that IMCs in Sn−x/Cu (x = 0, 0.7Cu and 3.5Ag) joints were η-Cu6Sn5and η′-Cu6Sn5 after as-reflowed and aging, respectively. In Sn0.1Ni/Cu joint, the IMC phase were η-(Cu,Ni)6Sn5 after as-reflowed and η′-(Cu,Ni)6Sn5 under aging.

XRD pattern of IMCs layer after as-reflowed and aging at 150 °C of a Sn/Cu, b Sn0.7Cu/Cu, c Sn3.5Ag/Cu and d Sn0.1Ni/Cu
The phase evolution of Sn−x/Cu (x = 0, 0.7Cu, 3.5Ag and 0.1Ni) joints and aging condition is summarized in Table 2. In the Sn−x/Cu (x = 0, 0.7Cu and 3.5Ag) joints, only η-Cu6Sn5, η′-Cu6Sn5 and ε-Cu3Sn phases were only formed at the interface. As for Sn3.5Ag/Cu joint, the Ag3Sn phase was also found both in the solder and at the interface. The interfacial phase of Sn0.1Ni/Cu joint was significantly different from that of Sn−x/Cu (x = 0, 0.7Cu and 3.5Ag) joints. The η-(Cu,Ni)6Sn5, η′-(Cu,Ni)6Sn5 and ε-(Cu,Ni)3Sn were formed at the interface of Sn0.1Ni/Cu joint. These results revealed that as the Ni element was added to the Sn solder, the Ni atoms were incorporated into the Cu and Sn sublattice of the Cu–Sn IMCs, while the Ag element did not.
To understand the phase evolution of Sn−x/Cu joints by considering trace Cu, Ag and Ni, the optimized lattice parameters, lattice volumes (V) and formation enthalpy (\(\Delta {H}_{f}\)), which provided a quantitative criterion for phase stability, were calculated. The results are listed in Table 3. It was found that the obtained lattice parameters and cell volumes for η-Cu6Sn5, η′-Cu6Sn5, ε-Cu3Sn and Ag3Sn were in good agreement with the available experimental results [35] and theoretical values [35, 42], where the deviations were less than 3%. As to Cu, the obtained lattice parameter and cell volume also agreed well with experimental results [43]. With respect to Ni, it had a face-centered cubic structure, while Sn had a tetragonal structure (β-Sn). The calculated bond length was close to the experimental results [44, 45].
The enthalpy of formation per atom was evaluated relative to the composition-averaged energies of the pure elements in their equilibrium crystal structures [46]. The enthalpy of formation (\(\Delta {H}_{f}\)) for IMCs was expressed by the following equation:
where ET was the total energy of IMC AmBnCl, (A, B, and C were the composition elements; n, m, and l were the number of atoms), \({E}_{A}^{solid}\), \({E}_{B}^{solid}\) and \({E}_{C}^{solid}\) were the total energy per atom of A, B, and C crystals, respectively. The calculated results are summarized in Table 3. The \(\Delta {H}_{f}\) of η-Cu6Sn5, η′-Cu6Sn5, ε-Cu3Sn and Ag3Sn were almost negative values, indicating that these binary IMCs were thermodynamic stable to be synthesized. It was seen that our results were nearly close to the reported results [35, 44] and our experimental phenomenon. Comparably, ε-Cu3Sn had the lowest \(\Delta {H}_{f}\) following by Ag3Sn, η-Cu6Sn5 and η′-Cu6Sn5 had the highest \(\Delta {H}_{f}\).
