
Abstract
There is no denying smart manufacturing is a critical step in responding to a new round of energy crises and promoting the high-quality development of the manufacturing industry, among which, the construction of intelligent production lines is the key link. In the practical production of complex aerospace components, production scheduling optimization plays an important role in achieving cost savings and energy reduction for a range of existing problems, such as cumbersome process design, difficult real-time scheduling adjustment, inefficient quality data testing, and complex interrelationships of state-type data. In this work, the optimization of scheduling objective, the selection of scheduling method, and the construction of scheduling management control system are the pointcuts to review the recent development of production scheduling optimization, systematically. The research on the more practical implications of multi-objective production scheduling optimization has shown that efficiency and energy consumption are the primary priorities of scheduling objectives. Scheduling rules and heuristic algorithms are the crucial research methods. Intelligent information technologies are an effective means to decrease the complexity of scheduling. Meanwhile, building intelligent management control systems for production scheduling is of great significance for the transformation and upgrading of production from digitalization to intelligence.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The manufacturing industry occupies an essential position in the modern industry because products for society can be provided and material needs of the people can be met through it. However, with the continuous effect of the new crown pneumonia epidemic and the huge impact of a new round of energy crisis, manufacturing industry is confronted with great economic pressure and unprecedented environmental challenges [1]. Under such a background, China, the USA and Japan have put forward the concept of green manufacturing in industry [2-5], and the problem of energy consumption has become a non-negligible part (see Fig. 1). With the gradual implementation of green manufacturing, it shows that the construction of low energy consumption and sustainable development of manufacturing industry is one of the main points. On the other hand, the smart manufacturing technology formed by the deep integration of the new generation of information technology and advanced manufacturing technology, has become the core and impetus of the manufacturing field [6]. From the perspective of manufacturing enterprises, smart manufacturing is expected to optimize the traditional production mode and manufacturing technology so as to achieve production cost reduction and efficiency improvement. However, whether it is green manufacturing or smart manufacturing, scheduling optimization is the most direct way to further realize cost saving and energy consumption reduction while improving production efficiency, so it has become one of the most concerned research focus of researchers in recent decades [7, 8]. At the level of system integration, scheduling optimization focuses on the construction of a feedback closed-loop covering all levels of systems to avoid major emergencies such as processing conflicts and production suspension due to system failures through information interaction. At the production level, advanced scheduling methods can fully coordinate internal production levels and external production orders to achieve optimal production decisions. Therefore, under the condition that there is little difference between the production capacity and the material level of the manufacturing enterprise, the advanced production scheduling method can bring significant economic and social benefits when meeting the sustainable development. Exploration of production scheduling optimization methods is of great significance for saving energy cost and supporting environmentally friendly manufacturing activities.

Tools and strategies of green manufacturing [9]
Since the production scheduling problem was proposed by Johnson et al. [10] in the 1950s, it has received extensive attention due to its solid theoretical foundation and important practical value formed during its development. From the current view, the research on the production scheduling problem can be broadly divided into the theoretical level and the application level [11], seeking the optimal or near-optimal scheduling scheme and the stable method to ensure the operation of the workshop respectively. From the perspective of the complexity of the manufacturing system, production scheduling problems can be divided into flexible job problem (FJP), job shop problem (JSP), flexible job-shop scheduling problem (FJSP), and open-shop scheduling problem (OSP) [12]. Among them, FJSP is the most common and difficult problem in production scheduling research. However, under the diversification and large-scale development mode of production scheduling problems, more production objectives need to be considered concurrently during the actual production process. Therefore, multi-objective flexible job-shop scheduling problems (MOFJSP) have become the frontiers of production scheduling research at this stage. In the current aerospace industry, the development of Industry 5.0 promotes the personalized production of complex aerospace components. Therefore, the traditional shop floor scheduling mode has been unable to adapt to the new production mode, which is caused by the complex production process of aerospace parts under the coupling of materials, dimensions, geometric shapes, and other aspects [13]. This complexity can be distinctly reflected in the intelligent production line integrating “process design—process detection—quality testing,” namely:
-
The diversity of products in material, dimensions, geometry, and other aspects makes the process cumbersome and complex.
-
The real-time adjustment of information such as product order, raw material inventory, equipment operation status, and processing makes the production process difficult to control.
-
The large number of product quality testing data point cloud makes the parsing efficiency lacking.
-
Especially, the complex data association in the intelligent production line makes it difficult for all links to be interconnected. That is to say, when the production is impacted by abnormal conditions, it is arduous for the scheduling center to integrate and update the changed information and feed it back to each stage of product production in real time to dynamically adjust the scheduling scheme.
Hence, the scheduling scheme in the actual manufacturing process often deviates randomly and responses lingeringly, which not only leads to serious waste of production resources and low production efficiency, but also keeps energy consumption and cost at an upper position.
