
Abstract
In the present work, sugarcane bagasse (SCB) fibers were used as natural reinforcement to low-density polyethylene matrix to benefit from and get rid of unexploited Egyptian natural resources in bio-composites applications. The samples were prepared by injection molding processes using various fiber content (10 wt%, 20 wt% and 30 wt%). The fibers were treated chemically with 3% sodium hydroxide (NaOH) to improve compatibility and adhesion with the matrix. Maleic anhydride was added as a coupling agent to improve interfacial adhesion. The mechanical properties such as tensile and flexural tests were performed according to ASTM standards. The chemical resistance of fabricated composites was also examined. The results indicated that the alkali treatment modified the fiber surface and increased the interaction between the fiber and the matrix. They also showed that adding the coupling agent improved the interfacial adhesion between the fibers and the polyethylene. Additionally, the results showed that the maximum improvement of the fabricated composites with various fiber loadings was found at the 30 wt% treated coupled composites with tensile strength (17.5 MPa) and flexural (19.6 MPa). This reflected an enhancement in tensile strength by 41% and flexural strength by 72% at 30 wt% fiber compared to the neat polymer, respectively. The results also indicated that chemical resistance decreased with increasing fiber content. But it was found that the chemical resistance for aqueous solution 3.5 wt% Nacl was enhanced when the coupling agent was used. The greatest improvement in the resistance was observed for coupled treated SCB composite, followed by coupled untreated SCB composites. This reflected that the addition of maleic anhydride (MAPE) along with the composites improved the chemical resistance of the composites for aqueous solution 3.5 wt% Nacl.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The interest in natural fiber-reinforced polymer composite (NFCs) materials is rapidly growing [1]. Natural fibers have many advantages like availability, renewability, low density and price effectiveness as well as satisfactory mechanical properties and being more environmentally friendly which make them an attractive ecological alternative to glass, carbon and man-made fibers in manufacturing composites. There exists a variety of natural fibers, including coir, hemp, banana, borassus, sisal, jute, agave leaf fibers, tamarind, flax, kapok, kenaf and bagasse, that can serve as reinforcements in polymer composites [2,3,4]. These fibers consist primarily of cellulose, hemicelluloses, lignin, pectin’s, waxes and water-soluble substances [5,6,7]. They are commonly utilized in production of structural components of automotive industry such as panels, doors, roofs and covers, as well as in the creation of furniture such as office chairs and door panels [8, 9].
Although natural fibers have numerous advantages, such as being biodegradable and renewable, they also have some drawbacks. These include their hydrophilic nature, high moisture absorption and poor resistance to high temperatures. In addition, there is a tendency to form aggregates during processing and incompatibility with polymer matrices, which are major challenges in manufacturing composite materials containing natural fibers [10]. These issues can result in poor wetting, weak interfacial adhesion and limited stress transfer between the two interfaces, which can significantly hinder the development of strength [11, 12]. To overcome these problems, physical and chemical treatments are recommended to modify the fiber surfaces [9]. One of the simplest, most inexpensive and most effective strategies is the alkali treatment of fibers, which increases their surface roughness, rigidity and hydrophobicity, as well as their adhesion with polymer matrices [13,14,15,16]. Another method to enhance bonding between LDPE and SCB is to add maleic anhydride to the LDPE matrix, which acts as a compatibilizer to improve interfacial bonding and mechanical properties of the composite. Sugar cane bagasse, a fibrous residue left over after juice extraction from sugar cane, is an eco-friendly material that can replace conventional fibers [17]. It is widely generated in high proportions in the agro-industry, making it a potential resource for industrial use due to its high cellulose content [18, 19].
Several studies have investigated the mechanical properties and chemical resistance of natural fiber-reinforced polymeric matrices [15,16,17,18,19,20,21,22,23,24,25,26,27,28,29,30]. Hossain et al. [21] examined the effect of chemical treatment on the tensile properties of single sugarcane fiber bundles. They found that alkali treatment and neutralization by acetic acid solution improved the tensile strength and modulus of the fiber bundles. Vidyashri et al. [22] reinforced an epoxy polymer with sugarcane bagasse fiber to form natural fiber-reinforced composites and found that treated fibers exhibited improved mechanical properties. Neto et al. [23] used sugarcane bagasse fibers as a filler in composites with recycled high-density polyethylene (RHDPE) as a matrix and found that chemical modification of the fibers increased the compatibility between the matrix and reinforcement, leading to improved mechanical properties of the composite. Oladele et al. [24] studied the effect of mercerization of SCB fiber by sodium hydroxide on the mechanical properties of composites and found that mercerized composites exhibited improved tensile and flexural properties compared to unmercerized composites. El-Fattah et al. [25] prepared HDPE/SCB fiber composites and found that the addition of compatibilizing agent maleated polyethylene improved the tensile strength and modulus of the composite. Cao et al. [26] prepared biodegradable composites reinforced with SCB fiber before and after alkalitreatments and found that the mechanical properties of composites made from alkali-treated fibers were better than untreated fibers, with approximately 13% improvement in tensile strength, 14% in flexural strength and 30% in impact strength. Subramonian et al. [27] studied the effect of reinforcing PP matrix with alkali-treated SCB with different fiber loading and found that composites with 30 wt% of fiber loading exhibited maximum tensile strength. They also observed that flexural strength and modulus were greater than the original polypropylene.
