
Abstract
The powdered food mixtures are widely consumed due to their ease of preparation and storage. Although the addition of sucrose improves the reconstitution process of ready-to-use powdered desserts, high amounts of sucrose are undesirable regarding the nutritional value. Therefore, present study aimed to determine the impact of the sucrose particle size and differences in starches on the powder flow properties of powdered puddings. The caking, powder speed dependency and cohesion tests along with the other bulk properties were grouped with the hierarchical cluster. A reverse relationship was found between the cohesion coefficient and cohesion index values. The cake was not formed in samples which comprised granulated sucrose and corn starch. However, the icing sugar containing puddings had considerably lower cake and mean cake strength values. Based on the results, the icing sugar can be regarded as a good ingredient for ready-to-use dessert considering the storage, handling and transportation conditions.
Graphic abstract

Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
The use of powdered food products in nourishment became popular in recent period because of reasons, such as ease of product preparation and storage. Especially the mixtures used in preparing cake and dessert, the baby food products and the soups constitute the popular powdered product groups. The pudding, which is in powdered dessert group and has different varieties, is a product prepared using sugar, starch, hydrocolloid, flavorants and colorants and served after cooking with milk [1, 2]. Although the hydrocolloids used in the formulation of pudding vary in terms of their amount and variety, they constitute the texture preferred in pudding while starch constitutes the structure and provides the a good mouthfeel [2, 3]. Regarding this, it is important to determine the final product’s properties while preparing the pudding formulations.
Since there are many powdered products having different characteristics used in powdered food mixtures, it is not possible to estimate the properties of the final product [4]. For this reason, it is important to determine the physical properties of powder products, their behaviors during production, storage and delivery processes and even rheological properties [5, 6].
The powder flow is much more complex and complicated than fluid flow because of the characteristics of components and the processes they are exposed to [7, 8]. The viscosity of powder structures is affected by the sample composition, storage conditions, such as temperature and relative humidity, capillary interactions within the structure and adhesive components [9,10,11]. On the other hand, mass intensity, surface structure, size distribution and particle shape are called “physical properties affecting the powder flow” [12, 13].
Depending on the flow in powdered product processing, problems, such as degradation of product homogeneity, crusting within the tank and pipe orifices and deficient flow may occur in facilities [14, 15]. Determining the powder flow values of the products is important in ensuring accurate and reliable flow in process equipment design and preventing the possible congestions in the system [14]. On the other hand, sticking and caking cause agglomeration in the powdered products and depending on the composition of the product, this causes the loss of quality [16]. In the literature, powder flow characteristics of food products, such as baby food powders [4], rice protein powders [17], dairy products [6], various fruit powders [18], green tea powder [19], freeze-dried date powder [20], pectin, maltodextrin and starch [21], honey powders [7] skim milk powder [22] and pectin [23]. However, in these studies, generally the powder flow was determined by calculating the Carr index and Hausner ratio values.
Understanding, estimating and controlling the physical and functional properties is very important for the food formulations of starch samples. The presence of starch in a product should be planned in terms of determining the interaction between product components and standardizing the formulation. On the other hand, the particle size is one of the most important parameters affecting the product properties, especially the powder properties [17, 24].The sugar, which is in the product formulation of pudding and has the largest particle size, is another parameter that should be examined in product standardization.
In literature, the effects of starch and sugar type on the bulk properties and final product rheology have not been studied so far. Therefore, the present study intended to investigate the effects of starch and sugar type variations in formulations. The study evaluated the properties of icing and granulated sugar in the presence of starches and their application in ready-to-use desserts. The results from this work would be relevant for various food products utilizing sugars in presence of starches.
Materials and methods
Sucrose (Kayseri Sugar Fabric Co., İzmir,Turkey), icing sugar (Pakmaya, İzmir, Turkey), skimmed milk powder (Pınar milk and products, İzmir, Turkey), starches (TS, MCS, CS, PS, MPS and WS) (Cargill, Co, USA), vanilla and guar gum (Bayrak Food Co., Kayseri, Turkey) were used for the preparation of the pudding samples.
Preparation of dessert samples
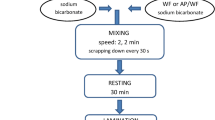
The dessert samples were prepared according to the recipe of Toker et al. [25]. The basic recipe containing 10 g of sucrose or icing sugar, 9 g of skimmed milk powder, 4.2 g of starch, 1.9 g of vanilla and 0.2 g of guar gum was prepared. Twelve different powdered mixtures containing different starch and sugar type were formulated as illustrated in Table 1. The powder characterization was conducted with the powdered samples. For the rheological analysis of ready-to-eat samples, the dessert was prepared by adding the solid mixture (25.3 g) to a beaker containing distilled water (100 mL) and stirred with a magnetic stirrer. The dispersion was heated to 85 °C in 20 min and the mixture was stirred at the same temperature for 10 min. The dessert samples were then placed in sealed glass containers and cooled to room temperature prior to analysis.
