
Abstract
Wire saw cutting technology has been widely used in the processing of various hard and brittle materials, but there are also some shortcomings and limitations gradually emerging. Hybrid cutting technology based on wire sawing has gradually developed to further meet the needs of high efficiency, high surface quality, and low tool wear for cutting hard and brittle materials. The research progress of four wire sawing-based hybrid cutting methods, including electrochemical wire sawing, diamond wire electric discharge sawing, diamond wire electrochemical discharge sawing, and ultrasonic-assisted diamond wire sawing, is reviewed from the aspects of basic principles, process performance, and influencing factors in this paper. The advantages and disadvantages of each method are also briefly summarized. Finally, the future development and research direction are prospected. The content of this paper would provide help for present and future researchers and engineers in the identification of the significant parameters for getting better process performance.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Quartz glass, ceramics, stones, semiconductors, and other hard and brittle materials have excellent physical, mechanical, and chemical properties such as high strength, high hardness, high-temperature resistance, wear resistance, and corrosion resistance. They are playing an increasingly important role in the fields of optical instruments, biomedicine, aerospace, and information communication, and have broad application prospects [1,2,3]. At present, the methods used to cut the above hard and brittle materials mainly include circular diamond sawblades cutting, free/fixed abrasive wire sawing, wire cut electrical discharge machining, abrasive water jet cutting, and laser cutting. Among them, circular diamond sawblades cutting was the mainstream slicing method in the early stage, but due to serious slice damage and deformation, it is now mainly used for crystal truncation and stones cutting [4]. Free abrasive wire sawing (FAWS) has low cutting efficiency, large slit width, and uneven slice thickness, so it is not suitable for processing large-size thin wafers [5, 6]. Fixed abrasive wire sawing, also known as diamond wire sawing (DWS), has gradually replaced FAWS and become the most widely used crystal slicing technology. It has the advantages of fast cutting speed, small kerf loss, and little environmental pollution, but the saw marks on the workpiece surface are obvious and the tool wear is serious [7,8,9]. As a non-contact processing method, wire cut electrical discharge machining (WEDM) can solve the above problems of obvious saw marks and high tool wear, but it has lower machining efficiency and poorer surface quality of the workpiece [10,11,12]. Abrasive water jet cutting is widely used in rock cutting, which has the advantages of strong versatility, no thermal influence and thermal deformation. However, large slit width, slow cutting speed and limited accuracy are not conducive to the slicing of hard and brittle materials such as crystals [13]. Laser cutting can achieve efficient and precise removal of hard and brittle materials, but the processing cost is expensive, which is adverse to its rapid popularization and application [14].
These methods have their own unique advantages in cutting hard and brittle materials but also corresponding shortcomings and deficiencies. How to overcome the shortcomings of a single processing method and make full use of the advantages and coupling effects of other methods to further realize higher efficiency and quality processing has become the research frontier and hot spot in the field of hard and brittle material cutting. Therefore, researchers have begun to explore the field of hybrid processing technology and have achieved a series of results [15,16,17,18]. One of the typical methods among them is wire sawing-based hybrid cutting including electrochemical wire sawing (EWS) [19], diamond wire electronic discharge sawing (DWEDS) [20], diamond wire electrochemical discharge sawing (DWECDS) [21] and ultrasonic-assisted diamond wire sawing (UADWS) [22]. On the basis of referring to and summarizing the research contents of other relevant scholars, the basic principle and material removal mechanism of the above four kinds of wire sawing-based hybrid cutting methods are introduced, and the research progress of them in the cutting of hard and brittle materials is reviewed from the aspects of process performance and influencing factors in this paper. Finally, the future development and research direction are prospected. This paper can help scholars in the relevant field to quickly understand the research status of this type of hybrid processing technology and promote its development.
2 Electrochemical wire sawing
2.1 Machining principle and material removal mechanism
The research on EWS is mainly focused on free abrasive electrochemical multi-wire sawing (FAEMS) [23,24,25], as well as electrochemical diamond wire sawing (EDWS) [26]. The cutting materials currently studied are all photovoltaic crystal silicon.
The machining principle and experimental setup of FAEMS are shown in Fig. 1. On the basis of free abrasive multi-wire sawing (FAMS), the positive and negative poles of continuous or pulse power supply are connected to the workpiece and cutting wire web respectively, and the oxide layer is formed on the surface of the workpiece by electrochemical oxidation and corrosion. The workpiece surface material with oxide layer is continuously removed by grinding with abrasives carried by the rapidly moving wire, and then new oxide layer continues to form on the exposed fresh surface. This process is repeated constantly, and the workpiece material is removed under the combined action of abrasive and electrochemical oxidation [27].

Taking monocrystalline silicon as an example to illustrate the material removal mechanism inside the cutting process. The silicon atom possesses four valence electrons and therefore requires four bonds to fully saturate the valence shell. In the crystalline structure, each silicon atom establishes bonds to its four neighboring atoms, leaving no unsaturated bond behind. However, due to the grinding effect of abrasive, atoms on the surface of silicon crystals are missing and traps are formed (Fig. 2a). After electrochemical oxidation, most of the interface states are saturated with oxygen atoms as an oxide layer (Fig. 2b). The oxide layer can be removed by abrasives, and then continues to form on the fresh surface [28].

Formation of traps due to atomic missingness on the surface of crystalline silicon (a) and saturation of interface states with oxygen atoms after oxidation (b) [28]
The removal mechanism of FAEMS is mainly based on abrasives grinding, and supplemented by electrochemical action whose function is to produces easy-to-cut oxide layer while abrasive grinding. Due to the loose and porous structure, the hardness of oxide layer is lower than the matrix material of workpiece, so abrasives are easier to embed in it and continue to move to remove it. In other words, the electrochemical action “softens” the surface material of workpiece and reduces the cutting load, which makes it easier to be removed by abrasives grinding [30]. In addition, both electrochemical action and abrasives grinding effect occur simultaneously to achieve rapid material removal, so there is no accumulation of oxide layers in the cutting area. Therefore, electrochemical reaction always occurs at the fastest speed, which is conducive to the continuous and efficient completion of cutting process [27].
Additionally, the machining principle of EDWS is similar to that of FAEMS, but the material removal mechanism changes from “rolling-embedding-grinding” to “carving-ploughing” [27].
2.2 Process performance
2.2.1 Material removal rate and slice surface form accuracy
Compared with those of FAMS, the material removal rate (MRR) of FAEMS is improved [30], and the surface form accuracy of the processed silicon wafers is better. The TTV and Bow are reduced to a certain extent, as shown in Fig. 3 [25]. Because the oxide layer generated by electrochemical action is easy to cut, which effectively reduces the cutting load. Therefore, the vibration and deviation of the wire caused by cutting resistance are reduced, and thus the TTV is reduced [27]. At the same time, the reduction of cutting load can reduce the occurrence of work hardening and residual stress, so the Bow is reduced [29].

Distribution of TTV (a) and Bow (b) of the silicon wafers cut by two methods [25]
2.2.2 Surface quality
(1) Surface morphology and defects
Saw marks that often appear at the outlet end of wafers are the most common and easily occurring surface defects in silicon wafers cut by wire sawing. In addition, particle spalling caused by hard impurities is also a common surface defect in polycrystalline silicon wafers. Table 1 shows the comparison of surface quality of silicon wafers cut by FAEMS and FAMS. On the one hand, the reduction of cutting load reduces the difficulty of cutting silicon ingot. Moreover, the easy-to-cut oxide layer generated by electrochemical action effectively improves the overall spalling of hard impurities and avoids the formation of defects due to large pits on the surface of silicon wafers [25, 31]. Therefore, the silicon wafer processed by FAEMS has a flatter and smoother surface morphology [27], even at the outlet ends and the areas with hard impurities [24, 29].
(2) Subsurface damage layer
The thickness of the subsurface damage layer of silicon wafers cut by FAEMS is smaller than that of FAMS, and the cracks on the cross-section are more sparse, shallower, and basically consistent [29]. The subsurface of the silicon wafers after NaOH corrosion is flat and uniform without obvious grooves and cracks [25]. This is because the reduction of cutting load reduces the instantaneous impact caused by high material hardness, which leads to smaller subsurface damage depth and better subsurface quality [27].
(3) Surface element
There is no or a small amount of O element on the surface of silicon wafers cut by FAMS or DWS can be detected. However, due to the formation of anodic oxide layer, the content of O element on the surface of silicon wafers processed by EWS significantly increases, especially EDWS [25, 26]. The difference in conclusion may be attributed to the different growth rate and thickness of oxide layer formed by electrochemical reaction of silicon electrode in different solutions.
(4) Anodic oxide layer
Only weak oxidation reaction occurs on the silicon electrode due to the weak conductivity of the solution, but its growth rate and thickness are significantly higher than those of natural oxide layer, and there are also differences in different solutions, as shown in Table 2 [30].
Compared with the wafer surface after natural oxidation (Fig. 4a), there are certain corrosion marks and obvious loose porous structure on the surface of silicon wafer anodized in ethylene glycol (Fig. 4b). Its oxygen element content reaches 33.99%, while its hardness is only about 0.5GPa, which is much lower than the 2.5GPa of natural oxide layer [29]. Therefore, the hardness of silicon wafer surface is reduced after electrochemical action, so the abrasives more easily embed in it to remove the material [27].

