
Abstract
Incremental sheet forming (ISF) is a promising die-less metal forming process where a rotating tool applies incremental pressure on the sheet to be deformed. However, a lack of available knowledge about the effect of process parameters on the produced part hinders the process from being widely used in the industry. One aspect to be considered is the effect of process parameters on the mechanical properties of the final product. For instance, hardness is a mechanical property that indicates the resistance of a material to elastoplastic deformation. This work investigates the effects of tool rotational speed, vertical step down, and feed rate on the hardness of high carbon steel (AISI 1075) sheet. A full-factorial experimental design for the three process parameters establishes a set of 27 experiments for a cone-forming process. Micro-hardness of the material is found to increase considerably from 185 to 252 HV due to strain hardening during the ISF process. Tool rotational speed and feed rate parameters have an insignificant effect on the hardness (p values of 0.829 and 0.538, respectively). Vertical step down of the tool is identified as the most influential parameter on hardness, with a p value of 0.001.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Incremental sheet forming (ISF) is a promising process for medium and low-production applications such as specialized automobile parts, aircraft components, and prostheses [1,2,3]. The process was originally developed and used by the automotive industry [4, 5]. Automotive production typically requires medium–high production rates; however, ISF is inherently slow with typical production times of minutes (even hours) per part. Thus, ISF is best suited for specialized parts. For instance, Honda collaborated with Amino in 2002 to produce a limited run of twenty replacement parts for the S800 sports car and the hood and fender for the Fit HB concept vehicle using ISF [5]. A particular advantage of ISF is that the process does not require complex/specialized punches and dies needed for conventional sheet metal forming suitable for high-volume production. ISF is capable of forming complex shapes using hemispherical/ballpoint deforming tools that incrementally apply force to the sheet [6, 7].
ISF processes have been classified into several types [8], though single-point incremental forming (SPIF) is most commonly used. In the SPIF process, a hemispherical/ballpoint tool controlled by a CNC mill or lathe moves over the surface of a clamped sheet and applies incremental pressure until reaching the final shape [9], as elaborated in Fig. 1a. Another widely used ISF process is two-point incremental forming (TPIF), also known as positive die-less forming, duplex incremental forming, or double-sided incremental sheet metal forming. TPIF uses two tools [10,11,12]—one is responsible for deformation and the other supports the first tool. The tools move over the upper and lower sheet surfaces, as illustrated in Fig. 1b.

Incremental sheet forming (ISF) processes: a single-point ISF and b two-point ISF
The mechanics of forming and the quality of produced parts are affected by various process parameters, including the shape and diameter of the tool, vertical step-down depth, toolpath, feed rate, spindle speed, type of lubricant, and the final product geometry (e.g., wall angle) [13]. ISF has attracted attention from academia and industry due to its intrinsic advantages, such as increased formability, lower forming cost, and process flexibility suitable for low/medium volume production and specific, varying customer requirements [14]. Therefore, a number of analytical, experimental, and numerical research efforts have been undertaken to explore the relationships between process parameters and product features such as final geometry (dimensional accuracy), surface roughness (surface quality), and sheet thickness distribution [15,16,17]. Surface micro-hardness/hardness is a vital property of a material indicating its ability to resist elastoplastic deformation, and reflects plastic deformation capacity and surface strength [18]. Thus, hardness is an important mechanical property impacting product operational life; however, there is a paucity of studies reporting the effect of ISF processing on hardness of alloys commonly used for such applications [19]. Several prior studies identified in the literature exploring the effects of process conditions on hardness for different materials are discussed below.
For instance, Valoppi and co-workers [20] studied the effect of electrical current on microstructure, micro-hardness, and surface roughness in electrically assisted TPIF to develop conical shapes in difficult-to-form Ti6Al4V sheets with 0.5 mm thickness. They observed that micro-hardness increased when increasing current from 40 to 100 A and then decreased as current further increased to 120 A. Similarly, Najafabady and Ghaei [21] investigated the use of electrically assisted SPIF for Ti6Al4V sheets with three different nominal thicknesses: 0.40, 0.51, and 0.62 mm. They formed conical frustums, conical frustums of variable wall angle, and pyramidal frustums. The effect of changing electrical current, spindle speed, and tool feed rate and vertical step down on the dimensional accuracy, surface quality, and micro-hardness of the fabricated workpieces was studied. Micro-hardness was reported to increase from the flange to vertex of the cone for each workpiece.
