
Abstract
Although cocoa butter (CB) is an ideal fat for the use in chocolate, limited supply, high demand and fluctuating prices lead the industry to look for alternatives. In the present study, physicochemical properties of commercially available cocoa butter equivalents (CBE) and hard palm mid fraction (PMF) are compared with those of CB. Subsequently, their functionality in real and compound chocolate was evaluated. CBE and PMF contained a comparable (12.0–13.8 %) but significant lower amount of POSt compared to CB (38.7 %). Differences in nonisothermal crystallization and melting profile were observed between CB and CBE. The two-step isothermal crystallization at 20 °C showed that the nucleation started earlier as the StOSt content increased. No significant differences were observed in melting behavior between the reference chocolate (ChocREF) and the chocolates with partial replacement. Hardness was significantly higher for ChocREF. Differences in flow behavior were demonstrated in yield stress, but plastic viscosity of all chocolate products was similar. Although instrumental analyses defined differences, the trained panel and consumers had difficulties to distinguish the chocolate products produced from CBE.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Cocoa butter (CB) is extracted from de-shelled cocoa beans, the seeds of Theobroma cacao tree. It forms the continuous phase in chocolate which supports the nonfat ingredients [1] and has a major impact on the quality attributes of chocolate, particularly gloss, snap, heat stability, mouthfeel, flavor release and shelf life [2].
CB has a relatively simple triacylglycerol (TAG) composition compared to other fats. The main TAGs are 1,3-dipalmitoyl-2-oleoyl-glycerol (POP), rac-palmitoyl-stearoyl-2-oleoyl-glycerol (POSt) and 1,3-stearoyl-2-oleoyl-glycerol (StOSt). The amount of these TAGs in the CB varies with the cocoa bean origin, but the average amount of POSt, StOSt and POP is around 35, 23 and 15 %, respectively [3]. Due to its specific TAG composition, CB melts over a narrow temperature range [4]. Next to these TAGs, monosaturated dioleolyglycerols (SOO) and disaturated-2-linoleoyl-glycerols (SLS) are also present in appreciable amounts [5].
CB can be replaced by other vegetable fats, collected under the name of cocoa butter alternatives (CBA), divided into different categories according to their functionality and similarity to CB. The first group collects the cocoa butter equivalents (CBE); these nonlauric fats have similar physicochemical characteristics as CB and are therefore compatible with CB. They are used for (partial) replacement of CB in chocolate. CBE on their turn are subdivided into two groups. The first group, cocoa butter extenders (CBEX), is not mixable in every ratio with CB. The second group, cocoa butter improvers (CBI), is characterized by a high content of StOSt, increasing the solid fat content and as a result, the melting resistance and hardness of chocolate. The other two groups within CBA are nonlauric cocoa butter replacers (CBR) and lauric cocoa butter substitutes (CBS) [6].
European Union announced EU Directive 2000/36/EC in 2000 relating to cocoa and chocolate products intended for human consumption. As a consequence, vegetable fats used in chocolate should be nonlauric fats, rich in symmetrical monounsaturated TAGs. Additionally, they have to be miscible in any proportion with CB and be compatible with its physical properties. Moreover, they must be obtained through refining and/or fractionation, which exclude enzymatic modification of the TAG structure. This Directive also declared that only six vegetable fats, more particularly illipe, palm oil, sal, shea, kokum gurgi and mango kernel fat, can be used in real chocolate. The addition of these fats should, however, not exceed 5 % of the finished product [7]. Most countries permit higher levels of CBEs in chocolate, but these products cannot be labeled “chocolate,” instead, they have to be called “compound.”
The aim of this research was to investigate and compare the physicochemical properties of commercially available CBE and a hard palm mid fraction (PMF), often used in the production of CBE, with those of CB. Subsequently, their applicability in chocolate products was evaluated by studying the quality parameters of the chocolate products and the sensory properties.
Materials and methods
Materials
CB and cocoa mass were supplied by Belcolade (Erembodegem, Belgium). Pre-broken sugar and soy lecithin were provided by Barry Callebaut (Wieze, Belgium). Hard PMF was received from Loders Croklaan (Wormerveer, The Netherlands). Commercial CBE were retrieved from AAK (ILLEXAO CB 40: CBE1, ILLEXAO SC 70: CBE2, Malmö, Sweden), Fuji Oil Europe (PALMY 50R: CBE3, PALMY 20G: CBE4, Gent, Belgium), Loders Croklaan (Coberine 507: CBE5, Coberine 608: CBE6) and ADM (Chocovit 230: CBE7, Chocovit 270: CBE8, Rolle, Switzerland).
