
Abstract
Noise is the principal physical hazard in many workplaces that affects work efficiency and human health; consequently, reducing noise by utilization sound adsorbent is a major method for controlling noise. Synthetic materials such as fiberglass and rock wool are utilized as sound absorbers in developing countries are harmful to the environment and health. Thus, this has motivated the initiative to develop natural fibers and their reinforced composites as candidates to replace the synthetic materials utilization theoretical study and life cycle assessment (LCA). In addition to lightweight and low CO\(_{2 }\) emission advantages, the natural vegetable fibers are non-toxic and recyclable. The characterization of these green composites will develop for utilization in engineering applications. Nowadays, their sound absorption properties have been extensively studied and are applied in many components for airplanes and cars. This research aimed to study the sound absorption properties of tea waste fibers and their reinforced composites. It was observed that adding 5 wt% nanoclay in samples improved the sound absorption coefficients (SAC), especially at lower frequencies. A 60% increase in tea waste had a special role in absorbing sound waves at a frequency of 1000 Hz and a frequency range of 2500 to 6300 Hz. The Scanning Electron Micrographs (SEM) images showed that the different sound absorption properties of nanocomposites were due to the high porosity of tea waste.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the rapid urbanization and fast growth of transportation, noise pollution has been considered a major environmental problem [1, 2]. One of the most common problems in exposure to high-level noise is a hearing loss so that, 10% of hearing loss is due to exposure to noise in the work environment [3]. According to the World Health Organization (WHO), noise pollution can cause heart attacks and sleep disturbance [4]. Various techniques are suggested for controlling or minimizing excessive noise levels. For example, sound absorbers are utilized as an impressive noise control method in interior and exterior environments, and these are necessary to create convenient conditions for speech communication [5, 6].
Porous synthetic materials, such as rock wool, fiberglass, and plastic foams, are harmful to human health and cause global warming [7, 8]. Life cycle assessment has shown that natural materials have the lowest environmental damage [9]. In recent years, greater attention to human health and environmental protection has led to study for the utilization of natural fibrous material, such as rice husk [10], bagasse [11, 12], coir fiber [13], coffee chaff [14], sunflower [15], corn husk [16], date palm branches [17], coconut husk, and sugar cane fibers [18]. Natural fibers have positive mechanical properties [19] and are biodegradable [20], cost-effective, and environmental-friendly, and they can reduce noise pollution [21, 22]. For these reasons, the utilization of natural materials for noise reduction is gradually evolving [23,24,25].
Tea is a world popular drink that prepares from brewing tea leaves. About 4.5 million tons of teas are consumed annually in the world [26]. Tea leaves are resistant to fungi and termites and have high durability [27]. They are available in excess and can be utilized in enormous quantities without spending money. Ahsan et al. [28] worked on spent tea leaf fiber-filled polyurethane foam composite because tea leaves are resistant to fire, fungal, and termites. Ekici et al. [29] demonstrated that utilization tea-leaf fibers in polyurethane foams significantly improved sound absorption. Moreover, the results of previous studies indicate that polyurethane foams loaded with tea-leaf fibers have higher positive effects on sound absorption [30].
Recently, nanoscience and nanotechnology materials have been utilized for improving mechanical and physical properties in the manufacture of composites [31, 32]. Among the nanoparticles, nanoclays are utilized widely as a filler [33]. Gayathri et al. [34] demonstrated that adding nanoclays to the polyurethane foam improves sound absorption. Nanofibrous materials have a high surface area and effective airflow resistance; therefore, they can increase the absorption of acoustic energy [35].
Researchers have focused on the acoustic characterization of natural materials and published numerous studies. However, very few publications are available in the kinds of literature that discuss the issue of the sound absorption of tea waste fibers. This research aims to study the behaviors and characteristics of sound absorption of tea waste from the leftovers brewed reinforced polypropylene and nanoclay as a biomaterial that have not been utilized in previous studies. The normal incidence absorption coefficients of samples were examined by an impedance tube, and the effect of nanoclay on the sound absorption coefficient was studied. The relation between the sound absorption coefficient and density, porosity, airflow resistivity, and thickness were investigated, too. The previous studies that have studied tea waste fiber have not investigated these variables exactly.