Although the most of investigated studies showed an improvement in the mechanical properties of polymeric matrix reinforced by natural fiber, there are another studies showed that a decrease in the mechanical properties of polymeric matrix reinforced by natural fiber. While many studies have shown an improvement in the mechanical properties of polymeric matrices reinforced by natural fibers, other studies have reported a decrease in these properties. Saini et al. [28] evaluated the effect of filler content, particle size and alkali treatment of bagasse powder on the properties of PVC and found that the tensile strength, percent elongation at break and impact strength of composites decreased. Simão et al. [29] studied highly filled composites of PP and sugarcane bagasse fiber with and without alkali treatment and found that while the alkali treatment modified the fiber surface and chemical composition, flexural modulus and flexural strength did not achieve the values for pure PP, indicating poor stress transfer. Ramaraj [30] investigated the use of SCB waste as a reinforcing filler in thermoplastic polymer matrix by preparing SCB-reinforced polypropylene (PP) composites and found that while all properties increased with increasing filler loading, the tensile strength and elongation decreased.
This study aims to investigate the impact of two chemical treatments on the interface affinity of low-density polyethylene (LDPE) composites reinforced with SCB fibers, produced through injection molding processes. The first treatment involved the use of alkali treatment as a pretreatment for SCB fibers to remove the non-cellulosic component covering the surface of individual fibers, while the second treatment involved chemical modification of the LDPE polymer with maleic anhydride as a compatibilizer to increase the compatibility between the fiber and the matrix. The study evaluated the effect of treated SCB fiber loading (10, 20 and 30 wt%) with and without MAPE on chemical resistance, mechanical properties and morphological properties of the composites. We hypothesize that SCB bio-fillers have a promising future as a new reinforcement in polymer composites due to their low cost, low density, environmental friendliness, good mechanical properties and potential for valorizing abundant and unexploited Egyptian resources.
Experimental work
Materials
The low-density polyethylene (SABIC® LDPE HP20023) was used as the starting matrix with density of 923 kg/m3, a melt flow index of 20 g/10 min (190 °C/2.16 kg) and a melting temperature of 112 °C. Table 1 shows the physical and mechanical properties of the low-density polyethylene. In addition, Table 2 shows CAS number of the materials used in this study. The sugarcane bagasse (SCB) used as filler was directly obtained from sugarcane mills.
Sugarcane bagasse preparation
Fresh bagasse fibers were collected using a hand crushing machine after they were crushed for juice extraction. Once the juice was extracted, the bagasse fibers were dried in sunlight to reduce moisture content. The fibers were then cut into parts of approximately 300-mm length using a knife and crushed using a crushing machine. The average length of bagasse fibers after crushed was 6–10 mm. The fibers were soaked in 3% aqueous sodium hydroxide solution for 48 h.
Treating SCB with NaOH induces fibrillation, breaks down SCB bundles (4–7 mm) and results in a rough surface. This process can lead to better fiber wetting, enhanced fiber–matrix interfacial adhesion and improved mechanical properties. The fiber was boiled in this solution for two hours until it became soft [31,32,33]. Figure 1 depicts the raw sugarcane bagasse and the alkali treatment of the extracted fibers.

The alkali treatment process of extracted sugarcane bagasse fibers
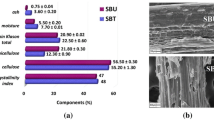
The fibers were washed multiple times with water to eliminate any NaOH solution adhering to the fiber surface. Subsequently, the fibers were soaked in a 1% dilute acetic acid solution and fresh water to neutralize the excess sodium hydroxide [13]. The fibers were dried in a hot air oven at 65 °C until a constant mass was observed to remove the moisture [14]. Table 3 provides information on the chemical composition of SCB before and after treatment.
