
Abstract
Focused ultrasound-assisted diamond wire sawing (DWS) is proposed in order to improve the sawing performance in terms of sawing force, surface finish, and edge chippings. Under the streaming effect of acoustic wave, the diamond wire saw is forced to move at high frequency. The highest acoustic pressure is obtained at the focal point according to the distribution of scattered waves. A series of sawing experiments with focused ultrasound assistance are accomplished. The influence of wire speed and normal load on sawing forces and surface quality is studied. It is shown that the tangential forces decrease with the increase of wire saw speed. Sawing forces with focused ultrasound assistance are always smaller than that under the traditional condition with the same cutting parameters. Typically, a reduction of 56.0% can be obtained for friction factors. Under the effect of acoustic cavitation and streaming, burrs can be effectively removed from the cutting zone. Furthermore, high ductile removal region can be produced, resulting in better surface finish. During focused ultrasound-assisted DWS, only a few tiny edge chippings appear and a reduction of 56.6% in the maximum edge chip width is provided. Due to the cavitation and cleaning effects, less particles and agglomeration are found on the on the wire surface.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In recent years, advanced ceramics, such as glass, silicon, and gallium nitride, have been widely used in aerospace industry, marine, and biomedicine. Among these materials, silicon carbide (SiC) is widely adopted as the basic substrates of semiconductor materials due to its excellent thermal conductivity and wide band gap. However, as discussed by Wang and Fang [1], during cutting process, the material is always removed in fracture mode because of its low fracture toughness. Consequently, there are various challenges in traditional machining process, such as fractures, cracks, and poor surface quality.
In order to achieve better cutting performance, wire sawing technology is gaining attention for its ability to exhibit superior advantages of uniform thickness, small kerf loss, and high yield [2]. Specifically, it has been successfully applied in slicing of SiC wafers [3]. However, as described by Cao et al. [4], one of the problems with wire sawing is low productivity, leading to high costs.
A possible strategy to improve sawing performance is ultrasonic vibration-assisted machining (UVAM) technology, because it has outstanding performance in machining hard-brittle materials, as discussed by Yang et al. [5]. In fact, there are three different ultrasonic vibration effect forms working during the machining process. First, the cutting tool’s motion trajectory is changed into sinusoidal or elliptical mode. In the cutting cycle, cutting depth increases from zero to the maximum value. The material removal mechanism contains both the ductile mode and brittle mode. Furthermore, Li et al. [6] reported that small depth of cut can be obtained by trajectories overlapping, leading to large ductile regime cutting. Second, intermittent interaction between the cutting tool and workpiece is realized, and lubrication can effectively penetrate into the cutting contact zone and provide good lubrication as described by Molaie et al. [7]. Third, Verma et al. [8] found that when ultrasonic vibration is applied, flow stress decreases due to acoustic softening effect. Thus, this effect can help transform the materials into plastic state, thus achieving low cutting force and high surface quality. Feng et al. [9] presented an analytical force predictive model, and they found that the average forces in ultrasonic vibration-assisted milling are significantly lowered. Moreover, the mechanism of surface roughness and tool wear rate reduction by ultrasonic vibration assistance is also discussed based on prediction models [10, 11].
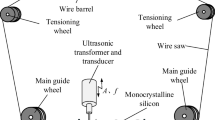
Currently, there are two types of ultrasonic vibration that are available for DWS system; one is ultrasonic longitudinal vibration and another one is ultrasonic transverse vibration, as seen in Fig. 1. In longitudinal vibration system, diamond wire saw is fixed to the holder of ultrasonic transducer. The ultrasonic energy can be transmitted to the sawing zone through the wire saw. However, the average nominal diameter of wire saw is very small (typical 100 μ); thus, the ultrasound transmission along the wire is very limited. Moreover, as analyzed by Liedke and Kuna [12], the diamond wire driven by a wire drum roller should be always moved reciprocally, leading to an axially movement. Therefore, the longitudinal vibration mode is not suitable to be used for practical DWS.