Characterization of cocoa butter and cocoa butter equivalents
Fatty acid and triacylglycerol composition
Fatty acid and triacylglycerol composition were analyzed using AOCS Official Methods Ce 1-62 (1990) and Ce 2-66 (1989), and AOCS Official Method Ce 5b-89 (1997), respectively.
Crystallization and melting behavior
The nonisothermal melting curves were obtained using a TA Q1000 DSC (TA Instruments, New Castle, DE, USA) equipped with a refrigerated cooling system. The instrument was calibrated with indium (TA Instruments), azobenzene (Sigma-Aldrich, Bornem, Belgium) and undecane (Acros Organics, Geel, Belgium) prior to analysis. Nitrogen was used to purge the system. Samples (5–15 mg) were hermetically sealed in aluminum cups and an empty cup was used as reference. Samples were initially heated from room temperature to 65 °C and held at this temperature for 10 min to destroy crystal memory; cooled to −20 °C at 5 °C/min and held for 5 min and heated to 65 °C at 5 °C/min to determine the melting profile.
The same equipment was used to record isothermal crystallization curves applying following time–temperature program: holding at 65 °C for 10 min to ensure a completely liquid state, cooling at 10 °C/min to the isothermal crystallization temperature (20 °C), and holding for 230 min at this temperature (for slow crystallizing fats, the isothermal phase was extended to 420 min). Foubert model was used to fit the integral of the second crystallization peak [9]. In contrast to the Avrami and the Gompertz models, this model is written in a differential equation, as shown below:
The starting and end point of the integration were determined with a calculation algorithm. Four parameters are used in the Foubert equation: t ind, K, a F and n. t ind [h] is defined as the time needed to obtain 1 % of crystallization. K [h−1] is the rate constant. a F [J g−1] is the maximum amount of crystallization and n [−] is the order of the reverse reaction. Parameter ‘n’ does not attribute to the mechanistic interpretation of the parameters; therefore, the value of ‘n’ was fixed at 6, enabling the comparison of parameter K between fats [8]. The stop-and-return method was applied to further investigate the crystallization behavior. The principle of stop-and-return DSC-experiment is the interruption of the isothermal crystallization at specific time intervals by heating the sample in order to generate melting profiles of the crystals present at the moment of interruption [9]. The isothermal step was interrupted at specific times, varying between 0.5 min and 230 min, and subsequently, the sample was melted. Each analysis was executed in triplicate. DSC thermograms were integrated using the Universal Analysis software (TA Instruments).
Solid fat content
Solid fat content (SFC) was measured by pulsed NMR (pNMR) with a Bruker Minispec pc 20 (Bruker, Karlsruhe, Germany). Melted CB and CBEs were placed in NMR tubes (three replicates) and submitted to the tempering treatments of the IUPAC 2.150 serial tempering method. SFC was determined in the range of 5–40 °C at 5 °C intervals following 60 min incubations at each temperature. A comparison was made between tempered and nontempered samples.
Statistical analysis
The data were statistically analyzed with SPSS 17.0 software package (SPSS Inc., Chicago, USA). To evaluate significant differences between data, one-way ANOVA (α = 0.05) was used. The Shapiro–Wilk test was used to check whether the data were normally distributed. Homogeneity of variance was verified prior to analysis by means of a Levene test. When significant differences were detected, a post hoc test was executed to evaluate which groups were significantly different. In case of equal variances, Tuckey was used. When variances were significantly different, a Dunnett T3 post hoc test was used.
To estimate whether the crystallization parameters differ significantly between groups of experiments, an adapted t test was used as described by Foubert (2003). This adapted t test takes into account that the calculated parameters of the models are estimates themselves. For finite sample sizes, the null distribution is better approximated by a t distribution.
