
Abstract
Thin-walled parts processed by five-axis CNC machine tools are widely used in aerospace and other fields due to their excellent performance. However, due to the weak rigidity of thin-walled parts, they are prone to deformation during milling, which poses great difficulties for efficient and precise machining of thin-walled parts. This paper introduces the classification and corresponding machining methods of thin-walled parts. By analyzing the causes and evolution mechanisms of errors in the machining process of thin-walled parts, and combining modeling methods with factors such as milling force, residual stress, and cutting chatter, the current research status of domestic and foreign scholars on deformation factors is summarized. At the same time, two deformation control methods, adaptive machining and error compensation, were introduced. Finally, the overall research status of thin-walled parts machining was summarized, and prospects for efficient and precise machining of thin-walled parts were proposed based on actual machining conditions.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
In recent years, with the rapid development of the aerospace industry, large thin-walled parts have been widely used due to their advantages such as light overall weight and compact structure [1]. However, for large thin-walled parts, their high material removal rate, complex structure, and low stiffness make it difficult to control the processing quality of such parts. At present, the main processing method for thin-walled parts is milling. In actual processing, the milling force of the tool can cause significant machining deformation of the workpiece, and the actual cutting depth is less than the nominal cutting depth, which greatly increases the machining error. When the elastic deformation generated by the workpiece exceeds the stiffness requirement, cutting chatter will occur, which has a great impact on the machining quality of the thin-walled workpiece surface. At the same time, the residual stress generated during the machining process can also affect the machining quality and accuracy of thin-walled parts. Therefore, studying the evolution mechanism of deformation errors in thin-walled parts, processing and controlling them is the key to ensuring the quality and accuracy of thin-walled parts processing.
In the current production environment, thin-walled parts are developing towards small batches and customization, and the low production repetition rate makes it difficult to control specific production processes [2]. However, with the development of technology, Some non-conventional machining approaches such as laser-assisted processes, electrical discharge machining, and 3D printing have been developed in the manufacturing of thin-wall parts. Many thin-walled parts such as blade discs that are difficult to process under conventional milling methods can achieve good processing quality through these non-conventional machining methods, saving costs while also having extremely high processing efficiency and freedom. However, due to limited research on this non-conventional processing, it can not effectively ensure the physical properties of thin-walled parts with complex structures after processing. Usually, various optimization methods are needed to remove thermal defects and improve the processing qualities. So, traditional milling, which has become more mature in various studies, is still the main processing method and research direction for thin-walled parts at present. Many scholars use simulation software to simulate the actual production process, model factors such as milling force and residual stress, and quantitatively analyze the results of later experiments and modeling. They have obtained many mathematical models that are conducive to controlling the deformation of thin-walled parts, which play a great role in the production of actual parts.
Based on the characteristics of large thin-walled parts, this paper analyzed the main factors that cause the deformation of thin-walled parts during the conventional milling process, the main evolution process of deformation errors, and the research progress of corresponding control methods. This paper mainly elaborated on the influence of factors such as milling force and residual stress on workpiece deformation during processing, introduced the modeling methods of corresponding factors, and controlled the processing deformation of thin-walled parts based on various models. At the same time, it combined advanced technologies such as digital twin technology and adaptive auxiliary fixtures to propose prospects for the development and application of thin-walled part milling, providing a reference for efficient and precise machining of thin-walled parts.
2 Classification and processing methods of thin-walled parts
The standard definition of thin-walled parts is mechanical parts with a ratio of wall thickness to inner diameter or contour size less than 1:20 [3]. Due to the fact that many thin-walled parts are non-standard and many are customized in the actual production process, the definition of “thin-walled” may vary slightly depending on the actual part, but usually, the ratio of wall thickness to wall length is at least 1:10.
2.1 Classification and materials of thin-walled components
Various thin-walled components are widely used in industries such as aerospace, automotive, national defense, and manufacturing due to their superior performance [4]. According to the structural types of thin-walled parts, they can be mainly divided into three categories: plate and frame thin-walled parts (aircraft skin, hatch), rib thin-walled parts, and rotary thin-walled parts (impeller, turbine blade, and blade disc) [5]. The specific structural schematic diagram is shown in Fig. 1.

Plate and frame thin-walled parts, rib thin-walled parts, and rotary thin-walled parts
Thin-walled components with different structures have slightly different characteristics and the processing materials used are also slightly different. At present, the main processing materials for thin-walled parts are aluminum alloy, titanium alloy or nickel alloy, and some composite materials. High-strength aluminum alloys (such as ZL205A and 5B70) have good processing performance and high durability while ensuring sufficient physical strength of the workpiece, making them suitable for thin-walled parts with moderate load-bearing capacity. For thin-walled components such as aircraft engine fans, compressors, discs, and blades that are subjected to significant forces, titanium or nickel alloys (such as SP-700, Ti-6AI-4 V, TC4) are usually used for processing. The advantages of titanium and nickel alloys are corrosion resistance, high specific strength, light weight, low thermal conductivity, small elastic modulus, non-magnetic, and low linear expansion coefficient, which can effectively cope with extreme working environments of high temperature and high pressure in aerospace. However, while possessing high performance, its processing process is extremely difficult and the processing cost is also high. With the development of 3D printing and other technologies, some high-quality composite materials (such as carbon fiber–reinforced plastic, CFRP) are gradually being applied in the aerospace field, generally used for processing cabin doors, hatch covers, fairing, and less stressed or non-load-bearing mechanical components such as ailerons and directional components.
2.2 Processing methods for thin-walled parts
Due to the low stiffness and high material removal rate of thin-walled parts, the main processing method currently is milling [6]. It can be mainly divided into four processing methods: plane milling, side milling, spiral interpolation slope milling, and mirror milling. The specific processing schematic is shown in Fig. 2(a), (b), (c), and (d). Plane milling is a process where the end face of the cutting tool engages with the workpiece to form a flat surface, mainly used for the processing of blanks. Side milling is a five-axis Computer Numerical Control (CNC) machine tool that uses a milling cutter to mill the machined surface of a workpiece on the side. The machined surface is formed by line contact, with high forming efficiency [7], and is the most common and effective method for processing thin-walled parts. Spiral interpolation slope milling is a five-axis CNC machine tool that performs cavity milling while milling on the Z-axis slope, mainly used for machining the internal cavities of thin-walled parts. Mirror milling is mainly composed of flexible fixtures and two synchronous five-axis or six-axis horizontal machining machines. The main spindle heads of two synchronous five-axis horizontal machining machines are machining heads and support heads, respectively. The two main spindle heads are distributed on both sides of the skin parts like mirrors, and they always move synchronously in the same normal direction during the machining process. They are mainly used for the machining of aircraft skin and other parts and are a new and efficient machining method [8].

a Plane milling, b side milling, c spiral interpolation slope milling, d mirror milling
3 Reasons for machining errors in thin-walled parts
Large thin-walled parts are prone to deformation during the entire machining process due to their large size and small stiffness, and the main processing error of thin-walled parts is caused by the elastic-plastic deformation of the workpiece during processing. The main causes of elastic-plastic deformation of large thin-walled parts can be divided into four influencing factors: clamping force, milling force, residual stress, and cutting chatter, as shown in Fig. 3.

Factors affecting elastic-plastic deformation of thin-walled parts
3.1 Clamping force
Before milling thin-walled parts, specialized clamping is required to prevent displacement of the workpiece when in contact with the cutting tool, making it convenient for washing and processing. But after the workpiece is clamped, the fixture will generate a clamping force on the workpiece, causing an elastic deformation of the workpiece. After the thin-walled part is processed and the fixture is released, the clamping force is released, causing a rebound deformation of the thin-walled part. The superposition of the two types of deformation will result in significant machining errors, as shown in Fig. 4. Therefore, when milling thin-walled parts, clamping force is an important factor affecting the deformation of the workpiece during processing [9], and different clamping methods will produce different clamping forces on the workpiece. During clamping, the clamping force may also cause positioning errors in the workpiece, which together form static deformation, accounting for 20–60% of the total error. For large thin-walled parts with weak rigidity, the error caused by clamping force is inevitable [10]. The clamping force is influenced by factors such as fixtures and clamping methods, so controlling and reducing the clamping force brought by fixtures is one of the keys to improving the processing quality of thin-walled parts.

Workpiece deformation caused by flexible edge clamping
3.2 Milling force
In the process of processing thin-walled parts, due to the fact that the hardness of the tool is always greater than the hardness of the material, the milling force of the tool on the workpiece will cause compression when it comes into contact with the workpiece. At this time, the workpiece will undergo a certain amount of elastic deformation, leading to the phenomenon of “letting the tool” on the workpiece, ultimately resulting in the actual cutting thickness of the workpiece being less than the nominal cutting thickness. And as the material of the workpiece is removed, the deformation of the workpiece caused by milling force will increase, and the machining error will also increase. The specific deformation diagram is shown in Fig. 5. According to research, milling force is the main cause of elastic deformation in thin-walled parts processing [11]. At the same time, because milling force is a dynamic process in the processing of thin-walled parts, and is influenced by various factors such as tool hardness, tool wear, workpiece hardness, spindle speed [12], it becomes extremely difficult to control milling force.