Also using SPIF, Asgari and co-workers [22] investigated the effects of tool diameter and hammering frequency (i.e., tool reciprocation) on the material and mechanical properties of Al-1100-O sheets, considering grain size, hardness, and tensile strength. Their study revealed that hardness of the formed part increases with smaller tool diameters and more rapid tool hammering frequency. Following this work, Najm and co-workers [19, 23] used SPIF to form AA-1100 sheets and investigated the effects of tool rotational speed, tool diameter, coolant type, and feed rate on hardness. Their research revealed that hardness increases with increasing feed rate when using a coolant oil, but decreases when grease is used. They also reported an increase in hardness with higher tool rotational speed and smaller tool diameter.
Investigating a different alloy, Al-7075-O, Li and co-workers [24] employed SPIF to produce a truncated pyramid. Their work studied the effect of vertical step down, sheet thickness, and tool diameter on the maximum thinning rate, micro-hardness, yield strength, and tensile strength of the formed parts. Their aim was to improve the thickness distribution and mechanical properties through process optimization. They found micro-hardness exhibited greater increases with decreasing step size, increasing tool diameter, and decreasing sheet thickness. More recently, Li and co-workers [18] used SPIF to produce a truncated pyramid from AA-1050-O sheet with and without ultrasonic vibration. They investigated the effects of vertical step down, vibration amplitude, forming angle, and tool rotational speed on the thickness, micro-hardness, forming limit, and residual stress. They found ultrasonic vibration resulted in lower increases in hardness. As vertical step down increased, micro-hardness first increased and then decreased similarly with and without ultrasonic vibration. Additionally, surface micro-hardness increased with decreasing tool rotational speed, both with and without ultrasonic vibration. Further, as the forming angle increased, the surface micro-hardness decreased slightly and then increased significantly, both with and without ultrasonic vibration. At low forming angle values, vertical step down and tool rotational speed had the most significant effect on micro-hardness.
As noted above and summarized in Table 1, researchers have investigated the effect of ISF process parameters on the mechanical properties of titanium, aluminum, and low carbon steel alloys, while related work for high carbon steels has not been reported. High carbon steels have attractive properties, e.g., high strength and good wear resistance, and are used as tool materials, dies/molds, and power train parts, among other applications [25, 26]. For instance, composite fabrication typically requires a die to shape the resin and reinforcement material [27]. A key requirement is the ability of the die surface to resist wear during use. Rapid and tailorable fabrication of composite parts is relevant to many industries such as aircraft components, sports products, personal protection, medical devices, and toys. However, composite part tailorability is limited due to the time and expense of producing new dies. Thus, one goal of the work reported here is to investigate the feasibility of producing affordable, customizable high carbon steel (AISI 1075) dies for the composites industry using SPIF.
From Table 1, it can be seen that a variety of process parameters have been investigated for their effect on material hardness, with limited consistency in identified key influential parameters. Given that the target of this work is to facilitate low-volume production of custom-geometry sheet metal composite die surfaces (e.g., by a small sporting goods manufacturer) using general-purpose equipment, specialized sheet heating sources, lubricants, or tools are out of the scope of this research. Hardened die materials have low formability, thus high forming angles will not be feasible. Further, studying the effects of sheet thickness is left for future research. In this work, the influences of the vertical step down, tool rotational speed, and feed rate on the hardness of high carbon steel (AISI 1075) sheet formed by SPIF are investigated. The forming process is elaborated in Section 2, followed by a presentation of results and a discussion of the effects of the selected parameters on hardness in Section 3. Finally, the conclusions of this work and opportunities for future work are presented in Section 4.
2 Methodology
In presenting the research approach, Section 2.1 first introduces the specifications of the material used, the tooling setup, and the ISF parameters selected to experimentally examine their effects on hardness. Section 2.2 then explains the procedures followed to prepare the specimens and to conduct hardness testing and evaluation.
2.1 Experimental design
The material used in the study is an annealed AISI 1075 steel sheet with 0.89 mm thickness. Tables 2 and 3 summarize the sheet specifications and composition, respectively. The steel sheet was cut into square blanks of 160 mm on a side and is mounted into a fixture to facilitate formation of blanks into conical shapes via SPIF. The fixture consisted of two rectangular plates with concentric holes (140 mm in diameter). The sheet was held in-plane by passing bolts through thru-holes in the sheet, as well as tightening the bolts to prevent wrinkling of the sheet during deformation.