Materials and methods
Materials and preparation samples
The studied natural fibers are tea waste fibers. Tea wastes were taken from the tea residue of brewing Iranian tea to eliminate the variable of tea type. They were spread under the sun for three days and dried frequently into an oven at 80 \(^\circ\)C for 20 minutes. The relative humidity is calculated by utilization Eq. (1) based on the wet weight that was less than 2%. Finally, size 1 to 5 mm of dried tea wastes were separated.
Polypropylene (PP) was produced by a company in Iran. It was in the form of homopolymer pellets whit grade HP552R, a density of 0.9 g/cm\(^{3}\), Vicat-softening point (10 N) of 152.
The 2% Maleic Anhydride (MA) was utilized for improving the connection between tea wastes and polypropylene. It was a product of German Merck with a density of 1.48 g/cm\(^{3}\).
Nanoclay montmorillonite (MMT) was obtained from SIGMA-ALDRICH whit particles sizes 1–2 nm and moisture content 1–2%.
Firstly, polypropylene granules were melted at a temperature of 250 \(^\circ\)C. In the second stage, tea waste, maleic anhydride, and nanoclays were mixed for 120 min by a magnetic stirrer with a 10 rpm at the temperature of 152 \(^\circ\)C. Then prepared combination was blended with melted polypropylene for 15 min at 152 \(^\circ\)C. Different mixtures were prepared with a diameter of 28 mm for subsequent testing (Table 1).
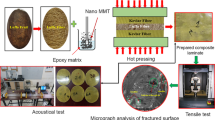
From each mixture, two samples were obtained, one in the thicknesses of 3 cm and one in the 4 cm, to examine the effect of the thickness in the sound absorption. Figure 1 illustrates the sample preparation process.

Nanocomposite samples preparation process for sound absorption experiment
Sound absorption measurement
Acoustic absorption coefficient measurement is performed by the two microphones impedance tube BSWA SW477 and based on the standard of ISO10534-2. During the measurement, the ambient temperature, atmospheric pressure, and relative humidity were T = 20 \(^\circ\)C, Pa = 101.4 kPa, and \(\phi = 50\%\), respectively. The microphones are calibrated with a calibrator at a frequency of 1000 Hz. The sample is held tightly by the holder and the end of the impedance tube. The sound absorption coefficient of the samples was measured by utilization VA-Lab4 software at frequencies of 1/3 octave bands. The precision and accuracy of the experimental measurements were verified by conducting three times repeated.
The density
According to ASTM 1622-08, Eq. (2) is utilized to determine the bulk density. Where m is the mass of the sample measured by precision of 0.0001 and V is the volume of the sample.
Airflow resistivity and porosity
The diameter of natural fiber, thickness, and mass of samples affect the amount of flow resistance and porosity [9]. The flow resistance of each sample is calculated by utilization Eq. (3) and having a density of sample (\(\rho _{\text {bulk}}\)) and diameter of fiber (\(\text {d}_{\text {fiber}}\)) [36]. SEM pictures are utilized by the SEM device AIS-2100 model to obtain the diameter of tea waste fiber. The samples were immersed in liquid nitrogen for a few minutes to reduce the possibility of deformation when they were broken. All fractured surfaces of samples were prepared by sputtering with gold before the examination.
Porosity represents the ratio of the total pore volume to the total volume of the sound-absorbing material and can vary between 0 and 1 [37]. The porosity of each sample can be defined using Eq. (4). Where \(\rho _{\text {fiber}}\) is fiber density and \(\rho _{\text {bulk}}\) is bulk density [38].
Water absorption
The water absorption experiment is performed by the ASTM-D1037 standard [39]. The weight of all samples was measured before being immersed in distilled water. The nanocomposite samples were immersed in distilled water for 2, 24, and 72 hours and then taken out and weighed again. The percentage of water absorption is determined by using Eq. (5).
where W\(_{t}\) is the weight of the sample after immersion in distilled water at time t and W\(_{i}\) is the dry weight of the sample [40, 41].