Schematic diagram of deformation during milling of thin-walled parts
3.3 Residual stress
Residual stress refers to the self-equilibrium internal stress that remains in the object after eliminating external forces or uneven temperature fields [13]. In the processing of thin-walled parts, the plowing effect caused by the tool tip squeezing the workpiece is the main source of residual stress. Residual stress can be divided into two types: initial residual stress and machining residual stress [14]. For the processing of thin-walled parts, the deformation caused by external forces and temperature during the blank stage will bring initial residual stress to the workpiece. As the processing progresses, the removal of a large amount of material will release and redistribute the initial residual stress contained in the workpiece, causing the workpiece to undergo elastic-plastic deformation while reaching a new equilibrium state, forming a new processing residual stress. At the same time, the large amount of heat generated during cutting can also cause residual stress in machining. Cutting heat can cause uneven distribution of heat on the main and secondary machining surfaces of the workpiece, and the temperature difference between the two surfaces can cause stress accumulation in the workpiece, leading to deformation and the formation of new residual stress [15]. Therefore, the generation methods of initial residual stress and processing residual stress are different, and the degree of influence on workpiece deformation is also different. The coupled distribution of the two stresses has a significant impact on the deformation of thin-walled workpieces [16]. The release and redistribution of processing residual stress can cause serious deformation of thin-walled workpieces, thereby affecting machining accuracy [17].
3.4 Cutting chatter
For thin-walled parts processing, the entire processing system is composed of thin-walled parts, fixtures, milling cutters, and machine tools. Due to the weak rigidity of thin-walled parts themselves, the stiffness of the entire machining system is not uniform, and even varies greatly. However, for the entire machining system, once the elastic deformation of any machining component exceeds the stiffness requirements, cutting chatter will occur, seriously affecting machining accuracy [18]. When the cutting depth is greater than the critical cutting depth, chatter will be eliminated [19]. The main mechanism of cutting chatter is caused by a negative damping effect and mode coupling or regeneration. According to the physical mechanism of cutting chatter, it can be divided into primary chatter and secondary chatter and can be further divided into frictional chatter, mode-coupled chatter, and thermomechanical chatter. Friction chatter is caused by friction in the area where the tool and workpiece come into contact, resulting in frictional effects [20]. Mode-coupled vibration is the vibration generated by the superposition of vibration sources in different directions generated during the processing of thin-walled parts [21]. Thermomechanical vibration is caused by the unstable thermodynamic performance of thin-walled parts in the deformation zone caused by cutting heat [22]. In addition to these three types of vibrations, thin-walled parts may experience secondary vibrations due to the interaction between two continuous tool rotations and the phase difference between adjacent corrugations on the cutting surface [23]. This phenomenon, also known as regenerative chatter, is the main reason for the instability of the cutting process. Compared with other cutting vibrations, regenerative vibrations are more common and difficult to control in thin-walled parts machining due to the much lower stiffness of thin-walled parts compared to machining tools. In addition to the stiffness of the tool and workpiece, cutting chatter is also influenced by various factors such as milling force, cutting power, cutting stability, and the interaction between the tool and workpiece. The frequency of chatter generated is mainly influenced by the dynamic characteristics of the workpiece and the critical mode.
4 Current status of research on machining deformation of thin-walled parts
In the entire process of milling thin-walled parts, the elastic-plastic deformation of thin-walled parts involves the cross-influence of multiple disciplines and fields such as material mechanics, thermodynamics, tribology, and vibration [24], which is an extremely complex evolution process. At present, milling force, residual stress, and cutting chatter have been widely studied as the main influencing factors of machining deformation for the three major thin-walled parts. Therefore, this chapter mainly introduces the establishment of prediction models for milling force, residual stress, and cutting chatter.
4.1 Milling force prediction model
Milling force is one of the most important indicators in the processing of thin-walled parts, which is influenced by multiple cutting parameters such as milling width, milling depth, number of milling cutter teeth, feed rate per tooth, and milling cutter diameter. However, milling force is a variable quantity throughout the entire machining process. Therefore, predicting and modeling the milling force is quite complex and difficult, and it is difficult to achieve a degree of complete consistency with the actual machining situation. There are already various high-precision milling force prediction models. These models can be divided into empirical formulas and analytical models, mechanical models, artificial intelligence, and finite element models based on modeling principles [25].
4.1.1 Empirical formulas and analytical models
The empirical formula model is the earliest model proposed for predicting milling forces, mainly considering the three major cutting factors of cutting depth, cutting speed, and feed rate. Combining a large number of experiments and data processing, the undetermined coefficients in Eq. (1) are solved to obtain a prediction model for milling forces. The empirical formula for milling force is:
Among them, \({\textit{a}}_\text{p}\)is the back feed, f is the feed rate, \({\textit{v}}_\text{c}\)is the cutting speed, K is the correction coefficient, and C, m, n, and k are undetermined coefficients. Guo [26] studied the effects of milling width and milling cutter diameter on milling force based on empirical formulas and established a numerical control milling force model for aluminum alloy AL7075 using a matrix. Wu [27] used the strain gradient theory and dislocation density to establish the prediction model of orthogonal micro cutting force. From the orthogonal experiments, it was found that the main cutting force was basically greater than the feed force in orthogonal micro cutting. When the feed rate decreases at the same cutting speed, the main cutting force and feed force change greatly. The main cutting force increases with the increase of feed rate, while the feed force decreases with the increase of feed rate. Ding [28] et al. designed a four-level orthogonal experiment based on the Taguchi method for cutting speed, feed rate, radial cutting depth, and axial cutting depth. An empirical model of milling force was established by measuring three cutting force components and conducting range analysis and variance analysis. Tang et al. [29] analyzed and studied the influence of four factors, namely milling speed, milling depth, milling width, and feed rate per tooth, on milling force for 7050-T7451 aluminum alloy material using the orthogonal experimental method and single-factor experimental method. The empirical formula for milling force was obtained through multiple linear regression analysis. Tao et al. [30] studied the correlation between milling force and milling speed, feed rate, and milling depth by identifying shear-force coefficients and edge-force coefficients based on existing milling force models and specific milling conditions and established an empirical formula model for milling force.
The analytical model is similar to the empirical formula model, but focuses more on the theory of material mechanics in thin-walled parts processing. By studying factors such as material stress-strain, friction angle, and shear angle, a predictive model for milling force is established. Fu [31] takes the material characteristics of the workpiece, tool geometry, cutting conditions, and milling methods as research objects, considers the effects of tool edge radius, variable sliding friction coefficient, and tool runout on cutting force, and establishes an analytical model for cutting force of ball end milling cutters based on predictable cutting theory. Zhou et al. [32] calculated and analyzed the influence of the main deviation angle of the tool in the meshing area on the cutting force and modeled it as shown in Fig. 6 (a) and (b). They concluded that appropriately increasing the lead angle is beneficial for cutting and established an analytical model for milling force based on this. Zhou et al. [33] used analytical methods to calculate the milling force coefficient and edge coefficient for milling aviation complex parts and, based on this, established a model that can quickly predict milling force. Luo et al. [34] focused on curve end milling by differentiating the tool along the axis and calculating the working base surface on the micro element edge using curve differential geometry. Applying the principle of minimum energy, a cutting force modeling method based on oblique cutting is proposed, taking into account the constraints between cutting parameters such as force vector, velocity vector, chip flow angle, normal friction angle, normal shear angle, and shear stress in the micro element blade. The variation of cutting force during curve-end milling is experimentally related to the instantaneous feed direction and curve curvature. Fu et al. [35] considered material properties, cutting parameters, and geometric parameters of the tool and established an analytical model of dynamic cutting force through simulation experiments. Based on the “moving heat source method,” as mentioned above, both the empirical formula model and the analytical model need to solve the unknown parameters in the model through experiments. In contrast, the empirical formula reflects more research on the three elements of milling. The model has a certain degree of accuracy but cannot reveal the dynamic changes of cutting force. The analytical model focuses more on the study of milling parameters and tool geometric parameters, which can better reveal the mechanism of material removal during the milling process. However, in its modeling methods, many geometric parameters and constitutive parameters of the material itself are difficult to obtain, so it is still quite difficult for practical applications.

