
Abstract
This research aimed to develop films based on chitosan/polyvinyl alcohol. These films were plasticized with glycerol, sunflower oil, and glucose. Mixtures of chitosan and polyvinyl alcohol were prepared at a ratio of 1:1 (w:w). Plasticizers were added at final concentrations of 20, 40, and 60% (chitosan weight/w). Physicochemical and mechanical properties of films were analyzed. The results indicated that moisture content, degree of swelling and solubility in the films increased due to glucose and glycerol hydrophilic components. However, this effect was not observed when the sunflower oil was used as plasticizer, due to the hydrophobic nature of this compound. The thickness increased as glycerol content raised, but it decreased when the sunflower oil was added. The films tensile stress and elasticity increased with the addition of glycerol but showed opposite results when the sunflower oil and glucose were added. Water vapor permeability increased proportionally with the glycerol concentration. Finally, the films biodegradability decreased when the plasticizers’ concentration increased. Functional groups, morphology and thermal degradation were assessed by FTIR, SEM and TGA, respectively. Morphological characterization of the laminated films with glycerol and glucose showed homogeneous surface and small aggregates. Films-plasticizer with Sunflower oil presented low-uniform surface. The results obtained from this research subjects that biodegradable films are suitable candidates to be used for food coating.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Petroleum-derived plastic films cause damage to the environment and ecosystems due to their high consumption in the market and their low biodegradability. Therefore, it is necessary to develop biodegradable films focused on improving the quality and prolonging the shelf life of food using packaging or coatings that have good barrier, antibacterial and antioxidant properties [1]. Biodegradable films can be prepared from natural and synthetic biopolymers, proteins, or polymer blends. Chitosan is an obtained biopolymer by deacetylation of chitin. It is a cationic, non-toxic, biocompatible, and biodegradable polymer. It has good chemical resistance, and it is suitable for the formation of films due to their low cost [2]. However, the hydrophilic groups in its structure decrease its mechanical and water vapor barrier properties [3]. For this reason, it is necessary to mix chitosan with synthetic polymers such as Polivynil Alcohol (PVA), to improve their functional characteristics and the cost-performance ratio of the films [4]. PVA is soluble in water, biodegradable, with excellent chemical resistance and good mechanical properties [5]. e addition of plasticizer in chitosan / PVA films is a method used to increase the flexibility and improve the brittleness, elasticity, and impact resistance of flexible films with better packaging properties and high resistance during transport [6]. Glycerol is a polyol with a considerable plasticizing effect on the polymer-based films due to its excellent compatibility, and solubility in water, which improves the brittleness, stretchability, and flexibility in the films [7]. Previous research had reported about PVA / chitosan mixtures plasticized using glycerol. For example, Sojohaee et al. showed that glycerol's high affinity for interactions resulted in less spread of hydrogen bonds between PVA and chitosan and a better crystallinity of PVA / chitosan mixtures [8]. Vegetable oils are liquid at room temperature and can be mixed with several polymers. Sunflower oil is a non-volatile, non-toxic, and non-exhaustible vegetable oil obtained by pressing sunflower seeds (Helianthus annuus) [2]. Erdem et al. investigated the effect of the addition of sunflower oil on the formation of edible biocomposite films based on whey proteins. The results revealed that the addition of oil has a positive effect on the permeability to water vapor and oxygen of the films, and a low percentage of oil increases the hydrophobicity without affecting the barrier and opacity properties of the films [9]. Gao et al. found that combined sugars, such as fructose, glucose, galactose, or glycerol, can be used as plasticizers in the preparation of starch films because they showed comparable characteristics with other typical polyols in terms of the mechanical, barrier, and optical properties [10]. Saberi et al. studied the influence of different plasticizers (glycols, sugars, and polyols) on the characteristics of the percentage of moisture, mechanical, physical, optical, and microstructure of the pea starch rubber film. Monosaccharide-plasticized films showed similar mechanical properties to sorbitol, but lower solubility and permeability to water vapor, greater transparency, and moisture content than films plasticized with sorbitol [11]. This research aimed to determine and analyze the effect of different plasticizer concentrations (glycerol, sunflower oil, and glucose) on the physical–chemical and mechanical properties of films based on chitosan / polyvinyl alcohol, for their application in the food and pharmaceutical industry. Likewise, physicochemical properties were evaluated through absorption of water vapor, swelling index, solubility, tensile strength, elongation at break, and biodegradability in soil according to the development of hybrid packaging. The films were characterized by Fourier transform infrared spectroscopy (FTIR), thermogravimetric analysis (TGA), and scanning electron microscopy (SEM).