For the above existing problems, many scholars have put forward optimization or solutions aimed at the limitations of the current multi-type production scheduling objectives, multi-objective production scheduling optimization methodologies, and intelligent management control systems for production scheduling, respectively [14-16]. At the same time, some typical optimization research is summarized in the review articles [17, 18]. However, there is little research that takes scheduling objectives, scheduling methodologies, and scheduling management control systems as the pointcut to comprehensively consider. Therefore, research on the above three aspects is systematically reviewed in this work, which shows the manufacturing enterprises of complex aerospace components at current technical level, provides guidance for researchers in the field of aerospace flight vehicles to conduct in-depth research, and accumulates research experience for manufacturing enterprises to realize the transformation and upgrading of digital to intelligent.
2 Objectives of multi-type production scheduling
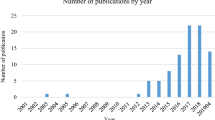
The scheduling objective is the first object to be defined in the process of production scheduling. At present, several scheduling objectives have been proposed, such as minimum total delay, minimum energy consumption, and minimum total cost. However, in most cases, the personalized production of complex aerospace components leads to significant demand differences from different orders, frequent machine adjustments, and large product variability. Considering all kinds of emergency situations such as machine failure, date change, and new workpiece arrival, it is inadequate for the production scheduling method based on a single scheduling objective to overcome many distractions to find the optimal or near-optimal solution. Therefore, a production scheduling strategy based on multiple scheduling objectives is proposed, and part of its research content is shown in Table 1. In this section, the published literature on production scheduling between 2015 and July 2022 was searched in order to sort out the latest research results as much as possible. The search was based on a query comprising an extensive list of search terms related to production scheduling and multiple objectives. The search process was conducted in four databases: Web of Science (WoS), EBSCO, China National Knowledge Infrastructure (CNKI), and ScienceDirect. The types of literature retrieved were mainly research articles and review articles and also included papers published in peer-reviewed conference proceedings, enabling a comprehensive evaluation of the extant literature. Besides, only articles written entirely in English were included.
According to the 45 research articles related to production scheduling objectives (see Fig. 2), among the various scheduling objectives, the minimum energy consumption, minimum total delay, and maximum completion time have been paid more attention. Yuan et al. [23] established an evaluation function based on sorting level through the improved NSGA-II algorithm, which shortened the maximum completion time of the workpiece from 90 to 70 min on average, the total delay was 0 min, the total equipment load was 416 min, and the energy consumption was 135.67 kW·h. Dai et al. [26] solved the conflict between the two scheduling objective functions of maximum completion time and minimum energy consumption in enhanced genetic algorithm (EGA) by setting the weight factor based on the preference of the decision-maker and finally obtained the optimization result with the maximum completion time of 125.5 min and the minimum energy consumption of 97.03 kW·h. Moreover, compared with the multi-objective genetic algorithm (MOGA) proposed by May et al. [41], EGA can generate more Pareto solutions for choosing, which means that the comprehensive solution ability is better. Liu et al. [40] focused on the optimization of time consumption other than processing time, such as transportation, loading, and waiting for processing. The proposed processing supernetwork (see Fig. 3) model based on digital twins is found to reduce the maximum completion time from 112 h (by conventional genetic algorithm) to 102 h in real cases.

The proportion of each scheduling target from the literature

Processing supernetwork model [40]
Compared with single-objective scheduling, there are often problems such as mutual contradictions, mutual constraints, and different orders of magnitude among multi-objective scheduling, which makes the optimization process complicated to a certain extent. In the actual production of complex aerospace components, energy saving and optimal scheduling are the key scheduling objectives. To achieve energy saving, the product heating process needs to be regulated, such as the order of billet discharge into the furnace and the heating temperature of adjacent products. To achieve optimal production scheduling, multiple factors such as order delivery time, order process, product quality requirements, equipment adjustment time, and penalty value of delivery time should be taken into account. However, for the impact of a variety of unexpected conditions on production, multi-objective production scheduling has more practical significance. Therefore, more and more optimization methodologies that can effectively improve the optimization level have been proposed.
3 Methodology of multi-objective production scheduling optimization
The main traditional multi-objective scheduling optimization methods are the weighted sum method [42], the constraint method [43], the goal programming method [44], the distance function method [45], and the minimax method [46]. Most of the above optimization methods adopt different strategies to decompose the multi-objective problem into a single objective and then use the single objective algorithm to complete the optimization, which depends on prior knowledge and is limited by the shape of the Pareto front. Especially when the multi-objective problem presents nonlinear, high-dimensional, and other complex characteristics, traditional methods are difficult to ensure a good optimization effect and are even not feasible. In recent years, the development and integration of artificial intelligence (AI) and computer science and technology have provided three major optimization techniques for multi-objective production scheduling problems, namely scheduling rules, heuristic algorithms, and intelligent information technology, which are also the frontier directions of research in this field.
In the process of sorting out the scheduling methodology, the literature search process similarly followed the methodology described in Sect. 2. The only difference is to change the search terms to multi-objective, production scheduling, scheduling rules, heuristics, and intelligent information technology.
3.1 Scheduling rule
Scheduling rule refers to the combination of one or more priority rules and also refers to the combination of one or more heuristic rules. Generally, scheduling rules are used to manage the local and overall processing allocation of workpieces in the process of “process design—process detection—quality testing” of the intelligent production line [47]. Moreover, scheduling rules assign priority values based on workpiece, machine, or shop characteristics to machines in idle state, so that workpiece with the highest priority value is selected for processing. In a general way, the optimization problem of production scheduling usually considers the exact algorithm and approximation algorithm. Although the former can effectively obtain the global optimal solution, it is only suitable for small-scale and simple environmental problems. However, faced with the production scheduling of complex aerospace components with a large amount of data and many types, the approximation algorithm is more suitable, and the scheduling rule is one of them. The typical basic scheduling rules and their priorities in the study are summarized in Table 2.