Results and discussion
Sound absorption coefficient
Figure 2 shows the curves of the SAC of samples with different weight percent of tea waste and 5 wt% nanoclay, and Fig. 3 shows variations of the SAC without nanoclay in 3 cm thickness.

The sound absorption coefficient of tea waste nanocomposites with nanoclay

The sound absorption coefficient of tea waste composites without nanoclay
In composites without nanoclay, increasing the weight percentage of tea waste to 30% does not make a noticeable change in the sound absorption coefficient compared to samples without tea waste, while the samples treated with 60% tea wastes have the highest value of the SAC, especially at frequencies of 1000, 1250, and 4000 to 6000 Hz. The composite porous structure has an excellent sound absorption coefficient at higher frequencies, especially above 4000 Hz [42].
Fibrous material is one particular type of porous material that is composed of an assembly of continuous filaments. As the sound waves travel through the material, they provide resistance to acoustic wave motion and lose energy by the frictional forces [43]. Thus, an increase in the amount of natural fiber leads to an increase in the sound absorption coefficient, and the highest sound absorption coefficient is in the range of 1000 to 2000 Hz. When the weight of tea waste in composites without nanoclay is increased from 30% to 40%, the peak absorption coefficient is shifted from 1600 Hz to 1250 Hz.
When the sound waves pass through the pores, the air in the pores is forced to vibrate and causes the pore wall to vibrate. The diminutive pore size makes more contact area for sound waves to get dampened that consequently attenuating the wave strength [44,45,46].
The comparison between curves of Figs. 2 and 3 demonstrates that adding nanoclay to samples causes the sound absorption coefficient to increase; for instance, at the frequency of 1250, the SAC of TW\(_{60 }\)N\(_{5}\) is equal to 0.95, while the SAC of TW\(_{60 }\) is 0.89.
Hajizadeh et al. [47] demonstrated that adding nanoclay partially can improve the sound absorption coefficient at all frequencies, especially at low frequencies. Nanoparticles act as fillers inside the composites and cause the creation of tortuous paths for the sound transmission and increased contact area; thus, the sound energy loss in the form of heat and the sound absorption coefficient increases.
Effect of density
The previous studies indicate that the increase in the amount of natural fibers in the samples decreases the density and subsequently enhances the sound absorption coefficient [48]. When the amount of tea waste increases and the percentage of polypropylene decreases, the bulk density decreases, and the sound absorption coefficient also increases. As shown in Fig. 2 at the same thickness, the SAC of sample TW\(_{60 }\)N\(_{5}\) with a density of 0.474 g/cm\(^{3}\) is higher than sample TW\(_{0}\)N\(_{5}\) with a density of 0.809 g/cm\(^{3}\) at all frequencies.
The denser sample can reduce the porosity of the sample and significantly increase the airflow resistance; therefore, the sound reflection increases from the surface of the sample, which causes the sound wave to penetrate the sample difficulty, and as a result, the sound absorption coefficient reduces at high frequencies [49]. Thus, the decreasing density of samples increases the sound absorption coefficient at the frequency range of 4000 to 6300 Hz; for example, The SAC recorded by 0.474 g/cm\(^{3}\) TW\(_{60 }\)N\(_{5}\) achieved 0.74 at 4000 Hz, while for 0.524 g/cm\(^{3}\) TW\(_{60 }\) sample achieved 0.66 at 4000 Hz. On the other hand, the samples with nanoclay have lower bulk density compared to samples without nanoclay; therefore, nanoclay affects the bulk density value, which results improvement of the sound absorption properties.
When sound waves are absorbed at middle and low frequencies, with an increase in the bulk density, the flow resistance becomes stronger; thus, the inner voids become smaller, and sound waves have friction with fibers and the frequent interaction between air and voids. Then, sound waves reflect in the inner part of the sample and become impermeable, which causes sound energies to lose, and the sound absorption properties improve at middle and low frequencies [50]. As shown in the measurement result, that the SAC for the 0.754 g/cm\(^{3}\) TW\(_{30 }\)N\(_{5}\) sample is 0.65 at 2000 Hz, while the 0.717 g/cm\(^{3}\) TW\(_{40 }\)N\(_{5}\) sample achieves the SAC value of 0.46 at the same frequency.