Materials and methods
Materials
For the film preparations, low molecular chitosan (Ch, MW 50,000–190,000 Da, deacetylation degree 85%) was purchased from Sigma-Aldrich® and polyvinyl alcohol (PVA, MW 30,000–70,000 Da, 87% partially hydrolyzed) supplied from J.T. Baker®. For the preparation of the solutions, distilled water was used for the polyvinyl alcohol and glacial acetic acid, provided by Sigma-Aldrich®. The plasticizers, glycerol supplied by Química del Caribe Ltda., sunflower oil by Girasoli®, and glucose provided by Sigma-Aldrich®.
Preparation of plasticized chitosan/polyvinyl alcohol films
A 2% (w/v) solution of chitosan was prepared in a 2% (v/v) acetic acid solution. This mixture was stirred continuously at room temperature for four hours until a completely homogeneous solution. Then, a 2% (w/v) polyvinyl alcohol solution was made with deionized water and was stirred for three hours at a temperature of 85 °C [1]. The chitosan and polyvinyl alcohol solutions were mixed in equal proportion at room temperature for four hours until homogeneity. After that, 1 ml of 2% (w/v) glutaraldehyde was added to the polymer mixture for every 100 ml of solution and left to agitate at room temperature for 30 min [2].
Plasticizers were added in three levels (20, 40, and 60%), according to the weight of the chitosan used in the initial solution. However, glycerol was added to the solution with constant stirring for three hours at room temperature. [1]. In the case of films plasticized with sunflower oil, the mixture was stirred at a temperature of 60 °C until total homogeneity [3]. For chitosan/polyvinyl alcohol films with glucose, the glucose solution was added and stirred at 60 °C for one hour until it was homogeneous [4]. Finally, all the films were molded with 13 ml of the mixture on plastic Petri dishes and left to dry at room temperature for 72 h.
Characterization of plasticized chitosan/polyvinyl alcohol films
To determine the functional groups present in plasticized chitosan/polyvinyl alcohol films, a Fourier Transform Infrared Spectroscopy (FTIR) was performed on a spectrometer model Nicolet™ iS50, of the Thermo Scientific™ brand, with a spectral range between 4000—500 cm−1 [5]. For examining the microstructure and morphology of the film surface, a Scanning Electron Microscopy (SEM) was performed [6]. The photographs were obtained from a scanning electron microscope of the brand JEOL™, model JEOL JSM-820. The thermogravimetric analysis (TGA) was carried out in an equipment brand TA Instruments©, model SDT Q600©, with a temperature range from 25 to 550 °C [7], at a heating rate of 10 °C/min and a nitrogen flow rate of 50 ml/min [8].
Evaluation of the physical–chemical and mechanical properties of plasticized films
Thickness
Using a high-precision digital micrometer, the thickness of the films obtained was determined. The obtained values were determined to utilize an average of five measurements in random points for each film [9].
Mechanical properties
Using a universal machine and the ASTM D 882–88 standard, the mechanical properties of the plasticized films, such as tensile strength, elongation, and modulus of elasticity, were measured. Tensile strength was determined by dividing the maximum load by the initial cross-sectional area of the film. The elongation was calculated by dividing the stress at film break by the first film-length multiplied by 100, and from the slope of the linear portion of the stress curve, the elastic modulus was found. Three samples were taken for each of the films with different plasticizers and concentrations [10].
Films swelling index and solubility
The degree of swelling was determined by cutting the films into small rectangles, which were then dried to constant weight. They were then immersed in hemolysis tubes with distilled water at room temperature at ten-minute intervals. At each time interval, samples were removed, dried, and weighed to a constant weight [11]. To find the swelling index, the following equation was used:
In the case of solubility, the films were cut into small rectangles, dried to constant weight and then submerged in distilled water for 24 h. Then, the films were dried and weighed. The following equation was used to calculate the solubility percentage:
Moisture content
The moisture content of the plasticized films was determined by calculating the weight loss after drying in a convective oven at 110 °C. Every fifteen minutes, the films were weighed until the sample reached a constant weight [12]. The next equation was used to calculate the films moisture percentage:
Water vapor permeability
This property was evaluated by the method proposed by ASTM E 96 / E 96 M-05. Hemolysis tubes were filled with calcium chloride (CaCl2) up to 6 mm below the edge of the tube. The plasticized film was placed over the mouth of the tube and sealed with rubber bands, and the initial weight of the test tube was registered on an analytical balance. The environmental camera had a relative humidity of 87.5% and 27 °C, due to the average climatic conditions in the city of Cartagena. The tubes were placed in a rack inside the environmental chamber., with the conditions mentioned above, and the weights obtained each hour were registered [13].