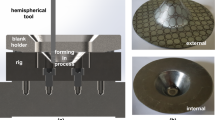
SPIF was performed using a benchtop three-axis CNC milling machine (CNC Jr. PLUS). A 12 mm diameter cylindrical tool with a hemispherical head was fabricated from tool steel and utilized to form the cone. The setup used is presented in Fig. 2. A lubricant (Mobil DTE™ Light) was used for both the ISF process and the machine to avoid wear.

SPIF setup implemented on a benchtop CNC milling machine
A cone shape with a 45° slope angle and 3.5 mm depth is formed in these experiments. SOLIDWORKS® is used to create the CAD model, which is exported to Siemens NX CAM software to develop the G-code for the CNC machine. A contour z-level tool path is adopted in the experiments, where the tool moves in a circular contour to deform a circle, and then steps down to form the subsequent contour, as presented in Fig. 3.

Tool path employed: a contour z-level and b contour z-level visualization of NX CAM
To aid in setting process parameters, prior research was considered in addition to the limits of the equipment used in these experiments. As noted above, Najm and co-workers [19, 23] observed that increasing feed rate from 200 to 800 mm/min led to a slight increase in hardness for an aluminum alloy when using coolant oil and a decrease when using grease. In this research, feed rates were selected based on the capability of the machine, using 100, 400, and 700 mm/min. Here, a high carbon steel is deformed using lubricant oil (Mobil DTE™ Light); thus, it is expected that increasing the feed rate may lead to a slight increase in the hardness of the sheet material.
Li and co-workers [24] also studied an aluminum alloy and were unable to observe a consistent effect of vertical step down on hardness for different sheet thicknesses. When increasing step-down size from 0.5 to 2 mm, for sheet thicknesses less than 2 mm they noticed hardness decreased and then increased, while hardness increased in sheet thicknesses greater than 2 mm for the same increase in step down. In addition, hardness increased when increasing step-down size from 0.5 to 2 mm for the same or increasing tool diameters. Later, Li and co-workers [18] found hardness increased and then decreased when increasing step-down size from 0.02 to 0.2 mm, peaking at a step-down size of 0.1 mm. Given that surface grain size directly influences hardness (i.e., smaller grain sizes increase hardness), they noted smaller step-down sizes increase grain refinement, although the peak indicates there is a threshold for grain refinement. However, given that the material in the current work has low formability, large step-down sizes cause the material to fail due to tearing. Since 1075 steel has not been reported for ISF in the literature, step-down sizes from 0.1 to 1.5 mm are explored here. A reduction in hardness is expected with increasing step-down sizes, as the grains will refine consistently with increasing deformation.
The influence of tool rotational speed on hardness is also reported by Li and co-workers [18]. For an aluminum alloy, they found hardness decreases with increasing tool rotational speeds from 420 to 740 rpm. They reported higher rotational speeds lead to increased temperatures, causing material softening due to a localized annealing effect. However, Najm and co-workers [19] found hardness values to increase with rising tool rotational speeds, from 500 to 2000 rpm, in aluminum alloy sheets. They posited the tool head is engaged with each unit area of the sheet at higher speeds, resulting in an increase in surface hardness. This limited past work appears contradictory and indicates there may be counteracting localized annealing and strain hardening effects in the process driven by spindle speed. In the research reported herein, tool rotational speeds ranging from 5 to 250 rpm are explored for AISI 1075 steel sheets. Preliminary experiments using tool rotational speeds of 300 rpm and 600 rpm caused workpiece surface spalling and burning, respectively. A non-zero rotational speed is needed to mitigate uneven wear of the tool tip and associated surface defects. The selected process parameters (factors) and associated values (levels) for the full-factorial experimental design are summarized in Table 4.