Chocolate production
Standard dark chocolate products consisting of 48.0 % pre-broken sugar, 11.6 % CB and/or CBE, 40.0 % cocoa mass and 0.4 % soy lecithin were prepared at UGent Cacaolab (Ghent, Belgium). In order to obtain a 5 % replacement (on product base, according to EU Directive 2000/36/EC) of CB by CBE, 56.9 % CB and 43.1 % CBE were premixed (w/w). For the compounds’ preparation, CB was completely replaced by CBE. Chocolate production started with mixing part of the ingredients. The mixture of sugar, cocoa mass and part of the fat needed to be refined to a particle size <30 μm on an Exakt 80S 3-roll refiner (Norderstedt, Germany). After refining, the mixture was transferred to the Buhler ELK’olino conche (Bad Salzuflen, Germany) for a dry (clockwise, 60 °C, 120 min/anti clockwise, 70 °C, 240 min) and wet (clockwise, 45 °C, 15 min/anti clockwise, 45 °C, 15 min) conching stage. The chocolate was then hand tempered on a marble plate. Temper index (TI) was checked using the Aasted Mikroverk—ChocoMeter (Farum, Denmmark). A pre-experiment was performed to evaluate the influence of the tempering. Consequently, all chocolates were hand tempered to a TI between 4.5 and 5. An overview of the prepared chocolate products with their codes is given in Table 1. Every recipe was produced in triplicate. Intra- and inter-variation of the measurements should be taken into account when evaluating the chocolate quality attributes; therefore, an average value for each parameter was calculated with corrected standard deviation for the repetitions of one type of chocolate. This was done using following formula:
With s the corrected standard deviation, s j the standard deviation between the different repetitions, n j the number of repetitions and s j1,…,n the standard deviation within one repetition.
Quality parameters of chocolate
Melting profile
The surface of the chocolate was scraped off with a scalpel, and 5–10 mg of the chocolate flakes were transferred to an aluminum cup for subsequent analysis in a 2010 CE DSC with refrigerated cooling system (TA Instruments) and similarly calibrated as the Q1000 DSC. When the system reached the equilibrium temperature of 20 °C, the cup was put in the DSC cell and the melting profile was recorded by heating at 5 °C/min to 65 °C. Each analysis was executed in triplicate. Melting profiles were integrated using the TA Universal Analysis 2000 software (TA Instruments).
Texture analysis
To measure the snap of the chocolate bars, a three-point bend test was performed on a TA500 Texture Analyzer (Lloyd Instruments Ltd., West Sussex, UK) equipped with a 500 N load cell and ball probe. The probe descended at 10 mm/min until the chocolate bar cracked.
In the penetration test, a cylindrical probe (diameter 5 mm) descended in a chocolate bar with a speed of 2 mm/s over a distance of 5 mm, the measurements started at a trigger of 0.2 N. The maximum load was defined as the hardness. Each analysis was executed in triplicate.
Rheology
In order to measure the flow behavior of the liquid chocolates, a TA Instruments AR2000ex (TA Instruments, New Castle, DE, USA) with concentric DIN cylinder (cylinder: 42.00 mm; rotor outer radius: 14.00 mm; stator inner radius: 15.00 mm; geometry gap: 5920 µm) was used. The shear stress and viscosity were measured, while the shear rate rose stepwise from 2 to 50 s−1. The Casson model was fitted to the flow rate. Below is the basic Casson model equation:
where τ (Pa) is the yield stress, τ CA (Pa) is the Casson yield stress, µ CA (Pa.s) is the Casson viscosity and Ẏ (s−1) is the shear rate (Afoakwa et al. [3]). Measurements were done in triplicate.
Sensory analysis
Sensory evaluation was studied by a subjective testing, where consumers evaluate the sensory properties of the product. Consumers were asked to define the odd sample in a triangle test. They were also asked to indicate their gender and chocolate consuming habits. To determine whether the two different chocolates could be distinguished, a statistical table was used. In this table, the critical number of correct responses in a triangle test is indicated. This critical number is the amount of correct responses needed for n respondents to state that there is a significant difference on a significance level of 95 % [10].
Results and discussion
Chemical characterization of cocoa butter and cocoa butter equivalents
Fatty acid composition
The fatty acid (FA) profile of the different fats is presented in Table 2. Palmitic (C16:0), stearic (C18:0) and oleic (C18:1) acid are the three major FAs present in CB. The reference CB contained, respectively, 28.2, 35.0 and 32.5 % of these FAs. Generally, palmitic acid content of CBE was substantially higher, stearic acid content was lower and oleic acid content was approximately the same as CB. CBE4, CBE5 and CBE7 differ most from CB: a higher amount of palmitic acid (41.9 to 45.2 %) and lower amount of stearic acid (18.5 to 20.7 %) were observed. PMF contained a significantly lower amount of stearic acid, a substantial higher amount of palmitic acid and a comparable amount of oleic acid. The CB and CBE both contained a considerable amount of linoleic (C18:2) and arachidic (C20:0) acid. Linoleic acid was present in all samples at a level varying from 2.5 to 3.1 %. The content of arachidic acid varied from 0.3 to 0.9 %. The CBE generally contained more myristic acid (C14:0). Although CBE are nonlauric fats, CBE5 contained considerably more (1.5 %) lauric acid (C12:0) than CB and the other CBE.