Physicochemical analysis
The soluble solid content was determined at 25 °C with an automatic refractometer (Reichert AR 700, USA) and the color values of pudding samples were determined with a colorimeter (Konica Minolta, CR5, Japan).
The powdered samples were transferred into a 50 mL of graduated cylinder to determine loose bulk density (ρ loose, g/cm3). The loose bulk density was calculated by dividing the mass of powder by the volume occupied in the cylinder. For the determination of the tapped bulk density (ρ tapped, g/cm3), weight of the powder contained in the same cylinder after being tapped manually on a bench until no significant changes in mass weight [26, 27]. The loose and tapped bulk densities of the samples were determined using the following equations:
Hausner ratio (HR) and Carr index (CI) values were calculated via the Eqs. (3) and (4) with the ρloose and ρtapped bulk densities [28]
Powder flow analysis
Powder flow analysis of the powdered samples was conducted with a powder flow analyzer (TA XTPlus, Stable Micro Systems, Surrey, UK). The powder analyzer composed of a specified cylindrical glass vessel (height: 120 mm; internal diameter: 48 mm), a specified rotating helical blade (Rotor no. R48/50/10/2/A) and a load cell (49.0 N capacity). Force and height calibration was conducted prior to each experiments. The caking, cohesion and powder flow speed dependency (PFSD) tests of powdered pudding samples were determined using the texture analyzer software (Exponent, Stable Microsystem, UK).
Cohesion test was used to determine the cohesiveness of the powders. PFA cohesion test starts with two conditioning cycles to eliminate the user loading variations and normalise the powder column after filling. After conditioning step, three testing cycles are performed to analyse the cohesion characteristics of the powder. Texture Exponent 32 software calculates the cohesion coefficient by integrating the negative area under the force/distance curve and cohesion coefficient/sample weight ratio is described as cohesion index (CI).
Caking test is started with two conditioning cycles. 5 compression cycles take place after conditioning, and cake height with column height is recorded. Increasing cake height ratio indicates the powder has a high tendency to form cake, and unchanging cake ratio means little or no tendency to cake. Cake strength and mean cake strength are calculated by Texture Exponent 32 software.
PFSD test is used to evaluate the powder flow properties with different speeds. Test starts with two conditioning cycle and followed by 5 sets of 2 cycles at increasing speeds (10, 20, 50, 100 mm/s). The compaction coefficients (g mm) for each compaction cycles are determined by integrating positive areas under the force/distance curve. Increasing compaction coefficient with increasing test speed indicates increasing resistance to flow. By the way, a decrease in compaction coefficient with increasing speed means free flowing of the powder. If the flow behaviour is independent with test speeds, then there is no or little significant change in the compaction coefficient.
Rheological analyses
Steady shear rheological measurements
The steady shear data of the cooked pudding samples were measured with a strain/stress controlled rheometer (Haake Mars III, Germany) equipped with temperature control unit. The plate–plate configuration was used throughout the measurements. The analysis was carried out at a constant temperature of 25 °C and data were recorded in the shear rate range of 1–100 s−1. A total of 25 data points were taken at 10-s intervals during the shearing. The shear rate versus shear stress values were determined for each samples. The flow data of pudding samples were best fitted to the Oswald–de Waele model. The flow behavior index (n, dimensionless) and consistency coefficient (K, Pa sn) were calculated with the following equation using instrument’s software (Haake Rheo Win Data Manager, Germany).
where the σ is shear stress (Pa) and γ is shear rate (per second).
Small amplitude oscillatory shear rheological measurements
The frequency sweep analysis was determined over the frequency range of 0.1–10 Hz at 0.2 Pa at a constant temperature of 25 °C. The storage modulus (G′), loss modulus (G″), tan δ, complex modulus (G*) and complex viscosity (η*) values as a function of frequency were calculated using the rheometer software (Haake Rheo Win Data Manager, Karlsruhe, Germany).
Statistical analysis
All the measurements were performed in triplicate and the data were reported as mean ± standard deviation. The statistical analysis of the measurements was conducted with a Statistical Analysis Software of MINITAB for Windows Release 18. The Tukey was applied to determine the difference between the mean values. The hierarchical clustering analysis (HCA) was carried out XLSTAT Software (XLSTAT, USA).