With the continuous deepening of research on multi-objective production scheduling, scholars combine or truncate to form new rules on the one hand [50, 51] and propose new rules for a certain performance index or a specific scheduling environment [52]. It can be seen from much research that new scheduling rules can show better performance. Azadeh et al. [53] used part of the scheduling sample data set (the combination of scheduling rule set and completion time set) obtained from job-shop scheduling simulation to train the artificial neural network (ANN) model and then made use of the trained model to search for the complete candidate scheduling rule set. Successfully obtain a combination of scheduling rules for a job machine that minimizes the completion time of the current production task. Based on ontology-based scheduling knowledge relation model, Wang et al. [54] applied the combination of scheduling knowledge and artificial fish swarm algorithm (AFSA) to the optimization technology of production scheduling. At the same time, support vector machine (SVM) and classification and regression tree (CART) algorithms were used to obtain data-driven scheduling rules to provide guidance for the strategy selection and optimization solution of production scheduling. From the perspective of system optimization, Zhuang et al. [55] developed a network-based dynamic scheduling rule generation mechanism based on complex network theory and multi-attribute decision-making method, as shown in Fig. 4. The mechanism can effectively collect the information of each scheduling rule and obtain an approximate solution better than any single scheduling rule with a small increase in computation time, which is significantly optimized for real-time scheduling problems with dynamic order arrivals.

Network-based dynamic dispatching rule generation method for real-time production scheduling problems [55]
However, the quality of solutions cannot be quantitatively evaluated by scheduling rules, and the optimality and feasibility are also difficult to be guaranteed. On the contrary, because of low dependence on the problem and high efficiency of solving, the heuristic algorithm has become an efficient method to optimize the production scheduling problem in addition to scheduling rules [56, 57].
3.2 Heuristic algorithm
Exact algorithms such as branch and bound method [58, 59] and mixed integer programming method [60, 61] are the main methods used to solve flexible production scheduling problems in the early stage. It is worth noting that in the face of widespread large-scale scheduling problems, the cumbersome computation of the exact algorithm leads to the complexity in ensuring the operation efficiency. With the exploration of AI and the development of information technology, a heuristic algorithm that can obtain an acceptable relative optimal solution in a short period of time has been formed. The high efficiency and wide adaptability indicate that heuristic algorithm can become the key to solve large-scale scheduling problems [62]. At present, a solving algorithm based on hierarchical clustering and variable neighborhood search algorithm is applied in the production scheduling of complex aerospace components. First of all, hierarchical clustering is used to order combined lots and initial rolling batches. Based on the initial rolling batch formed in the first stage, the order batch was optimized by the variable neighborhood search algorithm combined with the idea of simulated annealing algorithm. The application of some algorithms in production scheduling is collated as shown in Table 3. It can be clearly seen that genetic algorithm (GA), ant colony optimization (ACO) algorithm, and particle swarm optimization (PSO) algorithm have received a lot of attention in the research of production scheduling. Outstanding adaptability and robustness as well as efficient solution ability are the main reasons for this trend.
Based on the combination of mathematical derivation and computer simulation, GA plays an important role in the field of fast optimization methods by converting the solving process of a specific problem into another process of continuous selection, crossover, and mutation according to the fitness set by the individual [77]. However, there are some inevitable problems of early GA, such as premature convergence, strong parameter dependence, and difficult fitness function construction. As enterprises consider scheduling objectives more thoroughly, it becomes more difficult for early GA to incorporate factors such as production cycle, machine load, and production efficiency [78]. Various reasons have prompted researchers to continue to seek new breakthroughs on the original basis, including improving the basic genetic algorithm. Through further research on chromosome coding, algorithm structure, crossover/mutation/selection operations, the algorithm’s ability to solve the model/problem, the performance and stability of searching the global optimal solution are significantly improved, and the premature convergence problem is also avoided [79]. Specifically, Cheng et al. [69] combined the job production of personalized products with the process production of standardized products through GA based on Q-learning. The four-segment chromosome code shown in Fig. 5 can be used to represent this specific implementation process. This method was beneficial to meet job availability, machine availability and no idle time constraints when both assembly line production and job production are involved. Zhang et al. [37] integrated the local improvement strategy based on the original optimization problem into the multi-objective GA, which improved the performance of the algorithm.