Triacylglycerol composition
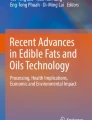
An overview of the TAG composition of CB and CBE is given in Table 3. Mono-unsaturated TAGs, POP (18.2 %), POSt (38.7 %) and StOSt (26.2 %) are the three major TAGs present in CB. It is clear that the CBE contained a comparable (12.0–13.8 %), but significantly lower amount of POSt compared to CB (38.7 %). No other natural fats contain as much POSt as CB [11]. Even when blending different vegetable fats, it is very hard to reach such a high POSt content. The PMF mainly consisted of POP and only had a small amount of StOSt. The POP content of all CBE was higher than that of CB. To give a better overview of the three major TAGs, the ratio POP/POSt/StOSt was plotted in a ternary plot, as shown in Fig. 1. The area within the red line represents all possible ratios of POP/POSt/StOSt which have the same tempering characteristics as CB, according to Padley et al. [12]. Two common CBE sources, i.e., shea stearin and illipe butter, are also presented in this figure beside the CBE and PMF. Only CBE2 was at the border of this line, the other CBE were further away from this area, indicating that they had different physical properties and tempering characteristics. Based on their location, it was possible to differentiate two groups of CBE. The first group (group 1) assorted CBE1, CBE2, CBE3, CBE6 and CBE8, while the second group (group 2) counted CBE4, CBE5 and CBE7. The POP content of CBE of group 2 was higher, and the StOSt content was lower compared to group 1 and CB. CBE belonging to group 2 had the highest ratio POP/(POP + StOSt). Lipp et al. [13] stated that CBE generally contain lower amount of POSt, a higher amount of POP and similar amount of StOSt. This statement applies for POSt and POP, but group 1 contained a significantly higher and group 2 a considerably lower amount of StOSt compared to CB. Trisaturated TAG content of CBE was almost double of that of CB, mainly due to the higher amount of PPP present in CBE. PMF had a significantly higher amount of trisaturated TAGs (5.0 %) compared to the other samples (1.3–3.0 %).

POP/POSt/StOSt ternary plot of CB, CBE, PMF, illipe and Shea stearin
From HPLC analysis, the amount of DAG present in the fat can be deduced (Table 3). PMF had a lower amount of DAGs compared to CB and some CBE. The differences between CB and the CBE were small; some CBE had a higher content, and others had lower content of DAGs. DAGs are important because they retard the phase transformation from β′ to β, which can negatively influence the crystallization behavior [14]. However, the effect of DAGs as minor component on crystallization behavior of fats depends on the types and concentration of DAG and the degree of undercooling [15].
Physical characterization of cocoa butter and cocoa butter equivalents
Thermal properties
When comparing the melting profiles following nonisothermal crystallization of the CBE of group 1 with CB, only small differences were observed (Fig. 2a). In contrast to CB, the melting profiles of this group showed a shoulder at the high temperature side of the peak related to the presence of a higher amount of trisaturated TAGs. A similar melting profile was observed by Cebula and Smith [16] for a CBE with a considerable amount of trisaturated TAGs. This peak related to the higher amount of trisaturates was also observed for CBE4, CBE5 and CBE7 (Fig. 2b), all classified in group 2, but additionally, the main melting peak shifted to lower temperatures. This shift to a lower peak maximum can be explained by the higher amount of POP present in the CBE of group 2. For these reasons, PMF showed the lowest peak maximum, related to the high amount of POP (63.0 %), and the most pronounced shoulder at high temperature side, due to the relatively high amount of trisaturated TAGs (5.0 %).

Melting behavior of CB, CBE and PMF following nonisothermal crystallization measured by DSC
The melting behavior of a confectionery fat, and thus, the SFC at a certain temperature, is very important for the melting properties of chocolate products. In Fig. 3, the results of the non-tempered and tempered procedure are shown, using CB, a representative of group 1 (CBE1), a representative of group 2 (CBE5) and PMF. According to Timms [15], the SFC of a tempered sample is lower compared to a nontempered sample below the tempering temperature. Above the tempering temperature, the SFC of a tempered sample is higher. Within this research, this shift was also observed for CB and the CBE of group 1, however, at a lower temperature than the tempering temperature. Until 15 °C, no differences were observed between the tempered and nontempered samples of PMF and the CBE of group 2, above 15 °C, the tempered samples had a higher SFC. The largest SFC difference between tempered and nontempered fat was observed for CB. This difference was smaller for CBE of group 1 and group 2 and significantly smaller for PMF. This may be related to the higher amount of POP present in the CBE and PMF. At 35 °C, all the fats still had a residual amount of solid fat present: CB showed a SFC of 4.2 %. The CBE of group 2 had a similar value, but for the CBE of group 1, still 10 % solid fat was present. This can be explained by the higher amount of the higher melting StOSt present.