4.1.2 Mechanical model
The mechanical model is currently the most widely used milling force prediction model in practical applications. The mechanical model can better reveal the actual milling process and perform equivalent treatment in some of the situations, simplifying the milling force appropriately while also possessing high accuracy. In response to the difficulty in calculating the instantaneous undeformed chip thickness during the milling process, Wang et al. [36] established a micro element milling force model and proposed a five-axis side milling IUCT calculation model for flat-end milling cutters. Jiang [37] considered the multiple time-delay effects associated with variable tooth angle tool cutting and tool jumping, established an IUCT model including dynamic and static moduli, and, based on the assumption of the linear relationship between cutting force and instantaneous undeformed cutting thickness, further established a dynamic cutting force model for multi-point contact and provided an expression of cutting force in modal space as shown in Fig. 7. Li et al. [38] established a transient cutting force prediction model for the side milling process of a cylindrical spiral end milling cutter by vector summing and synthesizing the cutting forces of the micro elements. Experiments were conducted on milling forces at different feed rates, and the average cutting force was fitted to calculate the instantaneous cutting force of the four-edge solid carbide-end milling cutter under different cutting parameters. Lu et al. [39] established an instantaneous milling force prediction model based on the radial runout of milling cutters using an improved particle swarm optimization algorithm and conducted experiments under different milling parameters, as shown in Fig. 8 and 9. The results showed that the model had high prediction accuracy. Dong et al. [40] proposed a semi-analytical solution method for the cutting contact area of the tool based on the principle of homogeneous coordinate inverse transformation by using a spherical surface instead of a cutter tooth to sweep the machining surface. By using coordinate transformation, the instantaneous static milling force was solved by integrating the micro element milling force, and a semi-analytical modeling method for the static milling force of the ball end milling cutter was established. Experiments have shown that this method can effectively predict milling forces and has higher computational efficiency compared to the improved Z-MAP method. Guan et al. [41] established a milling layer thickness model based on cycloid trajectory based on the motion laws of cutting edge and tool rotation and feed. Compared to most instantaneous milling thickness models that equate the trajectory of the milling cutter tip to an arc or equal thickness, the hypocycloid instantaneous thickness model is closer to the actual machining tool tip trajectory and therefore has higher prediction accuracy. Zhang [42] analyzed the true motion trajectory of the milling cutter and derived the parameter equations of the cycloid and hypocycloid. After considering the residual sector on the milling cutter side milling surface, he established a mathematical model of the end milling cutter tool surface and the cutting edge and provided a formula for calculating the height of the sector residual.

Schematic diagram of cutting load and instantaneous undeformed cutting thickness [37]

Comparison of predicted milling force and actual milling force [39]

Convolutional neural network milling force prediction model [43]
4.1.3 Artificial intelligence and finite element modeling
The artificial intelligence model is a relatively advanced prediction model that combines machine learning with empirical formula models. It mainly uses machine learning methods such as neural networks, ant colony algorithms, and genetic algorithms to train combined with experimental data and ultimately obtains a prediction model with high accuracy. Wei [44] used regression analysis and artificial neural network methods to predict surface roughness and three-dimensional milling force and found that the artificial neural network model had higher prediction accuracy. After combining artificial neural networks with genetic algorithms and optimizing cutting parameters, it is of great help to actual milling processing. Li [45] considered the data characteristics of multi-source information and proposed a milling force prediction model based on the TrAdaBoost.R2 transfer learning algorithm. Combined with the particle swarm optimization PSO algorithm, a milling deformation error prediction model was constructed based on SVR and RF machine learning algorithms. At the same time, a workpiece deformation error prediction model was proposed based on deep learning and convolutional neural networks. Huang et al. [46] first extracted milling forces through experiments and used variance analysis to determine the degree of influence of different parameters on milling forces. After conducting comparative experiments using parameters that have a significant impact, BP neural network models and multiple linear regression models were established to predict milling forces. After analyzing the results, it was found that cutting depth has the greatest impact on milling forces, and the prediction accuracy and stability of the BP neural network model are higher than those of the multiple linear regression model. Zhao et al. [47] first established a three-dimensional simulation model for alloy cutting tools, and obtained data on the impact of milling speed, feed rate per tooth, axial cutting depth, and tool rake angle on axial milling force through experiments. After using convolutional neural network, random forest, and logistic regression machine learning algorithms to predict the axial milling force, the maximum error between the simulation value and the experimental value was 14.2%, resulting in high accuracy of the prediction model. Zhang [48] proposed a data-enhanced tool wear state recognition model, which integrates deep learning methods such as generative adversarial networks, maximum mean difference, continuous wavelet transform, and convolutional neural networks. By generating adversarial networks to generate artificial samples to enhance data, and comparing experimental and simulation values to determine tool wear, milling forces can be predicted. Experiments have shown that this method has higher accuracy compared to methods with unbalanced data. Dai et al. [49] established a milling force prediction model for cutting parameters such as spindle speed, tooth feed rate, and milling width. The milling force was predicted using a neural network model. The feasibility of the model was verified, and the prediction accuracy was ensured by comparing actual experimental data with the predicted values. Peng et al. [43] proposed an instantaneous milling force prediction model based on the non-linear mapping relationship between spindle current and milling force. The model uses a current signal neural network model to identify the current signal and combines feature information to predict the instantaneous milling force. Experimental results show that the model can accurately predict the instantaneous milling force under different milling parameters.
With the development of technology, many finite element software are becoming increasingly mature. The powerful finite element software can perform three-dimensional modeling of milling cutters and workpieces and simulate the actual milling process. Through the simulation process, it is difficult to obtain data such as cutting load, tool and workpiece deformation, and milling heat, in actual machining, greatly reducing the difficulty of experiments and playing a great role in the research of milling forces. Liu [50] used the DEFORM software to establish a three-dimensional thermal coupling analysis model for the milling process of thin-walled blades and designed orthogonal experiments to study the influence of milling parameters on milling force. At the same time, ANSYS finite element software and iterative format were used to calculate the deformation at the discrete tool contact points of the blade surface, fitted the blade deformation prediction surface, and analyzed the deformation law of the blade, achieving elastic deformation prediction and error compensation in thin-walled blade milling processing. Sun et al. [51] proposed a method that combines the finite element method with regression analysis to simulate the cutting edge micro elements at different height positions. Based on the trajectory of the cutting edge, a model of the cutting edge and height position was established, as shown in Fig. 10. After obtaining the cutting force of the micro element through regression analysis, it was compared with the actual cutting force and predicted. Ma et al. [52] established genetic algorithm–optimized backpropagation and particle swarm optimization backpropagation models for material deformation, tool eccentricity, and system vibration. Through finite element simulation and experimental comparison analysis, it was proved that the predicted model is consistent with the simulation results and can be used to predict the average cutting force and transient cutting force of different milling processes on aluminum alloy 7050. Wang et al. [53] established a multi-point contact dynamic model considering deformation by using Workbench software to extract workpiece features for fitting and modal analysis in response to the phenomenon of significant changes in dynamic parameters of thin-walled parts along the cutter axis during side milling. Charalaampus [54] established machine learning and finite element models to study the dependence of cutting forces on cutting parameters such as cutting speed, radial cutting depth, and feed rate per tooth. Considering sufficient convergence, accurate prediction of cutting forces can be achieved.

Changes in milling force per unit length of X-axis, Y-axis, and Z-axis micro element [51]
In summary, there are many modeling methods for predicting milling forces with different focuses. In practical research, milling parameters are usually considered as fixed values first. However, milling parameters constantly change with the progress of machining. Current research methods find it difficult to provide real-time feedback on the changes of these parameters, resulting in a certain degree of prediction lag and difficulties in predicting milling forces. Moreover, the predictive modeling of milling force is also influenced by many other factors. Combining machine learning with mechanical models can be considered to study milling force. Using machine learning to analyze experimental results and optimize parameters can help complete mechanical models. It can save experimental costs while obtaining a relatively accurate prediction model. How to optimize machine learning algorithms to better integrate with mechanical models will be the focus of future research.
4.2 Residual stress prediction model
In the milling process of thin-walled parts, the influence of residual stress on the elastic-plastic deformation of the workpiece is the most complex. As the material is cut off, new residual stresses will continue to be introduced. The comprehensive effect of various residual stresses makes it difficult to model residual stresses. At present, the main research methods for residual stress prediction models can be divided into experimental analysis method and finite element analysis method.
Yang et al. [55] conducted simulation experiments on the quenching compression process of 7085 aluminum alloy workpieces using MSC, Marc simulation software. After measuring the true residual stress values by X-ray diffraction and drilling methods, the numerical simulation was performed using the least squares method to obtain the predicted distribution of residual stress values. The experiments showed that the residual stress of the workpieces was the main cause of deformation in the processing of the support head. Chen et al. [56] measured the residual stress of thin-walled parts under ultra-precision milling using the GIXRD, TEM, and dynamic interferometer measurement and established the relationship between residual stress and grain state as well as deformation, revealing the mechanism of residual stress influence. Experiments have shown that reducing the cutting depth within a certain range can reduce residual stress. Daniel et al. [57] identified the relationship between cutting heat and residual stress through in situ measurements of temperature and in-plane displacement fields of thin-walled parts during the manufacturing process using infrared and optical cameras and established corresponding prediction models. Wang et al. [58] conducted simulation experiments on the manufacturing process of the entire aviation engine casing and derived potential energy expressions based on the curves of deformation energy and strain energy with material removal, as shown in Fig. 11, in order to predict residual stress.