Based on the result, it is found that if the thickness of the samples is preserved constant, density imports much in sound absorption.
Effect of thickness
For effective sound absorption, the thickness of the samples should be at least one-tenth of the incident sound wavelength. Under similar conditions of density and the amount of tea waste with thicknesses of 3 and 4 cm as a variable, the sound absorption coefficients are illustrated in Figs. 4, 5, and 6.

The effect of thickness on the sound absorption coefficient of nanocomposite and composites samples with 30% tea waste

The effect of thickness on the sound absorption coefficient of nanocomposite and composites samples with 40% tea waste

The effect of thickness on the sound absorption coefficient of nanocomposite and composites samples with 60% tea waste
In thicker samples, the peak sound absorption coefficient moves toward lower frequencies (1000 Hz and 1250 Hz), and the SAC increases at higher frequencies, too. For instance, the first peak value of the SAC of the sample TW\(_{40 }\)N\(_{5}\) is 0.95 at 1600 Hz for the 3 cm thick, but an increased thickness (4 cm) the first peak value of the SAC is 0.94 at 1000 Hz.
Qui et al. [1] demonstrated that the thickness affects the sound absorption coefficient positively at high and low frequencies. An increase in the sample thickness creates more pore channels, which allow acoustic waves to pass through tortuous passages. Thus, the kinetic energy of the incident sound wave is converted to heat energy because of frictional loss between sound waves and fiber [42]. In addition, when the thickness of the material increases, the time and the distance for passing sound through the composite will be longer, and the sound could be reflected and refracted multiple times. Consequently, the sound energy losses, and the sound absorption coefficient increases [51].
Effect of airflow resistivity and porosity
Figure 7a shows a linear regression between porosity and density. It is completely clear that density has a reverse effect on the porosity; furthermore, it is observed in Table 2 that a decrease in the density increases the porosity percentage of composite samples. Fouladi et al. [38] demonstrated that the blend of natural fibers with binder makes the binder and fiber that acts as a part of the material, and the porosity is decreased; thus, increasing the natural fibers compared to binder cause the porosity increase.

Relations between the density and the porosity and flow resistivity
According to the results, the TW\(_{60}\) N\(_{5}\) sample has the lowest density and airflow resistivity and the highest porosity. Figure 7b illustrates a reverse linear regression between porosity and airflow resistance. Therefore, porosity alone cannot provide a perfect picture of the structure of a porous material; thus, other physical properties like airflow resistance must be investigated to determine the sound absorption coefficient [52]. Flow resistivity is the principal parameter influencing the sound absorption coefficient [53].A reducing of the fiber diameter of tea waste increased airflow resistance, however it was not a linear regression (Table 2).
Regression analysis showed the highest Re-square values (\(R^{2} = 0.999\)) were observed between the porosity and airflow resistance and density, and there is a significant correlation between these variables. Equation (6) illustrates the measured regression line that indicates the relation between the porosity and airflow resistance, and density in composite and nanocomposite samples.
SEM and FTIR
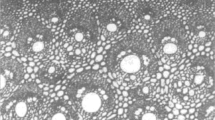
Figure 8 shows the SEM micrographic of the open-cell structures, the size, and the shape of the porous cells of tea waste. As shown in Fig. 8d–f, TW\(_{60}\) made of 60 wt. % tea waste has the structure of connected open pores that completely have formed; consequently, the disposition of fibers is caused by a longer path for the sound waves, so the internal path (tortuosity) increases which energy loss and the sound absorption coefficient is increased significantly [54]. The structure of open pores is one of the most important factors for achieving a great sound absorption coefficient. In Fig. 8c, the cell structures of tea waste are almost uniform.