2.2 Specimen preparation
A bench saw was used to cut specimens out of the produced parts for hardness testing. Figure 4a and b show one of the parts produced before and after specimen removal, respectively. Specimens were mounted in a phenolic and epoxy resin using a hot compression mounting press (TERRAPRES TP-7001), as shown in Fig. 4c. To ensure accurate measurement, the mounted specimens were first polished using P120, P240, P350, and P600 grit paper for 1 min using water as a lubricant. Subsequently, 9 um diamond (DIAMAT) on a polishing pad (POLYPAD) was used for 3 min, followed by 3 µm DIAMAT diamond on a TEXPAN polishing pad for 3 min and then 2 min of polishing using 1 µm DIAMAT diamond on a GOLD PAD polishing pad. DIALUBE Purple Extender was used as a lubricant in conjunction with the DIAMAT diamond. Finally, an alumina slurry (Nanometer 0.05 µm) was used with a MICROPAD polishing pad for fine polishing for 30 s [28].

Part produced by ISF a before and b after specimen removal; c three mounted specimens
After the specimens were prepared, a LECO LM248AT Dual Indenter was used to measure the micro-Vickers hardness (HV) for each sample. The hardness tester was tuned to 500 g for a dwell time of 15 s. Five readings were taken for each specimen. The hardness of the as-received sheet before ISF processing was measured as an average of 185 HV with a standard deviation of 2.
3 Results and discussion
In general, micro-hardness was found to increase after deformation (Table 5), likely due to grain size reduction [18]. The data was analyzed using Minitab software to study the effect of each parameter on the hardness. With the increase of feed rate, hardness first decreases and then increases as seen in Fig. 5. Higher feed rates correspond to higher strain-rate plastic deformation, leading to more rapid grain refinement and an associated increase in hardness.

Effect of selected process parameters on micro-hardness (HV)
As can be observed in Fig. 5, hardness decreased from 243 to 245 HV (8%) as vertical step down increased from 0.1 to 1.5 mm. Vertical step down has a direct relationship with strain, representing the deformation or elongation the material undergoes during the forming process. Larger step-down sizes result in higher levels of strain and can lead to localized softening and reduced hardness, while smaller step-down sizes produce lower strains and relatively higher hardness values. Further, when the tool increments 0.1 mm per step down to deform shapes of 3.0 mm in depth, the sheet experiences 30 passes of the tool. However, when forming the same shapes with a 1.5 mm step down, the material is exposed to only two tool passes. Thus, smaller step-down sizes produce higher levels of strain hardening, resulting in greater hardness. These results are in agreement with the findings of Yazar and co-workers [29] and Li and co-workers [18, 24], who reported additional grain refinement and increased strain hardening occur with smaller step down when deforming low carbon steel and aluminum alloys, respectively.
Similarly, there is a direct relationship between the spindle speed and temperature developed on the sheet during the forming process [18]. Increasing the spindle speed results in higher temperatures due to friction at the contact point between the forming tool and the workpiece. Even higher temperatures may lead to reduced hardness due to localized annealing effects. It can be noticed, however, that hardness increases only by 0.8% for the range of spindle speeds investigated in this work. For the higher spindle speeds, the tool is engaged with the sheet for more passes than at lower speeds, which increases the hardness of the part due to the strain hardening effect.
Analysis of variance (ANOVA) is performed to assess the significance of process parameters. The effect of a process parameter on the hardness can be considered significant if the p value is less than or equal to 0.05 (based on a confidence level of 95%). As seen in Table 6, vertical step down is the only significant factor among the factors that have a linear effect on the hardness, as reported above. None of the factors that interactively influence hardness value were found to be significant.
The assumptions of ANOVA have been evaluated to ensure the test is valid for the obtained hardness data [30]. First, ANOVA tests assume that data is sampled from normally distributed populations. ANOVA also relies on the assumption of homogeneity of variances, indicating that the variations within each parameter group (i.e., feed rate, vertical step down, and spindle speed) should be roughly similar to each other. Finally, ANOVA tests assume the observations, or data points, within each group, or treatment level, are independent of each other. Thus, the occurrence of one observation should not influence or be dependent on the occurrence of another observation within the same group.