Results and discussion
Physicochemical analysis results
The physicochemical samples which composed of different starches and granulated/icing sugar in their formulations are presented in Table 2. The highest soluble solid content value was recorded in S8 sample (24.49) while the lowest value was in S5 sample (17.39). When comparing the granulated sugar and icing sugar, it was found that the icing sugar yielded lower brix values in all the starch samples, except for the pudding samples prepared with wheat starch. The lowest brix values among the puddings prepared using both types of sugar were obtained from the samples prepared using corn starch. The highest brix value was found in samples prepared using potato starch. Similarly, in a study examining the different starch type for the production of dessert, it was reported that corn starch yielded lower brix values than potato starch [29]. The L* values of samples ranged between 0 (black) and 100 (white) were found to be different in all the samples (p < 0.05). Among the samples prepared with TS, MCS, CS and WS starch samples, icing sugar containing samples yielded higher values when compared to granulated sugar samples, whereas L* values obtained in puddings prepared with granulated sugar and PS and MPS starch samples were found to be higher than those obtained with icing sugar. The highest L* value was found to be 78.56 in S8 sample prepared with PS + S formulation, whereas the lowest value was found to be 64.77 in S9 sample prepared with MPS + IS formulation. For a* value, the negative values refer to green color, whereas the positive values refer to red color. Negative results were obtained in all the pudding samples. a* values ranged between − 3.44 and − 5.83. Only sample prepared using MCS starch was not affected by the difference in particle size of sugar. Another parameter measured using the color scale was b* value, in which positive values refer to yellow color and negative values to blue color. The highest yellowness was found to be 6.83 in the product obtained using corn starch and icing sugar. On the other hand, the negative b* value was found to be − 2.43 in pudding prepared using wheat starch and granulated sugar. In a previous study, it was determined that the color parameters of milk puddings prepared using the same amounts of cassava and corn starches were not affected by the change in starch [30].
The density of powdered food samples varies depending on the particle size and distribution, moisture content, particle size and cohesion force between them [31]. For this reason, the puddings were prepared by altering the starch type and the particle size of sugar and the difference between loose and tapped bulk density values of the powdered pudding mixtures was found to be statistically significant (p < 0.05). The loose and tapped bulk density values were found to be high in sugar-added products. This reason may be attributed to the particle size of granulated sugar which is larger than that of icing sugar. Another reason of this results could be explained with increasing difficulty of liquid contact during dissolution and delay of dissolution since the high density is an indicator of low porosity [18, 32]. The Hausner Ratio (HR) values of powdered pudding samples ranged between 1.18 and 1.27. The HR analysis results higher than 1.4, indicating that the powders are cohesive and non-free flowing, whereas the values between 1.2 and 1.4 are defined as intermediate flowability and those lower than 1.2 as good flowability [4, 33, 34]. As seen in Table 2, the lowest HR value among the pudding samples was obtained from S10 sample prepared using granulated sugar and modified potato starch. S10 sample showed good flowability, whereas all the other samples were found to have intermediate flowability. Similarly, while interpreting using Carr index table, S10 sample was defined as ‘good’ and others as ‘fair’ flow.
Powder flow characteristics of pudding
Cake strength and mean cake strength values of the powdered pudding samples prepared with different starch and sugar composition were presented in Table 4. While the maximum cake strength and mean cake strength were recorded at the sugar and tapioca starch containing S2, the cake was not formed in S6 which comprised sugar and corn starch. Also, the differences between the type of sugar and starch significantly affected the caking values of the powdered samples (p < 0.05). As compared with the sugar containing samples, the icing sugar including puddings had considerably lower cake strength and mean cake strength values. Among the analyzed starches, the tapioca starch significantly increased the cake strength of the sample. The increase in cake strength indicated that more work was needed to cut the cake in the cylinder [35].
Caking is defined as the formation of solid structure by the interaction of two or more of the amorphous particles which are free and soluble in water. Partial dissolution of the amorphous particles and the recrystallization of the powder material in the crystalline material may result in cake formation. The caking of amorphous food powders is a detrimental phenomenon in which the powders first become lumps, then turn into an agglomerated and sticky undesirable material which results in reduced functionality and quality of the powders [22]. The strength of the cake depends on a number of factors, such as particle–particle interactions, packaging efficiency and moisture content. It is a great importance to understand the caking properties of a powder, since most powder are stored in hoppers or silos. A powder that easily cakes and forms a strong cake may not easily flow through a silo when necessary. The icing sugar did not formed a strong a stable cake and this was shown by the decrease in the cake strength values in the Table 4. By examining the mean cake strength data of the S6 sample, it became apparent that a stable, strong cake had not been formed in the vessel because the mean cake strength force was very low. Therefore, it was not wrong to speculate the corn starch and sugar containing dairy dessert formulation would not be prone to caking as compared with other starch and combinations. This may be related that the particle size and the composition of the corn starch, as the particle size should not neglected when investigating the powder parameters [36].