Illustration of ultrasonic vibration-assisted diamond wire sawing
Transverse vibration is always applied on the diamond wire saw through an ultrasonic guide wheel [13]. Wang et al. [14] used an ultrasonic guide wheel to transmit transverse vibration wave to the diamond wire. They stated that lower surface roughness can be obtained with transverse vibration assistance. However, acoustic energy loss is generally higher due to energy leakage at contact interface between different components. In other words, the ultrasound energy could not completely reach the cutting zone; thus, the vibration energy in the sawing zone is weak. Consequently, intermitted contact relationship between the tool and workpiece cannot be realized. Moreover, chips and particles cannot be effectively removed from the cutting zone, resulting in a decrease in surface quality.
Generally, cavitation provided by ultrasonic techniques induces high pressure and strong convective currents. Aktij et al. [15] reviewed the effect of ultrasonic vibration on membrane cleaning, and they found that the shock waves generated great heat and pressure energy. It could clean off any impurities from the contaminated surfaces. Moreover, when ultrasound waves were focused to converge at a focal point, high ultrasound intensity, cavitation, and thermal effects could be obtained as discussed by Xu et al. [16].
Poulain et al. [17] claimed that cavitation bubbles could notably induce forces on surrounding substrates. They found that particles in ultrasonic field moved toward the center of the bubble with high velocity. However, the cavitation bubbles are produced by electric sparks. Lv et al. [18] investigated the effects of cavitation bubble dynamics on particle moving. They found that the micro-jet impingement had significant influence on acceleration of the particle. However, focused laser beam was used to generate cavitation bubble. Furthermore, due to the cavitation bubble moved in ultrasonic streaming field, directional transportation of particles could be obtained as investigated by Ma et al. [19]. However, focused ultrasound was not employed.
These results indicate that cavitation generates forces on suspended objects in the fluids. Consequently, the wire saw could vibrate along the bubble chain in ultrasonic field. Furthermore, cavitation has significant effects on the solid-liquid interface; thus, focused ultrasound may be used to clean the deep and narrow cutting zone. However, to our knowledge, there is no detailed review of the potentiality of focused ultrasound-assisted DWS technologies.
In the present paper, an enhancement is proposed in the form of focused ultrasound-assisted DWS. An ultrasonic transducer is designed to focus energy to a spatial region along its central axis. Since focused ultrasound provides more energy, the wire saw is enabled to impact workpiece surface and remove the materials. The present study first investigates the streaming effect of the acoustic wave on the wire motion. Then, focused ultrasound is applied in diamond wire sawing process. The influence of sawing parameters on sawing force and surface roughness is analyzed. Finally, sawn surface morphology, edge chipping, and tool wear are investigated.
2 Experimentation
Figure 2 describes the schematic diagram of experimental system for focused ultrasound-assisted DWS. A focused transducer is designed and used to generate acoustic waves. The transducer is submerged in a tank filled with cooling water. Because the scattered waves will also make the whole tank of water in a fluctuating state, large tank is used to decrease the impact on the sawing process. The diamond wire sawing zone is placed at the focus of the acoustic wave. Because the oscillation equilibrium position is changed when the sawing depth is larger, a torque motor is used to move the oscillation equilibrium position. Thus, the acoustic force can be applied to the wire in the experiments. Sawing motion of the wire is obtained by the movement of a 6-axis industrial robot. Sawing forces are measured by a 3-component dynamometer. The prepared workpiece sample is mounted on the fixture.

Schematic of focused ultrasound-assisted DWS
Figure 3 shows the experimental setup of focused ultrasound-assisted DWS. Experiments are performed on a six-axis linkage machining robots (typed XB4, China). A three-dimensional force sensor-typed SWF (made in Hefei, China) is used to measure the sawing forces in real time. Signals are collected by an integrated multifunctional strain data acquisition system (typed JM5937, Yangzhou, China). The maximum sampling rate of the system is 200 kHz. The piezoelectric transducer (typed PZT300, China) can be used in water. The resonant frequency is 50 kHz and the ultrasonic power is 70 W. The input signals are generated by a self-built ultrasonic wave generator. The maximum diameter of diamond wire saw is 140 μm, and the tension force within it was 18 N. The density of diamond grains on the wire saw is 140–160 abrasive/mm2. Silicon carbide (SiC) is chosen as the sawing workpiece (Table 1). The SiC specimen has a dimension of 100 mm × 100 mm × 5 mm.