Comparison of solid fat content profiles between nontempered and tempered samples: CB, representatives CBE of Group 1 and Group 2 and PMF
The SFC melting profile of confectionery fats is characterized by typical zones. The SFC below room temperature (25 °C) is an indication of the hardness of the fat. The heat resistance of a fat can be deduced from the solid fat present between 25 and 30 °C. If the fat has a relatively high solid fat content at temperatures above 37 °C (body temperature), it can cause a waxy mouthfeel [4, 17]. PMF had a significantly higher SFC compared to the other fats, indicating that tempered PMF might have the highest hardness. Beyond 20 °C, the CBE of group 2 have a significant lower SFC, indicating a lower heat resistance. This can be explained by the high relative amount of POP, which melts at lower temperatures compared to StOSt. The linear correlation (R 2 = 0.93) between the relative amount of POP of the CBE and the SFC at 30 °C was noticed: the higher the relative amount of POP, the lower the SFC at 30 °C.
Isothermal crystallization behavior
The isothermal crystallization was performed at 20 °C because, at higher temperatures, CB crystallization is too slow and, at a higher degree of undercooling, the crystallization already starts during cooling making it very difficult to evaluate the isothermal crystallization. At 20 °C, a two-step crystallization process can be observed: first α-crystals are formed, followed by the transformation to β′-polymorphic form in the second step [18].
Figure 4 shows the isothermal crystallization of CB and different CBEs at 20 °C. Only the second crystallization step will be considered as the first crystallization step overlaps with temperature equilibration in DSC [18]. It is clear from Fig. 4 that at 20 °C, CB and PMF crystallized faster to β′ as they exhibited a sharper crystallization peak compared to the other confectionery fats. The second crystallization step of the CBE of group 1 (Fig. 4a) started later; the peak maximum was significantly lower and more time was needed to crystallize completely. The isothermal crystallization at 20 °C for CBE of group 2 (Fig. 4b) was much slower. The crystallization peak of these CBEs was broader than that of CB. Tailing was visible in the crystallization curve of most CBEs, meaning more time was necessary to crystallize completely.

Isothermal crystallization behavior at 20 °C of CB, CBE and PMF
In order to compare the parameters of the β′-crystallization step, the Foubert model was fitted to the thermal data [19]. The results are listed in Table 4. Parameter a F indicates the maximum amount of heat release in the second step of crystallization and is related to the amount of solid fat at equilibrium. CB, PMF, CBE4 and CBE7 had significantly higher a F-values (74.91–82.90 J g−1) compared to the values of CBE1, CBE2 and CBE3 (~50 J g−1); therefore, these fats had a higher amount of equilibrium solid fat. CBE5, CBE6 and CBE8 had an intermediary a F value (~64 J g−1). When observing group 2, CBE with a relative high amount of POP, it was clear that they had a relative high aF value. The lower value of CBE5 can be explained by the high amount of DAG (4.58 %). DAGs lower the a F considerably, as stated by Foubert et al. [19]. Parameter t ind corresponds with the time necessary to start the transformation from α-crystals to β′-form. This parameter was significantly higher for CBE4 and CBE5 (group 2) compared to CB. The higher t ind indicated that the transformation of α into β′-crystals started later. The CBE of group 1 had a lower t ind, indicating that t ind increased with higher relative amount of POP. CB had a low amount of POP, but high amount of POSt. Due to the high amount of PPP present in PMF, the t ind was very low, and thus, a rapid transformation of α-crystals into β′-crystals was observed, as indicated by Cebula et al. [16]. Parameter K could also make the distinction between group 1 and group 2. The CBE of group 2 had a lower rate constant compared to group 1. Generally, when the POP content increased, the rate constant linearly decreased (R 2 = 0.92). This statement is, however, not true for PMF as it contained a high amount of PPP, leading to quick formation of seed crystals which in turn give rise to a fast crystallization.