Simulation of residual stress in machining [58]
Zhang et al. [59] established a mathematical relationship between average MIRS and specimen deformation by analyzing the numerical distribution of residual stress and workpiece deformation after processing and predicted residual stress using the finite element method. The experimental results showed an error of less than 20% compared to the predicted values. Li et al. [60] established a thermally coupled finite element model based on the Goldak double ellipsoidal heat source. Through experiments, the evolution process of thermal stress and the distribution of residual stress were obtained, and numerical fitting and prediction were carried out based on this. The results showed that the geometric features of the part would produce asymmetric lateral residual stress distribution on the surface of the workpiece, with the smallest impact on longitudinal residual stress. The residual stress distribution of the component is uneven in space, and the longitudinal tensile residual stress is the protruding residual stress in the central area of the component. Based on the small deflection bending theory of thin-walled parts, Li et al. [61] established a mechanical model of thin-walled planar components under vacuum adsorption and conducted finite element simulation experiments. The results showed that the fixture relying on vacuum clamping would generate clamping residual stress on the upper and lower surfaces of thin-walled parts, and torque along the middle surface. However, the surface residual stress and deformation of thin-walled parts would increase with the increase of vacuum degree and eventually stabilize. Huang et al. [62] established a finite element model for predicting residual stress in partition frames using the life and death element technique. Based on the deformation law of the workpiece during the material removal process, the residual stress is predicted by analyzing the superposition of the initial stress of the blank and the additional bending stress generated by the material removal process and compared with the calculation results of the analytical model. The experimental results obtained are similar. Zhao [63] studied the effect of residual stress on the machining deformation of aluminum alloy structural components. The finite element method and orthogonal experiments were used to study the effect of different milling parameters on the residual stress on the machining surface of aluminum alloy components. The empirical formula for machining residual stress was obtained by considering the initial residual stress of the blank and machining residual stress. The experiment shows that the predicted value of residual stress is similar to the experimental results, and adjusting the corresponding milling parameters based on the predicted residual stress value can improve the machining quality.
In summary, residual stress is related to various factors such as cutting heat and fixtures, and even cutting force can cause significant changes in residual stress. Considering the comprehensive effects of multiple factors and the mechanism of residual stress variation has important guiding significance for the actual processing of thin-walled parts.
4.3 Prediction and identification of cutting chatter
Cutting chatter is mainly caused by the different stiffness between the workpiece and the machining system, and its mechanism is relatively complex. In actual production, it is difficult to distinguish the specific mechanism, making it difficult to adjust the machining process and having a significant impact on the machining quality of thin-walled parts. Wan et al. [64] conducted research on the mechanism of cutting chatter generation. By simplifying the milling process into a 2-degree-of-freedom vibration system, a dynamic model was established. At the same time, the relative transfer function theory was introduced to comprehensively consider the relative transfer functions of the tool and workpiece subsystems, and the relative transfer function of the milling system was derived. A thin-walled workpiece milling chatter stability model was established, which can accurately predict chatter phenomena in cutting. Liu et al. [65] established a dynamic model of thin-walled parts and solved the critical conditions based on the relative transfer function relationship between the tool and the thin-walled part system. A semi-discretization method was used to predict the critical region of chatter stability for the small stiffness frequency response characteristics of thin-walled parts. The experimental results showed that the critical conditions of cutting chatter stability are closely related to factors such as tool speed, cutting depth, tool geometry, and meshing conditions. Faraz et al. [66] compared the performance of standard tools, variable pitch tools, and wave crest tools in suppressing chatter when milling thin-walled parts. By comparing the stability lobes generated by the stability limit changes of the workpiece during the process, the results showed that the peak tool had the best suppression effect on chatter, and the optimal peak tool parameters were obtained, as shown in Fig. 12. Li et al. [67] proposed a time-varying dynamic update method for thin-walled components based on degree of freedom reduction, which mainly divide thin-walled parts into two sub-structures: processed and unprocessed, simplify them using a finite element model, and then couple the two sub-structures to solve the characteristic values of thin-walled parts. Finally, the time-varying dynamics method was merged with the milling dynamics model to predict cutting chatter, and the experimental results were consistent with the simulation results. Jia et al. [68] considered the elastic deflection of thin-walled parts and tools and used the Lagrange equation and Rayleigh Ritz method to obtain the dynamic characteristics of thin-walled parts as they change with the cutting position of the tool, thereby obtaining the dynamic characteristics of the system. They also simulated and plotted stability lobes in the time domain and compared the results with experiments. It was found that the model can predict cutting chatter with limited accuracy. Xu [69] achieved real-time monitoring of cutting chatter generated during the processing of thin-walled parts through the intelligent monitoring method of CNC milling machine cutting chatter based on multi-source data fusion and distinguished the causes of cutting chatter with an average accuracy of 99.65%. Wu et al. [70] analyzed the nonlinear characteristics of stable milling vibration signals, chatter incubation vibration signals, and chatter vibration signals during variable depth milling based on the phase difference, maximum Lyapunov exponent, and arrangement entropy of workpiece chatter signals and established a method for identifying cutting chatter. Zhao et al. [71] analyzed the time-frequency characteristics of self-excited vibration in cutting chatter based on the method of multi-sensor signal fusion. By extracting the nonlinear energy entropy of each IMF signal and constructing feature vectors, a support vector machine chatter identification model based on multi-sensor signal fusion was established. Liu et al. [72] proposed an online flutter identification method for thin-walled parts based on improved multi-sensor signal fusion and multi-scale entropy to address changes in tool position, material removal, and vibration signal attenuation characteristics. By utilizing the fused vibration signals, the vibration status of thin-walled components was correctly identified, accurately reflecting the vibration status of the tool contact area. Han et al. [73] proposed a deep learning–based vibration detection method for thin-walled workpiece milling. This method evaluates the multi-channel signal features of time, frequency, and time-frequency domain and identifies the cutting chatter state by calculating the changes and weights of the features multiple times. The experiment shows that this method can accurately detect chatter under different processing conditions.