Processing
To produce the composites, ground SCB fiber was mixed with polyethylene pellets. Both the bagasse fiber and the LDPE were dried in an air oven to prevent void formation. The desired amount of fiber and matrix (10 wt%, 20 wt% and 30 wt% of untreated and treated cellulose and cellulignin fibers) was weighed, and the composites were prepared with 3 wt% of MAPE based on the total composite weight of low-density polyethylene (LDPE) composites [34]. After that, the composites were directly injected in a mold with specific dimensions. Figure 2 shows the fabrication steps for injected composites, and Table 4 shows the composition of fabricated samples.

The fabrication steps for injected composites
Characterization
Tensile test
A Jinan Test Machine WDW 100 KN universal testing machine, supplied by Jinan Xinluchang Testing Machine Co., Ltd in Jinan City, Shandong Province, China, was used to carry out the tensile test in accordance with ASTM D638 type V [8]. Dog bone-shaped samples were used and held in a gripper while the ram was loaded at a crosshead speed of 2 mm/min. The average tensile strength value of five samples for each composition was calculated, and the results were obtained by averaging at least five samples and calculating the standard deviation.
Three point flexural test
The flexural strength of the prepared samples was examined using a three-point flexural test using Shimadzu universal testing machine (Model AGIS10, 20 kN) in accordance with ASTM D790 [34]. The test was conducted at 25 °C with a crosshead speed of 2 mm/min using a support span of 64 mm with dimensions of 100 mm × 10 mm × 4 mm. Flexural strength of the composites material was determined according to Eq. (1).
where F is the applied load (N), L is the support span (mm), w and t are the width and the thickness of the specimen (mm), respectively. However, the modulus of elasticity in bending was calculated according to Eq. (2).
where m is the slope of the tangent to the initial straight-line portion of the load–deflection curve.
Degradation test
The chemical resistance tests of SCB/LDPE composites are conducted in accordance with the ASTM D 543-87 method, using a 3.5 wt% sodium chloride solution as the chemical solvent. The materials are weighed and immersed in the solution for 36 days at room temperature. After the immersion period, the samples are removed, rinsed with distilled water and dried between filter sheets. The percentage of weight gain is then calculated by using the following equation [35, 36].
Scanning electron microscopy (SEM)
The dispersion/distribution of fibers in the polymer matrix and the morphological behavior of untreated and chemically modified fiber surfaces, as well as the corroded surfaces of natural composites, were examined using scanning electron microscopy (SEM) with a FEI Quanta 3D 200i instrument.
Results and discussion
Morphological properties
The microstructure of the manufactured composites containing 30 wt% sugarcane bagasse fibers, untreated and treated, with and without a coupling agent is illustrated in Fig. 3a–d. Figure 3a shows that gaps are developed around the fibers which may be due to the effect of the processing condition which led to the fiber debonding with the matrix. The fiber pullout indicates poor competability between the fibers and the matrix. SEM observations reveal a relatively poor interfacial adhesion in the fabricated composites with untreated fibers Fig. 3a as compared to the fabricated composites of the treated fibers Fig. 3b. Another observations reveal good interfacial adhesion in the fabricated composites with addition of coupling agent Fig. 3c. The maximum improvement in interfacial adhesion in the fabricated composites was achieved by adding coupling agent and treating the natural fiber with NaOH solution Fig. 3d. This may because of the treated fiber surface is much rougher than that of untreated SCB fiber which created an interlocking mechanism with the surface of matrix [37]. This resulted in better bonding at the fiber/matrix interface because alkali treatment removed the impurities and waxy substances from the fiber surface that promoted a good chemical bonding between the fiber and the matrix [38, 39]. In general, it was observed that the interfacial bonding between the fiber and the matrix was good. It was also observed that there was a good distribution and dispersion of the fibers in the matrix, which indicated a good affinity at the fiber and matrix interface. The addition of the coupling agent led to a significant improvement of interfacial adhesion. It can be easily seen that the fiber is little pulled-out because contacts between the matrix and the fibers improve with the addition of compatibilizer [16]. The presence of the coupling agent resulted in better adhesion between fiber and LDPE matrix as shown in Fig. 3b–d. The fibers were well wetted by the matrix, and there was a fiber breakage due to strong adhesion and the covalent bonds between the fiber and the matrix [40,41,42,43].