To investigate the first crystallization step, the stop-and-return method was applied. The results of the integration of the melting peaks are shown in Fig. 5. In the beginning, a rapid increase in the heat flow was noticed, indicating the formation of α-crystals, followed by a second step, the transformation of the α-crystals into β′. The formation of the α crystals is given in the insert of Figure 5. The formation of the first crystals, i.e., the nucleation, occurred first for PMF and the CBE of group 1 (with exception of CBE8) and CBE5 of group 2. The rapid nucleation of PMF and CBE 5 can be explained by the high amount of trisaturated TAGs. The CBE of group 1 contained more StOSt than CB, and the latter contained more StOSt compared to the CBE of group 2. StOSt is a high melting TAG, which will crystallize faster compared to POSt and POP, which are lower melting TAGs. The nucleation is significantly faster in CBE6 compared to other samples. This is probably due to the significantly higher amount of mono-unsaturated TAGs (88.1 %) and lower amount of di-unsaturated TAGs (5.1 %) compared to the other CBE (on average 86.1 and 6.5 %, respectively). PMF and CB showed the steepest increase in the second crystallization step and obtained the highest heat flow, namely 97.6 and 85.7 J g−1, respectively, indicating that the β’ formation was faster, and more solid fat was present after 230 min of crystallization. Most of the CBE did not reach their equilibrium after 230 min. The crystallization of the CBE of group 2 is significantly slower. The curves showed a sigmoidal course, except the CBE of group 2, indicating a much slower transformation of α into β′ crystal.

Heat flow [J g−1] at 20 °C of CB, CBE and PMF as function of crystallization time [min]
Physical characterization of the chocolates and compounds
As the CBE showed a distinct crystallization and melting behavior, it seemed to be interesting to evaluate their applicability in chocolate products. Consequently, a selection of CBE from group 1 and group 2 was used to prepare chocolates (Table 1): real chocolates with 5 % CBE (on product base, in accordance with the EU Directive 2000/36/EC) and compound chocolates with full cocoa butter replacement (FR). In the different steps of chocolate making, no differences were observed between the different CBE. From the ternary plot (Fig. 1), it was clear that the CBE were not within the area with same tempering characteristics as CB, as suggested by Padley et al. [12]. However, during tempering, no difference in handling properties of the chocolates was noticed.
Melting behavior
The melting profile of the different chocolate products was determined by DSC. No significant differences were found between the T onset of the ChocREF and the other chocolates and compounds after 24 h and 1 week after tempering [T onset (ChocREF) = 27.28 °C ± 0.51 °C] (results not shown). However, after 2 and 4 weeks, the T onset of ChocREF was significantly higher than Tonset of the Comp1, Comp3, Comp4 and Comp5 (Table 5). The higher onset temperature of ChocREF can be explained by the typical narrow melting peak of tempered chocolate. The compounds contained more POP (low melting TAG), leading to a lower T onset. No significant differences were observed over a 4-week period when evaluating the peak maximum and ∆H melt (Table 5). Well-tempered chocolate should have a narrow melting peak giving rise to a cooling sensation and intense flavor release during consumption. In order to evaluate this behavior, the peak width at half height was determined. No significant differences were observed between ChocREF, chocolates with partial replacement and even ChocPMF. The width at half height was significantly higher for Comp1, Comp2, Comp3 (except after 24 h) and Comp6 which are produced with CBE of group 1 (Table 5). This can again be correlated with the higher amount of StOSt present. From the SFC measurements, it was clear that these samples had a higher SFC at higher temperature.
Texture analysis
As stated by Afoakwa et al. [3], the hardness of chocolate depends on the degree of tempering. Therefore, a preliminary experiment was performed to investigate the influence of the tempering degree on the hardness of chocolate (data not shown). Results showed that the hardness was equal for chocolates tempered with a TI between 4.5 and 5. Therefore, the chocolates were hand tempered with a TI within this range.
Fracturability or the maximum load to fracture a bar of chocolate was measured by a three-point bend test. Szczesniak [20] expressed the fracturability as the force needed for a material to be fractured. It is the consequence of a high degree of hardness and a low degree of cohesiveness. Accordingly, this parameter combines the force required to compress a substance between molar teeth and the degree to which a substance is compressed between the teeth before it breaks. No significant differences were found in fracturability between ChocREF (81.3 ± 8.9 N), the chocolates with partial replacement and the compounds. The fracturability also did not significantly change over time as shown in Table 6. Vítová [21] also found no significant differences between a reference chocolate and the chocolates with 5 % replacement with vegetable fats, but the compound showed a significant lower hardness. However, in this study, the fracturability of the compounds did not differ from ChocREF.