Stability of tools with different peaks at 2123 RPM [66]
In summary, research on the factors affecting the deformation of various thin-walled parts has revealed the mechanism of the influencing factors on the milling process of thin-walled parts from a certain perspective, which has important guiding significance for adjusting the corresponding process parameters or processes in actual processing. At the same time, it also provides theoretical support for controlling the deformation of thin-walled parts during processing.
5 Deformation control method for thin-walled parts processing
Aviation thin-walled parts are subject to various influencing factors during the machining process, resulting in machining deformation [74]. The control methods for machining deformation of thin-walled parts can be roughly divided into two categories: one is the error compensation method for reverse deformation of thin-walled parts based on prediction models such as milling force and residual stress, and the other is based on adaptive fixtures, etc., by identifying the physical state of thin-walled parts during the machining process, adjusting the clamping position of the workpiece methods such as machining allowance, and changing the tool path to reduce deformation errors caused by machining.
5.1 Error compensation
The error compensation method is an important method to improve the machining accuracy and quality of thin-walled parts during the machining process, mainly targeting the deformation of workpieces caused by milling forces and residual stresses. Compared to the adaptive machining method, it does not require the introduction of new fixtures and saves processing costs. However, in contrast, the error compensation method requires in-depth research on the mechanism of the deformation of the workpiece caused by error-influencing factors. By combining simulation and experiments, effective control of thin-walled workpiece processing deformation can be achieved. Error compensation can be divided into two types: predictive compensation and real-time compensation.
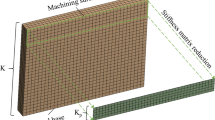
For predictive compensation, it is mainly based on the prediction model of workpiece processing deformation for machining compensation. Ruan [75] modeled the error of a dual five-axis mirror milling CNC machine tool and analyzed the geometric error elements, thermal error elements, and other errors of the machine tool during the milling process using the principle of coordinate transformation. The compensation amount of the error was obtained through a step-by-step decoupling calculation method, and corresponding error compensation strategies were proposed. Chen et al. [76] used the finite element method to simulate thin-walled parts and obtained the relationship between deformation and cutting depth. After curve fitting, the tool trajectory was compensated based on the derived correction function. Li et al. [77] proposed a comprehensive method to compensate for the deformation error of five-axis side milling. By establishing a mathematical model and algorithm to minimize the surface error caused by deformation, the milling cutter trajectory is optimized to reduce the machining error of flexible blade side milling. Ge [78] established an iterative cutting force error prediction model considering the dynamic interaction between tool and workpiece based on the stiffness matrix fast deformation calculation method. By using the prediction model for thin-walled parts for machining compensation, the machining error was reduced by more than 53.6%. Wang et al. [79] conducted finite element modeling of surface errors caused by milling forces during the processing of thin-walled parts, obtained analytical solutions for milling cutter deformation, and achieved prediction of surface errors. At the same time, surface processing errors were reduced through error compensation. Li et al. [80] proposed a force-induced deformation prediction model based on the static substructure method and provided a flexible error compensation strategy for side milling thin-walled parts and tool deformation accordingly. Si et al. [81] proposed an iterative compensation strategy based on the cantilever beam model and finite element model to predict the deformation of the tool or workpiece, which reduces surface errors caused by a tool or workpiece deformation during the milling process of thin-walled parts by modifying the position of the tool tip and the direction of the tool axis. Yuan [82] established a blade milling force model and deformation formula for the blade milling process. Based on this model, differential compensation was carried out for the bending and torsional deformation of the blade, effectively suppressing bending and torsional deformation and cutting error. Jiang [83] conducted a finite element simulation on the residual stress state during the machining process of titanium alloy blades to obtain the magnitude and distribution pattern of residual stress at various positions of the workpiece. At the same time, the release order and redistribution of residual stress on the machining deformation were analyzed through the finite element method and experimental method, and a compensation strategy for milling cutter trajectory was established to effectively control the machining deformation of the workpiece. Yu [84] studied the elastic deformation of blades caused by milling forces and the deformation caused by the release of initial residual stress. By using a three-dimensional milling force model with a ball end milling cutter, the residual stress was equivalent to an external force, revealing the mechanism of the influence of initial residual stress on workpiece deformation. Finally, based on the principle of reverse deformation, a compensation method and strategy for machining errors were obtained. Zhou [85] established a prediction model for workpiece clamping deformation. The combination of the finite element method and genetic algorithm was used to synchronously optimize the fixture layout and clamping force. On the basis of predicting clamping errors, a method of error compensation is achieved by correcting the machining path. At the same time, an optimization model for a clamping layout scheme with the goal of minimizing the maximum clamping deformation and its genetic algorithm solution algorithm was proposed. Zhao [86] established a thin-walled component clamping deformation prediction model based on BP neural network. The clamping process of the workpiece subjected to multiple clamping was analyzed, and the friction cone constraint conditions and unilateral contact constraint conditions were determined. After obtaining the objective solution function based on the minimum residual energy, calculate the clamping deformation of thin-walled parts under different clamping forces, positioning component positions, and clamping sequences. Finally, a genetic algorithm was used to optimize the clamping layout parameters of thin-walled parts, and the optimal clamping layout parameters were obtained.
The real-time compensation law is based on the real-time measurement and monitoring of the state of the workpiece after a single milling, comparing the difference between the theoretical shape and the actual shape, and then compensating through the next milling. Feng et al. [87] proposed a comprehensive error real-time compensation method, which models the geometric and thermal errors of machine tools, transfers the error source to the same coordinate system using machine measurement methods, and compensates for geometric, thermal, and force-induced errors in real-time. Experiments have shown that the compensation method reduces machining errors by more than 74% and improves machining efficiency by more than 41%. Du [88] calibrated the error of complex curved thin-walled parts based on the automatic measurement path planning technology of online detection. By accurately collecting the monitoring points of machine tools and measuring heads, a mathematical model based on the margin optimization method was proposed, and experiments were conducted on complex surfaces of typical aviation structural parts to verify the feasibility of the model. Liu et al. [89] established a dynamic feature model for thin-walled parts and obtained a real-time correlation between workpiece stiffness, geometric state, and milling force. Based on this, they proposed a real-time deformation error compensation method, which compensates for workpiece thickness errors of less than 10%, as shown in Fig. 13a,b. Diez et al. [90] measured the estimated force between milling force and rigid machining for workpiece size errors caused by milling force and designed an online workpiece error compensation system based on this. The tool workpiece was calibrated by a piezoelectric actuator to achieve real-time compensation for thin-walled workpiece machining. Zhang et al. [91] proposed a method for real-time measurement and compensation of thickness error in mirror milling, which achieved stable real-time closed-loop error control through improved Smith predictor and disturbance observer, resulting in a 30% increase in machining accuracy. Zhao et al. [92] established a first-order error compensation model and compared the geometric and physical characteristics obtained by CAM and structural dynamic methods with measured values to calculate the workpiece size error. Based on the estimated compensation value, machining compensation was carried out to reduce the thickness error of the workpiece. Wang et al. [93] proposed an accelerated ACD iterative adjustment convergence method to replace the commonly used first-order convergence compensation method for machining compensation of large thin-walled parts, which is prone to significant static deformation during the milling process. Experimental results have demonstrated the superiority and effectiveness of this method.

Distribution of workpiece thickness without compensation and with compensation [89]
5.2 Adaptive machining
Adaptive machining mainly includes key machining technologies such as adaptive clamping of workpieces, adaptive positioning, and CNC programming tool paths. Adaptive machining systems can adjust the path of fixtures and milling cutters, milling parameters, and other factors based on the physical state of workpiece deformation and position during actual machining, thereby achieving the goal of controlling the deformation of thin-walled parts. Hao [94] designed a stress-free auxiliary fixture based on the reverse segmented machining method, which improves the stiffness of thin-walled parts while significantly improving the machining accuracy of thin-walled parts. Zhao et al. [95] proposed an adaptive optimization method for flat milling process parameters based on real-time milling vibration data. The specific optimization process is shown in Figs. 14 and 15. This method conducts stability analysis by measuring the vibration data of thin-walled parts during processing and uses a genetic algorithm to calculate the optimal process parameters for the next step. Parameter adjustments are made to the thin-walled parts during washing processing, resulting in a 33% improvement in processing efficiency. Wang [96] proposed an adaptive spatiotemporal dependent PD control method, which effectively suppresses cutting chatter of thin-walled parts through a loop control strategy that relies on acceleration input feedback. Zhang et al. [97] proposed a fast method for calculating workpiece deformation by discretizing the machining trajectory and performing adaptive point selection calculations, which greatly saves computational time and provides a theoretical basis for machining compensation. Gonzalo et al. [98] proposed an adaptive fixture for thin-walled bearing boxes, which automatically adjusts the clamping force at each clamping point, as shown in Fig. 16. This fixture effectively reduces clamping force and machining errors. Hao et al. [99] designed an improved adaptive auxiliary fixture to address the issue of cutting chatter during the machining of aircraft engine blades, which effectively reduces the problem of cutting chatter. Wu et al. [100] analyzed the adaptive machining technology and designed a new type of adaptive fixture. Through finite element analysis, it was found that the fixture can effectively reduce local deformation of blades, achieving high-precision machining. Huang et al. [101] established a tool deviation path compensation model based on real-time measurement of blade machining deformation using automatic measurement systems. Through iterative algorithms, adaptive tool path optimization was formed, effectively reducing blade machining deformation and improving machining accuracy. Liu et al. [102] reconstructed the global residual stress distribution of the machined workpiece blank and, based on a floating clamp adaptive machining process, as shown in Fig. 17, optimized the machining posture of the workpiece to achieve effective control of thin-walled workpiece machining deformation. Zhao et al. [103] proposed a direct spatial deformation–based machining method for workpiece shape adaptation based on tool position, which effectively solves the transition problem of poor shape accuracy and size consistency in hybrid machining processes.