For ternary η′-Cu6Sn5 and ε-Cu3Sn based structures with Ni and Ag substitution, the calculated results are summarized in Table 4 and Fig. 7. The calculated \(\Delta {H}_{f}\) of (Cu,Ni)6Sn5 and (Cu,Ni)3Sn were lower than those for Cu6Sn5 and Cu3Sn, respectively. It indicated that the substitutional sites of Ni atom at Cu atoms occupation would increase the stability of Cu6Sn5 and Cu3Sn. In addition, for the seven kinds of Ni doped Cu6Sn5 IMCs, Cu4Ni2Sn5 (in which the Ni atom displaced the Cu at 8f site) had the minimum \(\Delta {H}_{f}\) (− 16.119 kJ/mol−1) indicating that this IMCs was the most thermodynamically stable structure. Yang et al. [47] examined the additive elements on structural and electronic properties of Sn-based IMCs. Yu et al. [46] studied the structural and electronic properties of Cu6−xNixSn5 (x = 0, 1, 2) IMCs based on first principles. These research works reflected that Ni atom was favorably occupied the Cu2(8f) site of the Cu6Sn5 IMCs. Among the three kinds of Ni doped Cu3Sn IMCs, the substitutional sites of Ni atom at Cu2(4f) was preferential occupation (e.g., Cu2.5Ni0.5Sn, − 19.993 kJ/mol). However, the ternary structures with Ag element ((Cu,Ag)6Sn5 and (Cu,Ag)3Sn) had higher \(\Delta {H}_{f}\) than that of Ag3Sn, it meant that binary Ag3Sn IMCs was the more thermodynamically stable structure than that of ternary structures ((Cu,Ag)6Sn5 and (Cu,Ag)3Sn). These calculated results agreed well with the experimental results in this work.

Formation enthalpy (\(\Delta {H}_{f}\)), and lattice strain varying with the substitutional site of Ni and Ag atom in η′-Cu6Sn5 and ε-Cu3Sn based structure
The charge transfer of IMCs models considering Ni and Ag distribution is shown in Fig. 8. It was easy to found that the electron density difference distribution curve of IMCs layer after Ni doping greater than that of Cu6Sn5 and Cu3Sn layer, that means more charge transfer of IMCs layer when Ni atoms were incorporated into the Cu and Sn sublattice of the Cu–Sn IMCs. The results were also visualized in the images of electron density difference (Fig. 8a, b illustration). It was seen that the blue regions near Ni atoms, which indicated that the charge transfer between Ni atom and neighboring Cu atoms. In other words, there existed a stronger affinity between Cu and Ni in the case of Ni addition into the Cu–Sn system. From Fig. 7, it was also easy to obtain the fact that the lattice volume shrinkage of IMCs layers because of stronger affinity between Cu and Ni from Cu–Sn layer to Cu–Ni–Sn layer. However, for ternary Cu–Ag–Sn system, the electron density difference distribution curve of IMCs layer changed little from Cu–Sn layer to Cu–Ag–Sn layer (Fig. 8c, d). In addition, it was known that the atomic radius of Cu and Ag were 1.278 Å and 1.445 Å, respectively. It was difficult for large Ag atoms to replace small Cu atoms. Therefore, the Cu–Ag–Sn layer was not easy to form at the Sn3.5Ag/Cu interface.

Comparative figures of electron density difference of Cu–Sn layer, Cu–Ni–Sn layer (a, b) and Cu–Ag–Sn layer (c, d). The blue and green regions show regions of electron accumulation and loss
4 Discussion
Atom flux partially controls an interfacial reaction, and the grain-boundary diffusion mechanism is a dominant diffusion mechanism in the Sn/Cu reaction couple [51, 52]. The coarser the grains, the fewer the existing grain boundaries, and therefore, the atoms would take longer time to diffuse through the barrier. The grain sizes of the Cu6Sn5 IMC layer are analyzed through the top image (as shown in Fig. 9). During thermal aging, the grain size of the Cu6Sn5 layers in the Sn/Cu joints is relatively coarser than that in the Sn-based/Cu joints. The mean grain size of the Cu6Sn5 layer in the pure Sn/Cu aged for 480 h is 4.49 μm, while those of top IMC layer in Sn0.7Cu/Cu, Sn3.5Ag/Cu and Sn0.1Ni/Cu are 3.51 μm, 3.47 μm and 2.15 μm, respectively. The results indicate that the Cu, Ag and Ni addition could refine the grain of the top IMC layer.

Top-view images of as-reflowed a Sn/Cu, b Sn0.7Cu/Cu, c Sn3.5Ag/Cu and d Sn0.1Ni/Cu joints
For Sn–Cu system, the chemical reactions at Cu/Cu3Sn and Cu3Sn/Cu6Sn5 interfaces are represented by the chemical equations.