Cohesiveness can be defined as the tendency of the powder particle to stick together and agglomerate to form larger particles. Cohesive index and cohesion coefficient are the main parameters to evaluate the cohesiveness of a powdered food products. Table 4 also presented the cohesion coefficient and cohesion index values of the powdered pudding samples. The cohesion index values of twelve samples ranged from 0.00 to 15.51. The type of starch and sugar affected the cohesion index values statistically significant. The classification of powdered pudding samples was characterized based on their cohesion index values according to the Benković et al. [37]. As a result of this classification, S1, S5, S7, S11 and S12 were felled under the cohesive group; S2, S3, S4, S8, S9, and S10 were in easy-flowing and S6 was in free-flowing powder group. As expected, cohesion coefficients values of powdered puddings exhibited a similar trend to cohesion index. The cohesion coefficient of samples was ranged from − 1048.71 to − 1338.83 g mm. In this value, increased cohesion coefficient indicates decreased cohesiveness [35]. When the data were examined, a reverse relationship between the cohesion coefficient and cohesion index values of the samples was observed. For example, in S6 sample, maximum cohesion coefficient and minimum cohesive index value were recorded. Same results could be seen in other samples. The icing sugar and starch type were significantly influenced cohesion coefficient values of the samples (p < 0.05). A change in the cohesive properties of a powder can have a significant impact on manufacturing processes and some of them may impair production efficiency and product quality. Therefore, this values should have taken into consideration while preparing powdered food formulations. Furthermore, it should be noted that the cohesive properties of powder are influenced by different parameters, such as electrostatic charge, hygroscopicity, particle size, porosity and particle shape [38], as shown as a prominent result of this study.
The properties of powder flow may vary with increasing or decreasing flow rates. For example, a powder may become more resistant to flow since it is forced to flow faster, or may actually turn into a freer flow as the flow rate increases. This problem may result in filling problem during the storage, handling and transportation. The PFSD measures the resistance of a powders as controlled flow is applied at different speeds. Free-flowing powders will transfer very little resistance in either an upward or a downward direction through the powder column. On the other hand, poorly flowing powders exhibit significant amounts of force in both directions [39]. The PFSD test result of the powdered pudding samples was shown in Fig. 1. The positive area under the compaction curves is averaged over two cycles at each speed and gives the compaction coefficient at each of the tested speeds. The compaction coefficient is the work required to move the blade down the powder column. The negative area under the first 10 mm/s speed curves is averaged and recorded as a cohesion coefficient. Any increase in electrostatic forces or cohesiveness in the powder will result in a greater negative value. The higher compaction coefficient values stem from this reason. Figure 2 represented the compaction coefficient trends of the powdered pudding samples with the increasing test speeds. The compaction coefficients were calculated from the positive area under the force/distance curve in each compaction cycles. The compaction coefficients of all the samples were decreased with the increasing test speed, indicating the samples had free-flowing characteristics. The flow stability is calculated by dividing the compaction coefficient of the last 10 mm/s cycles by the compaction coefficient of the first 10 mm/s cycles. Flow stability provides prominent information about the susceptibility of powders to breakdown. In Table 4, the flow stability values of the powdered pudding samples were shown. According to this table, the flow stability values of samples ranged from 0.95 to 1.18. If the flow stability value is close to 1.00, then the powder has not changed significantly during the test. An increased compaction coefficient and a flow stability of close to 1.00 indicate that the powder is more resistant to flow at high flow rates. If the compaction coefficient decreases with increasing flow rate, the higher the flow velocity, the more the powder flow freely. If the flow stability was greater or less than 1.00, the powder would have changed during the test. These changes may be due to the attrition of the powder particles themselves or the disintegration of the agglomerates [39]. As can be seen in flow stability results, the flow stability values of the S3, S5, S9, S11 and S12 samples were greater than 1.00. However, S1, S2, S4, S6, S7, S8 and S10 had the less value than 1.00 indicating that the powders would had undergone changes during testing. In a production environment, it may be advantageous to carry this powder at a higher speed, because less work is required to flow at higher speeds. On the other hand, at higher conveying speeds, the powder may vary, and the powdered samples will have changed through the test.