Principle and flowchart of adaptive optimization of process parameters for thin-walled parts [95]

Three-dimensional flutter stability flap diagram of thin wall parts [95]

Schematic diagram of adaptive fixture for thin-walled bearings [98]

Adaptive machining principle for floating clamping [102]
6 Conclusion and outlook
-
Thin-walled components are widely used in many fields due to their excellent performance. This paper summarizes and analyzes various factors that cause errors in the machining process of thin-walled components and elaborates in detail on the causes of elastic-plastic deformation and its evolution mechanism. Predictive modeling methods and corresponding deformation control methods are summarized from aspects such as milling force, residual stress, and cutting chatter.
-
At present, the research method of combining simulation and experiment has made the mechanism of error generation and control methods for thin-walled part processing deformation more mature. However, the efficient and precise machining of thin-walled parts still faces the following challenges:
-
1)
The research on machining deformation is currently mainly limited to the deformation caused by a single force factor of cutting force and residual stress. Cutting heat, as one of the main factors in the machining process, is rarely considered. In order to obtain a more reasonable and comprehensive milling force prediction model, it is necessary to consider a research model under the coupling of force and heat.
-
2)
Machine learning can help obtain a relatively accurate prediction model. However, how to improve the algorithm to better integrate with mechanical models to optimize parameters is still a research focus.
-
3)
The processing process of thin-walled parts is numerous and complex, and individual error control for each process will incur significant costs and have poor control effects. Efficient precision machining requires consideration of the integration of the entire machining system, intelligence of fixtures, and integration of production processes, in order to comprehensively control machining errors.
-
4)
Further research will be conducted on the mechanism of cutting chatter, using machine detection devices to effectively identify the chatter generated during machining. Then, adaptive fixtures, dampers, and other tools will be used to effectively control the chatter phenomenon in real-time, thereby achieving the goal of reducing machining deformation.
References
Yue C, Zhang J, Liu X, Chen Z, Liang SY, Li W (2022) Research progress on machining deformation of thin-walled parts during milling process[J]. Chin J Aeronaut 2022 43(04):106–131 (in Chinese)
Chen K, Liu W, Jiang X (2022) Method of key indentification and cluster analysis in muti-variety and small-batch manufacturing process[J]. Comput Intergrated Manufaturing Syst 2022 28(03):812–825. https://doi.org/10.13196/j.cims.2022.03.015.(in Chinese)
Shi H, Zhang D, ,Yang J, ,Zhang T (2021) Batch processing technology for thin-walled parts of aviation aluminum alloy[J]. J North China Inst Aerosp Eng 2021 31(03):11–13 (in Chinese)
AGW, BGL,CWP (2021) A state-of-art review on chatter and geometric errors in thin-wall machining processes. J Manuf Process 68:454–480. https://doi.org/10.1016/j.jmapro.2021.05.055
Luo Y (2017) Research on deformation prediction and influencing factors of large thin-walled parts during machining[D]. Harbin Institute of Technology (in Chinese). https://kns.cnki.net/kcms2/article/abstract?v=2R7H8JGA7EyGlxYlqRPJJ6sBRfMFouHVqJ95jKkMb7Q6R9rKRIHggI6neMFNLTnctnnQRJ5nNP-n3ZwkmymFyJtE2Yag-N0fyyz-0z0B9jjQyQFocw-OCx5_g3YJ9PeHvlmmGr-MXAoE6LVhoPoKeg==&uniplatform=NZKPT&language=CHS
Wang X, Zhao B, Ding W (2022) A short review on machining deformation control of aero-engine thin-walled casings. Int J Adv Manuf Technol 121:2971–2985. https://doi.org/10.1007/s00170-022-09546-w
Wei X, Zhao M, ,Yang Q, ,Cao Z, ,Mao J (2022) Milling force modeling of thin-walled parts with 5-axiis flank milling considering workpiece deformation[J]. J Mech Eng 2022 58(07):317–324 (in Chinese)
Bao Y (2018) Fundamentals of thin plate mirror milling technology for aircraft skin manufacturing [D]. Dalian University of Technology (in Chinese). https://kns.cnki.net/kcms2/article/abstract?v=2R7H8JGA7EzscOu7lBvSI6uyFWvK0DrkJpeaENHficG5ZqJU5vl72F_tadcfKD9NPj0apOuuBHZy16gaKTMSdwjwdiHLZr5DhYHiswxm7ou1UcQXQdmsCMyD400zZPEdaq4GtuFx4Cz8GdhqlV88A==uniplatform=NZKPTlanguage=CHS
Zhang W, Jin C, Zhan Y (2022) Analysis of the influence of clamping methods on the deformation of milling thin wall parts[J]. J Shenyang Univ Technol 2022 41(06):80–85 (in Chinese)
Wu NH, Chan KC, Leong SS (1997) Static interactions of surface contacts in a fixture-workpiece system[J]. Int J Comput Appl Technol 10(3/4):133–151. https://doi.org/10.1504/IJCAT.1997.062244
Gang L (2008) Study on deformation of titanium thin-walled part in milling process[J]. J Mater Process Technol 209(6):2788–2793. https://doi.org/10.1016/j.jmatprotec.2008.06.029
Jin Z, Bin (2018) Modeling and experimental validation for surface error caused by axial cutting force in end-milling process[J]. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-018-2468-x
Zhang R (2016) Simulation and experimental research on cutting deformation of thin-walled parts[D]. Shandong Jianzhu University 2016 (in Chinese)
Zhang Z (2016) Research on residual stress and processing deformation control technology of weakly rigid aluminum alloy structural components in aircraft[D]. Nanjing University of Aeronautics. and Astronautics 2016 (in Chinese)
Yu C, Liu G (2018) Analysis of processing deformation of aviation thin-walled aluminum alloy components[J]. De?F Manuf Technol 2018(02):18–23 (in Chinese)
Yang Y, Xia L, Zhao G (2018) Investigation of the coupled distribution of initial and machining-induced residual stress on the surface of thin-walled parts. Int J Adv Manuf Technol 98:213–222. https://doi.org/10.1007/s00170-017-1567-4
Gu D, He B (2016) Finite element simulation and experimental investigation of residual stresses in selective laser melted Ti–Ni shape memory alloy[J]. Computational Materials Science 117:221–232. https://doi.org/10.1016/j.commatsci.2016.01.044.
Munoa J, Beudaert X, Erkorkmaz K et al (2015) Active suppression of structural chatter vibrations using machine drives and accelerometers[J]. CIRP Ann - Manuf Technol 64(1):385–388. https://doi.org/10.1016/j.cirp.2015.04.106
Ji X, Fei, Bin (2017) Chatter mitigation using moving damper[J]. J Sound Vib 2017. https://doi.org/10.1016/j.jsv.2017.08.033
Tang A, Ma H (2007) Influence factor on characteristic of chatter in cutting process[J]. Tool Engineering. https://doi.org/10.3969/j.issn.1000-7008.2007.08.008 (in Chinese)
Tlusty J, Polacek M (2023) The stability of machine tools against self excited vibrations in machining, international research in production engineering[J]. Mach Sci Technol [2023-06-25]. https://api.semanticscholar.org/CorpusID:256618208
Wiercigroch M, Budak E (2001) Sources of nonlinearities, chatter generation and suppression in metal cutting[J]. In: Philosophical transactions of the royal society a: mathematical, physical and engineering sciences. https://doi.org/10.1098/rsta.2000.0750
Faassen R (2007) Chatter prediction and control for high-speed milling:modelling and experiments[J]. Technische Universiteit Eindhoven. https://doi.org/10.6100/IR626666
Liu X, Liu Q, Yue C (2018) Intelligent technology in cutting process[J]. Journal of Mechanical Engineering 16:17. https://doi.org/10.3901/JME.2018.16.045
Ma W (2020) Simulation analysis of cutting process and machining deformation of aviation aluminum alloy thin-walled parts[D]. Jilin University 2020. https://doi.org/10.27162/d.cnki.gjlin.2020.005754 (in Chinese)
Guo H (2005) Research on milling deformation mechanism and prediction analysis of aviation multi frame integral structural components[D]. Nanjing Univ Aeronaut Astronaut 2005 (in Chinese)
Wu J (2010) Research on cutting force prediction model in orthogonal micro cutting[J]. J Wuhan Univ Technol (Transportation Science and Engineering Edition) 2010(001):034 (in Chinese)
Ding T, Zhang S, Wang Y (2010) Empirical models and optimal cutting parameters for cutting forces and surface roughness in hard milling of AISI H13 steel[J]. The International Journal of Advanced Manufacturing Technology 51(1–4):45–55. https://doi.org/10.1007/s00170-010-2598-2