Surface morphology of two kinds of oxide layers [27]
2.2.3 Wear of wire
There is not much difference in the diameter and breaking force of the used cutting wire between FAEMS and FAMS, and both are within the normal range, as shown in Fig. 5, which indicates that the electrochemical effect has little effect on the wear of the cutting wire [24, 31].

2.2.4 Other indicators
(1) Qualified rate and defect indicators
The qualified rate refers to the ratio of the number of silicon wafers with saw marks below 15 μm and good surface quality to the number of total silicon wafers. FAEMS can effectively reduce the surface saw marks of silicon wafers and various defect indicators [25], thus the qualification rate and overall quality of silicon wafers are improved [24, 29]. This indirectly reflects that FAEMS has the characteristics of strong ability, small vibration, and good stability in cutting crystalline silicon [31].
(2) Photoelectric conversion efficiency
The minority carrier lifetime and reflectivity of silicon wafer are important parameters that affect the photoelectric conversion efficiency of solar cells. FAEMS has no adverse effect on the minority carrier lifetime of silicon wafers [29], and the reflectivity of silicon wafers cut by FAEMS after texturing is 2–10% lower than that of FAMS [27]. And the conclusion of EDWS is similar [26]. Because the subsurface damage layer of the silicon wafer cut by FAEMS is thinner, and the mechanical damage defects and electrochemical corrosion defects on the surface can form more uniform and dense light-trapping structure during texturing production, which can effectively reduce the reflectivity of light and improve the photoelectric conversion efficiency [25].
Overall, FAEMS can reduce the cutting load and thereby increase the cutting efficiency while improving the surface form accuracy and surface quality of silicon wafers. Additionally, it basically has no effect on the wear of the cutting wire. The current research on EWS is mainly focused on the machining mechanism analysis and process performance test experiments, among which surface integrity is the main aspect. However, there is a lack of research on the influencing factors of process performance and their influencing relationships. Moreover, the coupling degree of electrochemical action and abrasives grinding effect is not clear.
3 Diamond wire electronic discharge sawing
3.1 Machining principle and material removal mechanism
3.1.1 Machining principle
DWEDS is the combination of DWS and WEDM, which is mainly used for cutting hard and brittle semiconductors such as crystalline silicon, as well as quartz glass [20].
The machining principle and experimental setup of DWEDS are shown in Fig. 6. The positive and negative electrodes of the pulse power supply are connected to the semiconductor workpiece and the moving diamond wire respectively (Fig. 6a, b). The heat released from the spark discharge (Fig. 6c) is used to melt and gasify the surface material of workpiece, while the abrasives on the diamond wire grind the surface material, and both of them work together to achieve the cutting effect [32]. Therefore, there are two types of material removal methods in DWEDS, abrasives grinding removal and spark discharge erosion. The latter is the main one, whose material removal percentage reaches 60.39% ~ 93.54% [33]. And the specific material removal ratio of the two is related to the wire speed, feed speed and discharge parameters [34].

Taking the discharge equivalent model of P-type silicon positive discharge machining (Fig. 7) as an example to explain semiconductor discharge machining. The barrier formed by the contact between the discharge channel and the semiconductor at the spark discharge end can be equivalent to a reverse-biased Schottky diode. The barrier formed by the contact between the clamp metal and the semiconductor at the electric inlet end can be regarded as a forward-biased Schottky diode [35]. The discharge channel can be equivalent to a forward-biased Zener diode. And the semiconductor body resistance can be equated to a rheostat. When the abrasives on the diamond wire electrode come into contact with the workpiece, the voltage between the wire electrode and the workpiece is still maintained at a high value owing to the existence of the body resistance and the reverse-biased Schottky diode, which can breakdown the gap medium and generate spark discharge in other places where there is no contact [36]. Therefore, the process can still be carried on.

Positive polarity discharge equivalent circuit of P-type crystalline silicon [35]
3.1.2 Machining state and material removal mechanism
According to the material removal method, the machining state of DWEDS can also be divided into three types, as shown in Fig. 8. When the abrasives protrusion height l is larger and the thickness removed by a single grinding is smaller, the machining gap m is larger than the maximum discharge gap n. At this time, there is only abrasives grinding effect, as shown in Fig. 8a. When n is larger than m and smaller than l, the abrasives grinding effect and discharge erosion action exist simultaneously, as shown in Fig. 8b. When n is larger than l and m, there is only the discharge erosion action, as shown in Fig. 8c [38]. The interrelationship among the above three distances is influenced by the comprehensive effects of electrical parameters, feed speed, and wire speed. Therefore, in order to fully utilize the two methods of material removal and achieve the best composite state, it is necessary to adopt appropriate parameters to ensure that the maximum discharge gap is equal to the average value of abrasives protrusion height, so that the abrasives grinding effect and discharge erosion action coexist during machining.

Machining states of DWEDS [38]
Although the material removal methods of DWEDS include abrasives grinding removal and spark discharge erosion, the discharge erosion action is not always present, even in the best composite state. In the pulse width, the discharge erosion action and the grinding effect remove the material together, but in the pulse interval, only the grinding action removes the material. The material removal process of a single diamond abrasive within a single pulse cycle of the continuous pulse signal is shown in Fig. 9. At the beginning of the pulse, the spark discharge and diamond abrasive remove the workpiece material together. The dashed line at A are the workpiece materials removed by them within the pulse width, and the schematic diagram at B shows the cutting zone after these materials are removed at the end of the pulse. When the pulse ends, the abrasive continues to grind. At this time, the abrasive can not only remove the erosion pits and recast layer caused by spark discharge, but also continue to grind the undischarged part of workpiece material. The dashed line at C are the materials removed by the abrasive during the pulse interval, and the schematic diagram at D shows the cutting zone after these materials are removed before the next pulse [33].

Schematic diagram of material removal process of a single diamond abrasive within a single pulse cycle of the continuous pulse signal [33]
3.2 Process performance
3.2.1 Material removal rate and machining accuracy
DWEDS can significantly improve the MRR [34, 37], whose MRR is about 6% higher than DWS and 160% higher than WEDM, as shown in Fig. 10 [39]. In DWEDS, the high temperature generated by electric discharge not only directly removes some materials, but also softens the remaining materials in the cutting area, which makes it easier for diamond abrasives to remove them. In addition, diamond abrasives can remove the recast layer formed by electric discharge within the pulse interval, which is beneficial for the next discharge to remove materials.

Comparison of MRR and surface roughness of three machining methods [39]
The machining accuracy of DWEDS is higher than that of DWS [40], and the shape accuracy of the workpiece machined by DWEDS is higher than that of DWS and WEDM (Fig. 11), which reflects that DWEDS is the most suitable method for shape cutting of hard and brittle materials among the three [38]. Because the improvement of wire tension stability and the reduction of wire bow (in Sect. 2.2.2) are conducive to the improvement of machining accuracy. Other studies have shown that the relationship between the machining accuracy of DWEDS and DWS is different under different cooling conditions [37], which may be attributed to different evaluation criteria. The former uses the sawing length under a given feed to evaluate machining accuracy, while the latter uses flatness.

Cylinders cut by three machining methods and their cylindricity values [38]
3.2.2 Cutting force, wire tension, and wire bow
The feed force, cutting force, and wire tension of DWEDS are smaller and more stable than that of DWS [37, 40], and the wire bow is smaller and more stable than that of both DWS and WEDM [37, 38]. This is because the spark discharge can reduce the macroscopic cutting force and the load acting on the diamond wire while improving the tension stability, which is conducive to the reduction of wire bow and the improvement of machining accuracy [40]. Figures 12 and 13 show the comparison of wire tension and kerf length of different machining methods, where the kerf length under a given feed is used to indirectly reflect the size of the wire bow.