The hardness of all chocolate products was measured up to 6 weeks after tempering as shown in Table 7. When comparing the different chocolates, the ChocREF had significantly higher hardness (15.58 ± 1.16 N) compared to the chocolates produced with partial and full fat replacement. The Comp4 and Comp5 (with CBE of group 2) had significantly lower hardness, 13.58 N (±0.17 N) and 13.69 N (±0.23 N), respectively, than the other chocolates and compounds. As discussed in Sect. 3.2.1, tempered CB and PMF had the highest SFC at room temperature indication of the hardness of the fats, followed by the CBEs of group 1 and group 2, respectively. The chocolates produced with CBE up to 5 % had an intermediate hardness between the ChocREF and the corresponding compound. One exception is Choc6, which had a similar hardness as Comp6.
Flow behavior
Chocolate is a solid suspension, specifically a suspension of sugar, cocoa and/or milk solids in a Newtonian fluid (fat phase). Therefore, chocolate is known to show non-Newtonian flow behavior [22]. Viscosity is determined by composition, processing parameters and particles size distribution. The Casson model was fitted to the flow curves to obtain the Casson yield stress (σ Ca) and viscosity (η CA). Chocolates with high viscosity have a pasty mouthfeel and are sticky in the mouth. The Casson yield stress of the ChocREF was equal for Comp1, Comp2, Comp3, Choc1 and Choc4 and significantly higher for the other chocolates and compounds (Fig. 6). Maheshwari and Reddy [23] noticed that due to addition of kokum fat, which contains higher amounts of StOSt, the yield stress increases. A positive correlation (R 2 = 0.80) was found between StOSt/(POP + StOSt) and the yield stress. For viscosity, however, no significant differences observed between ChocREF and the CBE containing chocolates and compounds (Fig. 7). This confirms the findings of Maheshwari and Reddy [23].

Casson yield stress (Pa) of chocolate products. Asterisk significantly different from CB, α = 0.05. Error bars represent ±SD

Casson viscosity (Pa.s) of the chocolate and compound products. Error bars represent ±SD
Sensory evaluation
For the sensory evaluation, consumers were asked to define the odd out of three samples. A triangle test is mostly used to determine whether a sensory difference between two products exists, without referring to a specific characteristic. For this triangle test, the ChocREF was compared to the compounds. In Table 8, the number of respondents (N), the amount of correct answers and the critical number of correct responses needed to have a significant difference, on a significance level of 95 %, are shown. As the number of correct answers was always below this critical number, it could be concluded that the consumers were not able to detect differences between the reference chocolate and a compound. No significant differences were established between gender and the amount of correct answers, both men and women had difficulties identifying the odd sample. People who frequently consume chocolate (at least once a week) did not score better than people who consume chocolate once a month or less. Vítová et al. [21] found that full fat replacement of CB influenced the sensory characteristics of chocolate; however, the consumers within this research were not able to distinguish any difference.
Conclusion
The trend of increasing price of CB drives manufacturers to use CBE in chocolate. Studying the isothermal crystallization showed that all the investigated fats had two-step crystallization process, likely with formation of α crystals in the first step and formation of β′ crystals in the second step. The nucleation started earlier as the StOSt content increased in the samples. Comparing CB and PMF with the other CBEs verified that the CBEs had significantly lower amount of solid fat at equilibrium and rate constant. Moreover, their induction time of β′-crystallization was higher. When comparing all the CBEs, it can be concluded that generally, the CBEs of group 1 had a lower amount of solid fat at equilibrium, lower induction time and higher rate constant compared to the CBEs of group 2. After 230 min of isothermal crystallization at 20 °C, group 1 showed a sigmoidal course similar to CB that was not the case for the CBEs of group 2. In the instrumental analyses of the chocolate products, slight differences were found in melting behavior, hardness and yield stress. From sensory analyses with consumers, it is clear that these differences are very hard to detect by humans. In conclusion, the commercially available CBE are very good alternatives for CB. Addition of CBE up to 5 % did not influence the quality of the chocolate, even PMF, often used as source for CBE, is a useful replacer.