An illustrative four-segment chromosome representation [69]
ACO is a bionic optimization algorithm inspired by the foraging behavior of ants, which can effectively deal with the N-P Hard problem of task-resource allocation [80]. Hence, the algorithm has obtained widespread application in many fields, such as the traveling salesman problem (TSP), quadratic programming problem, function optimization, and robot path planning. For scheduling problems with minimizing completion time and total energy consumption as the scheduling objectives, Jia et al. [81] proposed a bi-objective hybrid ant colony optimization (BOACO) and used dynamic heuristic information such as job scale and processing time to guide the search and then combined with local optimization module to improve the quality of solutions, respectively. Compared with other algorithms, the above algorithm required more running time on small job instances. However, in the case of large job instances, the advantage in time was reflected. Faced with the problems of large-scale scheduling in cloud computing, Liu et al. [82] designed a polymorphic ACO considering the pheromone adaptive updating and adjustment mechanism, which can obtain a satisfactory scheduling scheme in terms of shorter execution time, lower cost, and more balanced load.
PSO is a swarm intelligence optimization algorithm that simulates the predation behavior of birds and fish. It has been widely used in scheduling problems [70], optimization problems [83], path planning problems [84], and other practical problems with the advantages of small computation and few control parameters. Although the slow convergence speed and low convergence accuracy as well as the tendency to local optimum are the limitations that still exist, the optimization performance is significantly enhanced through the improvement of parameters and population structure, position velocity updating method, and algorithm fusion [85]. Saeedi et al. [86] used an Improved Many Objective Particle Swarm Optimization (I_MaOPSO, see Fig. 6) to deal with four conflicting scheduling objectives in scientific workflow scheduling from cloud computing, including maximum completion time, minimum cost, minimum energy consumption, and maximum reliability. The pain point that the efficiency of the multi-objective scheduling optimization algorithm descended seriously when the number of targets exceeds 3 was overcome. In addition to the direct effect on the scheduling problem, Wang et al. [87] found that the improved PSO can effectively solve the distributed GA when dealing with the random arrival of new jobs, to form the corresponding rescheduling strategy to guide the next scheduling work. The corresponding PSO improvement strategies included an improved decoding scheme, a population initialization method by designing a new conversion mechanism, and a new particle motion method by introducing position changes and random inertia weights. This method was remarkably effective in minimizing the discontinuity rate of new jobs during the processing, the makespan deviation of initial schedule, and the sequence deviation on machines.

Flowchart of the proposed algorithm (I_MaOPSO) [87]
3.3 Intelligent information technology
In order to respond to the advanced requirements of smart manufacturing and the new generation of Industry 5.0 to realize “Human-centric Smart Manufacturing,” it is a new trend to build intelligent production lines for complex aerospace components, which requires overall consideration of product process design, processing equipment, process arrangement, quality testing, production process measurement, and control. The whole scheduling of production process based on the actual conditions of various products is a key step to realize cost saving and consumption reduction. Considering the product design of complex aerospace components, the following options are available:
-
High temperature alloy, aluminum alloy, titanium alloy, stainless steel, and other materials can be selected as parts raw materials.
-
The range of geometric diameters that can be produced is extended to 200—12,000 mm.
-
The geometry can be designed in different forms according to the specific use requirements and installation environment.
Thus, it can be seen that the production of complex aerospace components has become personalized, which requires manufacturing enterprises to execute plans and schedules in a real-time and flexible manner to respond to various customer needs. In the meantime, the further application of new generation of intelligent information technologies such as digital twin, edge computing, and industrial Internet of Things in traditional manufacturing industry provides new possibilities for the optimization of production scheduling.
3.3.1 Digital twin
Digital twin integrates multi-physical, multi-scale, and multi-disciplinary attributes and has the characteristics of real-time synchronization, reliable mapping, and high fidelity, so it becomes an enabling technology for smart manufacturing [88, 89]. Aiming at the problems of long process design cycle, insufficient forming quality, high energy consumption, and low efficiency in the current production of complex aerospace components, the combination of digital twin and traditional manufacturing can bring the following breakthroughs:
-
The real-time mapping of the production process is realized through the model operation driven by the production process data, so that the managers can track the workpiece processing flow online and realize the reproduction and backtracking of the production process.
-
Considering the fault diagnosis information and the health status of the equipment, as well as the comparison between the predicted value of the key characteristic parameters of the equipment obtained from the simulation and the actual value perceived by the equipment, the efficient and safe operation of the heavy asset equipment is guaranteed.
-
Based on the digital twin model of forming process, the quality analysis results of workpiece can be obtained online by real-time sensing of production process data, which provides support for the quality optimization. In addition, comprehensive optimization of process parameters “pre-production—in-production—post-production” is realized by simulating and optimizing pre-set process parameters, relying on real-time perception of production data to complete dynamic optimization of process parameters, and continuously improving model simulation capabilities based on historical data accumulation.
Obviously, as an effective means to link physical and information space together, digital twin has a great development prospect in complex aerospace components production.
Zhang et al. [90] proposed an equipment energy consumption management (EECM) framework based on digital twin in view of the importance of equipment energy management in workshop production and pointed out that EECM is an effective way to reduce energy consumption and improve equipment energy efficiency. Jiang et al. [91] indicated the importance of planning, scheduling, and execution (PSE) for coordinating tasks during prefab construction site assembly and developed a digital twin-enabled real-time synchronization system (DT-SYNC) for PSE. The proposed system can facilitate collaborative decisions for high-level planning and scheduling and dynamically control low-level execution through real-time data-driven digital twinning. To realize intelligent decision making in CPS, Villalonga et al. [92] designed a digital twin framework based on local and global, as shown in Fig. 7. The framework centered on the new decision rule and improved global performance through global digital twin scheduling. At the same time, the local digital twin based on local data monitoring was used to consider the current running condition of the physical asset, which successfully improved the production efficiency by avoiding the degradation of production performance caused by failure or component degradation.