At the Cu/Cu3Sn interface on the Cu3Sn side (the elements in square brackets denote the diffusing species):
At the Cu3Sn/Cu6Sn5 interface on the Cu3Sn side:
At the Cu3Sn/Cu6Sn5 interface on the Cu6Sn5 side:
At the solder/Cu6Sn5 interface on the solder side:
According to the equations above, the interfacial reaction is a dynamic process. At the Cu3Sn/Cu6Sn5 interface, the reaction direction in Eqs. (3) and (4) are opposite to that in Eqs. (5) and (6). The final reaction direction, i.e., the migration direction of the Cu3Sn/Cu6Sn5 interface, is determined, to a large extent, by the diffusion fluxes of Cu and Sn. It is well known that copper was the dominant diffusing species in the Sn/Cu reaction couple [6]. We plot a sketch map reflecting the relation between interface behavior and Sn/Cu, Sn0.7Cu/Cu, Sn3.5Ag/Cu and Sn0.1Ni/Cu solder joints, respectively, based on the experimental results, as shown in Fig. 10. It is found that for the coarser Cu6Sn5 layer in Sn/Cu solder joints, a larger amount of Cu atoms would accumulate at the Cu6Sn5/Cu3Sn interface due to less diffusion paths, promoting the growth of the Cu3Sn layer by consuming Cu6Sn5 through the reaction Eq. (3). While for the finer (Cu,M)6Sn5 layer in Sn0.7Cu/Cu, Sn3.5Ag/Cu and Sn0.1Ni/Cu solder joints, the Cu atoms diffuse much quicker through the Cu6Sn5 layer. This was favorable for the reactions on the Cu6Sn5 side. Therefore, Cu3Sn would transform to Cu6Sn5 through the reaction Eqs. (5) and (6).

Schematic illustration showing the general process for interfacial behavior in a Sn/Cu, b Sn0.7Cu/Cu, c Sn3.5Ag/Cu and d Sn0.1Ni/Cu
In addition, as shown in Fig. 10b, doping the Cu element in the solder is likely to reduce the Cu concentration gradient at the solder/Cu interface, and suppress the diffusion of Cu atoms from Cu substrate to solder [53]. The declined Cu flux not only reduces the consumption of Cu substrate (Eq. 2), but also is favorable for the reactions on the Cu6Sn5 side (Eqs. 5 and 6). Therefore, the growth of Cu3Sn layer is retard at both sides.
As shown in Figs. 3 and 10c, the addition of Ag causes the Ag3Sn phases to form in the Sn3.5Ag solder. As the thermal aging time extends, Ag3Sn phase gradually increases and embed in grain boundary of IMC layer, Ag3Sn acts as a pinning effect, which divides the solder substrate into many regions, and suppress the inter-diffusion of Cu and Sn.
The addition of Ni causes the formation of (Cu,Ni)6Sn5 phases at the interface, the reaction of the chemical Eq. (8) occurs:
As shown in Fig. 9d, the (Cu,Ni)6Sn5 layer are composes of multi-layer small size crystal grains. This kind of structure is beneficial to the inter-diffusion of Cu and Sn and the reactions of the Eqs. (6) and (7) occur. Besides, for the trace Ni containing joints, it seems that reaction \(2(C{u,Ni)}_{3}Sn+3[Sn]\to (C{u,Ni)}_{6}S{n}_{5}\) dominates, because the Ni doping increases the stability of Cu6Sn5.
5 Conclusions
In this study, the interfacial transfer and phase evolution between Cu and Sn solder doped with minor Cu, Ag and Ni were investigated. The results were summarized as follows:
-
(1)
After thermal aging at 150 °C, a layer of Cu6Sn5 and Cu3Sn was observed in the joints of Sn/Cu, Sn0.7Cu/Cu and Sn3.5Ag/Cu; while it changed into (Cu,Ni)6Sn5 and (Cu,Ni)3Sn in the joint of Sn0.1Ni/Cu. Cu, Ag and Ni additions were able to suppress the growth of (Cu,M)3Sn (M = Cu, Ni) layers, but promoted the (Cu,M)6Sn5 growth.
-
(2)
The interfacial transfer (thickness ratio, y) of (Cu,M)3Sn/(Cu,M)6Sn5 versus the thermal aging time (t) was close to parabola relationship.
-
(3)
For ternary Cu–Ni–Sn system, as the Cu sites were substituted by Ni, the volume of the cells shrinked and the distance between the atoms were shortened, which resulted in strengthening of bonding force between atoms. Moreover, the substitutional sites of Ni atom at Cu atoms occupation would increase the stability of Cu6Sn5 and Cu3Sn. The preferential occupation of Ni in Cu6Sn5 and Cu3Sn were Cu2(8f) and Cu2(4f) sites, respectively.