References
Smith KW (2001) Cocoa butter and cocoa butter equivalents. In: Gunstone F, Dekker M (eds) Structured lipids and modified lipids. CRC Press, New York, pp 401–422
Norberg S (2006) Chocolate and confectionery fats. In: Gunstone FD (ed) Modifying lipids for use in food. Woodhead Publishing, Cambridge, pp 488–516
Afoakwa EO, Paterson A, Fowler M, Vieira J (2008) Effects of tempering and fat crystallisation behaviour on microstructure, mechanical properties and appearance in dark chocolate systems. J Food Eng 89(2):128–136. doi:10.1016/j.jfoodeng.2008.04.021
Talbot G (2009) Vegetable fats. In: Beckett ST (ed) Industrial chocolate manufacture and use. Wiley-Blackwell, Oxford, pp 415–433. doi:10.1002/9781444301588.ch19
Van Malssen K, Peschar R, Schenk H (1996) Real-time X-ray powder diffraction investigations on cocoa butter. II. The relationship between melting behavior and composition of β-cocoa butter. J Am Oil Chem Soc 73(10):1217–1223. doi:10.1007/bf02525449
Verstringe S, De Clercq N, Nguyen MT, Kadivar S, Dewettinck K (2012) Enzymatic and other modification techniques to produce cocoa butter alternatives. In: Garti N, Widlak N (eds) Cocoa butter and related compounds. AOCS Press, Champaign, pp 443–474
Union E (2000) Directive 2000/36/EC of the European Parliament and of the Council relating to cocoa and chocolate products intended for human consumption:19–25
Foubert I, Dewettinck K, Janssen G, Vanrolleghem PA (2006) Modelling two-step isothermal fat crystallization. J Food Eng 75(4):551–559. doi:10.1016/j.jfoodeng.2005.04.038
Foubert I, Fredrick E, Vereecken J, Sichien M, Dewettinck K (2008) Stop-and-return DSC method to study fat crystallization. Thermochim Acta 471(1–2):7–13
Meilgaard MC, Carr BT, Civille GV (2006) Sensory evaluation techniques, 4th edn. Taylor & Francis, Boca Raton
Beckett ST (2003) Book review: confectionery fats handbook—properties, production and application by Ralph E. Timms. Eur J Lipid Sci Technol 105(9):557. doi:10.1002/ejlt.200390096
Padley FB, Paulussen CN, Soeters C, Tresser D (1981) Chocolate having defined hard fat. Google Patents
Lipp M, Simoneau C, Ulberth F, Anklam E, Crews C, Brereton P, de Greyt W, Schwack W, Wiedmaier C (2001) Composition of genuine cocoa butter and cocoa butter equivalents. J Food Compos Anal 14(4):399–408. doi:10.1006/jfca.2000.0984
Smith KW, Bhaggan K, Talbot G, Malssen KF (2011) Crystallization of fats: influence of minor components and additives. J Am Oil Chem Soc 88(8):1085–1101. doi:10.1007/s11746-011-1819-7
Timms RE (2003) Confectionery fats handbook: properties, production and application. Oily Press, Bridgwater
Cebula D, Smith K (1992) Differential scanning calorimetry of confectionery fats: part II—effects of blends and minor components. J Am Oil Chem Soc 69(10):992–998
Torbica A, Jovanovic O, Pajin B (2006) The advantages of solid fat content determination in cocoa butter and cocoa butter equivalents by the Karlshamns method. Eur Food Res Technol 222(3–4):385–391. doi:10.1007/s00217-005-0118-7
Dewettinck K, Foubert I, Basiura M, Goderis B (2004) Phase behavior of cocoa butter in a two-step isothermal crystallization. Cryst Growth Des 4(6):1295–1302. doi:10.1021/cg049772n
Foubert I, Vanrolleghem PA, Thas O, Dewettinck K (2004) Influence of chemical composition on the isothermal cocoa butter crystallization. J Food Sci 69(9):E478–E487
Szczesniak AS (2002) Texture is a sensory property. Food Qual Prefer 13(4):215–225. doi:10.1016/S0950-3293(01)00039-8
Vítová E, Loupancová B, Štoudková H, Macků I, Zemanová J, Babák L (2009) Effect of fat composition on some physico-chemical parameters and sensorial evaluation of dark chocolate. J Food Nutr Res 48(2):72–79
Beckett ST (ed) (2009) Chocolate flow properties. In: Industrial chocolate manufacture and use, 4th edn. Wiley-Blackwell, Oxford, UK. doi:10.1002/9781444301588.ch10
Maheshwari B, Yella Reddy S (2005) Application of kokum (Garcinia indica) fat as cocoa butter improver in chocolate. J Sci Food Agric 85(1):135–140. doi:10.1002/jsfa.1967
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors have declared no conflict of interest.
Compliance with ethics requirements
This article does not contain any studies with human or animal subjects.
Rights and permissions
About this article

Cite this article
De Clercq, N., Kadivar, S., Van de Walle, D. et al. Functionality of cocoa butter equivalents in chocolate products. Eur Food Res Technol 243, 309–321 (2017). https://doi.org/10.1007/s00217-016-2745-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00217-016-2745-6