Tang K, Zhou L, Song L (2011) Research on milling force of aviation aluminum alloy material 7050-T7451 based on orthogonal experiment[J]. Hard Metal 2011 28(03):172–176 (in Chinese)
Li T, Huang X, Luo M (2023) Analysis on the correlation between plunge milling parameters and plunge milling force and force coefficient[C]//IEEE Advanced Information Technology, Electronic and Automation Control Conference.0[2023-06-29]. https://doi.org/10.1109/IAEAC.2018.8577706
Fu Z (2015) Research on optimization of feed rate in complex surface milling based on cutting force prediction model[D]. Huazhong Univ Sci Technol 2015 (in Chinese)
Xu Z, Ming L, Zhang D, Liu W (2016) Cutting force prediction in four-axis milling of curved surfaces with bull-nose end mill. Procedia CIRP 56:100–104. https://doi.org/10.1016/j.procir.2016.10.027 . (ISSN. 2212–8271)
Zhou X, Li Y, Liu H, Liu C (2015) Fast prediction and evaluation method for cutting force of aircraft complex structural parts based on features[J]. Chin Mech Eng 2015 26(07):886–891 (in Chinese)
Luo Z, Zhao W, Jiao L (2016) Modeling of cutting force in curved end milling based on oblique cutting[J]. J Mech Eng 2016 52(09):184–192 (in Chinese)
Fu Z, Zhang X, Wang X (2014) Analytical modeling of chatter vibration in orthogonal cutting using a predictive force model[J]. Int J Mech Sci 88:145–153. https://doi.org/10.1016/j.ijmecsci.2014.08.005
Wang L, Wang D, Yu G (2020) Prediction of milling force in five axis side milling machining[J].Journal of Tsinghua University (Natural Science Edition),2021. 61(09):972–978. https://doi.org/10.16511/j.cnki.qhdxxb.2020.26.029. .(in Chinese)
Jiang S (2020) Research on dynamic modeling and stability prediction of side milling processing for curved thin wall components[D]. Dalian Univ Technol 2020. https://doi.org/10.26991/d.cnki.gdllu.2020.003581 (in Chinese)
Li A, Zhu X, Zhang R (2023) Modeling and simulation of milling force on titanium alloy profile sidewall[J]. Manuf Technol Mach Tools 728(02):52–56. https://doi.org/10.19287/j.mtmt.1005-2402.2023.02.007
Lu X, Wang C, Li Z (2022) Research on tool instantaneous milling force prediction based on improved particle swarm optimization algorithm[J]. Tool Technol 56(11):88–93 (in Chinese)
Dong D, Li S, Zhang J (2022) Modeling of static milling force of ball end milling cutter based on semi analytical method[J]. J Mech Eng 58(11):282–294 (in Chinese)
Guan L, Zhao X, Wang L (2017) Milling layer thickness model based on hypocycloid trajectory[J]. J Tsinghua Univ (Natural Science Edition) 57(11):1185–1189. https://doi.org/10.16511/j.cnki.qhdxxb.2017.26.062 (in Chinese)
Zhang J (2021) Research on the surface forming of non ball end milling parts based on the real trajectory of cutting edge[D]. Tianjin Univ Technol 2021. https://doi.org/10.27360/d.cnki.gtlgy.2021.000443 (in Chinese)
Peng D, Li H, Dai Y, Wang Z, Ou J (2022) Prediction of milling force based on spindle current signal by neural networks. Measurement 205:112153. https://doi.org/10.1016/j.measurement.2022.112153 (ISSN 0263–2241)
Wei H (2016) Optimization of high-speed milling parameters for 2A14 aluminum alloy thin-walled parts[D]. Harbin Inst Technol 2016 (in Chinese)
Li X Research on deformation prediction method for thin-walled parts milling based on multi-source information fusion[D]. Xidian Univ 2022. https://doi.org/10.27389/d.cnki.gxadu.2022.001472 (in Chinese)
Huang B, Xu Y, Liao Y (2019) Research on predicting milling force of aircraft engine blades based on BP neural network and multiple linear regression[J]. Electromech Eng 36(08):824–829 (in Chinese)
Zhao Z, An L, Zhang H (2022) Analysis and prediction of axial force and milling temperature in TC4 titanium alloy milling[J]. Tool Technol 56(03):24–30 (in Chinese)
Zhang B (2022) Recognition and prediction of milling cutter wear status based on deep learning[D]. Harbin Univ Sci Technol 2022. https://doi.org/10.27063/d.cnki.ghlgu.2022.000670 (in Chinese)
Dai Y, Chen X (2018) Research on establishing prediction model for aerospace aluminum alloy milling force with the help of RBF neural network. In: Proceedings of the international conference on information technology and electrical engineering 2018 (ICITEE ‘18). Association for Computing Machinery, New York, NY, USA, Article 20, 1–5. https://doi.org/10.1145/3148453.3306259
Liu Z (2018) Research on elastic deformation prediction and error control methods for thin-walled blade milling processing[D]. Harbin Inst Technol 2018 (in Chinese)
Sun Y, Hou S, Li B (2023) Numerical simulation of micro-element cutting and milling force prediction in micro ball-end milling. Int J Adv Manuf Technol 125:2305–2322. https://doi.org/10.1007/s00170-023-10839-x
Ma W, Wang R, Zhou X (2021) The finite element analysis–based simulation and artificial neural network–based prediction for milling processes of aluminum alloy 7050:[J]. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture 235(1–2):265–277. https://doi.org/10.1177/0954405420932442
Wang Z, Liu X, Li M (2022) Prediction of multipoint contact stability in thin wall milling considering the influence of force induced deformation[J]. J Mech Eng 58(17):309–320 (in Chinese)
Charalampous P (2021) Prediction of cutting forces in milling using machine learning algorithms and finite element analysis. J. of Materi Eng and Perform 30:2002–2013. https://doi.org/10.1007/s11665-021-05507-8
Yang Y, Zhang Z, Li L (2014) Numerical simulation and experiment of residual stress and processing deformation of 7085 aluminum alloy[J]. Chin J Aeronaut 35(02):574–581 (in Chinese)
Chen Y, Ma S, Kong J (2020) Study on the surface grain state, residual stress and their influence on the deformation of thin-walled parts under ultra-precision cutting[J]. Int J Modern Phys B 2020. https://doi.org/10.1142/S0217979220502720
Li R, Xiong J (2019) A numerical prediction of residual stress for a thin-walled part with geometrical features fabricated by GMA-based additive manufacturing[J]. Rapid Prototyp J 2019, ahead-of-print(ahead-of-print). https://doi.org/10.1108/RPJ-08-2018-0193
Zhao M (2019) Research on residual stress and processing deformation of aluminum alloy structural parts[D]. Shenyang Aerospace Univ 2019. https://doi.org/10.27324/d.cnki.gshkc.2019.000252 (in Chinese)
Weisz-Patrault D, Margerit P, Constantinescu A (2022) Residual stresses in thin walled-structures manufactured by directed energy deposition: In-situ measurements, fast thermo-mechanical simulation and buckling. Addit Manuf 56:102903. https://doi.org/10.1016/j.addma.2022.102903 (ISSN 2214–8604)
Wang Z, Sun J, Chen W, Liu L, Wang R (2018) Machining distortion of titanium alloys aero engine case based on the energy principles. Metals 8(6):464. https://doi.org/10.3390/met8060464
Zhang Z, Zhang Z, Zhang D (2020) Milling distortion prediction for thin-walled component based on the average MIRS in specimen machining[J]. Int J Adv Manuf Technol 111(11–12):1–14. https://doi.org/10.1007/s00170-020-06281-y
Li Y, Kong J, Du D (2022) Research on deformation mechanism and law of thin-walled flat parts in vacuum clamping. Int J Adv Manuf Technol 118:2981–2992. https://doi.org/10.1007/s00170-021-08091-2
Huang X, Sun J, Li J (2017) Theoretical modeling of machining deformation prediction for aviation integral structural components based on stiffness and stress evolution mechanism[J]. J Mech Eng 53(09):201–208 (in Chinese)
Wan C, Ju C, Zhang Y (2022) Research on prediction of flutter stability in thin wall milling[C]. In: Proceedings of the 6th aerospace power joint conference and the 42nd technical exchange conference of the china aerospace third professional information network (Volume 7) 2022:11. https://doi.org/10.26914/c.cnkihy.2022.057819 (in Chinese)
Liu B, Zhu L, Dun Y (2017) Investigation on chatter stability of thin-walled parts in milling based on process damping with relative transfer functions[J]. Int J Adv Manuf Technol 89(9–12):2701–2711. https://doi.org/10.1007/s00170-016-9431-5
Tehranizadeh F, Berenji KR, Yıldız S, Budak E (2022) Chatter stability of thin-walled part machining using special end mills. CIRP Ann 71(1):365–368. https://doi.org/10.1016/j.cirp.2022.04.057 (ISSN 0007-8506)
Li W, Wang L, Yu G, Wang D (2021) Time-varying dynamics updating method for chatter prediction in thin-walled part milling process. Mech Syst Signal Process 159:107840. https://doi.org/10.1016/j.ymssp.2021.107840 (ISSN 0888–3270)
Jia Z, Lu X, Yang K (2021) Stability of micro-milling thin-walled part process. Int J Adv Manuf Technol 112:1529–1544. https://doi.org/10.1007/s00170-020-06509-x