Comparison of wire tension of DWEDS and DWS [37]

Influence of feed speed on kerf length [34]
3.2.3 Surface quality
(1) Surface roughness
Due to the existence of abrasives grinding effect, DWEDS can improve the problem of high surface roughness caused by spark discharge. The surface roughness of the workpiece machined by DWEDS is nearly 73% lower than that of WEDM [39], but higher than that of DWS [37, 38], as shown in Fig. 10.
(2) Surface morphology and damage layer
There are some pits, saw marks, and microcracks on the workpiece surface machined by DWEDS. But the number and size of saw marks/pits are obviously less than that of DWS/WEDM (Fig. 14), and the thickness of recast layer/damage layer fall in between (Figs. 15 and 16) [34, 38, 39]. The specific morphology is related to the contribution of spark discharge and abrasives grinding caused by electrical and cutting parameters [33]. The material removal mechanism of DWEDS is the combination of discharge erosion and abrasives grinding. During diamond abrasives grinding, some of the recast layer, heat-affected zone, and pits formed by electric discharge are removed first, and then the workpiece substrate is ground while saw marks are left on the surface.

Surface morphology of silicon wafer cut by three machining methods [34]

Thickness of damage layer of silicon wafer cut by three machining methods [34]

Influence of feed speed on thickness of damage layer [34]
(3) Surface element
There are a lot of carbon residues on the surface of the workpiece processed by DWEDS and DWS, but the content of the former is reduced by 26% [39].
3.2.4 Kerf width and material loss
Although the diamond wire is in contact with the workpiece in DWEDS, the vibration of the wire caused by electric spark is larger than that of DWS. So the kerf width of the workpiece cut by DWEDS is larger than that of DWS, but still about 5% smaller than that of WEDM, as shown in Fig. 17 [39]. Other researchers have found that the kerf width and material loss of the workpiece cut by DWEDS are smaller than those of the other two machining methods [34] or at the same level as them [38]. The differences in conclusions are attributed to the different size and performance of the cutting wire used and the different discharge parameters selected.

Kerf width of silicon wafer cut by three methods [39]
3.2.5 Wear of diamond wire
The overall diameter loss of diamond wire in DWEDS is higher than that in DWS, and the diameter loss at the electroplated layer is close to that of DWS. But the electroplated layer is rougher even cracked, and more abrasives will be exposed from electroplated layer, as shown in Fig. 18 [37]. This is because the electroplated layer melts initially and then resolidifies during the discharge process, and cracks are formed under the cooling effect of the cutting fluid. The electroplated layer in the melted state exposes the abrasives, which leads to the self-sharpening effect on the worn abrasives. And then the resolidified electroplated layer strengthens the cementation of the abrasives, which stabilizes the cutting ability of the diamond wire and maintains the high-performance sawing [34]. However, other researchers believe that the cutting force acting on the abrasives in DWEDS is smaller than that in DWS, so the wear of diamond wire is also smaller [39]. The difference in conclusions may be attributed to the different ways of realizing hybrid machining and the different discharge parameters selected.

Wear of diamond wire under the same cutting amount [37]
3.3 Influencing factors
The influencing factors of process performance in DWEDS include electrical parameters such as pulse voltage, pulse current, pulse width, and duty cycle, cutting parameters such as feed speed and wire speed, and cooling condition.
3.3.1 Electrical parameters
Electrical parameters such as pulse voltage, pulse current, pulse width (pulse-on time) and duty cycle change the process performance by influencing the spark discharge effect.
The discharge energy per pulse is proportional to the discharge power and pulse-on time, and the discharge power is proportional to the pulse current and pulse voltage. Under the condition that the MRR matches the feed speed, the increase of pulse power helps to enhance the discharge erosion action and improve the MRR, but the surface roughness of the workpiece will deteriorate accordingly. Also, the increase of pulse current will give rise to the enlargement of kerf width (Fig. 19) [34].

Influence of pulse current and feed speed on kerf width [34]
When the duty cycle is constant, with the increase of pulse-on time/pulse width, the material removal ability of spark discharge increases, so the MRR increases (Fig. 20) [33], but the surface roughness increases accordingly (Fig. 21) [37]. Additionally, the wire bow becomes smaller (Fig. 22a), but the kerf width increases (Fig. 22b), which results in more material loss [34]. However, when the pulse width is too small and the discharge erosion action cannot meet the grinding effect, the machining gap will be continuously reduced, and even short circuit will occur [33].

Influence of pulse-on time PW and duty cycle on material removal rate [33]

Influence of pulse-on time PW and pulse-off time PP on surface roughness under different cooling conditions [37]

Influence of pulse-on time PW and pulse-off time PP on kerf length (a) and width (b) [34]
When the pulse width is constant, with the increase of pulse-off time or the decrease of duty cycle, the discharge erosion action weakens, so the MRR cannot meet the feed speed, which results in the increase of wire bow (Fig. 21a) and the decrease of MRR (Fig. 20) [33]. But the kerf width becomes smaller (Fig. 21b), so the material loss is reduced. In addition, the surface roughness of workpiece is also reduced accordingly due to the relative improvement of grinding effect (Fig. 22) [34]. Other scholars have concluded that the surface roughness decreases with the increase of pulse-on time and duty cycle [33], which may be attributed to different discharge parameters selected.
3.3.2 Cutting parameters
Cutting parameters such as feed speed and wire speed change the process performance by influencing the grinding effect and the composite state.
As the feed speed increases, the MRR of DWEDS increases (Fig. 23a) [33]. But the discharge corrosion effect weakens, so the proportion of material removed by spark discharge decreases and the abrasives grinding effect increases. The wire bow becomes larger (Fig. 13), but the kerf width and damage layer thickness of workpiece decrease (Figs. 16 and 19) [34]. Additionally, the surface roughness of workpiece is reduced due to the improvement of grinding effect (Fig. 23b) [33], and the surface features such as discharge erosion, pits and recasting gradually weakened, while tending to generate saw marks formed by abrasives (Fig. 24) [37]. When the feed speed increases to the extent that the material removal ability cannot match, the contact between diamond wire and workpiece will gradually become closer, which makes it easier for short circuit to occur, so the proportion of short circuit among three circuit states increases (Fig. 25) [38]. In addition, excessive feed speed will increase the grinding depth of the abrasives, which results in deeper saw marks on the workpiece surface. As a result, the surface roughness of workpiece increases (Fig. 23b) [33].

Influence of feed speed and wire speed on material removal rate (a) and surface roughness (b) [33]

Influence of feed speed on surface morphology [37]

Influence of feed speed on the proportion of three circuit states [38]
As the wire speed increases, the number of abrasives involved in grinding per unit time increases, so the MRR increases (Fig. 23a), but the surface roughness increases initially and then decreases (Fig. 23b). The part of decrease is because the removal of the discharge pits and recast layer improves with the enhancement of the abrasives grinding effect [33].
In addition to the feed speed and wire speed, the cutting direction also influences the process performance. The feed force of cross sawing is significantly smaller than that of rip sawing in composite cutting, but the transverse force is larger than that of rip sawing. And the machining accuracy is easier to control in rip saw than in cross saw [40].
3.3.3 Cooling condition
The cooling methods for semiconductor material cutting mainly include jet cooling and bath cooling [41]. The machining accuracy, surface roughness and quality of workpiece in DWEDS under bath cooling are better than those under jet cooling, as well as wire tension stability. Besides, there is no significant difference in diamond wire wear between them. This is because more cutting fluid can be immersed in the kerf under bath cooling, so that the diamond wire and workpiece can be fully cooled and lubricated. At the same time, the disturbance of diamond wire caused by the cutting fluid injection is improved, so the tension fluctuation of diamond wire is reduced. However, the fluidity of the cutting fluid under bath cooling is worse, which makes it difficult to remove chips [37]. Figure 26 shows the flatness of silicon wafers cut by DWEDS under different cooling conditions.

Flatness of silicon wafers cut by DWEDS under different cooling conditions [37]
In summary, DWEDS can combine the advantages of both DWS and WEDM to achieve higher material removal rate, machining accuracy, and better workpiece quality. By adjusting influencing factors such as electrical and cutting parameters, the composite effect of the two can be changed, which can result in different process performance. At present, the research on DWEDS is still in the aspects of principle exploration and process performance experiments, and there is a lack of research on simulation modeling. The deep mechanisms of material removal, surface morphology formation and diamond wire wear under the coupling of force, and heat still need to be explored.
4 Diamond wire electrochemical discharge sawing
4.1 Machining principle and material removal mechanism
4.1.1 Machining principle
DWECDS is the combination of electrochemical discharge machining (ECDM) and DWS, mainly used to cut hard and brittle insulating materials such as quartz glass and ceramics.
The machining principle and experimental setup of DWECDS are shown in Fig. 27. The workpiece, diamond wire and auxiliary electrode are immersed in the electrolyte, and the diamond wire and auxiliary electrode are connected to the negative and positive electrodes of the DC power supply respectively (Fig. 27a). As the DC voltage applying, electrochemical reaction starts and hydrogen film is generated around the diamond wire. The hydrogen film separates the diamond wire from the electrolyte, resulting in a large dynamic resistance between them. When the voltage exceeds the breakdown voltage threshold, spark discharge occurs within the gas film covering the diamond wire (Fig. 27b, d). The high temperature from the spark discharge reduces the strength of the workpiece, thus promoting the material removal through the moving diamond wire [42].