The water vapor transfer rate (WVT) was calculated with the differential of the variation in the film mass for the time, multiplied by the inverse of the area of the film exposed to the tube [14]. As the following equation shows:
where:
WVT = Water vapor transfer rate or water vapor transmission coefficient,\(\frac{g}{h{m}^{2}}\).
dm / dt = Mass difference over time, \(\frac{g}{h}\).
A = Exposed film area, m2.
The "permeance" was calculated by dividing the WVT between the water vapor pressure at the given temperature and the relative humidity difference. We assume a relative humidity inside the tube to zero, and we have the relative humidity outside and saturation pressure of the environmental camera conditions. The "permeance," when multiplied by the thickness, provides the WVP [15]. As the following equations show:
where:
PA2 = pressure on the film, kPa.
PA1 = pressure which the film is submitted to inside the tube, kPa.
S = saturation vapor pressure at experimental temperature, kPa.
R1 = relative humidity of the camera.
R2 = relative humidity inside the test tube.
where:
WVP = water vapor permeability, \(\frac{{{\text{g~mm~}}}}{{h~m^{2} kPa}}\)
Biodegradability of films by composting
The evaluation of the biodegradability of chitosan/polyvinyl alcohol films was carried out in a medium adapted to an aerobic composting process, i.e., potting soil. For this, the film was cut into rectangular strips and weighed on an analytical balance. Then, they were buried in the composting, which was prepared previously in plastic containers with 25 g of composting and 5 ml of water [16]. Afterward, the biodegradation of the film was monitored, determining the percentage of mass loss and morphology every two days, for ten days.
Results and discussions
Fourier Transform Infrared Spectroscopy (FTIR)
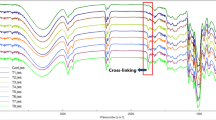
FTIR spectra were divided into five regions or sections for the identification of the different vibration bands. The different functional groups were detailed in each one. Figures 1, 2, and 3 show the spectra obtained for the laminated films. They all have vibration bands in common, such as the characteristic PVA bands, located between 3550 and 3200 cm-1, this section indicates the presence of the OH group and the intermolecular and intramolecular hydrogen bonds [28] as shown in section (I) of the spectra. In section (II), the vibrations bands between 2840–3000 cm−1 correspond to the C–H bonds for alkyl groups, typical of PVA. Also, in section (III), the bands on 1750 and 1735 cm−1 are from the C=O and C–O bond stretch due to the presence of acetate unhydrolyzed group [7].

FTIR spectrum obtained a PVA/Ch Gl 20% b PVA/Ch Gl 40% c PVA/Ch Gl 60%

FTIR spectrum obtained a A/Ch Oil 20% b PVA/Ch Oil 40% c PVA/Ch Oil 60%

FTIR spectrum obtained a PVA/Ch Gluc 20% b PVA/Ch Gluc 40% c PVA/Ch Gluc 60%
Chitosan, this appears in all spectra in sections (I), specifically in 3400 cm-1, typical of the OH and NH groups of chitosan, these groups were also visualized in section (IV) in 1400 cm-1. 1 bandsThe amide group (CH3) characteristic from this biopolymer appears in 1390 cm−1 [7]. Additionally, in section (V), the bands between 800 and 1000 cm−1 indicate the polysaccharide structure and de C–O–C bonds [17].
In the case of plasticizers, these are evident in these spectra. Their representative peaks appear in the different sections shown. The glycerol appears in the section (V) of Fig. 1, where the C–C and C–O bonds, which are typical for this plasticizer, are in the band between 800 y 1150 cm−1 [7]. The sunflower oil appears in section (II) of Fig. 2, where fatty acids appear at 3200 cm−1, carbonyl group at 3400 cm−1, and in this zone is evident the characteristic stretching of the lipids at 3000 cm-1 [18]. The glucose appears with its unique variation for the presence of C–O bonds located at 1033 cm−1 in section (V) of Fig. 3.
Scanning electron microscopy (SEM)
In general, the chitosan/polyvinyl alcohol film presents a series of characteristic surface patterns. The chitosan dispersed into the polyvinyl alcohol matrix with relatively good interfacial adhesion between the two components [19]. The glycerol-plasticized films showed the most uniform and homogeneous surfaces, with small aggregates, which was attributed to the lack of agitation of the polymer solution. Also, the films plasticized with glucose presented spots on their surface and small aggregates. The less uniform films were plasticized with sunflower oil, due to the hydrophobic character, which generates a discontinuity in the internal structure of the polymer and reflects on the surface of the film [20]. The photographs obtained are shown in Fig. 4.