SEM micrographs of SCB/LDPE bio-composites. a Untreated composite, b treated composite, c untreated coupled composite, and d treated coupled composite
Tensile properties
Figure 4 shows the typical stress–strain curves for compatibilized and non-compatibilized SCB/LDPE composites. In addition, the tensile properties of the composite materials are shown in Table 5. As shown in Fig. 4, it is clear that increasing the fiber loading from 10 to 30 wt% SCB fiber improves the tensile strength of the composites. The evaluation of the tensile strength and Young’s modulus of neat LDPE compared to compatibilized and non-compatibilized LDPE composites is shown in Figs. 5 and 6. As shown in Fig. 5 and Table 5, the maximum tensile strength of the fabricated composites with various fiber loadings was found at the 30 wt% treated coupled composites with tensile strength (17.5 MPa). The tensile strength of the fabricated composite with 30 wt% treated coupled composites recorded improvement by 41% as compared to neat LDPE. Figure 6 and Table 4 show the recorded Young’s modulus of fabricated composites as well as neat LDPE. The maximum value of Young’s modulus was (553 MPa) and recorded for the fabricated composite with 30 wt% treated coupled composites. The improvement in Young’s modulus of fabricated composites with 30 wt% treated coupled composites compared to neat LDPE was 254%. The results indicated also the tensile strength and Young’s modulus of fabricated composites with alkali-treated fiber were better than untreated one. The tensile strength and Young’s modulus showed a significant increment for 30 wt% alkali-treated fiber loadings (28.6 and 246%, respectively) compared to neat LDPE.

Tensile stress–strain curves for compatibilized and non-compatibilized SCB/LDPE composites. a Untreated and treated composites without coupling agent and b untreated and treated composites with coupling

Tensile strength of the injected composite materials at different fiber loadings and various treatments

Tensile modulus of the injected composite materials at different fiber loadings and various treatments. a Untreated and treated composites without coupling agent and b untreated and treated composites with coupling
These results are in agreement with previous investigations carried out on polymeric composites reinforced by natural fiber. Vidyashri et al. [22] concluded that the chemically treated sugarcane bagasse fiber added to epoxy polymer recorded improvement in the mechanical of the composites. According to Neto et al. [23], chemical modification of sugarcane bagasse increased the compatibility between the recycled high-density polyethylene (RHDPE) matrix and reinforcement, leading to improved mechanical properties of the composite. Arrakhiz et al. [44] also observed enhanced mechanical properties of LDPE composites reinforced with Doum fibers, with a 145% improvement in Young’s modulus at 30 wt% fiber loading compared to the neat polymer. El-Fattah et al. [25] investigated the effects of SCB fiber content and the addition of a compatibilizing agent, maleated polyethylene, on composite properties. They found that the compatibilized composites exhibited better tensile strength and modulus than the uncompatibilized composites. In addition, Cao et al. [26] prepared biodegradable composites reinforced with SCB fiber, both before and after alkali treatments, and evaluated their mechanical properties. They determined that the mechanical properties of the composites made with alkali-treated fibers were superior to those made with untreated fibers, with increases of approximately 13% in tensile strength, 14% in flexural strength and 30% in impact strength.
In general, the untreated SCB demonstrated less tensile strength than the alkali-treated SCB. This could be attributed to the pull out of fibers and the limited debonding between the untreated fibers and matrix [39]. The addition of MAPE to the composites showed the highest tensile strength and young’s modulus for all of the composites. This may be due to the improvement in the interfacial bonding compared to the treated fibers [14, 43]. The surface of the fiber with MAPE addition allowed direct bonding between the MA functional group and the microfibrils cellulose OH groups causing a better stress transfer from the matrix into the fibers [9, 11].
Flexural properties
Flexural stress–strain curves, the flexural strength and Young’s modulus of LDPE as well as the untreated and the treated SCB composites with different SCB fiber loadings are presented in Figs. 7, 8 and 9. The results showed that the mechanical properties are strongly changed with fibers treatment Fig. 7. The flexural strength of neat LDPE was found to be 11.4 MPa. It was also found that increasing SCB fiber loading improved the flexural strength of the fabricated composites as shown in Fig. 8. It was observed that increasing fiber content from 10 to 30%, the flexural strength of LDPE composites increased from 12.13 to 15.84 MPa for untreated SCB composites. This may be due to the favorable entanglement of the polymer chain with the fiber, which had overcome the weak fiber–matrix adhesion with increasing fiber content [45].

Flexural stress–strain curves for compatibilized and non-compatibilized SCB/LDPE Composites. a Untreated and treated composites without coupling agent and b untreated and treated composites with coupling

Flexural strength of the injected composite materials at different fiber loadings and various treatments

Flexural modulus of the injected composite materials at different fiber loadings and various treatments. a Untreated and treated composites without coupling agent and b untreated and treated composites with coupling
The flexural properties of the SCB were observed to vary after treatment with alkali and increasing SCB fiber loading. Specifically, the flexural strength increased from 14.13 to 17.94 MPa for the composite fabricated with 10 wt% alkali-treated fiber and 30 wt% alkali-treated fiber, respectively. This improvement could be attributed to the accuracy, homogeneity and bonding of SCB fibers into the LDPE matrix [1]. Additionally, for the 30 wt% alkaline-treated fiber loadings, the flexural strength and Young’s modulus showed remarkable improvement, with a 57% and 105% increase, respectively, compared to neat LDPE.