During the sawing process, the counterweight pulls the slider to move on the guide which is installed on the worktable, so that the workpiece fixed on the slider is fed forward as the material is removed (Fig. 27c). In this constant pressure feed mode, the feed of the workpiece is the result of material removal, so the feed speed is not a process parameter but is affected by the weight mass [43]. In addition, the worktable can also move directly with the workpiece at a constant feed speed, but at this time the feed speed is a process parameter [45].
4.1.2 Oil film-assisted process
When the thickness of the workpiece exceeds 5.0 mm, it is difficult to form the hydrogen film to electrically insulate the diamond wire from the electrolyte, so no spark discharge will occur. An oil film-assisted process is proposed to solve this problem, and its basic principle is shown in Fig. 28 [44]. A uniform and complete oil film is coated on the surface of diamond wire in advance by an oiling device, so that the wire and electrolyte are kept in an electrical insulation state. Spark discharge is generated when the applied voltage between the diamond wire and the electrolyte exceeds the critical value (Fig. 28a). Oil film at the discharge position will be damaged by high temperature and appear slight defects after discharge, however, hydrogen gas is immediately generated by electrochemical reaction to repair the damaged oil film when the diamond wire comes into contact with the electrolyte (Fig. 28b) [42]. Therefore, the insulating film on the surface of the diamond wire is an oil-hydrogen two-phase dielectric film with oil film as the main layer and hydrogen film as the auxiliary layer, which is in the cyclic evolution state of “spark discharge-damage-electrochemical reaction repair-spark discharge …”, and the machining state is also constantly changing [43].

Principle of oil film-assisted process a the oil film on the diamond wire surface is complete b the oil film is repaired by hydrogen film after being damaged [44]
4.1.3 Material removal mechanism
In the EDM of hard and brittle materials such as ceramics, the main mechanism of material removal is the material spalling caused by the severe stress difference generated by spark discharge and electrolyte cooling [46,47,48]. In the process of DWS, hard and brittle materials are removed by plastic deformation and spalling, and the MRR associated with the spalling is one order of magnitude greater than that with plastic deformation [49, 50]. However, the stress difference between spark discharge and electrolytic cooling is not large enough to cause the spalling of the workpiece material in DWECDS because of low discharge energy and high material melting point, but it reduces the strength of the workpiece material [51]. At the same time, the surface material may also deteriorate due to chemical etching [45]. As a result, the workpiece material is more easily removed by moving diamond wire.
4.2 Process performance
4.2.1 Material removal rate and shape accuracy
Electrochemical discharge facilitates the material spalling by the moving diamond wire, which improves the MRR, as shown in Table 3 [42,43,44, 51]. However, the larger wire bow leads to a decrease in the shape accuracy of the workpiece processed by DWECDS, and the machined profile is over-cut due to unstable spark discharge in some micro-areas without oil film, as shown in Fig. 29 [45].

Circular contour and roundness of quartz glass sawed by DWS and DWECDS [45]
4.2.2 Surface quality
(1) Surface roughness
The integration of electrochemical discharge with diamond wire sawing promotes the spalling of materials, which increases the surface roughness [42, 43]. Figure 30 shows the surface roughness of alumina ceramics sawed by DWECDS and DWS along the perpendicular and parallel saw wire directions. The roughness of the machined surface in the vertical direction is greater than that in the perpendicular direction, because the vibration of diamond wire produces saw marks on the machined surface (Fig. 31) [44, 51].

Comparison of surface roughness [51]

Comparison of workpiece surface topography [43]
(2) Surface topography
Similar to the machined surface of DWS, there are many micro-pits formed by material spalling and saw marks formed by material ductile removal on the workpiece surface sawed by DWECDS, as shown in Fig. 31, but the number of micro-pits is more than that of DWS, and the number of saw marks is less than that of DWS, because the combination of electrochemical discharge and diamond wire sawing facilitates material spalling [42,43,44, 51].
(3) Recast layer
When the voltage is not high, the energy of electrochemical discharge is not enough to melt the workpiece material, but it can promote the spalling of the material by the moving diamond wire. Therefore, there is the phenomenon of material spalling but no recast layer on the machined surface. When the voltage is too high, the recast layer will appear [43]. However, this situation does not exist under the oil film-assisted process, which indicates that the electrochemical discharge energy is lower under the oil film-assisted process [44].
(4) Surface element
There are Na and Cl elements on the workpiece surface sawed by DWECDS. They come from the NaCl solution which is not completely cleaned in the micro holes of the machined surface. Ni element is not presented on the machined surface because electrochemical discharge can only melt a small amount of diamond wire material, and most of the melted material have condensed into solid particles before reaching the workpiece surface [43].In addition, there is no accumulation of carbon element on the machined surface sawed by oil film-assisted DWECDS, because the temperature generated by the electrochemical discharge is not high enough to decompose the carbon in the kerosene [44].
4.2.3 Wear of diamond wire
Figure 32 shows the surface morphology of the used diamond wire in DWS and DWECDS. The used diamond wire in DWECDS is more seriously worn, and there are some micro craters and cavities on the surface [44]. The high temperature generated by discharge removes some nickel materials of the diamond wire and the micro craters are formed, which leads to the decrease of the bonding strength between wire matrix and diamond abrasive, so some diamond abrasives are pulled out of the wire matrix and the cavities are formed. Therefore, the integration of electrochemical discharge will increase the chance of diamond abrasive pull-out [43].

Surface morphology of used diamond wire [44]
4.3 Influencing factors
The factors influencing the process performance of DWECDS include electrolyte concentration and spraying speed, DC voltage, wire speed, feed speed, and counterweight mass (workpiece feed pressure).
4.3.1 Electrolyte concentration and spraying speed
The concentration of NaCl electrolyte is closely related to the ability to generate electrochemical discharge, and the optimal concentration of NaCl solution should make it easy to generate electrochemical discharge. Figure 33 shows the threshold of breakdown voltage under different NaCl solution concentrations. The threshold of breakdown voltage first decreases and then increases with the increase of NaCl solution concentration, and the optimal concentration is 20%. The reason is that the larger solution concentration is helpful to the formation of hydrogen film and generation of electrochemical discharge. But excessive solution concentration makes hydrogen bubbles generated by electrochemical reaction expand violently, which leads to the increase of gas film thickness. As a result, it requires higher voltage to generate electrochemical discharge [51].

Threshold of breakdown voltage under different NaCl solution concentrations [51]
The spraying speed of NaCl solution has a significant effect on electrochemical discharge. An ideal spraying speed provides enough electrolyte to the gap between diamond wire and workpiece, but it will not lead to the difficulty in the formation of hydrogen film (Fig. 34a). A very low spraying speed will give rise to the accumulation of hydrogen bubbles and insufficient electrolyte supplementation to the gap (Fig. 34b), which makes it difficult to generate spark discharge. On the contrary, a very high spaying speed will blow hydrogen away from the diamond wire quickly, which will hinder the formation of gas film (Fig. 34c) [42].

Schematic of the influence of spraying speed a an ideal spraying speed, b a very low spraying speed, c a very high spraying speed [42]
4.3.2 DC voltage
Figure 35 shows the circuit current under different voltages in DWECDS, presenting the electrochemical reactions and multiple spark discharges during the machining process [42]. The sudden increase of electrochemical reaction current is caused by the lack of insulation film in certain areas on the surface of diamond wire. Subsequently, the current rapidly decreases as the hydrogen gas generated by electrochemical reaction reduces the area of diamond wire exposed to the electrolyte. The function of this kind of electrochemical reaction is to produce hydrogen film, and spark discharges are generated when the hydrogen film forms. In Fig. 35, each needle pulse represents a spark discharge process, and the relatively low current between pulses is the electrochemical reaction that generates hydrogen to maintain gas film. With the increase of voltage, the time required for electrochemical reaction to form hydrogen film decreases and the frequency of spark discharge increases. At the same time, the discharge current increases with the increasing voltage. As a consequence, the energy of spark discharge increases [45].