Scanning Electronic Microscopy (SEM) of the films: 1a) Ch/PVA/Glycerol20%, 1b)Ch/PVA/Gl 40%, 1c)Ch/PVA/Gl 60%, 2a)Ch/PVA/Oil 20%, 2b)Ch/PVA/Oil 40%, 2c)Ch/PVA/Oil 60%, 3a)Ch/PVA/Gluc 20%, 3b)Ch/PVA/Gluc 40%, 3c)Ch/PVA/Gluc 60%
Thermogravimetric analysis (TGA)
For the hybrid film laminated with 20% glycerol, the percentage of loss of mass between 25 and 325 °C corresponds to 55.3%, the majority corresponds to the loss of moisture in the film [31], at the beginning of the Thermal degradation of chitosan, glycerol, and all moisture in polyvinyl alcohol, as they begin to degrade at 297, 290, and 200° C, respectively. This high percentage is due to the high affinity of glycerol and polyvinyl alcohol to water because of the hydroxyl groups present [11]. The other percentage is shown at 325 °C, and 550 °C belongs to the final degradation of the film to temperature, i.e., 22.03%. Because the temperature of the degradation of glutaraldehyde is not known, it assumes that at this temperature, the additive is still present in the film. However, the sum of these percentages corresponds to 77.33% of the mass of the film. In other words, the film at a temperature of 550 °C has not been completely degraded.
In the case of the film plasticized with 60% sunflower oil, the percentage obtained between 25 °C and 325 °C was 40.24%. It is lower compared to glycerol because the triglycerides present in the plasticizer are hydrophobic, so less moisture must be removed. However, the percentage remains high due to the affinity of polyvinyl alcohol with water [11]. In this temperature range, polyvinyl alcohol, chitosan, and sunflower oil begin to degrade. The other percentage was 35.85% and corresponded to the completion of the degradation of the film and glutaraldehyde present, which is shown between 325 and 550 °C. It is evident that at 550 °C, 23.91% of the mass of the film still exists. Therefore, the film at this temperature has not been completely degraded.
For chitosan/polyvinyl alcohol film plasticized with 20% glucose, it is evident that it loses 44.35% of its weight between 25 and 325 °C. It corresponds mostly to the moisture present in the film, which is due to the hydrophilic nature of polyvinyl alcohol. When glucose is added, the film tends to have high percentages of moisture. It initiates the degradation of polyvinyl alcohol and chitosan. The remaining 29.82% corresponds to the degradation of the rest of the polymers and glucose, which begins its ignition at 500 °C. After 550 °C, the film still has 25.83% of its mass, i.e., at this temperature, it was not completely degraded, as the low molecular weight of chitosan delays thermal degradation in all films [21]. Figure 5 shows in more detail the thermograms obtained.

Thermograms obtained for plasticized films
Thickness and appearance
The appearance of the chitosan/polyvinyl alcohol films is visually homogeneous. In the case of films plasticized with glycerol and glucose, they showed a yellow hue, which is due to the addition of glutaraldehyde, which reacts with the chitosan amino group, forming the chromophore group (-C = N-) [22]. However, the films plasticized with sunflower oil presented bubbles on their surface. It is due to the hard miscibility of triglycerides and fatty acids with the polymers [3]. Figure 6 shows the appearance of the films obtained.

Appearance of obtained PVA/Ch films: 1a) PVA/CH/Gl 20%, 1b) PVA/CH/Gl 40%, 1c) PVA/CH/Gl 60%, 2a) PVA/CH/Oil 20%, 2b) PVA/CH/Oil 40%, 2c) PVA/CH/Oil 60%, 3a) PVA/CH/Gluc 20%, 3b) PVA/CH/Gluc 40%, 3c) PVA/CH/Gluc 60%
For chitosan/PVA film thickness, the results show that the film thickness varies between 0.045 and 0.071 mm, which will be shown in Table 1. It is observed that rising the glycerol concentration in the films, the thickness increased. However, the opposite behavior occurs when adding sunflower oil, which is because it modifies the composition of the polymeric matrix, affecting the internal structure, with less crystallinity and thinner [34]. On the other hand, the addition of glucose as a plasticizer leads to an increase in film thickness, but there is no definite trend.