Scanning electron micrographs (SEM) of a dispersion of Tea waste fiber among polypropylene and nanoclays, b dispersion of nanoclays among polypropylene \(\times\) 10,000, c the cell structures of tea waste, d–f porosity of tea waste respectively \(\times\) 2000, \(\times\) 10,000, \(\times\) 500
In Fig. 8a is shown the morphology of the TW/PP (60–33 wt%) material where it is possible to see the stretching of the PP between the tea waste fibers, and in Fig. 8b, images suggest that the surface of the nanoclays interacted well with the polypropylene since voids or vacant spaces between the two phases were not detected. There is a significant difference in polarity of utilization components, tea waste and nanoclay are hydrophilic, and polypropylene is the hydrophobic matrix. This is related to MAPP coupling agent that results in a more homogeneous mixture of tea waste fibers, nanoclays, and PP together. Reddy et al. [55] demonstrated that the surface modifications with the addition of a coupling agent improve the adhesion between fibers and polymer matrix interface.
Figure 9 shows the FTIR spectra for TW\(_{30}\) N\(_{5}\) and untreated TW\(_{100}\) samples that were scanned at a range of 400–4000 cm\(^{-1}\).

FTIR spectra of the prepared samples
In Fig. 9, the region of the broad absorption band at 3500 cm\(^{-1}\) to 3000 cm\(^{-1}\) for the tea waste fibers are characterized with O–H stretching and H– bonding structure that contains phenols, alcohols and water functional group [56]. The O–H stretching and H– bonding broad absorption band in the regions is absent in TW\(_{30}\) N\(_{5}\); it is likely for taking 63 wt% PP that causes breaking of O–H bond to eliminate waterish (hydroxide) structure [36].
The region of 1500–1200 relates to the deformation modes of the CH\(_{3}\)/CH\(_{2}\) species [57]. Absorption at 1455 cm\(^{-1}\) is attributed to the scissor vibrations of C–H bonds in CH\(_{2}\) groups of aliphatic chains. The presence of absorption bands at 1455 cm\(^{-1}\) is related to asymmetric methyl bending modes [58]. The signal at 1375 cm\(^{-1}\) is associated with C–H bonds in CH\(_{3}\) end groups. FTIR analysis provides insight into the interactions between the fibers and polymer because of the existence of these two new spectrums.
Water absorption behavior
The results in Fig. 10 show that WA is increased 11–27% by adding tea waste of about 40–60 wt% compared to boards made without tea waste after immersion in water for 24 hours. Natural fibers have hydroxyl groups that interact between water molecules and hydrogen bonds that predispose them to water absorption. However, the water absorption of natural fibers surrounded by thermoplastic composites is less than that of lignocellulose materials because thermoplastic materials have hydrophobic plastics [59, 60].

Water absorption behavior of tea waste
When water retention time increases, water absorption is also increased; for example, water absorption of sample TW\(_{60}\) N\(_{5}\) after 2 hours immersion in water is equal to 10.42%, while after 72 hours, water absorption is equal to 69.127%.
The water absorption of sample TW\(_{60}\) N\(_{5}\) is higher than TW\(_{60}\). The water absorption of samples with nanoclays increased compared to samples made without nanoclays. According to the SEM analysis, it can be supposed that a significant increase in the water absorption ability of nanocomposites in the case of materials containing 5 wt% of the nanoclay happens as a result of structural changes. According to the previous literature, composites that formed hybrid nanocomposites have increased the water absorption capability, and this effect is related to the hydrophilic particles of the filler [61].
Conclusion
The results indicated by increasing the tea waste weight percent compared to the polypropylene, the sound absorption coefficient increased. In addition, the sound absorption coefficient was increased by adding nanoclays to composite samples. Another important point is that an increase of tea waste percentage decreased the density of samples and increased the porosity, which can effectively enhance the high-frequency sound absorption coefficient, however the effect of density at middle and low frequencies is slightly low. Increasing the thickness can improve the high and low-frequency sound absorption coefficient, and the sound absorption peak moves towards the frequency of 1000 Hz. In the SEM analysis was observed that the presence of pores in tea waste fibers allows to air to flow into the cellular structure, and the sound energy converts into thermal energy. The decrease in sound intensity by utilization of tea waste biocomposites discloses that they can be utilized as a great sound absorber especially controlling noise at high and medium frequencies.