Circuit current under different voltages [42]
Figure 36 shows the influence of DC voltage on MRR and surface roughness in DWECDS. With the increase of voltage, MRR and surface roughness initially increase and then decrease [51]. The frequency and energy of spark discharge increase with the increasing voltage, so the amount of material spalling increases, which augments MRR. In the other hand, the ductile removal area decreases and more and larger pits appear on the machined surface (Fig. 37a–c), which causes the increase of surface roughness. However, when the voltage is too high, the volume of hydrogen bubbles generated by electrochemical reaction becomes larger, and then they may accumulate in the gap between diamond wire and workpiece on account of the obstruction of diamond abrasive, which gives rise to insufficient electrolyte complement. Consequently, the discharge frequency in these areas decreases, and the opposite result is obtained (Fig. 37d, e) [43]. However, the MRR and surface roughness under the oil film-assisted process continuously increase with the increase of voltage [42], and the number of pits on the machined surface also constantly increases [44]. The reason may be that bubbles will not accumulate in the gap between the diamond wire and workpiece under the oil film-assisted process, so the spalling of the material is continuously enhanced.

Influence of DC voltage on MRR (a) and surface roughness (b) [51]

Influence of DC voltage on surface morphology [51]
Figure 38 shows the circular contour and roundness of quartz glass sawed by DWECDS under different DC voltages. With the increase of DC voltage, the ability of electrochemical reaction to generate hydrogen is enhanced, so the formation of hydrogen film is more stable. It ensures a stable spark discharge process and a smaller wire bow, which finally improves the shape accuracy and forms the relatively uniform overcutting [45].

Circular contour and roundness of quartz glass sawed by DWECDS under different DC voltages [45]
4.3.3 Wire speed
Figure 39 shows the influence of wire speed on MRR and surface roughness in the DWECDS of alumina ceramics. The MRR increases with the increase of wire speed (Fig. 39a), as the number of diamond abrasive involved in sawing grows constantly. The influence of wire speed on surface roughness (Fig. 39b) and morphology (Fig. 40) is little, possibly because the surrounding gas can alleviate the vibration of the diamond wire [51]. However, in the oil film-assisted DWECDS of glass, both MRR and surface roughness increases with the increasing wire speed [42], possibly because the coated oil film doesn’t have the function of stabilizing diamond wire.

Influence of wire speed on MRR (a) and surface roughness (b) in the DWECDS of alumina ceramics [51]

Influence of wire speed on surface morphology [51]
With the increase of wire speed, the wire bow in the oil film-assisted DWECDS of glass initially decreases and then increases, so the shape accuracy first increases and then decreases (Fig. 41). Because the increase in wire speed gradually reduces or even eliminates the degree to which the wire bow becomes larger with the feed of workpiece, so the shape accuracy is improved. However, when the wire speed is too high, the spark discharge is unstable and the MRR is reduced. As a result, the degree of wire bow enlargement increases and the shape accuracy decreases [45].

Circular contour and roundness of quartz glass sawed by DWECDS at different wire speeds [45]
4.3.4 Counterweight mass (workpiece feed pressure)
In the constant pressure feed mode of the workpiece, as the counterweight mass that pulls the workpiece to feed increases, the cutting force increases, which contributes to a rise in MRR (Fig. 42). At the same time, the larger workpiece feed pressure causes the diamond wire to produce more obvious saw marks on the workpiece surface (Fig. 43), thus resulting in an increase in surface roughness [42, 51].

Influence of counterweight mass (workpiece feed pressure) on MRR and surface roughness [42]

Influence of counterweight mass (workpiece feed pressure) on surface topography [51]
4.3.5 Feed speed
Figure 44 shows the circular contour and roundness of quartz glass sawed by DWECDS at different feed speeds. In the constant speed feed mode of workpiece, with the increase of feed speed, the MRR gradually fails to match the feed speed, which leads to a larger wire bow. As a result, the shape accuracy of workpiece is reduced [45].

Circular contour and roundness of quartz glass sawed by DWECDS at different feed speeds [45]
DWECDS can promote the spalling of workpiece material, and thereby increase the material removal rate and reduce saw marks on the surface of workpiece without recast layer formed. However, it will increase the surface roughness of the workpiece and aggravate the wear of the diamond wire. Different process performance of DWECDS can be achieved by changing parameters such as DC voltage, wire speed, and feed speed. At present, the research on DWECDS is mainly focused on the process influence experiments, and there is still a lack of in-depth mechanism research. Additionally, the integration degree of DWS and ECDM also needs to be further explored.
5 Ultrasonic-assisted diamond wire sawing
5.1 Machining principle
According to the applied objects of ultrasonic vibration, UADWS can be divided into two assisted cutting methods: applying ultrasonic vibration to the workpiece and applying ultrasonic vibration to the diamond wire.
5.1.1 UADWS whose ultrasonic vibration is applied to workpiece
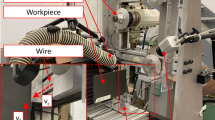
When ultrasonic vibration is applied to the workpiece for assisting cutting, it is usually along the movement direction of diamond wire or the feed direction of workpiece, or both directions simultaneously [52]. Figure 45 shows the machining principle and experimental setup of UADWS whose ultrasonic vibration is applied to the workpiece. The reciprocating motion of the diamond wire and the feed motion of the workpiece achieve cutting effect in the sawing process. At the same time, ultrasonic vibration is applied to the workpiece in the horizontal or vertical direction, so that the high-frequency vibration of workpiece can be realize along the direction perpendicular to the movement of the diamond wire to assist the cutting [53].

When two assisted ultrasonic vibrations with the same ultrasonic frequency and adjustable amplitude are applied along the horizontal and vertical directions of the workpiece at the same time, the workpiece vibration is the vector sum of these two vibrations. And when the amplitudes of the two vibrations are the same, the vibration trajectory of worpiece is circular. When they are different, the vibration trajectory is elliptical [53].
UADWS whose ultrasonic vibration is applied to workpiece can significantly increase the cutting efficiency and reduce the depth of saw marks and the surface roughness of workpiece while reducing the wear of abrasives and improving the service life of diamond wire [53]. However, it has certain requirements on the size of the workpiece. If the size or mass of workpiece is too large, the loading capacity and amplitude of the ultrasonic vibration platform are necessary to be improved [52]. This has higher requirements on the structure of workpiece loading platform or the power of ultrasonic generator, which limits the application and popularization of this ultrasonic vibration-assisted cutting method. Therefore, UADWS that ultrasonic vibration is applied to diamond wire is more widely used currently.
5.1.2 UADWS whose ultrasonic vibration is applied to diamond wire
When ultrasonic vibration is applied to diamond wire, the diamond wire generates high-frequency vibration during the cutting process, which achieves the removal of material [54]. According to the different structure of DWS machine, Figs. 46 and 47 respectively show the machining principle and experimental setup of UADWS whose ultrasonic vibration is applied to the diamond wire moving in the vertical direction and horizontal direction. The machining principle of them is the same. The ultrasonic horn is connected with the ultrasonic guide wheel, and the ultrasonic vibration is applied to diamond wire through the guide wheel. The diamond wire generates high-frequency vibration in the feed direction of the workpiece while moving reciprocally, which achieves efficient material removal [55]. Compared with UADWS whose ultrasonic vibration is applied to workpiece, this method has simple structure and low power requirement for the ultrasonic generator. This method is also called transverse ultrasonic vibration assisted diamond wire sawing because the ultrasonic vibration direction is perpendicular to the motion direction of diamond wire.

Machining principle (a) and experimental setup (b) of UADWS whose ultrasonic vibration is applied to the diamond wire moving in the vertical direction [56]

As shown in Fig. 48, when transverse ultrasonic vibration is applied to diamond wire, the contact between the abrasives on diamond wire surface and the workpiece changes from continuous contact to intermittent contact [54, 58]. In this case, there is a high-frequency impact between the abrasives and the workpiece, which increases the critical cutting depth of material’s brittle-plastic transition and improves the surface quality of the workpiece [59]. Additionally, owing to the change of the contact form between diamond wire and workpiece, the friction between abrasives and workpiece is greatly reduced, which reduces the average sawing force. At the same time, the coolant is easier to enter the cutting area, and carry away the chip and the dropped abrasives in the kerf [55].

Trajectory of abrasive on the surface of diamond wire assisted by transverse ultrasonic vibration [54]
In addition to transverse ultrasonic vibration assisted sawing, another scholar has proposed a three-dimensional ultrasonic vibration assisted diamond wire sawing (3D UADWS) method [60]. The machining principle and experimental setup are shown in Fig. 49. Ultrasonic vibration is applied to the X, Y, and Z directions of diamond wire respectively. And a multi-axis flexure hinge structure is adopted to realize the decoupling of the three motion directions, which prevents the mutual interference of ultrasonic vibration in the three directions. Therefore, the trajectory of abrasives on the diamond wire is a spatial elliptical curve composed of three ultrasonic vibration vectors.