Experimental setup of focused ultrasound-assisted DWS
3 Results and discussion
When an ultrasonic wave is transmitted in a fluid medium, streaming flow will be generated. Due to the acoustic flow effect, when the acoustic wave acts on the fluid, periodic pressure will be formed. Particles are forced to move under the acoustic radiation force and the hydrodynamic force from the surrounding fluid. The motion of particle is determined by the excitation parameters, particle, and flow characteristics [20,21,22]. As displayed in Fig. 4, after ultrasound is switched on, obvious response on oscillated force is measured. Because the streaming direction is at an oblique angle to the wire saw, forces in both X and Y direction can be measured. From the enlarged view, it can be seen that the fitting curve of streaming force exhibits sinusoidal shape. Moreover, the frequency response curve is obtained by fast Fourier transform (FFT), and prominent peaks associated with resonant vibration are plotted. Obviously, the first two resonant frequencies can be identified from the measured results at 988.8 Hz and 50 kHz. The high frequency of 50 kHz is equal to the design frequency of ultrasonic transducer, which shows the presence of excitation caused by focused ultrasound in water. The frequency of 988.8 Hz may be attributed to actual natural frequency of the wire.

Measured and analysis of oscillated forces
Force that induced by the streaming effect of acoustic wave is plotted by Fig. 5. The mechanism is analyzed by Louisnard [23], and it is found that the driving force depends on the acoustic velocity and liquid density. Pressure fields created by acoustic transducer are obtained by numerical modeling. Clearly, from the distribution of scattered waves, it is seen that the focal point has the highest acoustic pressure. Consequently, the total force on the wire saw can be obtained by integrating streaming forces of all infinitesimal section with different pressure. The wire is periodically oscillating with a constant oscillation period. The focused point is set at the equilibrium position. Although the wire is constantly moving in the feeding direction during the sawing process, the acoustic force can be applied on the wire during the time period. The figure indicates that the values of the force amplitude decrease with the increase of radial distance from the center of the transducer. Then, the force increases steeply when the wire saw approaches to the focal position. This may be attributed to high velocity magnitude induced by streaming flow around the focal location.

Streaming force with distance between the transducer and the wire saw
Figure 6 shows the normal and tangential sawing forces during sawing process. Clearly, sawing forces of each direction change periodically with time. The normal forces gradually decrease with the tool movement and then reach a minimum value when the cutting zone moved to the middle point of the wire saw. Subsequently, normal forces increase until the tool moves in an opposite direction. In comparison, the tangential forces are relatively stable. The influence of the focused ultrasound on sawing fore is investigated. As shown in the figure, peak values of normal forces for traditional sawing and ultrasonic vibration-assisted sawing are 6.6 N and 6.4 N, respectively. This means that the effect of focused ultrasound on the reduction in normal force is weak. However, the maximum values of tangential force during traditional sawing process are obviously larger than the values in sawing with focused ultrasound under the same parameters. As seen in the figure, the maximum tangential forces are 1.1 N and 0.55 N for conditions with and without ultrasonic vibration, respectively.

Typical waveforms of sawing forces
There are two key points in determining the sawing force, which are elastic and fracture force and friction force between abrasives and workpiece. Theoretically, the force of material removal relies directly on the volume of material removed, and sawing depth is the most important parameter. The mechanism of material removal process with cavitation effect is shown in Fig. 7. The focused ultrasound wave and cavitation momentarily increase the motion of wire saw. Consequently, the penetration depth of the grain changes periodically from zero to the maximum value. Ductile removal mode can be obtained when the penetration depth is smaller than the critical depth. Furthermore, high pressure of cavitation causes the spacing between the workpiece and grain, which generates the penetration passages for the lubricant to enter the cutting zone.