Mechanical properties
The data obtained to evaluate the mechanical properties of the films obtained were shown in Table 2. The results show that the plasticizer that provides the greatest elongation is glycerol, which is directly proportional to the concentration. Because glycerol alters the structure of the films, providing more mobility of the polymer chain, reducing Vander Waals intermolecular forces from polymers, providing greater flexibility [23]. Besides, it is evident that glucose at a lower concentration offers higher resistance to other films, but, as the concentration increases, the stress on the fracture decreases noticeably, and decreases elongation to the films, in the concentrations investigated. For the oil as a plasticizer, it provides an elongation percentage to the films of 2% on average, for all concentrations and low fracture stress compared to glycerol. This plasticizer did not have a notable influence on the mechanical properties of these films, as other studies indicate [3]. In addition, the low molecular weight chitosan generates a slight decrease of mechanical behavior in the films [24] and exhibits lower elongation and tensile strength [25].
Swelling Index and solubility
Films Swelling Index was calculated by Eq. 1, and the percentage of solubility with Eq. 2, as shown in Fig. 7 and 8, respectively. The results show that the films with the lowest degree of swelling and solubility are those plasticized with sunflower oil. Since, with the incorporation of fatty acids, these have a lower sensitivity to water due to the presence of covalent bonds between the amine groups of chitosan and the free hydroxyl groups of fatty acid, which reduces the availability of the polymer to interact with the water [36]. On the other hand, films plasticized with glucose and glycerol have an excellent affinity with water, which is evidenced in the degree of swelling and solubility [11]. The glycerol and glucose are hydrophilic molecules with hydroxyl groups that are embedded in the chains of the two polymers to cause the migration of the water molecules. In this case, the low molecular weight of chitosan had no significant effect on the degree of swelling [26].

Percentages of the swelling index or water retention of chitosan/PVA based films plasticized with glycerol, sunflower oil, and glucose

Percentages of water solubility of chitosan/PVA based films plasticized with glycerol, sunflower oil, and glucose
Moisture content
Table 3 shows the percentages of moisture content obtained from plasticized films. The affinity of the films with water is directly proportional to the concentration of hydrophilic plasticizers, such as glycerol and glucose. In addition, the low molecular weight chitosan increases the moisture content of the films [27] by facilitating the diffusion and solvation of water molecules within the structure [21]. However, the oil provides hydrophobicity to the films, allowing them to have a lower percentage of moisture [28]. Consequently, the polymeric matrix was not significantly affected by the influence of water because of the presence of the hydrophobic plasticizer.
Water vapor permeability
The results show that films based on chitosan and polyvinyl alcohol plasticized with glycerol are the most permeable to water vapor under the established conditions. This phenomenon was presented by the presence of covalent bonds between the amine groups of chitosan and the hydroxyl groups free of the fatty acids present in glycerol, which decrease the availability of the polymeric matrix to interact with water [29], thus influencing the hydric retard [3]. In the case of glucose and sunflower oil, the contrary occurs. When the concentration of these plasticizers increases, the index of permeability to water vapor decreases. In the case of glucose, this is due to the high affinity it has with water, reducing the hydric delay of the film [4]. The decrease in water vapor permeability in chitosan/PVA films corresponds to the presence of the low molecular weight chitosan, which forms a three-dimensional mesh due to the high water content [30]. All the results obtained were shown in Table 4.
Biodegradability of films by composting
Figure 9 shows the results obtained on the mass loss percentages of plasticized chitosan/PVA films. In general, the presence of plasticizers negatively influences biodegradability, as they solvate the molecules of chitosan and polyvinyl alcohol. Giving more stability to the polymeric networks that form the films and protects them from the attack of microorganisms and other elements that can generate the degradation of the films, which indicates that they are acting as antifungal additives [31]. However, the films laminated with sunflower oil do not have very high biodegradation percentages, since the most influential variable in biodegradability is humidity; this plasticizer has the characteristic of being hydrophobic, which negatively influences this property [29].

Percentages of mass loss obtained from chitosan/PVA based films plasticized with glycerol, sunflower oil, and glucose in the composting test
Conclusions
Chitosan/PVA films plasticized with glycerol, sunflower oil, and glucose were successfully prepared. The infrared spectra highlight the functional groups of chitosan and polyvinyl alcohol, such as amides, carboxylic acids, and alcohols. Also, the presence of fatty acids contributed by sunflower oil, carbonyls, and glycerol alcohols and the typical bond of glucose are reported. Thermograms reveal that the hybrid films, when subjected to high temperatures, lose more than half of their mass, due to the thermal degradation of chitosan, polyvinyl alcohol, and plasticizers. However, films do not lose 100% of their mass at 550 °C.