The highest value of flexural strength (19.6 MPa) was observed for coupled composite with 30% fiber loading, which increased by 72% compared with that of neat LDPE. The coupling agent (MAPE) improved interfacial bonding between the fiber and the matrix and improved the flexural strength [20, 36]. Meanwhile, the Young’s modulus of the treated coupled composite was 118% higher than that of neat LDPE. The flexural strength of the untreated SCB/LDPE composites was lower than that of the treated SCB/LDPE composites for all SCB-loaded LDPE composites.
These results are in agreement with previous investigations carried out on polymeric composites reinforced by natural fiber. Arrakhiz et al. [44] found that the mechanical properties of Doum-fibers reinforcing LDPE composite were enhanced. The flexural modulus increased by 135% at 20 wt% fiber loading. Cao et al. [26] found that the mechanical properties of the composites made from alkali-treated fibers were better than untreated fibers. Approximately, 14% in flexural strength was found. Subramonian et al. [27] found that flexural strength and flexural modulus of reinforcing PP matrix with alkali-treated SCB were greater than original polypropylene.
Cerqueira et al. [46] conducted a study to investigate how modifying chemicals affect the mechanical properties of composites made from SCB fiber and PP. The results showed that the flexural strength of the composites was enhanced compared to the pure polymer. Suradi et al. [47] also found that alkaline peroxide treated fiber composites had better flexural properties than untreated fiber composites, and the addition of the coupling agent (MAPP) improved the properties of the composites.
In conclusion, the improvement in tensile and flexural strengths/Young’s modulus depends on the alkali treatment and the coupling agent. The treatment removes the waxy layer from SCB fibers, which enhances the loading of SCB fibers in LDPE [48]. The untreated SCB fibers were more porous and less dense than the treated SCB/LDPE composites due to the pullout of SCB fibers. Unlike untreated SCB fibers, the LDPE matrix allows the treated SCB fibers to be embedded into it [49].
Degradation behavior
Degradation tests were performed to find the ability of the composites to withstand exposure in 3.5% NaCl solution. The weight gain for the neat LDPE, treated and untreated sugarcane bagasse-reinforced low-density polyethylene with different chemicals is shown in Fig. 10. SCB/LDPE composite samples absorb chemicals more than LDPE matrix sample. The results showed that the absorption increases with the increase of fiber weight percentage. This is due to hydrophilic nature of SCB fiber which is responsible for absorption of composite. And also, the increase of voids at fiber–matrix interface influences increasing the solution absorption of composites [33].

Chemical resistance behavior of SCB/LDPE composites immersed in NaCL solution at different fiber loading. a 10%SCB, b 20%SCB and c 30%SCB
According to Fig. 10, it is clear that weight gain % increases when the fiber-reinforced matrix was untreated and chemically treated. On the other hand, the chemical resistant for NaCl solution was enhanced when the coupling agent was used. The highest improvement in the resistance was observed for coupled treated SCB composite, followed by coupled untreated SCB composites. Sugarcane bagasse fiber surface is treated with MAPE to improve the wettability. The reaction between hydroxyl groups of SCB fiber and the chemical regents reduced the hydrophilic –OH group, resulting in increased interfacial bonding between the fiber and PE matrix in the composites. In general, the weight increase of the composites was larger for aqueous solutions, and this was expected due to the hydrophilicity of the fiber [39].
Yousif et al. [50] revealed that treatment of fiber could decrease damage by water absorption. Moisture containing other constituents, on the other hand, will change the absorption performance of natural fiber-reinforced composites. Such as, in salt water, salt precipitates on the fiber surface. Wang et al. [51] also confirm that treatment of natural fibers with different chemicals may help to reduce its moisture regain.
The changes in the surface morphology of the SCB plastic specimens under SEM after immersion tests are shown in Fig. 11. After the immersion in 3.5% NaCL solution, small cavities were appeared on the surface of the specimens. It was also found that cavities were observed with fabricated composites with untreated sugarcane bagasse fiber, while the surface of fabricated composites with treated coupled composites appeared more resistance to salt water absorption.

SEM micrographs of SCB/LDPE composites with coupling agent in NaCL solution. a Untreated composite and b treated coupled composite
Conclusions
Utilizing sugarcane bagasse (SCB) fibers as a natural reinforcement in low-density polyethylene (LDPE) composites was investigated as a means to utilize untapped Egyptian natural resources. Composites with varying fiber concentrations (10, 20 and 30 wt%) were produced, with the fibers being chemically treated to enhance compatibility and adhesion with the matrix. The addition of maleic anhydride as a coupling agent was also employed to improve interfacial adhesion. The findings revealed that
-
1.