With proper design, it can meet a variety of applications, from small to enormous items. This application has the potential to reduce the noise level in the vehicle, automotive, road noise, and engine noise; other than that, it can be utilized in the interior design of aircraft. The materials that have been utilized in this study are safer compared with the traditional absorbing materials produced in the market. Furthermore, they are devoid of harmful effects on human health and environmentally friendly substances. However, a limitation might exist for the tea waste reinforced nanoclay and polypropylene; for example, providing tea waste in enormous quantities could be difficult.
References
Cao L, Fu Q, Si Y, Ding B, Yu J (2018) Porous materials for sound absorption. Compos Commun 10:25–35
Yang W, Li Y (2012) Sound absorption performance of natural fibers and their composites. Sci China Technol Sci 55(8):2278–2283
Basner M, Babisch W, Davis A, Brink M, Clark C, Janssen S, Stansfeld S (2014) Auditory and non-auditory effects of noise on health. Lancet 383(9925):1325–1332
Yang T, Hu L, Xiong X, Petr M, Noman MT, Mishra R, Militkỳ J (2020) Sound absorption properties of natural fibers: a review. Sustainability 12(20):8477
Putra A, Or KH, Selamat MZ, Nor MJM, Hassan MH, Prasetiyo I (2018) Sound absorption of extracted pineapple-leaf fibres. Appl Acoust 136:9–15
Jayamani E, Hamdan S (2013) Sound absorption coefficients natural fibre reinforced composites. In: Advanced materials research, vol 701. Trans Tech Publ, pp 53–58
Berardi U, Iannace G (2017) Predicting the sound absorption of natural materials: Best-fit inverse laws for the acoustic impedance and the propagation constant. Appl Acoust 115:131–138
Or KH, Putra A, Selamat MZ (2017) Oil palm empty fruit bunch fibres as sustainable acoustic absorber. Appl Acoust 119:9–16
Piégay C, Gle P, Gourdon E, Gourlay E, Marceau S (2018) Acoustical model of vegetal wools including two types of fibers. Appl Acoust 129:36–46
Buratti C, Belloni E, Lascaro E, Merli F, Ricciardi P (2018) Rice husk panels for building applications: thermal, acoustic and environmental characterization and comparison with other innovative recycled waste materials. Construc Build Mater 171:338–349
Doost-hoseini K, Taghiyari HR, Elyasi A (2014) Correlation between sound absorption coefficients with physical and mechanical properties of insulation boards made from sugar cane bagasse. Compos B Eng 58:10–15
Malawade UA, Jadhav M (2020) Investigation of the acoustic performance of bagasse. J Market Res 9(1):882–889
Rosa MF, Bs Chiou, Medeiros ES, Wood DF, Williams TG, Mattoso LHC, Orts WJ, Imam SH (2009) Effect of fiber treatments on tensile and thermal properties of starch/ethylene vinyl alcohol copolymers/coir biocomposites. Biores Technol 100(21):5196–202
Ricciardi P, Torchia F, Belloni E, Lascaro E, Buratti C (2017) Environmental characterisation of coffee chaff, a new recycled material for building applications. Construc Build Mater 147:185–193
Mati-Baouche N, De Baynast H, Lebert A, Sun S, Lopez-Mingo CJS, Leclaire P, Michaud P (2014) Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind Crops Prod 58:244–250
Sari NH, Wardana ING, Irawan YS, Siswanto E (2016) Physical and acoustical properties of corn husk fiber panels. Adv Acoust Vib 2016:1–8
Ghofrani M, Ashori A, Mehrabi R (2017) Mechanical and acoustical properties of particleboards made with date palm branches and vermiculite. Polym Testing 60:153–159
Bouazizi L, Trabelsi H, Othmani C, Taktak M, Chaabane M, Haddar M (2019) Uncertainty and sensitivity analysis of porous materials acoustic behavior. Appl Acoust 144:64–70