Digital twin framework based on local and global [93]
3.3.2 Edge computing
In general, multi-objective production scheduling relies on real-time or near-real-time responses to control various operations on the factory floor. However, existing centralized remote cloud servers and communication services cannot meet critical delay requirements and real-time big data flow analysis [93]. Solving the problem of delay-sensitive tasks and improper processing of applications in the cloud platform is the main purpose of edge computing, which is relevant to the advantages in security, privacy, and transmission delay [94]. Hence, the real-time performance of scheduling tasks such as monitoring of manufacturing resources and production processes, digital quality management, data analysis, and control is improved through edge computing.
Chen et al. [95] proposed the manufacturing edge computing architecture based on the Internet of Things (IoT) as shown in Fig. 8 from four aspects of edge devices, network communication, information fusion, and the collaboration mechanism of cloud computing. Compared with the traditional method, this structure had obvious advantages in business agility and bandwidth optimization and provided a technical reference for the deployment of edge computing in multi-objective production scheduling. In the hybrid computing framework proposed by Li et al. [96], the application of edge computing could meet the real-time requirements of task scheduling in manufacturing, and at the same time, the operation satisfaction and energy saving performance were also improved. For the flexible resource scheduling problem, in order to promote the rapid reconfiguration, operation and evolution of the manufacturing system to ensure that the system can respond to external and internal changes in a timely manner, Yang et al. [97] introduced edge computing to properly clean and combine different levels of data to reduce the data traffic in the network. On the other hand, on the task delay problem caused by the dynamic change of computing resources, Zhu et al. [98] put the proposed scheduling algorithm based on soft deadline and constraint in the mobile edge computing environment and found that the task response time and delay time were significantly reduced.

Architecture of an edge computing platform in IoT-based manufacturing [96]
3.3.3 Industrial Internet of Things (IIoT)
As a rapidly developing technology, IIoT realizes the communication and information interaction between “things” and “things,” “people” and “things,” as well as the intelligent identification, positioning, and tracking of objects through radio frequency identification (RFID) technology, various sensors, and other information sensing technologies [99]. Research on IIoT is mainly divided into three aspects: perception layer, network layer, and application layer, as shown in Fig. 9. The perception layer is the lowest layer of the whole IIoT system, and its main role is to collect information such as the response information of production equipment to the environments and send all kinds of signals collected to the cloud platform through the wireless network for big data processing. Thereinto, RFID technology is the key to ensure the real-time information acquisition process. The network layer, also known as the transport layer, is the basis for the communication between “things” and “things,” “people” and “things.” Furthermore, as the top layer of the whole system, the application layer is mainly used to provide interface for system users (including people, organizations, or other systems), to realize the intelligent operation of the whole system.

Three-layer application model of the Internet of Things
Combined with the IIoT, Darwish et al. [100] proposed a green architecture based on allocation and scheduling for large-scale tasks, as shown in Fig. 10. The architecture can meet the needs of large-scale tasks in any high-load situation in a timely manner. Dhungana et al. [101] used the IIoT platform to complete the formulation of production plans across multiple factories, to realize the connection between factories and cloud platforms and the management of pending data in applications. Coito et al. [102] combined smart sensors, enterprise databases, and fog computing technologies into the IIoT system. Through the real-time integration and evaluation of data from the cloud and smart sensors to reschedule, the system’s resource utilization rate increased significantly.

Graphical representation of the proposed real-time allocation and scheduling architecture for the customized 3DPTs in the IIoT [101]
4 Intelligent management control system for production scheduling
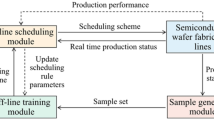
Production of complex aerospace components is an extremely intricate process, which is mainly reflected in product process and production line integration. Compared with cold processing, forging under hot processing pays more attention to the internal organizational performance, so the real-time evolution of its microstructure with temperature changes is an important concern of smart manufacturing. In addition, as for forging rings, which are mostly used for satellite shells, rocket tanks, satellite supports, and other parts, the general forming process includes blanking, heating, forging, rolling, heat treatment, machining, and final quality testing (see Fig. 11). Preheating before rolling rings can also be considered. So, multiple processes increase the complexity of aerospace component production process. On the other hand, the construction of intelligent production line for complex aerospace components mainly integrates intelligent process design system, intelligent process detection and control system, and intelligent quality testing system [103]. The effective interaction of data flow of each system is the key to realize the integration. As can be seen in Fig. 12, from the production order generation according to customer requirements and material to the product quality inspection and packaging, there are many data docking and transmission needs to be realized. The combination of intelligent information technology can effectively reduce the complexity of data control. The key to realize intelligent production line is to drive production line scheduling by synthesizing the state information of each part of the data stream.