Alkali treatment resulted in surface modifications of the fibers, leading to increased fiber–matrix interaction.
-
2.
The inclusion of the coupling agent enhanced interfacial adhesion between the fibers and polyethylene.
-
3.
Overall mechanical properties, such as tensile strength and flexural strength, were improved compared to the neat polymer.
-
4.
The maximum tensile strength of the fabricated composites with various fiber loadings was found at the 30 wt% treated coupled composites with tensile strength (17.5 MPa)
-
5.
The maximum value of Young’s modulus in tensile test was (553 MPa) and recorded for the fabricated composite with 30 wt% treated coupled composites.
-
6.
The highest value of flexural strength (19.6 MPa) was observed for coupled composite with 30% fiber loading.
-
7.
The Young’s modulus of coupled composite with 30% fiber loading was (354 MPa).
-
8.
The chemical resistance decreased with increasing fiber content. But it was found that the addition of maleic anhydride (MAPE) improved the chemical resistance of the composites.
References
Vignesh P, Venkatachalam G, Shankar AG, Singh A, Pagaria R (2018) Studies on tensile strength of sugarcane fiber reinforced hybrid polymer matrix composite. Mater Today Proc 5(5):13347–13357. https://doi.org/10.1016/j.matpr.2018.02.327
Radoor S, Karayil J, Rangappa SM, Siengchin S, Parameswaranpillai J (2020) A review on the extraction of pineapple, sisal and abaca fibers and their use as reinforcement in polymer matrix. Express Polym Lett 14(4):309–335. https://doi.org/10.3144/expresspolymlett.2020.27
Ait Benhamou A, Boussetta A, Nadifiyine M, Moubarik A (2021) Effect of alkali treatment and coupling agent on thermal and mechanical properties of Opuntia ficus-indica cladodes fibers reinforced HDPE composites. Polym Bull. https://doi.org/10.1007/s00289-021-03619-8
Adeniyi AG, Onifade DV, Ighalo JO, Adeoye AS (2019) A review of coir fiber reinforced polymer composites. Compos B 176:107305
Madhu P, Sanjay MR, Jawaid M, Siengchin S, Khan A, Pruncu CI (2020) A new study on effect of various chemical treatments on Agave Americana fiber for composite reinforcement: physico-chemical, thermal, mechanical and morphological properties. Polym Test 85:106437. https://doi.org/10.1016/j.polymertesting.2020.106437
Saber D, Abdelnaby AH, Abdelhaleim AM (2023) Fabrication of ecofriendly composites using low-density polyethylene and sugarcane bagasse: characteristics’ degradation. Text Res J. https://doi.org/10.1177/00405175231161281
El-Kinani ZS, Saber D, Hassan AM (2018) Characterization of wood plastic composites by using positron annihilation system. Egypt Int J Eng Sci Technol 18
ASTM D638-14 (2014) Standard Test Method for Tensile Properties of Plastics. https://doi.org/10.1520/D0638-14
Oluwole I, Oghie I, Damilola A, Isaac S (2019) Effect of mercerization on the mechanical and thermal response of hybrid bagasse fiber/CaCO3 reinforced polypropylene composites. Polym Test 76:192–198. https://doi.org/10.1016/j.polymertesting.2019.03.021
Adeniyi AG, Onifade DV, Ighalo JO, Adeoye AS (2019) A review of coir fiber reinforced polymer composites. Compos B 176:107305. https://doi.org/10.1016/j.compositesb.2019.107305
Sepe R, Bollino F, Boccarusso L, Caputo F (2018) Influence of chemical treatments on mechanical properties of hemp fiber reinforced composites. Compos B Eng 133:210–217. https://doi.org/10.1016/j.compositesb.2017.09.030
Ali HT, Abd AK, El-Aziz DS, Megahed M et al (2021) Multivariable analysis for selection of natural fibers as fillers for a sustainable food packaging industry. Mater Res Expr. https://doi.org/10.1088/2053-1591/ac17a9
Saini G, Narula AK, Choudhary V, Bhardwaj R (2010) Effect of particle size and alkali treatment of sugarcane bagasse on thermal, mechanical, and morphological properties of PVC-bagasse composites. J Reinf Plast Compos 29(5):731–740. https://doi.org/10.1177/0731684408100693
Mittal V, Sinha S (2015) Effect of chemical treatment on the mechanical and water absorption properties of bagasse fiber-reinforced epoxy composites. J Polym Eng 35(6):545–550. https://doi.org/10.1515/polyeng-2014-0270