For the normality assumption, the data was evaluated visually by observing the density plot of the residuals (the differences between observed values and group means). As observed in Fig. 6, the plot shows straight-line pattern, which suggests that the normality assumption is met. Additionally, the Anderson–Darling (AD) test was conducted to formally assess normality. This test provides p values, which, if greater than the chosen significance level (in this case, 0.05), then the data are found to be approximately normally distributed. As noticed in Fig. 6, the p values obtained from the test is 0.793, indicating that there is not enough evidence to claim there is a deviation from normality. To test the homogeneity of variance, the data was assessed visually by observing the residual plots (each residual is the difference between each value in a group and the mean of all values for that group). There are no patterns or trends that might suggest unequal variances (Fig. 7). Additionally, Barlett’s and Levene’s tests were used to assess whether the variances among parameter groups (i.e., feed rate, vertical step down, and spindle speed) are approximately equal. If the p value from Barlett’s and Levene’s tests are greater than the significance level (p > 0.05), then the assumption of homogeneity of variances is met. As shown in Figs. 8, 9, and 10, the p values of Barlett’s and Levene’s tests for feed rate (0.185, 0.137), vertical step down (0.253, 0.304), and spindle speed (0.141, 0.160) indicate that there is no evidence to suggest any differences in variance among the groups.

Normal probability plot of residuals for the ANOVA test for hardness

Residuals plot of the ANOVA test for hardness

Barlett’s and Levene’s tests for feed rate

Barlett’s and Levene’s tests for vertical step down

Barlett’s and Levene’s tests for spindle speed
The independence assumption of ANOVA is confidently affirmed by our data as a result of carefully designed experimental procedures and adherence to established statistical practices. A randomized data collection process was employed, ensuring that the order and arrangement of observations within and across groups were not predetermined or influenced by any external factors. A controlled and consistent experimental environment was maintained, with potential sources of dependency minimized. A thorough review of the data, including visual inspection, revealed that no discernible patterns, or trends among the data points were detected (Fig. 7). This approach to experimental design and data collection provides strong evidence that the independence assumption to ANOVA is satisfied. After evaluating the three assumptions for ANOVA validity, it is concluded that the ANOVA results can be trusted. Thus, the only significant process parameter is vertical step down, which exhibits a linear effect on hardness.
Regression modeling is an economical method to estimate hardness achievable in the ISF process with changing process parameters. A regression model was developed to include the significant factors as shown in Eq. 1.
It can be seen that the hardness is expected to decrease by approximately 13 units for every unit increase in vertical step down. To quantify the strength of this relationship, the R-squared value of the regression model was calculated as 66%, which provides a measure of how well the vertical step-down explains the variability in hardness. This result indicates that approximately 66% of the variation in hardness can be accounted for by changes in the vertical step down. The remaining variability in hardness may be influenced by other factors not considered in this model or due to inherent variability in the material or process.
4 Conclusions
In this study, the influences of three ISF process parameters (i.e., tool rotational speed, tool vertical step down, and feed rate) on the hardness of AISI 1075 high carbon steel sheets were investigated. A set of 27 experiments for the cone-forming process was performed. Analysis of variance (ANOVA) was performed to evaluate the significance of the effect of each process parameter on micro-hardness. Additionally, a regression model was developed based on these experiments to estimate hardness. The effects of the selected process parameters on hardness in this study can be summarized as follows:
-
1.
Increasing the feed rate from 100 to 700 mm/min does not have a significant effect, increasing hardness by 0.8% from 243 to 245 HV.
-
2.
Increasing the vertical step down from 0.1 to 1.5 mm has a significant effect, decreasing the hardness by 8% from 252 to 233HV.
-
3.
Increasing tool rotational speed from 5 to 250 rpm does not have a significant effect, increasing hardness by 0.8% from 242 to 244 HV.
Changes in feed rate and vertical step down impacted hardness as expected from the results of previous reports. Prior research examining ISF tool rotational speed reported contradictory effects on micro-hardness, indicating that there may be counteracting localized annealing and strain hardening effects in the process driven by spindle speed. This work did not find a significant effect, perhaps due to the strain hardening effect overcoming the localized annealing effect due to high spindle speed. Future work should be undertaken to better understand the effects of localized annealing and the strain hardening as a function of tool rotational speeds in incremental sheet forming for different materials.
In addition, studying the effect of different sheet thicknesses and tool diameters on hardness and other material properties will further extend the operational understanding of the ISF process. Such work would facilitate predictive analytical modeling for manufacturing process development and manufacturing system design employing ISF. Mapping process parameters to a range of mechanical and material properties, such as tensile strength, residual stress, and sheet thickness distribution should also be undertaken to improve design decisions and enable economical process implementation in industry. It will also be beneficial to study the effects of process parameters on the evolution of the microstructure and texture of the processed materials, supporting tailored materials design and increasing process yield. Finally, obtaining rich process data and developing robust data-driven models, e.g., using machine learning techniques, can support effective process optimization and selection of appropriate process parameters for desired performance.