General production process of complex aerospace components

Integrated system framework of management control for the production scheduling of complex aerospace components forming
The production process data, which mainly comes from the equipment and quality testing in the actual production process, has a crucial impact on the product quality, because it can ensure that the production process is carried out in a stable and efficient environment, to stabilize the takt time and improve product production level. Moreover, most of the production process data belongs to the state-type data, reflecting the real-time state and historical state of the production process. Only by making the utmost of all the data can the forging process be stabilized and the scheduling performance be improved. In the final analysis, the purpose of production process management is to ensure that the production state is in a stable, efficient, and low energy consumption production mode. Therefore, intelligent production scheduling system for real-time management and control of various production data has been widely concerned by researchers.
As shown in Fig. 12, the uncertainty of actual requirements and completion of each part of the production process affects the actual completion and energy consumption. In order to deal with the unexpected outages caused by uncertain factors in the production process, some researchers have developed job scheduling systems for predicting outages, but there are some limitations in accuracy. On this basis, Sobaszek et al. [104] developed an intelligent job scheduling system based on predictive scheduling and reflection, which mainly includes a statistical data analysis module, a database with a decision controller, and a predictive-responsive scheduling module. By analyzing the influence of uncertain factors such as work processing time and machine failure, the feedback scheduling was realized by combining the designed FCFS (first come first served), EDD (earliest due date), LPT (longest processing time), and RND (random) scheduling rules. The robustness of the production scheduling system was improved by predicting outages and using machine learning to handle subsequent scheduling. Besides, in the subsequent study by Sobaszek et al., a module based on the ARMA/ARIMA model [105] that could predict the change of processing time was designed, which became an important part of the intelligent production scheduling system.
It is inevitable to encounter large and complex production tasks in the production process, which means that the amount of data processed by the scheduling system is also numerous. Wang et al. [106] built a production planning and scheduling platform integrated by the production planning and scheduling system, enterprise resource planning (ERP) system, and supervisory control and data acquisition (SCADA) system and realized the communication and integration of each module in the platform, such as production plan management, process management, bill of material, parts inventory management, and equipment management. About the algorithms in the system, the top-down hierarchical decomposition of production tasks can be accomplished by the production task planning method based on dynamic critical path method and task hierarchy network method, which greatly reduces the complexity. Besides, task completion time minimization and equipment utilization maximization can be achieved by adjusting the hierarchical results of the process level task optimization method based on dynamic critical path and minimum idle time.
As can be seen from Table 1, reducing energy consumption is one of the key optimization indexes of intelligent production scheduling. Fang [107], Yan [108], Salido [109] et al. proposed corresponding optimization methods to reduce energy consumption in the early stages, but the schedules in these studies were all created before production, and the optimization model always used outdated machine state information and lacked consideration of the real-time state of manufacturing resources and machine energy consumption. Based on this, Wang et al. [110] developed an integrated real-time energy efficiency optimization method (REEOM) for the purpose of integrating the real-time monitoring system of workshop energy with the production planning system. The feature of REEOM was that the production plan is generated according to the state information of manufacturing resources and the real-time data in the production process, which is more adaptive and effective. In addition, abnormal conditions such as machine failures and excessive energy consumption can be actively sensed and uploaded to the production management system, and then the scheduling instructions can be rearranged to create timely response actions. It is conceivable that the implementation of REEOM can improve the productivity, energy efficiency, and scheduling flexibility of energy intensive manufacturing enterprises. In the process of sorting out the intelligent management control system, the search of the cited literature also follows the search method described in Sect. 2 for the search keywords.
5 Discussion
Multi-objective production scheduling problems have always been a research hotspot in the field of manufacturing, especially for complex aerospace components manufacturing enterprises that pursue high performance, high efficiency, and high quality. With the intensification of market competition and the diversification and individuation of customer demand, the production is developing in the direction of multi-variety and variable batch. In recent decades, research on the optimization of multi-objective production scheduling problems has been continually proposed, providing various targeted optimization techniques. Efficient optimization technology can not only provide a more rapid and scientific response to urgent customer orders and other production emergencies, but can also enhance the enterprise’s production performance indicators, such as equipment utilization rate and order completion rate, and reduce inventory and costs, to achieve the business objectives of the enterprise.
At the present stage, the single-objective scheduling method has shown fatigue in the production scheduling process of multi-dimensional heterogeneous data interaction.
For the closer to the actual production process of multiple scheduling objective research, it is more practical because of the remarkable effect in obtaining optimal solution or near optimal solution. Among the various scheduling objectives, the minimum energy consumption, maximum completion time, and minimum total delay are given priority attention, which indicates that the reduction of production cost and energy consumption and the improvement of efficiency are the primary concerns for manufacturing enterprises and are in line with the production concept of green manufacturing [111]. In order to make the optimization scheduling problem more comprehensive, that is, the optimal solution or near-optimal solution obtained is more meaningful for practical production, we believe that the scheduling objectives such as maximum machine load [25], optimal parts sequencing [27], earliest delivery time [31], and system utilization rate [112] can be further considered. Visual inspection and real-time control of machine load in the production process can ensure the safety and robustness of production. The ability to adjust parts ordering, delivery time, and system utilization as needed is critical for cost savings and energy reduction. In addition, the complexity of the multi-objective production scheduling problem makes it difficult to find the optimal global solution when there are many conflicting scheduling objectives. In this case, the fuzzy satisfaction degree of the solution can be an effective means to evaluate its quality.