Sumesh KR, Kanthavel K (2020) Synergy of fiber content Al2O3 nanopowder NaOH treatment and compression pressure on free vibration and damping behavior of natural hybrid-based epoxy composites. Polym Bull 77(1581):1604
Ravikumar P, Rajeshkumar G, Manimegalai P, Sumesh KR, Sanjay MR, Siengchin S (2022) Delamination and surface roughness analysis of jute/polyester composites using response surface methodology: consequence of sodium bicarbonate treatment. J Ind Text. https://doi.org/10.1177/15280837221077040
Madhavi S, Raju NV, Johns J (2021) Characterization of bamboo—polypropylene composites: effect of coupling agent. Fibers Polym 22(11):1–9. https://doi.org/10.1007/s12221-021-0027-9
Sumesh K, Saikrishnan G, Pandiyan P et al (2022) The influence of different parameters in tribological characteristics of pineapple/sisal/TiO2 filler incorporation. J Ind Text. https://doi.org/10.1177/15280837211022614
Sumesh K, Kanthavel K (2022) Grey relational optimization for factors influencing tensile, flexural, and impact properties of hybrid sisal banana fiber epoxy composites. J Ind Text. https://doi.org/10.1177/1528083720928501
Keerthiveettil Ramakrishnan S, Vijayananth K, Pudhupalayam Muthukutti G et al (2022) The effect of various composite and operating parameters in wear properties of epoxy-based natural fiber composites. J Mater Cycles Waste Manag 24:667–679
Hossain MK, Karim MR, Chowdhury MR, Imam MA, Hosur M, Jeelani S, Farag R (2014) Comparative mechanical and thermal study of chemically treated and untreated single sugarcane fiber bundle. Ind Crops Prod 58:78–90
Vidyashri V, Lewis H, Narayanasamy P, Mahesha GT, Subrahmanya Bhat K (2016) Polypropylene composites reinforced with biodegraded sugarcane bagasse fibers: static and dynamic mechanical properties. Mater Res 19(1):75–83
de Carvalho Neto AG, Ganzerli TA, Cardozo AL, Favaro SL, Pereira AG, Girotto EM, Radovanovic E (2014) Development of composites based on recycled polyethylene/sugarcane bagasse fibers Alberto. Polym Polym Compos 16:101–113
Oladele IO, Ibrahim IO, Akinwekomi AD, Talabi SI (2019) Effect of mercerization on the mechanical and thermal response of hybrid bagasse fiber/CaCO3 reinforced polypropylene composites. Polym Test 76:192–198
El-Fattah AA, El Demerdash AGM, Alim Sadik WA, Bedir A (2015) The effect of sugarcane bagasse fiber on the properties of recycled high density polyethylene. J Compos Mater 49:3251–3262
Cao Y, Shibata S, Fukumoto I (2006) Mechanical properties of biodegradable composites reinforced with bagasse fibre before and after alkali treatments. Compos A Appl Sci Manuf 37(3):423–429
Subramonian S, Ali A, Amran M, Sivakumar LD, Salleh S, Rajaizam A (2016) Effect of fiber loading on the mechanical properties of bagasse fiber-reinforced polypropylene composites. Adv Mech Eng 8:1–5
Saini G, Narula AK, Choudhary V, Bhardwaj R (2010) Effect of particle size and alkali treatment of sugarcane bagasse on thermal, mechanical, and morphological properties of PVC-bagasse composites. J Reinf Plast Compos 29:731–740
Simão JA, Carmona VB, Marconcini JM, Mattoso LHC, Barsberg ST, Sanadi AR (2016) Effect of fiber treatment condition and coupling agent on the mechanical and thermal properties in highly filled composites of sugarcane bagasse fiber/PP. Mater Res 19:746–751
Ramaraj B (2007) Mechanical and thermal properties of polypropylene/sugarcane bagasse composites. J Appl Polym Sci 103:3827–3832
Saber D, El-Aziz KA (2021) Advanced materials used in wearable health care devices and medical textiles in the battle against coronavirus (COVID-19): a review. J Ind Text. https://doi.org/10.1177/15280837211041771
Saber D, Alghtani AH, Ahmed EM, Felemban BF, Alib HT, Megahed M, Abd El-Aziz Kh (2022) Enhancement of barrier and mechanical performance of steel coated with epoxy filled with micron and nano alumina fillers. Mater Res. https://doi.org/10.1590/1980-5373-mr-2021-0413
Saber D, Abdelnaby AH (2022) Recent developments in natural fiber as reinforcement in polymeric composites: a review. Asian J Appl Sci Technol (AJAST) 6(3):56–75
ASTM D790-17 (1997) Standard test methods for flexural properties of unreinforced and reinforced plastics and electrical insulating materials. ASTM International, West Conshohocken