References
Hartmann C, Opritescu D, Volk W (2019) An artificial neural network approach for tool path generation in incremental sheet metal free-forming. J Intell Manuf 30(2):757–770. https://doi.org/10.1007/s10845-016-1279-x
Kumar A, Gulati V, Kumar P, Singh V, Kumar B, Singh H (2019) Parametric effects on formability of AA2024-O aluminum alloy sheets in single point incremental forming. J Mater Res Technol 8(1):1461–1469. https://doi.org/10.1016/j.jmrt.2018.11.001
Cheng Z, Li Y, Xu C, Liu Y, Ghafoor S, Li F (2020) Incremental sheet forming towards biomedical implants: a review. J Mater Res Technol 9(4):7225–7251. https://doi.org/10.1016/j.jmrt.2020.04.096
Bhatt DK, Rana J, Shah K, Patel KJ (2016) Incremental sheet metal forming process: a review. Int J Eng Res 4(10):9
Emmens WC, Sebastiani G, van den Boogaard AH (2010) The technology of Incremental Sheet Forming—A brief review of the history. J Mater Process Technol 210(8):981–997. https://doi.org/10.1016/j.jmatprotec.2010.02.014
Kumar Y, Kumar S (2015) Incremental sheet forming (ISF). In advances in material forming and joining: 5th international and 26th all India manufacturing technology, design and research conference, AIMTDR 2014. Springer, New Delhi, pp 29–46. https://doi.org/10.1007/978-81-322-2355-9_2
Jeswiet J, Micari F, Hirt G, Bramley A, Duflou J, Allwood J (2005) Asymmetric single point incremental forming of sheet metal. CIRP Ann 54(2):88–114. https://doi.org/10.1016/S0007-8506(07)60021-3
Harfoush A, Haapala KR, Tabei A (2021) Application of artificial intelligence in incremental sheet metal forming: a review. Procedia Manuf 53:606–617. https://doi.org/10.1016/j.promfg.2021.06.061
Ajay CV, Boopathi C, Kavin P (2019) Incremental sheet metal forming (ISMF): a literature review. In AIP Conference Proceedings, vol. 2128, no. 1. AIP Publishing. https://doi.org/10.1063/1.5117955
Nimbalkar DH, Nandedkar VM (2013) Review of incremental forming of sheet metal components. Int J Eng Res Appl 3(5):39–51
Möllensiep D, Ohm M, Störkle DD, Kuhlenkötter B (2019) Experimental validation of smoothed machine learning-based parameterization of local support in robot-based incremental sheet forming. In: Wulfsberg JP, Hintze W, Behrens BA (eds) Production at the leading edge of technology: Proceedings of the 9th Congress of the German Academic Association for Production Technology (WGP), September 30th-October 2nd, Hamburg 2019. Springer Vieweg, Berlin, Heidelberg, pp 483–492. https://doi.org/10.1007/978-3-662-60417-5_48
Stoerkle DD, Patrick S, Thyssen L, Kuhlenkoetter B (2016) Machine learning in incremental sheet forming. In Proceedings of ISR 2016: 47st International Symposium on Robotics, VDE, pp 1–7
Gohil A, Modi B (2021) Review of the effect of process parameters on performance measures in the incremental sheet forming process. Proc Inst Mech Eng Part B J Eng Manuf 235(3):303–332. https://doi.org/10.1177/0954405420961215
Liu Z, Li Y (2020) Data-driven modeling of forming force in single point incremental forming using neural networks. Eng Comput 36(4):1589–1597
Chang Z, Chen J (2019) Analytical model and experimental validation of surface roughness for incremental sheet metal forming parts. Int J Mach Tools Manuf 146:103453. https://doi.org/10.1016/j.ijmachtools.2019.103453
Mezher MT, Khazaal SM, Namer NSM, Shakir RA (2021) A comparative analysis study of hole flanging by incremental sheet forming process of AA1060 and DC01 sheet metals. J Eng Sci Technol 16(6):4383–4403
Dejardin S, Thibaud S, Gelin JC, Michel G (2010) Experimental investigations and numerical analysis for improving knowledge of incremental sheet forming process for sheet metal parts. J Mater Process Technol 210(2):363–369. https://doi.org/10.1016/j.jmatprotec.2009.09.025