In the multi-objective production scheduling problem, the main requirements of the algorithm are high speed, high efficiency, and real-time change with the change of working conditions. Because of local optimality and high time cost, traditional search algorithms cannot meet the demand. Scheduling rules are suitable for solving general scheduling problems in actual production due to their low time complexity and stable scheduling capabilities [113]. However, in the personalized production of complex aerospace components with multi-variety and variable batch, the influencing factors in the scheduling optimization process are more complex, which means that even the best scheduling rules are not guaranteed to deal with a variety of unexpected situations [114]. Therefore, we believe that designing personalized scheduling rules for specific production situations in small-scale production or using heuristic algorithms to dynamically generate more appropriate scheduling rules to solve large-scale scheduling problems can obtain satisfactory scheduling solutions.
According to the research in Sect. 3, various heuristic algorithms appear in the current research show that significance in multi-objective production scheduling optimization. The opportunities and challenges of each algorithm are summarized in Table 4. There are always advantages and limitations of each algorithm, and different algorithms can form complementary advantages. In other words, combining two or more optimization algorithms can effectively avoid the defect that basic local search methods tend to fall into local optimal when simulating natural processes directly. For example, PSO algorithm and simulated annealing algorithm can be combined to get PSO-simulated annealing algorithm, improved PSO algorithm, PSO-simulated annealing algorithm alternating algorithm, and PSO-simulated annealing collaborative algorithm. The solving ability of each hybrid algorithm has higher solved quality. Furthermore, with the popularity of high-performance computing devices and the rapid development of cloud computing, computing power is no longer the primary factor restricting the scale of algorithms, so the hybrid application of multiple heuristic algorithms can obtain more obvious and richer optimization effects.
As mentioned above, scheduling rules and heuristic algorithms are the first starting point to solve the multi-objective production scheduling problem. At the same time, benefiting from the development and integrated application of new technologies such as new sensing technology, information technology, and the Internet, the solving process of complex scheduling problems is further optimized. In the production process, using the IIoT as the basic platform for task scheduling can continuously integrate various control sensors with sensing and monitoring capabilities, as well as mobile communication, intelligent analysis, and other technologies into all aspects of the industrial production process, thereby improving product quality, reducing resource consumption, and finally realizing the transformation of traditional industry to a new stage of intelligence. To be specific, the digital twin can effectively reduce the cost and time of trial and error by constructing a virtual scheduling model. Edge computing ensures the real time and security of data flow interaction in large-scale production scheduling scenarios. Because of the remarkable effect in reducing costs and improving production efficiency, these two technologies are of great significance to the further development of personalized production at this stage. Besides, automated guided vehicles (AGV) minimize delays and reduce costs in logistics systems and are widely used in complex material handling in smart factories [115]. Machine vision provides a new research idea for the reliability of product conveyor belt system [116]. Fog computing supports real-time computing services for terminal devices to alleviate transmission pressure between the cloud and the terminal [20]. In general, in the face of complex processes such as aerospace components production, the ability of scheduling optimization algorithm to seek the optimal solution of scheduling scheme is limited. Intelligent information technology can simplify complex problems and reduce task search space, which sets up a good environment for solving optimization algorithm. Various intelligent information technologies can effectively reduce the complexity of multi-objective production scheduling problems, which is fully reflected in the intelligent management control systems for production scheduling.
It is well known that multi-objective production scheduling is NP-Hard problem. According to the requirements of multi-variety and variable batch production, the production of complex aerospace components should simultaneously consider the constraints of energy consumption and temperature in hot forming production as well as the representation methods of materials, tooling, and process sequence. That is to say, the complex production environment is formed under the coupling of multiple constraints. In the preparation stage of the production process, it is necessary to consider the pre-production of different work orders, such as mold, material, and furnace temperature. In the production process, the delivery time of the order, the insulation temperature, and the time of the product should be included in the consideration of the processing sequence, as well as the method of dealing with the unexpected events caused by the material of the workpiece, the lubrication effect of the mold, and other problems. Under the influence of multiple factors concurrently, it is necessary to integrate production scheduling system and flexible logistics equipment to carry out continuous optimization of job tasks and achieve the optimal cooperation of the production organization by analyzing the trade-off relationship of objective quality testing. Therefore, the intelligent management control systems for production scheduling play a key role in multi-objective production scheduling and promote the intelligent transformation and upgrading of traditional manufacturing enterprises.
Moreover, the construction of intelligent production lines through the further integration of intelligent information technology with traditional manufacturing methods will be one of the most prominent features of the future manufacturing mode. Because cost saving, energy reduction, and efficiency improvement, which come from production intelligence, are exactly the goals that the manufacturing enterprise unceasingly pursues. However, as mentioned in Sect. 4, the interaction of data and the arrangement between systems is not an effortless problem to solve. Figure 13 clearly shows the flow and interaction of data between the various levels of the intelligent production line. In addition to the direct transmission of data flow between the two systems, each system can read and download the data needed for production from the information system including ERP, MES, and APS. As for the intelligent production line of aerospace complex forgings [103], the process flow designed by the CAPP system, the process cases successfully verified by the quality testing system, and the abnormal conditions detected by the process control system can all be fed back to the scheduling management control system for dynamic production rescheduling, so as to achieve the optimal coordination of production organization. It can be seen that production scheduling optimization is the key technology of overall production process, and intelligent management control system for production scheduling is an indispensable part of intelligent production line.