The thickness is affected by the plasticizing agents because they modify the structure of the components. Glycerol laminated films are also the most elastic. However, the film-containing glucose as a plasticizer is the most resistant. The presence of glycerol and glucose increases the percentage of humidity, the degree of swelling, and the water solubility of the films, due to their tendency to absorb water, providing active sites in the matrix by exposure of their hydroxyl groups. Nonetheless, sunflower oil negatively affects these variables due to the hydrophobic nature of the triglycerides, even affecting the homogeneity on the surface of the films. The permeability of plasticized films increases with glycerol but decreases with increasing concentration of sunflower oil and glucose, due to the chemical behavior of chitosan, as oils and sugars tend to reduce their water retardation. The low molecular weight of chitosan affects the physicochemical, mechanical and thermal properties in film formation. Finally, the increase in the concentration of plasticizers negatively affects biodegradability, since the additives solve the chitosan/PVA molecules, protect it from microorganisms and reduce its degradation.
Data availability
All the data presented in this research are the result of the experimental processes carried out.
References
Hajji S, Salem RBSB, Hamdi M, Jellouli K, Ayadi W, Nasri M, Boufi S (2017) Nanocomposite films based on chitosan–poly (vinyl alcohol) and silver nanoparticles with high antibacterial and antioxidant activities. Proc Safety Environ Protection 111:112–121
Kanikireddy V, Murali Mohan Y, Varaprasad K, Nagireddy N, Sakey R, Sudhakar Naidu N, Mohana Raju K (2011) Fabrication of curcumin encapsulated chitosan-PVA silver nanocomposite films for improved antimicrobial activity. J Biomater Nanobiotechnol 2(1):55–64
Srinivasa P, Ramesh M, Tharanathan R (2006) Effect of plasticizers and fatty acids on mechanical and permeability. Food Hydrocoll 21(1):1113–1122
Arvanitoyannis I, Kolokuris I, Nakayama A, Yamamoto N, Aiba S-I (1997) Physico-chemical studies of chitosan-poly(vinyl alcohol) blends plasticized with sorbitol and sucrose. Carbohyd Polym 34:9–19
Kang Sofla MS, Mortazavi S, Seyfi J (2020) Preparation and characterization of polyvinyl alcohol/chitosan blends plasticized and compatibilized by glycerol/polyethylene glycol. Carbohyd Polym 232:115784
Bano I, Arshad M, Yasin T, Ghauri MA (2019) Preparation, characterization and evaluation of glycerol plasticized chitosan/PVA blends for burn wounds. Int J Biol Macromol 124:155–162
Koosha M, Hamedi S (2019) Intelligent Chitosan/PVA nanocomposite films containing black carrot anthocyanin and bentonite nanoclays with improved mechanical, thermal and antibacterial properties. Prog Org Coat 127:338–347
Xiancai J, Linxi H, Yulai Z (2016) The effect of glycerol on properties of chitosan/poly(vinyl alcohol) films with AlCl3·6H2O aqueous solution as the solvent for chitosan. Carbohyd Polym 135:191–198
Cazón P, Velázquez G, Vázquez M (2019) Characterization of bacterial cellulose films combined with chitosan and polyvinyl alcohol: evaluation of mechanical and barrier properties. Carbohyd Polym 216:72–95
Hezma AM, Rajeh A, Mannaa MA (2019) An insight into the effect of zinc oxide nanoparticles on the structural, thermal, mechanical properties and antimicrobial activity of Cs/PVA composite. Colloids Surf Physicochem Eng Aspects. https://doi.org/10.1016/j.colsurfa.2019.123821
Stefani R, Pereira V, Queiroz I (2015) Active chitosan/PVA films with anthocyanins from Brassica oleraceae (Red Cabbage) as Time-Temperature Indicators for application in intelligent food packaging. Food Hydrocolloids 43:180–188
Hosseini MH, Razavi SH, Mousavi MA (2009) Antimicrobial, physical and mechanical properties of chitosan-based films incorporated with thyme, clove and cinnamon essential oils. J Food Process Preserv 33(6):727–743
Kumaran MK (1998) Interlaboratory comparison of the ASTM standard test methods for water vapor transmission of materials (E 96–95). J Test Eval 26:83–88