Machining principle (a) and experimental setup (b) of 3D UADWS [60]
Compared with transverse UADWS, 3D UADWS can more effectively reduce the sawing forces and improve the surface quality of workpiece while reducing the wear of abrasives [60]. However, it has not been widely studied due to the complex structure and higher cost. Therefore, only the research of transverse UADWS is summarized blow.
5.2 Process performance
5.2.1 Material removal rate and machining accuracy
UADWS can significantly improve the MRR, and its cutting efficiency is about 1.5 ~ 2 times higher than that of DWS. Due to the existence of transverse ultrasonic vibration, the normal impact force of diamond abrasives increases, which result in the increase of lateral cracks in workpiece material. Besides, ultrasonic vibration has an amplification effect on wire speed [56]. As a result, the MRR of the wire sawing is improved. In addition, the smaller sawing force can improve the cutting stability and alleviate the vibration of diamond wire, which creates favorable conditions for improving machining accuracy.
5.2.2 Sawing force
As shown in Fig. 50, the sawing force of UADWS is lower than that of DWS [61, 62]. The average sawing force, normal sawing force and tangential sawing force are about 68%, 28.8%~64.2%, and 22.4 ~ 31.4% smaller than those of DWS, respectively [56]. On the one hand, the intermittent contact characteristics between abrasives and workpiece is beneficial for the discharge of chips and dropped abrasives and the reduction of friction force, so the sawing force is reduced. On the other hand, the large-size abrasives are rapidly broken under the high-frequency impact of ultrasonic vibration. Then the size of the abrasives on diamond wire quickly becomes consistent and the abrasives enter into a stable wear stage, so the embedding depth of abrasives decreases, which also reduces the sawing force [63]. Moreover, high-frequency impact causes a large number of microcracks on the surface of workpiece, and the abrasives can remove this part of the material with only a small force, so the sawing force is further reduced [62].

Comparison of sawing force between DWS and UADWS [62]
5.2.3 Surface quality
(1) Surface morphology
Compared with the block pits and parallel saw marks on the surface of workpiece cut by DWS (Fig. 51a), there are more punctate pits and cross-saw marks on the surface of workpiece cut by UADWS (Fig. 51b).When the transverse ultrasonic vibration is applied, the high-frequency impact between abrasives and workpiece increases the critical depth of material’s ductile-brittle transition, which results in more ductile removal of material [64]. Even when the brittle spalling of material occurs, the extension of lateral cracks is much smaller. Therefore, more punctate pits are formed on the surface of the workpiece. On the other hand, ultrasonic vibration causes the trajectories of abrasives to cross each other, which leads to more cross-saw marks on the surface of workpiece [65].

Surface morphology of the workpiece cut by two methods [65]
(2) Surface roughness
UADWS can reduce the surface roughness of workpiece. Compared with those of DWS, the surface roughness of SiC and composite ceramics cut by UADWS are reduced by about 25.7% and 50.1%, respectively [56, 61]. Because the trajectories of different abrasives cross and overlap each other under the action of ultrasonic vibration, and the unprocessed peak parts are removed by mutual grinding, which reduces the surface roughness of workpiece [66].
(3) Subsurface damage layer
Compared with that of DWS, the thickness of damage layer of the workpiece cut by UADWS is reduced by 18.95%. This is because the “shielding effect on the median crack” caused by ultrasonic vibration can well inhibit the expansion of the median crack [54]. As shown in Fig. 52, under the action of ultrasonic vibration, the abrasives on the diamond wire will intermittently collide with the workpiece, and the abrasive 1 near the bottom will preferentially produce median crack and lateral crack due to the larger embedding depth. The lateral crack generated by abrasive 1 can inhibit the expansion of the median crack generated by adjacent abrasive 2, so the subsurface cracks that eventually extend to the workpiece surface are reduced. In addition, ultrasonic vibration enables the abrasives to release higher energy in a short period of time, so that the materials in the machining area are locally pulverized and the brittle damage of the material is reduced, which is helpful to decrease the thickness of the damage layer [67].

Shielding effect on median cracks in adjacent abrasives [54]
5.2.4 Wear of diamond wire
As shown in Fig. 53, the abrasive wear of UADWS is not as severe as that of DWS, and there are scratches on the surface of the abrasives [66]. The reduction of friction and sawing force, as well as the timely discharge of chips and debris, reduces the wear of abrasives and improves the service life of diamond wire [55].

Wear of abrasives under the same sawing amount [66]
5.3 Influencing factors
Factors influencing the process performance of UADWS include ultrasonic parameters such as ultrasonic amplitude and frequency and cutting parameters such as wire speed and feed speed.
5.3.1 Ultrasonic parameters
The ultrasonic frequency mainly affects the machining efficiency, and the machining efficiency increases with the increase of frequency. Figure 54 shows the influence of ultrasonic amplitude on sawing force and surface roughness. With the increase of ultrasonic amplitude, the average sawing force and the surface roughness decrease [68]. Because the increase of amplitude can expand the space for dynamically accommodating chips between abrasives and workpiece, which is conducive to the entry of coolant and the discharge of chips, and thus the secondary damage of workpiece surface by chips and abrasive debris is reduced [69].

Influence of ultrasonic amplitude on sawing force and surface roughness [68]
5.3.2 Feed speed
As the feed speed increases, the embedding depth of abrasives per unit time increases, so the material removal rate increases (Fig. 55a) [65]. But the normal sawing force Fn increases at the same time (Fig. 55b), which leads to a larger diamond wire bow and a longer contact length between diamond wire and workpiece. Therefore, the discharge of chips becomes more difficult, which increases the friction between diamond wire and workpiece, so the tangential sawing force Ft also increases (Fig. 55b) [56].

5.3.3 Wire speed
With the increase of wire speed, the number of abrasives involved in cutting per unit time increases, which results in a decrease in the average embedding depth of abrasives, so the sawing force is reduced (Fig. 56a, b) [56, 62] and more materials are removed in a plastic mode. Furthermore, the increase in the number of abrasives involved in cutting promotes the abrasives with intersecting cutting trajectories to remove the protrusions that has not been cut completely on the surface of workpiece, which reduces the surface roughness (Fig. 56c) [69, 70].