PFSD test results of the samples

PFSD compaction coefficient trends of the powdered pudding samples
Rheological properties of pudding
In the pudding samples, the effects of starch and sugar’s particle size changes on the rheological properties were determined. Examining the steady rheological properties, it was observed that the pudding samples correspond with Ostwald de Waele model (Table 3). The apparent viscosity (η50) values of samples were found to range between 0.02 and 2.23 Pa s. It was determined that the apparent viscosity and consistency coefficient values of the pudding samples were affected by the change in starch. The lowest apparent viscosity value was found in S7 and S8 samples prepared using potato starch. In parallel with the apparent viscosity, the same samples have also low consistency coefficient values. Moreover, the change in particle size of sugar used in pudding formulations affected the rheological values. The consistency coefficient and apparent viscosity values of samples prepared using icing sugar were found to be higher than those of puddings prepared using granulated sugar but opposite results were obtained in flow behavior index (n) values, which is another parameter. In Fig. 3, the flow behaviors of samples in response to increasing shear rate are presented. As a result of an increase in shear rate, a decrease in apparent viscosity was observed in all the pudding samples. Examining the samples in terms of sugar’s particle size, it was determined that the largest difference of apparent viscosity was found in S11 and S12 samples prepared using wheat starch. The steady rheology results obtained in a study carried out on wheat, oat, barley and potato starches were similar to those obtained in the present study [40].

Flow behavior of the samples. a S1(IS + TS) and S2 (S + TS), b S3 (:IS + MCS) and S4 (S + MCS), c S5 (IS + CS) and S6 (S + CS), d S7 (IS + PS) and S8 (S + PS), e S9 (IS + MPS) and S10 (S + MPS), f S11 (IS + WP) and S12 (S + WS). IS Icing sugar, S sugar, TS Tapioca starch, MCS modified corn starch, CS corn starch, PS potato starch, MPS modified corn starch, WS wheat starch
The rheological assessments provide data for determining and estimating the structural properties in the operation of food processing, whereas the dynamic rheological measurements are performed generally to obtain information about the viscoelastic behavior of samples [41, 42]. The storage modulus (G′) and loss modulus (G″) responses of pudding samples to the frequency changes are presented in Fig. 4. G′ represents the recoverable elastic properties stored in energy, whereas G″ is the viscosity consumed by energy [43]. Except for the pudding samples prepared using potato starch, G′ values of other samples were found to be higher than G″ values. This result suggests that the pudding samples (except for S7 and S8) showed solid-like behavior (typical of semi-solid foods) and this is a situation that is generally seen in desserts like pudding [2]. On the other hand, G′ and G″ values of all the samples increased with an increase in frequency. In another study carried out on puddings, it was reported that the pudding samples showed similar solid-like behavior [2]. Moreover, G′ and G″ values of puddings prepared using icing sugar (except for S7 and S8) were found to be higher than those prepared using granulated sugar.

Dynamic properties of the samples. G′: storage modulus, G″: loss modulus, a S1(IS + TS) and S2 (S + TS), b S3 (:IS + MCS) and S4 (S + MCS), c S5 (IS + CS) and S6 (S + CS), d S7 (IS + PS) and S8 (S + PS), e S9 (IS + MPS) and S10 (S + MPS), f S11 (IS + WP) and S12 (S + WS). IS Icing sugar, S sugar, TS Tapioca starch, MCS modified corn starch, CS corn starch, PS potato starch, MPS modified corn starch, WS wheat starch
Hierarchical cluster analysis of samples
In hierarchical cluster analysis (HCA), the samples are grouped on the basis of similarities without considering information about class membership [44]. The results obtained after HCA are shown as a dendrogram, a graph showing the organization and relationships of the samples in the form of a tree [45]. In this study, the pudding samples were classified with HCA, regarding the dissimilarities without taking into account the information of class membership. Figure 5 represented the dendogram obtained from the HCA of the samples, in which five visible clusters were determined. The pudding samples were grouped in clusters regarding to their similarity. A group of samples (B) was obviously distinguishable which was including icing sugar in their compositions. These pudding samples were associated with their relatively higher flow stability (Table 4). The other cluster (E) consisted of the sugar contained samples of S2, S8 and S10. These samples were associated with their relatively higher values of cake strength and mean cake strength. The tendencies of grouping according to their difference in sugar type may arise from the particle size, particle shape and electrostatic charge. In previous studies, hierarchical cluster analysis was found to be a quite useful technique for classification as proven as a result of this study [44, 46, 47].