Aydinli M, Tutas M (2000) Water sorption and water vapour permeability roperties of polysaccharide (Locust Bean Gum) based edible films. LWT Food Sci Technol 33(1):63–67
Debeaufort F, Martin Polo M, Voilley A (1993) Polarity homogeneity and structure affect water vapor permeability of model edible films. Food Sci 58(2):426–429
Medina Jaramillo C, Gutiérrez T, Goyanes S, Bernal C, Famá L (2016) Biodegradability and plasticizing effect of yerba mate extract on cassava starch edible films. J Polym Environ 151(1):150–159
Huang J, Qin J, Zhang P, Chen X, You X, Zhang F, Zuo B, Yao M (2020) Facile preparation of a strong chitosan-silk biocomposite film. Carbohyd Polym. https://doi.org/10.1016/j.carbpol.2019.115515
Pérez Mateos M, Montero P, Gómez Guillén MC (2009) Formulation and stability of biodegradable films made from cod gelatin and sunflower oil blends. Food Hydrocoll 23:53–61
Tripathi S, Mehrotra G, Dutta P (2009) Physicochemical and bioactivity of cross-linked chitosan–PVA film for food packaging applications. Int J Biol Macromol 45:372–376
Solikhin A, Hadi YS, Massijaya MY, Nikmatin S, Suzuki S, Kojima Y, Kobori H (2018) Properties of Poly(Vinyl Alcohol)/Chitosan nanocomposite films reinforced with oil palm empty fruit bunch amorphous lignocellulose nanofibers. J Polym Environ 26(8):3316–3333
de Farias BS, Grundmann DDR, Rizzi FZ, Martins NSS, Junior TRSAC, de Almeida Pinto LA (2019) Production of low molecular weight chitosan by acid and oxidative pathways: effect on physicochemical properties. Food Res Int 123:88–94
Batista K, Yamashita F, Marques F, Fernandes F (2013) Lipase entrapment in PVA/Chitosan biodegradable film for reactor coatings. Mater Sci Eng C 33:1696–1701
Soloman P, Rejini V, Agil A (2016) Preparation of chitosan-polyvinyl alcohol blends and studies on thermal and mechanical properties. Procedia Technol 24:741–748
Affes S, Aranaz I, Acosta N, Heras Á, Nasri M, Maalej H (2021) Chitosan derivative-based films as pH-sensitive drug delivery systems with enhanced antioxidant and antibacterial properties. Int J Biol Macromol 182:730–742
Ventura Aguilar RI, Díaz Galindo EP, Bautista Baños S, Mendoza Acevedo S, Munguía Cervantes JE, Correa Pacheco ZN, Bosquez Molina E (2021) Monitoring the infection process of Rhizopus stolonifer in strawberry fruits during storage using chitosan/polyvinyl alcohol/polyvinylpyrrolidone based films and plant extracts. Int J Biol Macromol 182:583–594
Liu Y, Yuan Y, Duan S, Li C, Hu B, Liu A, Wu D, Cui H, Lin L, He J, Wu W (2020) Preparation and characterization of chitosan films with three types of molecular weight for food packaging. Int J Biol Macromol 155:249–259
Saenz-Mendoza AI, Zamudio-Flores PB, García-Anaya MC, Velasco CR, Acosta-Muñiz CH, de Jesús Ornelas-Paz J, Salgado-Delgado R (2020) Characterization of insect chitosan films from Tenebrio molitor and Brachystola magna and its comparison with commercial chitosan of different molecular weights. Int J Biol Macromol 160:953–963
Azadbakht E, Maghsoudlou Y, Khomir M (2018) Development and structural characterization of chitosan films containing Eucalyptus globulus essential oil: potential as an antimicrobial carrier for packaging of sliced sausage. Food Packag Shelf Life 17:65–72
Souza V, Monte M, Pinto L (2011) Preparation of biopolymer film from chitosan modified with lipid fraction. Int J Food Sci Technol 46(4):1856–1862
Llanquileo L, Gamboa A, Abugoch L, Tapia C (2021) Manufacture of β-chitin nano- and microparticles from jumbo squid pen (Dosidicus gigas) and evaluation of their effect on mechanical properties and water vapour permeability of polyvinyl alcohol/chitosan films. J Food Eng 290:110230
Abdullah ZW, Dong Y (2019) Biodegradable and Water Resistant Poly(vinyl) Alcohol (PVA)/Starch (ST)/Glycerol (GL)/Halloysite Nanotube (HNT) Nanocomposite Films for Sustainable Food Packaging. Frontiers Mater 6(58):17
Giteru SG, Ali MA, Oey I (2019) Solvent strength and biopolymer blending effects on physicochemical properties of zein-chitosan-polyvinyl alcohol composite films. Food Hydrocolloids 87:270–286