Mechanism of material removal process with cavitation effect
As reported by Pishchalnikov et al. [24], acoustic cavitation produced more than 100 MPa pressure and several thousand degrees centigrade inside the collapsing bubble. The high pressure even severed a wire in short time. Thus, ultrasonic technology can be used for burnishing and deburring operation as discussed by Mirad and Das [25]. Moreover, the diamond grits are accelerated by streaming force and the collapsing ultrasonic cavitation bubbles. Burrs and chips can be fractured and removed from the cutting zone. Consequently, better surface finish can be obtained.
Relationship between the friction factors corresponding to the wire velocity is shown in Fig. 8. The friction factor can be calculated as Fx/Fz, where Fx is the tangential force and Fz is the normal force. Clearly, as the wire velocity increases, the material removal volume for each single grain decreases. Moreover, when the cutting depth is below the critical depth, the material can be removed in a ductile way [26]. Therefore, sawing forces decrease gradually with the increase of wire velocity. Obviously, the focused ultrasound presents a favorable sawing performance and has smaller sawing forces. As shown in Fig. 8, the maximum reductions in friction coefficients are 0.18, 0.18, 0.21, and 0.18, indicating a decrease of 56%, 53%, 41%, and 32%. Furthermore, as the normal force increases, the friction coefficient increases for both traditional and ultrasound-assisted wire sawing.

Friction factor with different wire velocities. a Fz = 2 N; b Fz = 2.5 N; c Fz = 3 N; d Fz = 3.5 N
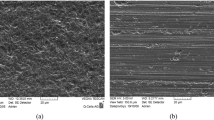
Figure 9 presents SEM graphs of sawn surface under traditional and focused ultrasound-assisted DWS (sawing time is 1 min). For sawing process without ultrasound assistance, the sawn surface is formed by the ductile and brittle removal of materials. More chips are generated during the sawing process, which cause accumulation and agglomeration between the abrasives. Because lots of granular debris attach to the surface, chips are then embedded into the sawn surface and cause crack under impact effect.

SEM comparison of sawn surface. a Traditional DWS. b Ultrasound-assisted conditions
As depicted in Fig. 9, ultrasound assistance obviously affects the material removal mode. The smooth ductile grooves indicate that the material is mainly removed in a ductile way. Moreover, the ratio of ductile material removal mode increases. Small chips are found on the sawn surface. This may be due to that focused ultrasound generates great acoustic energy in cutting zone. Then, cavitation and better cleaning performance can be provided. However, the workpiece used in the experiment in this paper has a small sawing size. The ability of this cavitation to remove burrs and chips needs to be further verified for large workpiece sizes and kerf lengths.
Figure 10 shows the surface roughness with different wire velocities. It can be viewed that as the wire speed increases, the surface roughness decreases regularly for both traditional wire sawing and focused ultrasound-assisted wire sawing. This may be due to that more abrasives can be involved in sawing process, and thus, a reduction of cutting depth can be obtained by increased sawing velocity. This result is similar with the work of Zhang et al. [27], and they found that more regions in ductile removal mode on the sawn surface are the main reason for small surface roughness.

Surface roughness with different wire velocities. a Fz = 2 N; b Fz = 2.5 N; c Fz = 3 N; d Fz = 3.5 N
Consequently, when focused ultrasound is used, surface roughness decreases significantly, indicating an excellent sawn surface quality. This may be attributed to periodic intermittent cutting characteristics. The tool-workpiece contact time is very short and the fracture crack decreased [14]. Therefore, less pit and small roughness values are obtained. Furthermore, particles can be effectively removed from the cutting zone. This prevents the particles penetrating deeply into the sawn face or acting as an abrasive in the tool and workpiece interface.
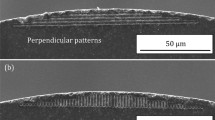
Edge chipping is one of the key technical challenges in sawing of brittle material because it plays an important role in accuracy and service life. The effects of focused ultrasound on edge chipping are investigated as shown in Fig. 11. For normal DWS, there are a lot of edge chippings along the machined slot edge. The edge chipping area is large, and the maximum edge chip width is 28.8 μm. However, only a few tiny edge chippings appear during focused ultrasound-assisted DWS. The maximum edge chip width is 12.5 μm, which means a reduction of 56.6%. This result is consistent with the analysis by Tesfay et al. [28]. They found that ultrasonic vibration is a reliable method to reduce edge chipping. The reduction of edge chipping may be attributed to the decrease in normal load and friction, because it is highly sensitive to the stress superposition.