Megahed M, El-Aziz KA, Saber D (2022) Characterization of steel lined with multilayer micro/nano-polymeric composites. Sci Rep 12:19194. https://doi.org/10.1038/s41598-022-22084-5
ASTM D 543-87 (Standard Test Method for Resistance of Plastics to Chemical Reagents), U.S.I. Chemicals of New York, New York, Phillips 66 Company of Pasadena, https://img42.chem17.com/5/2008/633675497864149872.pdf
EmadMAhmed DS, ElAziz KA, Alghtani AH, Felemban BF, Ali HT, Megahed M (2021) Chitosan-based nanocomposites: preparation and characterization for food packing industry. Mater Res Express 8:025017
Vinayagamoorthy R (2019) Influence of fiber surface modifications on the mechanical behavior of Vetiveria zizanioides reinforced polymer composites. J Natl Fibers 16(2):163–174. https://doi.org/10.1080/15440478.2017.1410513
EL-meniawy MA, Abdelhaleim AM, Abdelnaby AH, Saber D (2021) Mechanical properties and corrosion behavior of sugarcane bagasse fiber reinforced low density polyethylene composites. Egypt J Eng Sci Technol 36(63):71
Mubarak YA (2018) Tensile and impact properties of microcrystalline cellulose nanoclay polypropylene composites. Int J Polym Sci. https://doi.org/10.1155/2018/1708695
Mulinari DR, Guedes JR, Simba BG (2017) Low density polyethylene composites reinforced with Australian King Palm fibers: mechanical and thermal properties. Polym Bull 74(11):4549–4559. https://doi.org/10.1007/s00289-017-1963-9
Balaji A, Udhayasankar R, Karthikeyan B, Swaminathan J, Purushothaman R (2020) Mechanical and thermal characterization of bagasse fiber/coconut shell particle hybrid biocomposites reinforced with cardanol resin. Results Chem 2:100056. https://doi.org/10.1016/j.rechem.2020.100056
Sanjay MR, Madhu P, Jawaid M, Senthamaraikannan P, Senthil S, Pradeep S (2018) Characterization and properties of natural fiber polymer composites: a comprehensive review. J Clean Prod. https://doi.org/10.1016/j.jclepro.2017.10.101
Arrakhiz FZ, El Achaby M, Malha M, Bensalah MO, Fassi-Fehri O, Bouhfid R, Benmoussa K, Qaiss A (2013) Mechanical and thermal properties of natural fibers reinforced polymer composites: doum/low density polyethylene. Mater Des 43:200–205
Abdelhaleem AMM, Megahed M, Saber D (2017) Fatigue behavior of pure polypropylene and recycled polypropylene reinforced with short glass fiber. J Compos Mater. https://doi.org/10.1177/0021998317729888
Cerqueira EF, Baptista CARP, Mulinari DR (2011) Mechanical behaviour of polypropylene reinforced sugarcane bagasse fibers composites. Proc Eng. https://doi.org/10.1016/j.proeng.2011.04.339
Suradi SS, Yunus RM, Beg MDH (2011) Oil palm bio-fiber-reinforced polypropylene composites: effects of alkali fiber treatment and coupling agents. J Compos Mater 45(18):1853–1861. https://doi.org/10.1177/0021998310387686
Akhtar MN, Sulong AB, Radzi MKF, Ismail NF, Raza MR, Muhamad N, Khan MA (2016) Influence of alkaline treatment and fiber loading on the physical and mechanical properties of kenaf/polypropylene composites for variety of applications. Prog Natl Sci Mater Int 26(6):657–664. https://doi.org/10.1016/j.pnsc.2016.12.004
Robledo-Ortíz JR, González-López ME, Rodrigue D, Gutiérrez-Ruiz JF, Prezas-Lara F, Pérez-Fonseca AA (2020) Improving the compatibility and mechanical properties of natural fibers/green polyethylene biocomposites produced by rotational molding. J Polym Environ 28(3):1040–1049. https://doi.org/10.1007/s10924-020-01667-1
Yousif BF, Orupabo C, Azwa ZN (2012) Characteristics of kenaf fiber immersed in different solutions. J Natl Fibers 9(4):207–218
Wang B, Panigrahi S, Tabil L et al (2007) Pre-treatment of flax fibres for use in rotationally molded biocomposites. J Reinf Plast Compos 26:447–463
Acknowledgements
The authors would like to express their deepest gratitude and appreciation to KMC Spare Parts Company, Egypt for support and help in manufacturing and preparing of specimens in this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Saber, D., El-meniawy, M.A., Abdelnaby, A.H. et al. Characterization of reinforcing polymeric material with recycled sugarcane bagasse wastes as fiber natural reinforcement. Polym. Bull. (2024). https://doi.org/10.1007/s00289-024-05409-4
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00289-024-05409-4