Sithole M, Choonara Y, Du Toit L, Kumar P, Pillay V (2016) A review of semi-synthetic biopolymer complexes: modified polysaccharide nano-carriers for enhancement of oral drug bioavailability. Pharmaceut Develop Technol 22(2):283–295
Slagman S, Zuilhof H, Franssen MCR (2019) Laccase‐mediated grafting on biopolymers and synthetic polymers: a critical review. ChemBioChem 19(14):288–311
Laskar N, Kumar U (2019) Plastics and microplastics: a threat to environment. Environ Technol Innov. https://doi.org/10.1016/j.eti.2019.100352
Sánchez González L, Cháfer M, González Martínez C (2010) Physical properties of edible chitosan films containing bergamot essential oil and their inhibitory action on Penicillium italicum. Carbohydrate Polym 82(2):277–283
Mansur H, Sadahira C, Souza A, Mansur A (2007) FTIR spectroscopy characterization of poly (vinyl alcohol) hydrogel with different hydrolysis degree and chemically crosslinked with glutaraldehyde. Mater Sci Eng. https://doi.org/10.1016/j.msec.2007.10.088
Haghighi H, Kameni Leugoue S, Pfeifer F, Wilhelm Siesler H, Licciardello F, Fava P, Pulvirenti A (2020) Development of antimicrobial films based on chitosan-polyvinyl alcohol blend enriched with ethyl lauroyl arginate (LAE) for food packaging applications. Food Hydrocoll 100:105419
Ardekani Zadeh AH, Fakhreddin Hos S (2019) Electrospun essential oil-doped chitosan/poly(ε-caprolactone) hybrid nanofibrous mats for antimicrobial food biopackaging exploits. Carbohyd Polym 223:115108
Sun Y, Liu Z, Zhang L, Wang X, Li L (2020) Effects of plasticizer type and concentration on rheological, physico-mechanical and structural properties of chitosan/zein film. Int J Biol Macromol 143:334–340
Ghaderi J, Hosseini SF, Keyvani N, Gómez-Guillén MC (2019) Polymer blending effects on the physicochemical and structural features of the chitosan/poly (vinyl alcohol)/fish gelatin ternary biodegradable films. Food Hydrocoll 95:122–132
Morales A, Andrés MÁ, Labidi J, Gullón P (2019) UV–vis protective poly(vinyl alcohol)/bio-oil innovative films. Ind Crops Prod 131:281–292
Cao N, Yang X, Fu Y (2009) Effects of various plasticizers on mechanical and water vapor barrier properties of gelatin films. Food Hydrocoll 23(3):729–735
Cazón P, Velázquez G, Vázquez M (2020) Regenerated cellulose films combined with glycerol and polyvinyl alcohol: effect of moisture content on the physical properties. Food Hydrocoll 103:105657
Erdem BG, Dıblan S, Kaya S (2019) Development and structural assessment of whey protein isolate/sunflower seed oil biocomposite film. Food Bioprod Process 118:270–280
Gao W, Liu P, Li X, Qiu L, Hou H, Cui B (2019) The co-plasticization effects of glycerol and small molecular sugars on starch-based nanocomposite films prepared by extrusion blowing. Int J Biol Macromol 133:1175–1181
Saberi B, Chockchaisawasdee S, Golding J, Scarlett C, Stathopoulos C (2017) Physical and mechanical properties of a new edible film made of pea starch and guar gum as affected by glycols, sugars and polyols. Int J Biol Macromol 104(Part A):345–359
Acknowledgements
The authors thank the University of Cartagena, for the financial support of this work in the Eighth call for funding of research projects for research groups categorized on the Scienti de Colciencias platform, 2017, Colombia. The Department of Materials Physics-Electronic Nanomaterials Physics Research Group of the Faculty of Physical Sciences of the Complutense University of Madrid (UCM), Spain.
Funding
This investigation was supported and funded by the University of Cartagena, Colombia.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts and interests
The authors declared that there is no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Hernández Berrío, Y.D., Realpe Jiménez, Á. & De Ávila Montiel, G. Effect of glycerol, sunflower oil, and glucose on the physico-chemical and mechanical properties of chitosan/polyvinyl alcohol-based films. Polym. Bull. 79, 6389–6407 (2022). https://doi.org/10.1007/s00289-021-03803-w
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00289-021-03803-w