UADWS can significantly increase the material removal rate and improve the surface quality of workpiece while effectively reducing the sawing force and the wear of abrasives. Current research on UADWS is mostly focused on the macro-mechanism and process experiments, and there is a lack of the analysis of deep-level mechanism and the research of machining accuracy. In addition, the effects of influencing factors on more process performances are still to be explored.
6 Summary and prospect
In summary, wire sawing-based hybrid cutting methods including EWS, DWEDS, DWECDS, and UADWS have advantages in cutting hard and brittle materials, such as higher material removal rate, better surface quality, and smaller damage layer thickness. Their process performances are influenced by the comprehensive effects of electrical/ultrasonic parameters and cutting parameters. Table 4 provides a summary and comparison of the above four wire sawing-based hybrid cutting methods.
The current research is mostly focused on principle exploration and process performance experiments, and there are still deficiencies in the aspects of deep-seated material removal mechanism, detailed process performance and parameter optimization. In the future, the research can be deepened from the following aspects:
(1) There is a lack of research on simulation modeling at the present stage, so it is necessary to strengthen the simulation research of hybrid machining, such as establishing the machining mechanism model to deeply study the mechanism of material removal, the formation of surface topography, the wear of wire and so on.
(2) Various parameters have different or opposite effects on process performance, and the research scope and conclusions of different scholars are quite different. It is necessary to further explore the comprehensive influences of various parameters on process performance through experiments and control the integration by adjusting the coupling effect of parameters to achieve higher accuracy and better surface quality while maximizing machining efficiency.
(3) The current experimental equipment for hybrid machining is transformed from ordinary machine tools, whose degree of specialization is not high. It is necessary to develop specialized machine tools so that these hybrid methods can be better applied to industrial production in the later stage.
(4) Intelligentization is one of the mainstream trends of technological development. It is necessary to establish intelligent machining database and process parameter optimization model and introduce feedback and decision-making links to improve the controllability and predictability of the machining process and promote the intelligent development of hybrid cutting methods.
Data availability
All data generated or analyzed during this study are included in this published article.
Code availability
Not applicable
References
Sharma A, Babbar A, Tian Y, Pathri BP, Gupta M, Singh R (2022) Machining of ceramic materials: a state-of-the-art review. Int J Interact. https://doi.org/10.1007/s12008-022-01016-7. Des Manuf -IJIDeM
Mitin VV, Kokh AA (2018) Polysilicon market development and production technologies. Russ Microelectron 47:553–558. https://doi.org/10.1134/S1063739718080085
Wu Z (2011) The research of insulating ceramics machining by WEDM. Dissertation, East China Jiaotong University
Karakurt I, Aydin G, Aydiner K (2013) Predictive modelling of noise level generated during sawing of rocks by circular diamond sawblades. Sadhana-Acad Proc Eng Sci 38(3):491–511. https://doi.org/10.1007/s12046-013-0117-5
Shu JQ, Wei X, Ruan YR (2009) Research on free abrasive slicing single silicon crystal ingot using a wire saw. Tool Eng 43(1):31–35. https://doi.org/10.16567/j.cnki.1000-7008.2009.01.012
Moller HJ (2004) Basic mechanisms and models of multiwire sawing. Adv Eng Mater 6(7):501–513. https://doi.org/10.1002/adem.200400578
Li XY, Gao YF, Ge PQ, Zhang L, Bi WB (2019) The effect of cut depth and distribution for abrasives on wafer surface morphology in diamond wire sawing of PV polycrystalline silicon. Mater Sci Semicond Process 91:316–326. https://doi.org/10.1016/j.mssp.2018.12.004
Gao YF, Ge PQ, Zhang L, Bi WB (2019) Material removal and surface generation mechanisms in diamond wire sawing of silicon crystal. Mater Sci Semicond Process 103:104642. https://doi.org/10.1016/j.mssp.2019.104642
Liu YH, Gao YF, Yang CF (2021) Analysis of sawing characteristics of fine diamond wire slicing multicrystalline silicon. Diam Relat Mat 120:108708. https://doi.org/10.1016/j.diamond.2021.108708
Verma AS, Singh S (2022) Investigation and multi-objective optimization of monocrystalline silicon wafering using wire electro-discharge machining. Proc Inst Mech Eng Part C-J Eng Mech Eng Sci 236(13):7221–7235. https://doi.org/10.1177/09544062221077635
Shi Y, Huang YH, Tian ZJ (2008) The development of slicing method for silicon ingot with WEDM. Electromach Mould 567–71. https://doi.org/10.3969/j.issn.1009-279X.2008.05.014
Yeh CC, Wu KL, Lee JW, Yan BH (2013) Study on surface characteristics using phosphorous dielectric on wire electrical discharge machining of polycrystalline silicon. Int J Adv Manuf Technol 69(1–4):71–80. https://doi.org/10.1007/s00170-013-4995-9
Aydin G, Kaya S, Karakurt I (2019) Effect of abrasive type on marble cutting performance of abrasive waterjet. Arab J Geosci 12:357. https://doi.org/10.1007/s12517-019-4475-0
Lee CM, Woo WS, Kim DH, Oh WJ, Oh NS (2016) Laser-assisted hybrid processes: a review. Int J Precis Eng Manuf 17(2):257–267. https://doi.org/10.1007/s12541-016-0034-8
Arif M, Rahman M, San WY (2012) A state-of-the-art review of ductile cutting of silicon wafers for semiconductor and microelectronics industries. J Adv Manuf Technol 63(5–8):481–504. https://doi.org/10.1007/s00170-012-3937-2
Wang W, Liu ZD, Tian ZJ, Huang YH, Liu ZX (2009) High efficiency slicing of low resistance silicon ingot by wire electrolytic-spark hybrid machining. J Mater Process Technol 209(7):3149–3155. https://doi.org/10.1016/j.jmatprotec.2008.07.029
Wu KL, Yu PH (2015) Magnetic force-assisted electrolytic machining for polycrystalline silicon. Int J Precis Eng Manuf 16(7):1391–1397. https://doi.org/10.1007/s12541-015-0183-1
Li AS, Hu SC, Zhou Y, Wang HY, Zhang Z, Ming WY (2023) Recent advances in precision diamond wire sawing monocrystalline silicon. Micromachines 14(8):1512. https://doi.org/10.3390/mi14081512
Zhang X, Wang W, Bao GP, Zhang K (2015) Design of remote monitoring system for abrasive electrochemical multi-wire sawing silicon ingot into solar wafers. Electromach Mould 336–39. https://doi.org/10.3969/j.issn.1009-279X.2015
Qiu J (2022) Fundamental research on machining performance of diamond wire sawing and diamond wire electrical discharge sawing quartz glass. Ceram Int 48(17):24332–24345. https://doi.org/10.1016/j.ceramint.2022.04.327
Furutani K, Tomoto M (2012) Performance of wire-sawing of glass assisted by electro-chemical discharge. Key Eng Mater 523–524:299–304. https://doi.org/10.4028/www.scientific.net/KEM.523-524.299
Wang Y, Song LX, Liu JG (2021) Investigation on the sawing temperature in ultrasonic vibration assisted diamond wire sawing monocrystalline silicon. Mater Sci Semicond Process 135:106070. https://doi.org/10.1016/j.mssp.2021.106070
Kang HL (2017) Study on electrochemical multi-wire sawing process for IC silicon ingots. Sci Technol Vis 1149. https://doi.org/10.19694/j.cnki.issn2095-2457.2017.11.036
Zhang K, Wang W, Bao GP, Zhao MC (2016) Experimental study on impurities polycrystalline solar wafer by hybrid electrochemical grinding multi-wire saw. Electromach Mould 235–39. https://doi.org/10.3969/j.issn.1009-279X.2016.02
Bao GP, Zhou ZH, Zhang K, Zhang X, Zhao MC, Wang W (2016) Study on surface integrity of solar cell wafers by using free abrasive electrochemical multi-wire sawing method. J Mech Eng 52(11):201–206. https://doi.org/10.3901/JME.2016.11.201
Bao GP, Wang W, Cao XW (2016) Experimental study on electrochemical grinding machining of polycrystalline silicon wafer with diamond wire saw. Electromach Mould 641–43. https://doi.org/10.3969/j.issn.1009-279X.2016.06.009
Bao GP (2016) Fundamental research on electrochemical multi-wire sawing technique for silicon wafers. Dissertation, Nanjing University of Aeronautics and Astronautics
Wang W, Liu ZX, Zhang W, Huang YH, Allen DM (2011) Abrasive electrochemical multi-wire slicing of solar silicon ingots into wafers. CIRP Ann-Manuf Technol 60(1):255–258. https://doi.org/10.1016/j.cirp.2011.03.069
Bao GP, Huang C, Zhang YJ, Yu Z, Wang W (2022) Experimental study on surface integrity of solar cell silicon wafers sliced by electrochemical multi-wire saw. Micromachines 13(9):1469. https://doi.org/10.3390/mi13091469
Bao GP, Wang W, Zhang L (2017) Mechanism of material removal in abrasive electrochemical multi-wire sawing of multi-crystalline silicon ingots into wafers. Int J Adv Manuf Technol 91(1–4):383–388. https://doi.org/10.1007/s00170-016-9718-6
Zhang K (2016) The experimental study on polycrystalline solar wafer by hybrid electrochemical grinding multi-wire saw. Dissertation, Nanjing University of Aeronautics and Astronautics
Menzies I, Koshy P (2008) Assessment of abrasion-assisted material removal in wire EDM. CIRP Ann-Manuf Technol 57(1):195–198. https://doi.org/10.1016/j.cirp.2008.03.135