-
(4)
The electron density difference distribution curve of IMCs layer changed little from Cu–Sn layer to Cu–Ag–Sn layer. Meanwhile, the atomic radius of Ag atom (1.445 Å) was larger than that of Cu atom (1.278 Å). It was difficult for large Ag atom to replace small Cu atom. Therefore, the Cu–Ag–Sn layer was not easy to form at the Sn3.5Ag/Cu interface.
-
(5)
The grains size of IMC layer near the solder were refined by Cu, Ag and Ni, and it was beneficial in increasing atom diffusion through the (Cu,M)6Sn5 layer. This was favorable for the reactions on the Cu6Sn5 side. Therefore, (Cu,M)3Sn layer would transform to (Cu,M)6Sn5 layer.
References
X.-Y. Zhao, M.-Q. Zhao, X.-Q. Cui, T.-H. Xu, M.-X. Tong, Trans. Nonferrous Met. Soc. China 17, 805 (2007)
W. Yue, H.-B. Qin, M.-B. Zhou, X. Ma, X.-P. Zhang, Trans. Nonferrous Met. Soc. China 2014(24), 1619 (2014)
F. Xing, X.-M. Qiu, Y.-D. Li, Trans. Nonferrous Met. Soc. China 25, 879 (2015)
K.N. Tu, Y.-X. Liu, Mater. Sci. Eng. R 136, 1 (2019)
Q.-Y. Yin, F. Gao, Z.-Y. Gu, J.-R. Wang, E.A. Stach, G.-W. Zhou, Acta Mater. 125, 136 (2017)
J.-S. Chen, Y.-Z. Zhang, Z.-S. Yu, P.-L. Zhang, W.-Q. Zhao, J. Yang, D. Wu, Appl. Sci. 8, 1 (2018)
S.M. Hayes, N. Chawla, D.R. Frear, Microelectron. Reliab. 49, 269 (2015)
W.-H. Chen, C.-F. Yu, H.-C. Cheng, Y. Tsai, S.-T. Lu, Microelectron. Reliab. 53, 30 (2013)
H.-F. Zou, H.-J. Yang, Z.-F. Zhang, Acta Mater. 56, 2649 (2008)
M.-B. Zhou, X. Ma, X.-P. Zhang, J. Electron. Mater. 41, 3169 (2012)
J. Yang, Z.-S. Yu, Y.-L. Li, H. Zhang, N. Zhou, Sci. Technol. Weld. Join. 23, 543 (2018)
J. Yang, Y.-L. Li, P.-L. Zhang, C.S. Dulai, Z.-S. Yu, J. Mater. Process. Technol. 272, 40 (2019)
C. Chen, H.Y. Hsiao, Y.-W. Chang, F. Ouyang, K.N. Tu, Mater. Sci. Eng. R 73, 85 (2012)
Y.-X. Liu, Y.-C. Chu, K.N. Tu, Acta Mater. 117, 146 (2016)
J.-S. Chen, J. Yang, Y.-Z. Zhang, Z.-S. Yu, P.-L. Zhang, Weld. World 63, 751 (2019)
M.Y. Tsai, S.-C. Yang, Y.-W. Wang, C.-R. Kao, J. Alloy. Compd. 494, 123 (2010)
J.-S. Chen, H.-K. Zhang, P.-L. Zhang, Z.-S. Yu, Y.-Z. Zhang, C. Yu, H. Lu, J. Mater. Res. Technol. 8, 4141 (2019)
S.-Y. Zhang, X.-Y. Xu, T.-S. Lin, P. He, J. Mater. Sci. Mater. Electron. 30, 13855 (2019)
F.-J. Wang, H. Chen, Y. Huang, L.-T. Liu, Z.-J. Zhang, J. Mater. Sci. Mater. El. 30, 3222 (2019)
N. Zhao, M.-Y. Wang, Y. Zhong, H.-T. Ma, Y.-P. Wang, C.-P. Wong, J. Mater. Sci. Mater. Electron. 29, 1 (2018)
C. Yu, J.-S. Chen, K.-Y. Wang, J.-Q. Chen, H. Lu, J. Mater. Sci. Mater. Electron. 24, 4630 (2013)
H.T. Lee, Y.-F. Chen, J. Alloy Compd. 509, 2510 (2011)
H.W. Tseng, C.-Y. Liu, Mater. Lett. 62, 3887 (2008)
F.-L. Zhu, H.-H. Zhang, R.-F. Guan, S. Liu, J. Alloy. Compd. 438, 100 (2007)
Y.-W. Wang, C.-C. Chang, C.-R. Kao, J. Alloy. Compd. 478, L1 (2009)