Dendrogram for the hierarchical cluster analysis (HCA) results
Conclusion
We conducted a study considering the powder flow characteristics, such as powder flow speed dependency, caking and cohesion behavior of ready-to-use dessert with a powder rheometer. The rheological properties of final dessert samples were also evaluated with the steady and dynamic rheological properties. Furthermore, the cake strength results were coupled with Hausner ratio and Carr index. With this aim, six different types of starch (PS, MPS, TS, MCS, CS and WS) used to achieve texture and consistency in powdered vanilla pudding formulation and the change of granulated sugar/icing sugar on the pudding powder. It was found that the change in starch and sugar’s particle size affected all the analysis results. It is thought that the difference in the product stems from the differences in starch type due to the structure changes of starches depending on their type. The highest apparent viscosity value was observed in tapioca starch, whereas the lowest value (the difference was approx. 75 times) was observed in the pudding prepared using potato starch. The obtained results of our current study highlighted the importance of determining the powder flow characteristics of powdered dessert sample because they can be used to predict the storage stability of products throughout the self-life and to get a deeper knowledge on the effects of the particle size and starch variations on the product quality in powdered food products. This suggests that the preliminary experiments are necessary for determining the receipts of products, which contain consistency agents, such as starch, and preparation of which includes a temperature–time application. Similarly, the differences in starch type also change the flow characteristics of the powdered product. Thus, the flow properties, such as caking, may occur during storage and transportation period, are affected with the starch type in formulation. Furthermore, the changes in powdered and ready-to-eat products due to the different particle size of sugar are also important. The ease of sugar dissolution in the products prepared with icing sugar was achieved due to the decreasing particle size. Hence, this yielded more constant pudding as a final dessert product. Moreover, the use of icing sugar also caused a decrease in caking rates. The findings are of great importance in understanding the storage stability and behavior of starch-based desserts and in the improvement of their textures with potential use as ready-to-use food products.
As a conclusion remark, given the sensory properties, customer acceptability and cost calculations, it became important to determine the synergetic and antagonistic interactions, especially for the consistency agents. The optimization studies require further studies and research to provide reference for the synergistic effects between the starch and hydrocolloids for the production and control of powder and final product rheology of the food products.
References
Lim HS, Narsimhan G (2006) Pasting and rheological behavior of soy protein-based pudding. LWT - Food Sci Technol 39:344–350. https://doi.org/10.1002/ccd.20785
Alamprese C, Mariotti M (2011) Effects of different milk substitutes on pasting, rheological and textural properties of puddings. LWT - Food Sci Technol 44:2019–2025. https://doi.org/10.1016/j.lwt.2011.06.012
Verbeken D, Bael K, Thas O, Dewettinck K (2006) Interactions between κ-carrageenan, milk proteins and modified starch in sterilized dairy desserts. Int Dairy J 16:482–488. https://doi.org/10.1016/j.idairyj.2005.06.006
Szulc K, Lenart A (2010) Effect of agglomeration on flowability of baby food powders. J Food Sci 75:276–284. https://doi.org/10.1111/j.1750-3841.2010.01634.x
Jaya S, Das H (2004) Effect of maltodextrin, glycerol monostearate and tricalcium phosphate on vacuum dried mango powder properties. J Food Eng 63:125–134. https://doi.org/10.1016/S0260-8774(03)00135-3
Szulc K, Nazarko J, Ostrowska-Ligeza E, Lenart A (2016) Effect of fat replacement on flow and thermal properties of dairy powders. LWT - Food Sci Technol 68:653–658. https://doi.org/10.1016/j.lwt.2015.12.060
Nurhadi B, Roos YH (2017) Influence of anti-caking agent on the water sorption isotherm and flow-ability properties of vacuum dried honey powder. J Food Eng 210:76–82. https://doi.org/10.1016/j.jfoodeng.2017.04.020
Koynov S, Glasser B, Muzzio F (2015) Comparison of three rotational shear cell testers: powder flowability and bulk density. Powder Technol 283:103–112. https://doi.org/10.1016/j.powtec.2015.04.027