Bansod PV, Mohanty A (2016) Inverse acoustical characterization of natural jute sound absorbing material by the particle swarm optimization method. Appl Acoust 112:41–52
Kucuk M, Korkmaz Y (2015). Sound absorption properties of bilayered nonwoven composites
Mishra SP, Bhanupriya Nath G (2018) Synthesis and analysis of acou-physical properties of banana biocomposite. IOP Conf Ser Mater Sci Eng 310:012087
Sambandamoorthy S, Narayanan V, Chinnapandi LBM, Aziz A (2021) Impact of fiber length and surface modification on the acoustic behaviour of jute fiber. Appl Acoust 173:107677
Botterman B, Doudart de la Grée G, Hornikx M, Yu Q, Brouwers H (2018) Modelling and optimization of the sound absorption of wood-wool cement boards. Appl Acoust 129:144–154
Bujoreanu C, Nedeff F, Benchea M, Agop M (2017) Experimental and theoretical considerations on sound absorption performance of waste materials including the effect of backing plates. Appl Acoust 119:88–93
Tang X, Zhang X, Zhang H, Zhuang X, Yan X (2018) Corn husk for noise reduction: Robust acoustic absorption and reduced thickness. Appl Acoust 134:60–68
Batiancela MA, Acda MN, Cabangon RJ (2014) Particleboard from waste tea leaves and wood particles. J Compos Mater 48(8):911–916
Shi J, Li J, Fan Y, Ma H (2006) Preparation and properties of waste tea leaves particleboard. For Stud China 8(1):41–45
Ahsan Q, Ching CP, Bin Yaakob MY (2014) Physical and sound absorption properties of spent tea leaf fiber filled polyurethane foam composite 660:541–546
Ekici B, Kentli A, Küçük H (2012) Improving sound absorption property of polyurethane foams by adding tea-leaf fibers. Arch Acoust 37:515–520
Wong K, Ahsan Q, Putra A, Subramonian S, Mohamad N, Mohd Nor MJ (2017) Acoustic benefits of ecofriendly spent tea leaves filled porous material. In: Key engineering materials, vol 739. Trans Tech Publ, pp 125–134
Yan J, Kim MS, Kang KM, Joo KH, Kang YJ, Ahn SH (2014) Evaluation of pp/clay composites as soundproofing material. Polym Polym Compos 22(1):65–72
Mrah L, Meghabar R (2021) In situ polymerization of styrene-clay nanocomposites and their properties. Polym Bull 78(7):3509–3526
Yadav SM, Yusoh KB (2015) Mechanical and physical properties of wood-plastic composites made of polypropylene, wood flour and nanoclay. Int J Agric For Plant 1
Gayathri R, Vasanthakumari R, Padmanabhan C (2013) Sound absorption, thermal and mechanical behavior of polyurethane foam modified with nano silica, nano clay and crumb rubber fillers. Int J Sci Eng Res 4(5):301–308
Tang X, Yan X (2017) Acoustic energy absorption properties of fibrous materials: a review. Compos A Appl Sci Manuf 101:360–380
Bakri MKB (2015) Investigation of acoustical and mechanical properties of epoxy based natural fibre composites. Ph.D. thesis
Martellotta F, Cannavale A, De Matteis V, Ayr U (2018) Sustainable sound absorbers obtained from olive pruning wastes and chitosan binder. Appl Acoust 141:71–78
Fouladi MH, Jailani M, Nor M (2011) Analysis of coir fiber acoustical characteristics. Appl Acoust 72(1):35–42
Bakar MAA, Ahmad S, Kasolang S, Ahmad MA, Roseley NRN, Norazlini S, Kuntjoro W (2015) Characterization of rubber toughened epoxy reinforced hybrid kenaf/carbon fiber via water absorption and thermal degradation
Barczewski M, Mysiukiewicz O, Kloziński A (2018) Complex modification effect of linseed cake as an agricultural waste filler used in high density polyethylene composites. Iran Polym J 27(9):677–688
Alias NF, Ismail H, Ishak KMK (2021) Poly (lactic acid)/natural rubber/kenaf biocomposites production using poly (methyl methacrylate) and epoxidized natural rubber as co-compatibilizers. Iran Polym J 30(7):737–749