XU X (2022) Research on intelligent monitoring method for cutting chatter of CNC milling machine based on multi source data fusion[D]. Nanchang University. https://doi.org/10.27232/d.cnki.gnchu.2022.003209 (in Chinese)
Wu S, Wang Y, Liu X (2018) Online analysis of nonlinear vibration characteristics in milling chatter process[J]. J Harbin Univ Sci Technol 23(01):1–6. https://doi.org/10.15938/j.jhust.2018.01.001 (in Chinese)
Zhao M, Yue C, Liu X (2023) Research on milling chatter identification of thin-walled parts based on incremental learning and multi-signal fusion. Int J Adv Manuf Technol 125:3925–3941. https://doi.org/10.1007/s00170-023-10944-x
Liu H, Miao H, Wang C, Bo Q, Cheng Y, Luo Q, Wang Y (2023) Online chatter identification for thin-walled parts machining based on improved multisensor signal fusion and multiscale entropy. IEEE Trans Instrum Meas 72
Han Z, Zhuo Y, Yan Y, Jin H, Fu H (2022) Chatter detection in milling of thin-walled parts using multi-channel feature fusion and temporal attention-based network. Mech Syst Signal Process 179:109367. https://doi.org/10.1016/j.ymssp.2022.109367 (ISSN 0888–3270)
Guo K, Wu C, Sun J (2022) Research progress on deformation prediction and control technology for CNC machining of aviation integral structural components[J]. Aviat Manuf Technol 65(21):16
Luan D (2021) Research on spatial error modeling and compensation technology for dual five axis mirror milling machine tools[D]. Shanghai Univ Eng Technol 2021. https://doi.org/10.27715/d.cnki.gshgj.2021.000804 (in Chinese)
Weike C, Fang L, Wen L (2018) Deformation prediction and error compensation for turning of aero-engine casing parts[J]. Manuf Technol Mach Tool 2018
ZhouLong L, LiMin Z (2018) Compensation of deformation errors in five-axis flank milling of thin-walled parts via tool path optimization[J]. Precision Eng 2018:S0141635918304513. https://doi.org/10.1016/j.precisioneng.2018.08.010
Ge Z (2020) Rapid prediction and compensation method of cutting force-induced error for thin-walled workpiece[J]. Int J Adv Manuf Technol 2020 106(11a12)
Wang L, Ge S (2020) Dimensional surface error prediction model in five-axis flank milling for thin-walled parts[C]. In: 2020 10th institute of electrical and electronics engineers international conference on cyber technology in automation, control, and intelligent systems (CYBER).2020. https://doi.org/10.1109/CYBER50695.2020.9279151
BWLA BLWA (2021) BGYAForce-induced deformation prediction and flexible error compensation strategy in flank milling of thin-walled parts - ScienceDirect[J]. J Mater Process Technol 2021. https://doi.org/10.1016/j.jmatprotec.2021.117258
Si H, Wang L (2019) Error compensation in the five-axis flank milling of thin-walled workpieces:[J]. Proc Inst Mech Eng Part B. J Eng Manuf 2019(4). https://doi.org/10.1177/0954405418780163
Yuan J (2020) Research on compensation technology for deformation error in CNC milling of thin-walled blades for aeronautics and astronautics[D]. Huazhong Univ of Sci Technol 2020. https://doi.org/10.27157/d.cnki.ghzku.2020.001154 (in Chinese)
Jiang B (2016) Research on processing deformation and error compensation of titanium alloy hollow fan blades[D]. Nanjing Univ Aeronaut Astronaut 2016 (in Chinese)
Yu A (2019) Research on deformation control technology for aviation blade processing based on error compensation[D]. Huazhong Univ Sci Technol 2019. https://doi.org/10.27157/d.cnki.ghzku.2019.001967 (in Chinese)
Jing Z (2011) Research on the clamping error and its active control method[D]. Nanjing University of Aeronautics and Astronautics. https://doi.org/10.7666/d.d178380
Xuliang Z (2014) The prediction of clamping deformation and the optimization method of fixture layout for the thin-wall workpiece[D]. Nanchang Hangkong University. https://doi.org/10.7666/d.D569635
Feng X, Du Z, Ge G (2022) Modeling and compensation of comprehensive error in thin wall part processing based on on machine measurement[J]. Aviat Manuf Technol 2022 65(06):14–20. https://doi.org/10.16080/j.issn1671-833x.2022.06.014 (in Chinese)
Du C (2018) Research on online detection and error compensation technology for complex surfaces of aviation structural components[D]. Nanjing University of Aeronautics and Astronautics (in Chinese). https://kns.cnki.net/kcms2/article/abstract?v=2R7H8JGA7ExFIphySG62CtcRYhZpIB-2aOW-f5czskIxZw8KC7iLDuSuDKT8w7s6ezKET7Icdn3GcFTrYoqVvpIYkF5yitHkJpRYcJWpFRQXrh_zEh06ruqwFKxMXEYIajxHupZToc=&uniplatform=NZKPT&language=CHS
Liu Y, S W (2018) A real time machining error compensation method based on dynamic features for cutting force induced elastic deformation in flank milling[J]. Mach Sci Technol 22(4a6)
Diez J, V A (2015) Feasibility study of in-process compensation of deformations in flexible milling[J]. Int J Mach Tools Manuf: Design Res Appl 2015 94
Zhang S, Bi Q, Ji Y (2023) Real-time thickness compensation in mirror milling based on modified Smith predictor and disturbance observer - ScienceDirect[J]. Int J Mach Tools Manuf 144:103427–103427. https://doi.org/10.1016/j.ijmachtools.2019.103427
Zhao X, Zheng L, Zhang Y (2021) On-line first-order machining error compensation for thin-walled parts considering time-varying cutting condition[J]. J Manuf Sci Eng 2021:1–16. https://doi.org/10.1115/1.4051793
Wang L, D H (2019) An accelerated convergence approach for real-time deformation compensation in large thin-walled parts machining[J]. Int J Mach Tools Manuf: Design, Res Appl 2019 142
Hao Q, Zhu Z, Si C (2022) Deformation control of thin-walled parts based on the reverse segment method. Int J Adv Manuf Technol 122:1975–1985. https://doi.org/10.1007/s00170-022-09850-5
Zhao X, Zheng L, Fan W (2020) Adaptive optimization of thin wall milling process parameters driven by real time vibration data[J]. J Mech Eng 2020 56(23):172–184 (in Chinese)
Wang S (2020) Research on adaptive active vibration control of time-varying cutting system for thin wall parts[D]. Shandong University 2020. https://doi.org/10.27272/d.cnki.gshdu.2020.002900 (in Chinese)
Zhang D, Hou H, Du Z (2017) Adaptive fast calculation method for deformation error in thin wall milling[J]. Mechatronics 23(06):3–7+ 16. https://doi.org/10.16413/j.cnki.issn.1007-080x.2017.06.001 (in Chinese)
Gonzalo O, Seara JM, Guruceta E (2017) A method to minimize the workpiece deformation using a concept of intelligent fixture[J]. Robot Comput-Integr Manuf 48(dec.):2009–218. https://doi.org/10.1016/j.rcim.2017.04.005
Hao Q, Yang Q (2020) A self-adaptive auxiliary fixture for deformation control in blade machining. Int J Adv Manuf Technol 111:1415–1423. https://doi.org/10.1007/s00170-020-06171-3
Wu D, Wand H, Peng J, Zhang K, Yu J, Zheng X, Chen Y (2019) Machining fixture for adaptive CNC machining process of near-net-shaped jet engine blade. Chin J Aeronaut 33(4):1311–1328. https://doi.org/10.1016/j.cja.2019.06.008 (ISSN 1000–9361)
Huang N, Bi Q, Wang Y (2014) 5-axis adaptive flank milling of flexible thin-walled parts based on the on-machine measurement[J]. Int J Mach Tools Manuf: Des Res Appl 2014(84)
Liu S, Hu B, Zhang C (2023) Research on deformation control technology for thin wall parts processing based on floating clamping adaptive processing Technology[J]. Aviat Manuf Technol 66(03):70–77. https://doi.org/10.16080/j.issn1671-833x.2023.03.070 (in Chinese)
Zhao Z, Ding D, Fu Y, Xu J (2019) Measured data-driven shape-adaptive machining via spatial deformation of tool cutter positions. Measurement 135:244–251. https://doi.org/10.1016/j.measurement.2018.11.051 (ISSN 0263–2241)
Acknowledgements
The authors would like to acknowledge the support of the Natural Science Foundation of Sichuan province of China (2023NSFSC0366) and “Tianfu Emei” Supplement Plan.
Funding
The authors would like to acknowledge the support of the Natural Science Foundation of Sichuan province of China (2023NSFSC0366).
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, reference collection and analysis were performed by Mao Jian, Liu Gang and Zhao Man. The first draft of the manuscript was written by Zhao Yiyang and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yiyang, Z., Jian, M., Gang, L. et al. A review on error generation and control in efficient precision machining of thin-walled parts. Int J Adv Manuf Technol 133, 2083–2101 (2024). https://doi.org/10.1007/s00170-024-13813-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13813-3