Li Y-L, Wang Z-J, Zhai W-D, Cheng Z-N, Li F-Y, Li X-Q (2021) The influence of ultrasonic vibration on parts properties during incremental sheet forming. Adv Manuf 9(2):250–261. https://doi.org/10.1007/s40436-021-00347-0
Najm SM, Paniti I, Trzepieciński T, Nama SA, Viharos ZJ, Jacso A (2021) Parametric effects of single point incremental forming on hardness of AA1100 aluminium alloy sheets. Materials 14(23):7263. https://doi.org/10.3390/ma14237263
Valoppi B et al (2016) A hybrid mixed double-sided incremental forming method for forming Ti6Al4V alloy. CIRP Ann 65(1):309–312. https://doi.org/10.1016/j.cirp.2016.04.135
Najafabady SA, Ghaei A (2016) An experimental study on dimensional accuracy, surface quality, and hardness of Ti-6Al-4 V titanium alloy sheet in hot incremental forming. Int J Adv Manuf Technol 87(9–12):3579–3588. https://doi.org/10.1007/s00170-016-8712-3
Asgari A, Sedighi M, Riahi M (2015) Investigation of punching parameters effect on mechanical properties of Al-1100-O in incremental sheet metal hammering process. Strength Mater 47(6):882–889. https://doi.org/10.1007/s11223-015-9725-0
Najm SM, Paniti I, Viharos ZJ (2020) Lubricants and affecting parameters on hardness in SPIF of AA1100 aluminium. Proceedings of the 17th IMEKO TC 10
Li Y, Chen X, Zhai W, Wang L, Li J, Guoqun Z (2018) Effects of process parameters on thickness thinning and mechanical properties of the formed parts in incremental sheet forming. Int J Adv Manuf Technol 98(9–12):3071–3080. https://doi.org/10.1007/s00170-018-2469-9
Takeshi F, Nobuyuki N, Shunji I (2004) High-carbon steel sheets for power train parts —formable high-carbon steel sheets suitable for one-piece forming—. JFE Tech Report 4:44
Chung YD, Fujii H, Ueji R, Tsuji N (2010) Friction stir welding of high carbon steel with excellent toughness and ductility. Scr Mater 63(2):223–226. https://doi.org/10.1016/j.scriptamat.2010.03.060
“Materials & Processes: Fabrication methods.” Accessed: Dec. 06, 2022. [Online]. Available: https://www.compositesworld.com/articles/fabrication-methods
“Metallographic specimen preparation for high carbon quenched steels.” Accessed: Oct. 05, 2022. [Online]. Available: https://www.metallographic.com/Metallographic-Preparation-Procedures/1095-quenched-steel.htm
Yazar KU, Mishra S, Narasimhan K, Date PP (2019) Deciphering the deformation mechanism in single point incremental forming: experimental and numerical investigation. Int J Adv Manuf Technol 101(9–12):2355–2366. https://doi.org/10.1007/s00170-018-3131-2
Kenny DA, Judd CM (1986) Consequences of violating the independence assumption in analysis of variance. Psychol Bull 99(3):422
Acknowledgements
Dr. Karl Haapala and Ms. Asmaa Harfoush gratefully acknowledge the College of Engineering at Oregon State University for its support of this research. The authors wish to recognize Dr. Ali Tabei, Dr. Somayeh Pasebani, Dr. Milad Ghayoor, Mr. Michael Callaway, and Mr. Scott Campbell for assistance with equipment setup, materials preparation, and analysis of samples.
Funding
Dr. Iman Ghamarian is financially supported by the Gallogly College of Engineering at the University of Oklahoma.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection and analysis were performed by Asmaa Harfoush. The first draft of the manuscript was written by Asmaa Harfoush and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Harfoush, A., Haapala, K.R. & Ghamarian, I. Parametric effects of single-point incremental forming on the hardness of high carbon steel sheets. Int J Adv Manuf Technol 129, 3683–3693 (2023). https://doi.org/10.1007/s00170-023-12527-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12527-2