Jia Z, Li SJ, Ma GL, Shao W, Qiao C, Zhang C (2022) Research on cutting mechanism of A-WEDM of single-crystal silicons. China Mech Eng 33(20):2459–2167. https://doi.org/10.3969/j.issn.1004-132X.2022.20.009
Qiu J, Ge RP (2022) High-performance electrical discharge sawing of hard and brittle monocrystalline silicon by electroplated diamond wire. Int J Adv Manuf Technol 120(3–4):2031–2046. https://doi.org/10.1007/s00170-022-08871-4
Zhou WW (2018) Research on process and wire bending control of abrasive-spark hybrid shaping. Dissertation, Nanjing University of Aeronautics and Astronautics
Pan HJ, Liu ZD, Qiu MB, Huang SJ, Tian ZJ (2013) Study on the high efficiency mechanism in WEDM of semiconductor in micro contact condition. J Synth Cryst 42(7):1336–1342. https://doi.org/10.16553/j.cnki.issn1000-985x.2013.07.019
Qiu J, Li XF, Lv JZ, Zhang SB (2022) Surface flatness and roughness of diamond wire electrical discharge sawing mono-crystalline silicon with improved bath cooling. Int J Adv Manuf Technol 120(9–10):6251–6267. https://doi.org/10.1007/s00170-022-09155-7
Zhou WW, Liu ZD, Zhang B, Qiu MB, Chen HR, Shen LD (2018) Experimental research on semiconductor shaping by abrasive-spark hybrid machining. Int J Adv Manuf Technol 94(5–8):2209–2216. https://doi.org/10.1007/s00170-017-1013-7
Wu XY, Li SJ (2018) Experimental investigations of a hybrid machining combining wire electrical discharge machining (WEDM) and fixed abrasive wire saw. Int J Adv Manuf Technol 95(5–8):2613–2623. https://doi.org/10.1007/s00170-017-1357-z
Qiu J, Lv JZ (2023) Machining accuracy and force characteristic of diamond wire sawing and diamond wire electrical discharge sawing during rip sawing and cross sawing. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11132-7
Wu H (2016) Wire sawing technology: a state-of-the-art review. Precis Eng 43:1–9. https://doi.org/10.1016/j.precisioneng.2015.08.008
Wang J, Fu C, Jia ZX (2018) Cutting of hard and brittle insulating materials using spark discharge-assisted diamond wire sawing. J Mater Process Technol 252:225–232. https://doi.org/10.1016/j.jmatprotec.2017.09.027
Wang J, Guo YB, Fu Cheng, Jia ZX (2018) Surface integrity of alumina machined by electrochemical discharge assisted diamond wire sawing. J Manuf Process 31:96–102. https://doi.org/10.1016/j.jmapro.2017.11.008
Jia ZX, Zhang KY, Wang J (2023) Surface quality of Al2O3 ceramic and tool wear in diamond wire sawing combined with oil film-assisted electrochemical discharge machining. Appl Sci 13(15):9030. https://doi.org/10.3390/app13159030
Wang J, Jia ZX, Guo YB (2018) Shape-cutting of quartz glass by spark discharge-assisted diamond wire sawing. J Manuf Process 34:131–139. https://doi.org/10.1016/j.jmapro.2018.06.001
Trueman CS, Huddleston J (2000) Material removal by spalling during EDM of ceramics. J Eur Ceram Soc 20(10):1629–1635. https://doi.org/10.1016/S0955-2219(00)00027-3
Singh MA, Sarma DK, Hanzel O, Sedláček J, Šajgalík P (2017) Machinability analysis of multi walled carbon nanotubes filled alumina composites in wire electrical discharge machining process. J Eur Ceram Soc 37(9):3107–3114. https://doi.org/10.1016/j.jeurceramsoc.2017.03.058
Sabur A, Ali MY, Maleque MA, Khan AA (2013) Investigation of material removal characteristics in EDM of nonconductive ZrO2 ceramic. Procedia Eng 56:696–701. https://doi.org/10.1016/j.proeng.2013.03.180
Teomete E (2011) Effect of process parameters on surface quality for wire saw cutting of alumina ceramic. Gazi U J Sci 24(2):291–297
Moore MA, King FS (1980) Abrasive wear of brittle solids. Wear 60(1):123–140. https://doi.org/10.1016/0043-1648(80)90253-7
Wang J, Sun L, Jia ZX (2017) Research on electrochemical discharge-assisted diamond wire cutting of insulating ceramics. Int J Adv Manuf Technol 93:3043–3051. https://doi.org/10.1007/s00170-017-0751-x
Xu ZH, Feng JY, Zhang ZY, Zhou CC, Lyu CZ, Wang M, Zhang TY, Wu B, Wan SZ, Wang ZY (2023) Material removal mechanism in ultrasonic vibration assisted water lubricated sawing of thin NdFeB magnet. Surf Technol 52(2):317–328. https://doi.org/10.16490/j.cnki.issn.1001-3660.2023.02.030
Xia XJ (2017) Experimental study on two-dimensional ultrasonic vibration aided wire saw cutting process mechanism. Dissertation, Zhejiang University of Technology. https://doi.org/10.16579/j.issn.1001.9669.2015.05.004
Zhao BC (2021) Study on the subsurface damage depth of monocrystalline silicon in transverse ultrasonic assisted diamond wire sawing. Dissertation, University of Shanghai for Science and Technology. https://doi.org/10.27308/d.cnki.gslgu.2021.000029
Li L, Li SJ, Tang AF, Li Y (2015) Research progress on cutting technology of SiC mono-crystal wafer with wire saw. J Mech Strength 37(05):849–856. https://doi.org/10.16579/j.issn.1001.9669.2015.05.004
Li L (2016) Research on vibration cutting mechanism and experiment of SiC monocrystal cut by diamond wire-saw excited by transverse ultrasonic wave. Dissertation, Xi’an University of Technology
Wang Y, Zhao BC, Li JX, Qian ZF, Huang SJ, Su JH, Zhou J (2022) The surface residual stress of monocrystalline silicon in ultrasonic vibration-assisted diamond wire sawing. Int J Adv Manuf Technol 121:3079–3091. https://doi.org/10.1007/s00170-022-09518-0
Li Y, Wang XY, Li SJ, Zheng JM, Yuan QL (2012) Experiments of ultrasonic-assisted wire sawing of SiC single crystal. J Synth Cryst 41(4):1076–1081. https://doi.org/10.16553/j.cnki.issn1000-985x.2012.04.047
Li L, Li SJ, Tang AF, Li Y (2014) Vibration cutting analysis of axially moving diamond wire saw excited by transverse ultrasonic wave. Acta Armamentarii 35(10):1651–1658. https://doi.org/10.3969/j.issn.1000-1093.2014.10.020
Yan LT, Zhang XR, Li HY, Zhang QJ (2022) Machinability improvement in three-dimensional (3D) ultrasonic vibration assisted diamond wire sawing of SiC. Ceram Int 48(6):8051–8086. https://doi.org/10.1016/j.ceramint.2021.12.006
Li L, Li SJ, Tang AF, Li Y (2016) Influence of diamond wire saw excited by transverse ultrasonic vibration on cutting force and critical cutting depth of hard and brittle materials. J Mech Eng 52(3):187–196. https://doi.org/10.3901/JME.2016.03.187
Yan LT, Wang Q, Li HY, Zhang QJ (2020) Surface generation mechanism of ceramic matrix composite in ultrasonic assisted wire sawing. Ceram Int 47(2):1740–1749. https://doi.org/10.1016/j.ceramint.2020.08.291
Liang L, Li SJ, Lan KH, Yu RJ, Wang JB, Zhao W (2023) Experimental study on the influence of wire-saw wear on cutting force and silicon wafer surface. Ceram Int 16(10):3619. https://doi.org/10.3390/ma16103619
Wang Y, Wang R, Li SS, Liu JG, Song LX (2022) Prediction and verification of wafer surface morphology in ultrasonic vibration assisted wire saw (UAWS) slicing single crystal silicon based on mixed material removal mode. Int J Adv Manuf Technol 120:6789–6806. https://doi.org/10.1007/s00170-022-09218-9
Li DL (2019) The mechanism and experimental research on ultrasonic vibration assisted diamond wire sawing monocrystalline silicon. Dissertation, University of Shanghai for Science and Technology. https://doi.org/10.27308/d.cnki.gslgu.2019.000020
Yan LT, Chen XH, Li HY, Zhang QJ (2023) Investigation on focused ultrasound assisted diamond wire sawing of silicon carbide. Int J Adv Manuf Technol 128:3251–3259. https://doi.org/10.1007/s00170-023-12164-9
Wang Y, Zhao BC, Huang SJ, Qian ZF (2021) Study on the subsurface damage depth of monocrystalline silicon in ultrasonic vibration assisted diamond wire sawing. Eng Fract Mech 258:108077. https://doi.org/10.1016/j.engfracmech.2021.108077
Li SJ, Wan B, Landers RG (2014) Surface roughness optimization in processing SiC monocrystal wafers by wire saw machining with ultrasonic vibration. Proc Inst Mech Eng Part B-J Eng Manuf 228(5):725–739. https://doi.org/10.1177/0954405413508116
Zhang J, Yang R, Li SJ, Li Y (2012) Experimental study of diamond scroll saw ultrasonic cutting SiC. J Xi’an Univ Technol 28(01):85–89. https://doi.org/10.19322/j.cnki.issn.1006-4710.2012.01.015
Li L, Li SJ, Tang AF, Li Y, Yang MS (2016) Surface roughness prediction of sic monocrystalline cut by diamond wire-saw excited by transverse ultrasonic vibration. J Mech Eng 52(19):204–212. https://doi.org/10.3901/JME.2016.19.204
Funding
The work is financially supported by the Natural Science Foundation of Shandong Province (No.ZR2023ME145), National Key Research and Development Project (No.2022YFB3401902), National Natural Science Foundation of China (No.51975334, U21A20134), Outstanding Youth Fund of Shandong Natural Science Foundation (No. ZR2022YQ48).
Author information
Authors and Affiliations
Contributions
All authors participated in the work of the paper. Naijun Zhang : methodology, writing—original draft preparation, data curation, visualization. Honghao Li : methodology, writing—original draft preparation, data curation, visualization. Yufei Gao : conceptualization, methodology, writing—review and editing, project administration. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Zhang, N., Li, H. & Gao, Y. The state of the art of wire sawing-based hybrid cutting technology: a review. Int J Adv Manuf Technol 133, 2001–2030 (2024). https://doi.org/10.1007/s00170-024-13806-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13806-2