SEM comparison edge chipping. a Traditional DWS. b Ultrasound-assisted conditions
SEM micrographs of the diamond wire saw under different conditions are shown in Fig. 12. The sawing time is 5 min. During the sawing process, SiC materials can be removed by the forward and backward motion of diamond wire saw. Considering one cycle of this motion, debris and chips can be carried away by the space between diamond grits. These particles are also pushed together on the wire and accumulation is produced. However, due to the accumulation, the material removal volume increases dramatically for the new abrasive. Consequently, the sawing force increases dramatically, and large amount of abrasive wear will appear.

Tool wear and agglomeration on the wire. a Traditional DWS. b With ultrasound assistance
For the sawing process without ultrasound assistance, the wear phenomenon is obvious. Large amount of accumulation and agglomeration fill in the spaces among the abrasives on the wire surface. However, when focused ultrasound is applied, due to the cavitation and cleaning effects, the amount of grinding chips on the whole saw surface is relatively small.
4 Conclusion
-
(1)
The first two resonant frequencies of diamond wire saw are 988.8 Hz and 50 kHz, which are actual natural frequency and focused ultrasound excitation frequency, respectively. The streaming force amplitude decreases with the increase of radial distance from the center of the transducer. However, the focal point has obvious large peak value.
-
(2)
Experiments show that the focused ultrasound has positive effect on sawing forces reduction. In addition, with focused ultrasound assistance, the maximum tangential forces decrease from 1.1 to 0.55 N. Moreover, a decrease of 56%, 53%, 41%, and 32% can be obtained for friction factors.
-
(3)
The motion of the wire saw induced by focused ultrasound provides periodical sawing depth. Moreover, acoustic cavitation by collapsing bubble enhances the removal of burrs and chips. Thus, the ductile removal of materials, better cleaning performance, and low surface roughness can be obtained with focused ultrasound assistance.
-
(4)
Focused ultrasound has positive effect on the reduction in edge chippings. The results show that the maximum edge chip widths are 28.8 μm and 12.5 μm for focused ultrasound-assisted DWS and traditional DWS.
-
(5)
Debris and chips are pushed together on the wire, and bind material that adheres to grains can be observed. However, the amount of sawing chips on the whole saw surface decreases dramatically with the cavitation and cleaning effects. Therefore, small abrasive wear and better surface quality are obtained.
References
Wang JS, Fang FZ (2021) Nanometric cutting mechanism of silicon carbide. CIRP Ann Manuf Technol 70:29–32
Xiao HP, Wang HR, Yu N, Liang RG, Tong Z, Chen Z, Wang JH (2019) Evaluation of fixed abrasive diamond wire sawing induced subsurface damage of solar silicon wafers. J Mater Process Technol 273:116267
Wang PZ, Ge PQ, Gao YF, Bi WB (2017) Prediction of sawing force for single-crystal silicon carbide with fixed abrasive diamond wire saw. Mat Sci Semicon Proc 63:25–32
Cao F, Chen KX, Zhang JJ, Ye XY, Li JJ, Zou S, Su XD (2015) Next-generation multi-crystalline silicon solar cells: diamond-wire sawing, nano-texture and high efficiency. Sol Energ Mat Sol C 141:132–138
Yang ZC, Zhu LD, Zhang GX, Ni CB, Lin B (2020) Review of ultrasonic vibration-assisted machining in advanced materials. Int J Mach Tools Manuf 156:103594
Li Z, Yuan SM, Ma J, Shen J, Batako ADL (2021) Study on the surface formation mechanism in scratching test with different ultrasonic vibration forms. J Mater Process Technol 294:117108
Molaie MM, Akbari J, Movahhedy MR (2016) Ultrasonic assisted grinding process with minimum quantity lubrication using oil-based nanofluids. J Clean Prod 129:212–222
Verma GC, Pandey PM, Dixit US (2018) Modeling of static machining force in axial ultrasonic-vibration assisted milling considering acoustic softening. Int J Mech Sci 136:1–16