Iqbal T, Fitzpatrick JJ (2006) Effect of storage conditions on the wall friction characteristics of three food powders. J Food Eng 72:273–280. https://doi.org/10.1016/j.jfoodeng.2004.12.007
Siliveru K, Ambrose RK, Vadlani PV (2017) Significance of composition and particle size on the shear flow properties of wheat flour. J Sci Food Agric 97:2300–2306. https://doi.org/10.1002/jsfa.8038
Babu KS, Siliveru K, Amamcharla JK et al (2018) Influence of protein content and storage temperature on the particle morphology and flowability characteristics of milk protein concentrate powders. J Dairy Sci 101:7013–7026. https://doi.org/10.3168/jds.2018-14405
Crowley SV, Gazi I, Kelly AL et al (2014) Influence of protein concentration on the physical characteristics and flow properties of milk protein concentrate powders. J Food Eng 135:31–38. https://doi.org/10.1016/j.jfoodeng.2014.03.005
Kim EHJ, Xiao DC, Pearce D (2005) Effect of surface composition on the flowability of industrial spray-dried dairy powders. Colloids Surf B Biointerfaces 46:182–187. https://doi.org/10.1016/j.colsurfb.2005.11.005
Fitzpatrick JJ, Barringer SA, Iqbal T (2004) Flow property measurement of food powders and sensitivity of Jenike’s hopper design methodology to the measured values. J Food Eng 61:399–405. https://doi.org/10.1016/S0260-8774(03)00147-X
Schwedes J (2002) Consolidation and flow of cohesive bulk solids. Chem Eng Sci 57:287–294. https://doi.org/10.1016/S0009-2509(01)00378-5
Aguilera JM, del Valle JM, Karel M (1995) Caking phenomena in amorphous food powders. Trends Food Sci Technol 6:149–155. https://doi.org/10.1016/S0924-2244(00)89023-8
Amagliani L, O’Regan J, Kelly AL, O’Mahony JA (2016) Physical and flow properties of rice protein powders. J Food Eng 190:1–9. https://doi.org/10.1016/j.jfoodeng.2016.05.022
Saifullah M, Yusof YA, Chin NL, Aziz MG (2016) Physicochemical and flow properties of fruit powder and their effect on the dissolution of fast dissolving fruit powder tablets. Powder Technol 301:396–404. https://doi.org/10.1016/j.powtec.2016.06.035
Sakurai Y, Mise R, Kimura S et al (2017) Novel method for improving the water dispersibility and flowability of fine green tea powder using a fluidized bed granulator. J Food Eng 206:118–124. https://doi.org/10.1016/j.jfoodeng.2017.03.010
Seerangurayar T, Manickavasagan A, Al-Ismaili AM, Al-Mulla YA (2017) Effect of carrier agents on flowability and microstructural properties of foam-mat freeze dried date powder. J Food Eng 215:33–43. https://doi.org/10.1016/j.jfoodeng.2017.07.016
Juarez-Enriquez E, Olivas GI, Zamudio-Flores PB et al (2017) Effect of water content on the flowability of hygroscopic powders. J Food Eng 15:65–74. https://doi.org/10.1016/j.jfoodeng.2017.02.024
Mercan E, Sert D, Akın N (2018) Determination of powder flow properties of skim milk powder produced from high-pressure homogenization treated milk concentrates during storage. LWT 97:279–288. https://doi.org/10.1016/j.lwt.2018.07.002
Juarez-Enriquez E, Olivas GI, Ortega-Rivas E et al (2019) Water activity, not moisture content, explains the influence of water on powder flowability. LWT 100:35–39. https://doi.org/10.1016/j.lwt.2018.10.043
Takeuchi Y, Tomita T, Kuroda J et al (2018) Characterization of mannitol granules and powder: a comparative study using two flowability testers. Int J Pharm 547:106–113. https://doi.org/10.1016/j.ijpharm.2018.05.061
Toker OS, Dogan M, Caniyilmaz E et al (2013) The effects of different gums and their interactions on the rheological properties of a dairy dessert: a mixture design approach. Food Bioprocess Technol 6:896–908. https://doi.org/10.1007/s11947-012-0787-8
Caparino OA, Tang J, Nindo CI et al (2012) Effect of drying methods on the physical properties and microstructures of mango (Philippine “Carabao” var.) powder. J Food Eng 111:135–148. https://doi.org/10.1016/j.jfoodeng.2012.01.010
Lebrun P, Krier F, Mantanus J et al (2012) Design space approach in the optimization of the spray-drying process. Eur J Pharm Biopharm 80:226–234. https://doi.org/10.1016/j.ejpb.2011.09.014
Lee H, Yoo B (2020) Agglomerated xanthan gum powder used as a food thickener: effect of sugar binders on physical, microstructural, and rheological properties. Powder Technol 362:301–306. https://doi.org/10.1016/j.powtec.2019.11.124
Saldaña E, Rios-Mera J, Arteaga H et al (2018) How does starch affect the sensory characteristics of mazamorra morada? A study with a dessert widely consumed by Peruvians. Int J Gastron Food Sci 12:22–30. https://doi.org/10.1016/j.ijgfs.2018.01.002