K.-J. Zeng, R. Stierman, T.-C. Chiu, D. Edwards, K. Ano, K.N. Tu, J. Appl. Phys. 97, 1 (2005)
T.T. Mattila, J. Hokka, K.M. Paulasto, J. Electron. Mater. 43, 4090 (2014)
J.-S. Chen, C.-H. Ye, J.-M. Chen, J.-J. Xu, C. Yu, H. Lu, Mater. Lett. 161, 201 (2015)
S.J. Clark, M.D. Segall, C.J. Pickard, P.J. Hasnip, M.I.J. Probert, K. Refson, M.C. Payne, Z. Krist. 220, 567 (2005)
J.P. Perdew, K. Burke, M. Ernzerhof, Phys. Rev. Lett. 77, 3865 (1996)
D. Vanderbilt, Phys. Rev. B 41, 7892 (1990)
D.J. Chadi, Phys. Rev. B 16, 1746 (1977)
H.K. Kim, K.N. Tu, Phys. Rev. B 53, 16027 (1996)
M. Yang, M.-Y. Li, L. Wang, Y.-G. Fu, J.-Y. Kim, L.-Q. Weng, J. Electron. Mater. 40, 176 (2011)
G. Ghosh, M. Asta, J. Mater. Res. 20, 3102 (2005)
J.W. Yoon, B.I. Noh, S.B. Jung, J. Alloy. Compd. 506, 331 (2010)
S. Choi, T.R. Bieler, J.P. Lucas, K.N. Subramanian, J. Electron. Mater. 28, 1209 (1999)
K. Nogita, C.M. Gourlay, S.D. Mcdonald, Y.Q. Wu, J. Read, Q.F. Gu, Scripta Mater. 65, 922 (2011)
K. Nogita, T. Nishimura, Scripta Mater. 59, 191 (2008)
Y.Q. Wu, S.D. Mcdonald, J. Read, H. Huang, K. Nogita, Scripta Mater. 68, 595 (2013)
W.-H. Yang, Y. Tomokazu, A. Kohei, S. Flora, K. Nogita, M. Syo, Scripta Mater. 158, 1 (2019)
W. Arne, P. Gösta, Z. Anorg, Allg. Chem. 175, 80 (1928)
W. Burkhardt, K. Schubert, Z Metallkd. 50, 442 (1959)
H. Flandorfer, U. Saeed, C. Luff, A. Sabbar, H. Ipser, Thermochim. Acta 459, 34 (2007)
M.H. Otte, J. Appl. Phys. 32, 1536 (1961)
C. Yu, J.-Y. Liu, H. Lu, P.-L. Li, J.-M. Chen, Intermetallics 15, 1471 (2007)
C. Yu, J.-S. Chen, J.-J. Xu, J.-M. Chen, H. Lu, Mater. Res. Express 1, 025702 (2014)
C.W. Fairhurst, J.B. Cohen, Acta Crystallogr. Sec. B 28, 371 (1972)
J. Haglund, G.A. Fernandez, G. Grimvall, M. Korling, Phys. Rev. B 48, 11685 (1993)
V.T. Deshpe, D.B. Sirdeshmukh, Acta Crystallogr. 15, 294 (2010)
S. Kim, J. Yu, Scripta Mater. 67, 312 (2012)
K. Jung, H. Conrad, J. Mater. Sci. 42, 3994 (2007)
Y.-W. Wang, Y.-W. Lin, C.-R. Kao, J. Alloy Compd. 493, 233 (2010)
Acknowledgements
This project is supported by National Natural Science Foundation of China (Grant no. 51805316), China postdoctoral Science Foundation (No.2019M651491), Shanghai Science and Technology Committee Innovation Grant (17JC1400600 17JC1400601, 19511106400 and 19511106402). Karamay Science and Technology Major Project (2018ZD002B) and Aid for Xinjiang Science and Technology Project (2019E0235).
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yang, M., Chen, J., Yang, J. et al. Interfacial transfer and phase evolution between Cu and Sn solder doped with minor Cu, Ag and Ni: experimental and theoretical investigations. Appl. Phys. A 126, 652 (2020). https://doi.org/10.1007/s00339-020-03846-2
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00339-020-03846-2