Sakthivel S, Senthil Kumar S, Solomon E, Getahun G, Admassu Y, Bogale M, Gedilu M, Aduna A, Abedom F (2021) Sound absorbing and insulating properties of natural fiber hybrid composites using sugarcane bagasse and bamboo charcoal. J Eng Fibers Fabr 16
Arenas JP, Sakagami K (2020). Sustainable acoustic materials
Arenas JP, Crocker MJ (2010) Recent trends in porous sound-absorbing materials. Sound Vib 44(7):12–18
Allampalayam Jayaraman K et al (2005) Acoustical absorptive properties of nonwovens
Hamidi M, Nassiri P, Panahi HA, Taghavi L, Bazgir S (2021) Synthesis of a multicomponent silica aerogel-containing nanocomposite for efficient sound absorption properties. Polym Polym Compos 29(9_suppl):S57–S64
Hajizadeh R, Khavanin A, Jafari AJ, Barmar M (2019) Dehghan SF (2019) Investigation of acoustic properties of polymer nanocomposites polymer regarding combined sound absorption and insulation characteristics. J Heal Saf Work 9:4
Fatima S, Mohanty A (2011) Acoustical and fire-retardant properties of jute composite materials. Appl Acoust 72(2–3):108–114
António J, Tadeu A, Marques B, Almeida JA, Pinto V (2018) Application of rice husk in the development of new composite boards. Constr Build Mater 176:432–439
Shen Y, Jiang G (2014) Effects of different parameters on acoustic properties of activated carbon fiber felts. J Textile Inst 105(4):392–397
Lyu L, Zhang D, Tian Y, Zhou X (2021) Sound-absorption performance and fractal dimension feature of kapok fibre/polycaprolactone composites. Coatings 11(8):1000
Liuzzi S, Rubino C, Stefanizzi P, Petrella A, Boghetich A, Casavola C, Pappalettera G (2018) Hygrothermal properties of clayey plasters with olive fibers. Constr Build Mater 158:24–32
Mamtaz H, Hosseini Fouladi M, Nuawi MZ, Narayana Namasivayam S, Ghassem M, Al-Atabi M (2017) Acoustic absorption of fibro-granular composite with cylindrical grains. Appl Acoust 126:58–67
Tiuc AE, Nemeş O, Vermeşan H, Toma AC (2019) New sound absorbent composite materials based on sawdust and polyurethane foam. Compos B Eng 165:120–130
Reddy CR, Sardashti AP, Simon LC (2010) Preparation and characterization of polypropylene-wheat straw-clay composites. Compos Sci Technol 70(12):1674–1680
Gañán P, Zuluaga R, Restrepo A, Labidi J, Mondragon I (2008) Plantain fibre bundles isolated from colombian agro-industrial residues. Biores Technol 99(3):486–491
Wiercigroch E, Szafraniec E, Czamara K, Pacia MZ, Majzner K, Kochan K, Kaczor A, Baranska M, Malek K (2017) Raman and infrared spectroscopy of carbohydrates: a review. Spectrochim Acta Part A Mol Biomol Spectrosc 185:317–335
Fadlelmoula A, Pinho D, Carvalho VH, Catarino SO, Minas G (2022) Fourier transform infrared (ftir) spectroscopy to analyse human blood over the last 20 years: a review towards lab-on-a-chip devices. Micromachines 13(2):187
Dönmez Çavdar A, Kalaycioğlu H, Mengeloğlu F (2011) Tea mill waste fibers filled thermoplastic composites: the effects of plastic type and fiber loading. J Reinf Plast Compos 30(10):833–844
Kumar S, Saha A (2021) Graphene nanoplatelets/organic wood dust hybrid composites: physical, mechanical and thermal characterization. Iranian Polym J 1–17
Kalam A, Ahmad NN, Hyie KM (2013) Thermal degradation and water absorption behaviors of oil palm fruit bunch (opfb) fiber and its composites. In: Applied mechanics and materials, vol 432. Trans Tech Publ, pp 66–71
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Bagheri, S., Jafari Nodoushan, R. & Azimzadeh, M. Sound absorption performance of tea waste reinforced polypropylene and nanoclay biocomposites. Polym. Bull. 80, 5203–5218 (2023). https://doi.org/10.1007/s00289-022-04295-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-022-04295-y