Feng YX, Hsu FC, Lu YT, Lin YF, Lin CT, Lin CF, Lu YC, Liang SY (2021) Force prediction in ultrasonic vibration assisted milling. Mach Sci Technol 25:307–330
Feng YX, Hsu FC, Lu YT, Lin YF, Lin CT, Lin CF, Lu YC, Lu XH, Liang SY (2020) Surface roughness prediction in ultrasonic vibration-assisted milling. J Adv Mech Des Syst 14:19–00661
Feng YX, Hsu FC, Lu YT, Lin YF, Lin CT, Lin CF, Lu YC, Liang SY (2020) Tool wear rate prediction in ultrasonic vibration-assisted milling. Mach Sci Technol 24:758–780
Liedke T, Kuna M (2011) A macroscopic mechanical model of the wire sawing process. Int J Mach Tools Manuf 51:711–720
Wang Y, Wang R, Li SS, Liu JG, Song LX (2022) Prediction and verification of wafer surface morphology in ultrasonic vibration assisted wire saw (UAWS) slicing single crystal silicon based on mixed material removal mode. Int J Adv Manuf Technol 120:6789–6806
Wang Y, Li DL, Ding ZJ, Liu JG, Wang R (2019) Modeling and verifying of sawing force in ultrasonic vibration assisted diamond wire sawing (UAWS) based on impact load. Int J Mech Sci 164:105161
Aktij SA, Taghipour A, Rahimpour A, Mollahosseini A, Tiraferri A (2020) A critical review on ultrasonic-assisted fouling control and cleaning of fouled membranes. Ultrasonics 108:106228
Xu H, He LB, Zhong B, Qiu JM, Tu J (2019) Classification and prediction of inertial cavitation activity induced by pulsed high-intensity focused ultrasound. Ultrason Sonochem 56:77–83
Poulain S, Guenoun G, Gart S, Crowe W, Jung S (2015) Particle motion induced by bubble cavitation. Phys Rev Lett 114:214501
Lv L, Zhang YX, Zhang YN, Zhang YN (2019) Experimental investigations of the particle motions induced by a laser-generated cavitation bubble. Ultrason Sonochem 56:63–76
Ma Y, Zeng Z, Xu W, Bai L (2021) Directional transport and random motion of particles in alf ultrasonic cavitation structure. Ultrason Sonochem 72:105439
Yosioka K, Kawasima Y (1955) Acoustic radiation pressure on a compressible sphere. Acustica 5:167–173
Wei W, Thiessen DB, Marston PL (2004) Acoustic radiation force on a compressible cylinder in a standing wave. J Acoust Soc Am 116:201–208
Muller PB, Barnkob R, Jensen M, Bruus H (2012) A numerical study of microparticle acoustophoresis driven by acoustic radiation forces and streaming-induced drag forces. Lab on a Chip 12:4617–4627
Louisnard O (2017) A viable method to predict acoustic streaming in presence of cavitation. Ultrason. Sonochem 35:518–524
Pishchalnikov YA, Gutierrez J, Dunbar WW, Philpott RW (2016) Intense cavitation at extreme static pressure. Ultrasonics 65:380–389
Mirad MM, Das B (2021) A critical review of the state of the art literature in the monitoring of ultrasonic machining process and tool failure prediction. Eng Fail Anal 130:105769
Liu W, Tang D, Liu RT, Deng ZH, Gu H, Liu S (2022) Ductile regime grinding of silicon nitride ceramics based on dynamic critical grinding depth. Int J Adv Manuf Technol 121:6431–6438
Zhang H, Pei YC, Liu QJ, Wang LL (2021) An ultrasonic vibration-assisted system development for inner-diameter sawing hard and brittle material. J Mater Process Technol 295:117155
Tesfay HD, Xu ZG, Li ZC (2016) Ultrasonic vibration assisted grinding of bio-ceramic materials: an experimental study on edge chippings with Hertzian indentation tests. Int J Adv Manuf Technol 86:3483–3494
Funding
The authors would like to acknowledge the support of the “National Natural Science Foundation of China (Grant No. 52275403).”
Author information
Authors and Affiliations
Contributions
Lutao Yan: investigation, methodology, formal analysis, writing—original draft, writing—review and editing, funding acquisition.
Xiuhong Chen: conceptualization, methodology, validation, investigation.
Haiyuan Li: project administration, resources, writing—review and editing.
Qinjian Zhang: resources, supervision, project administration.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Yan, L., Chen, X., Li, H. et al. Investigation on focused ultrasound-assisted diamond wire sawing of silicon carbide. Int J Adv Manuf Technol 128, 3251–3259 (2023). https://doi.org/10.1007/s00170-023-12164-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12164-9