da Silva FL, Ferreira HAL, de Souza AB et al (2015) Production of dulce de leche: the effect of starch addition. LWT - Food Sci Technol 62:417–423. https://doi.org/10.1016/j.lwt.2014.10.062
Ganesan V, Rosentrater KA, Muthukumarappan K (2008) Flowability and handling characteristics of bulk solids and powders - a review with implications for DDGS. Biosyst Eng 101:425–435. https://doi.org/10.1016/j.biosystemseng.2008.09.008
Shittu TA, Lawal MO (2007) Factors affecting instant properties of powdered cocoa beverages. Food Chem 100:91–98. https://doi.org/10.1016/j.foodchem.2005.09.013
Turchiuli C, Eloualia Z, El Mansouri N, Dumoulin E (2005) Fluidised bed agglomeration: agglomerates shape and end-use properties. Powder Technol 157:168–175. https://doi.org/10.1016/j.powtec.2005.05.024
Jinapong N, Suphantharika M, Jamnong P (2008) Production of instant soymilk powders by ultrafiltration, spray drying and fluidized bed agglomeration. J Food Eng 84:194–205. https://doi.org/10.1016/j.jfoodeng.2007.04.032
Er B, Sert D, Mercan E (2019) Production of skim milk powder by spray-drying from transglutaminase treated milk concentrates: Effects on physicochemical, powder flow, thermal and microstructural characteristics. Int Dairy J 99:104544. https://doi.org/10.1016/j.idairyj.2019.104544
Carpin M, Bertelsen H, Dalberg A et al (2017) How does particle size influence caking in lactose powder? J Food Eng 209:61–67. https://doi.org/10.1016/j.jfoodeng.2017.04.006
Benković M, Srečec S, Špoljarić I et al (2013) Flow properties of commonly used food powders and their mixtures. Food Bioprocess Technol 6:2525–2537. https://doi.org/10.1007/s11947-012-0925-3
Thomas MEC, Scher J, Desobry-Banon S, Desobry S (2004) Milk powders ageing: effect on physical and functional properties. Crit Rev Food Sci Nutr 44:297–322. https://doi.org/10.1080/10408690490464041
Sotfware (2019) The user guide of the TA-XT Exponent Software. In TA-XT (Ed.). Stable Micro Systems
Perez Herrera M, Vasanthan T, Chen L (2017) Rheology of starch nanoparticles as influenced by particle size, concentration and temperature. Food Hydrocoll 66:237–245. https://doi.org/10.1016/j.foodhyd.2016.11.026
Yousefi AR, Razavi SMA (2015) Dynamic rheological properties of wheat starch gels as affected by chemical modification and concentration. Starch/Staerke 67:567–576. https://doi.org/10.1002/star.201500005
He X, Luo S, Chen M et al (2020) Effect of industry-scale microfluidization on structural and physicochemical properties of potato starch. Innov Food Sci Emerg Technol 60:102278. https://doi.org/10.1016/j.ifset.2019.102278
Zheng J, Wu J, Dai Y et al (2017) Influence of bamboo shoot dietary fiber on the rheological and textural properties of milk pudding. LWT - Food Sci Technol 84:364–369. https://doi.org/10.1016/j.lwt.2017.05.051
Patras A, Brunton NP, Downey G et al (2011) Application of principal component and hierarchical cluster analysis to classify fruits and vegetables commonly consumed in Ireland based on in vitro antioxidant activity. J Food Compos Anal 24:250–256. https://doi.org/10.1016/j.jfca.2010.09.012
Granato D, Santos JS, Escher GB et al (2018) Use of principal component analysis (PCA) and hierarchical cluster analysis (HCA) for multivariate association between bioactive compounds and functional properties in foods: a critical perspective. Trends Food Sci Technol 72:83–90. https://doi.org/10.1016/j.tifs.2017.12.006
Eroglu A, Dogan M, Toker OS, Yilmaz MT (2015) Classification of kashar cheeses based on their chemical, color and instrumental textural characteristics using principal component and hierarchical cluster analysis. Int J Food Prop 18:909–921. https://doi.org/10.1080/10942912.2013.864673
Song Z, Hashi Y, Sun H et al (2013) Simultaneous determination of 19 flavonoids in commercial trollflowers by using high-performance liquid chromatography and classification of samples by hierarchical clustering analysis. Fitoterapia 91:272–279. https://doi.org/10.1016/j.fitote.2013.09.006
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declared no potential conflicts of interest with respect to this research.
Compliance with ethics requirements
We comfirm that our article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aslan Türker, D., Göksel Saraç, M. & Doğan, M. Influence of sucrose reduction and starch type on bulk and powder properties of ready-to-use powdered dessert. Eur Food Res Technol 247, 453–464 (2021). https://doi.org/10.1007/s00217-020-03638-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00217-020-03638-1