Data flow between systems in an intelligent production line
6 Conclusions
In the face of the personalized production requirements of complex aerospace components such as forging rings, multi-objective production scheduling is the key to ensuring that manufacturing industry can accomplish cost savings and energy reduction. Clear scheduling objectives combined with effective scheduling methods and efficient scheduling control systems are conducive to achieving this goal. Therefore, the frontier research on multi-objective production scheduling optimization is discussed and summarized from three aspects, namely, scheduling objectives, scheduling methodologies, and scheduling management control systems. The conclusions can be drawn as follows:
-
(1).
The objective of reducing energy consumption and production costs and improving production efficiency is the main content of production scheduling research at the present stage. Factors such as different order requirements, frequent machine adjustment and urgent production schedule changes make it difficult for the production scheduling method based on single scheduling objective to overcome many influencing factors to find the optimal scheduling scheme. On the contrary, the production scheduling method which takes into account the multi-types of scheduling objectives have more critical significance in realizing further cost saving and consumption reduction and guiding the production of products due to its high security and stable robustness. Scheduling objectives such as maximum machine load, optimal parts ordering, earliest delivery date, and system utilization are considered to be included in the optimization of production scheduling. In addition, when considering multiple scheduling objectives, the conflict between objectives needs to be further solved.
-
(2).
Compared to scheduling rules, heuristic algorithms can better deal with unexpected situations in the process of production scheduling under multiple factors, to achieve dynamic scheduling. GA, ACO, and PSO are proved to be suitable for scheduling problems according to their characteristics. The hybrid application of several heuristic algorithms can make the optimization performance more excellent. In addition, the integration of digital twin traditional industry has achieved breakthroughs such as real-time tracking and backtracking of workpiece production processes, fault diagnosis and health status prediction of key forming equipment, and real-time feedback optimization of workpiece forming quality and process parameters. Edge computing, IIoT, and other intelligent information technologies also effectively reduce the complexity of production scheduling and provide powerful technical support for multi-objective scheduling.
-
(3).
Based on scheduling rules and heuristic algorithms, the intelligent management control systems for production scheduling realize data-driven production scheduling optimization through real-time adjustment for state-type data of the whole production line process of “process design—process detection—quality testing” and closed-loop feedback control for abnormal situations. With the help of intelligent information technology, the full use of production data not only improves product quality and scheduling performance, but also has great significance to realize the transformation and upgrading of the digital production workshop to the smart manufacturing mode in manufacturing industry.
The personalized production proposed by Industry 5.0 is a new model that conforms to the development of the times and industrial needs, which means that it will be widely used in all walks of life. The increase in the proportion of decision-makers’ preferences in such a new mode causes more scheduling objectives to be considered in future production scheduling problems. Therefore, as the number of control objectives in the scheduling scheme increases, the trade-off method of the competitive relationship between the scheduling objectives should be further improved in future research. In addition, the cooperation between scheduling algorithms and advanced technologies such as digital twins, edge computing, and IIoT is also worthy of intensive research, which has important implications for optimizing scheduling schemes for complex processes such as the production of complex aerospace components.
Data availability
Not applicable.
Code availability
Not applicable.
References
Li JH (2022) Development status and future path of green manufacturing and intelligent manufacturing in China. Res Econ Manage 43:3–12. https://doi.org/10.13502/j.cnki.issn1000-7636.2022.06.001. (In Chinese)
Liu BC (2020) Innovation fundamentals intelligence—for strong manufacturing industry. China Mech Eng 31:13–18. https://doi.org/10.3969/j.issn.1004-132X.2020.01.002. (In Chinese with English abstract)
Cai DF, Shi PX, Xue T (2013) Recommendation of the tax policy of low-carbon economy in China with reference to the international comparison of carbon emissions. AMR 869:1024–1028. https://doi.org/10.4028/www.scientific.net/AMR.869-870.1024
Watanabe S, Nishimura M (2013) Japan’s experience of energy saving and business model for low-carbon economy. Chin J Popul Resour Environ 11:288–298. https://doi.org/10.1080/10042857.2013.800674
Huang S, Wang B, Li X, Zheng P, Mourtzis D, Wang LH (2022) Industry 5.0 and Society 5.0—comparison, complementation and co-evolution. J Manuf Syst 64:424–428. https://doi.org/10.1016/j.jmsy.2022.07.010
Li K, Zhou T, Liu BH (2020) Internet-based intelligent and sustainable manufacturing: developments and challenges. Int J Adv Manuf Technol 108:1767–1791. https://doi.org/10.1007/s00170-020-05445-0
Tan QM, Tong YF, Wu SF, Li DB (2019) Modeling, planning, and scheduling of shop-floor assembly process with dynamic cyber-physical interactions: a case study for CPS-based smart industrial robot production. Int J Adv Manuf Technol 105:3979–3989. https://doi.org/10.1007/s00170-019-03940-7
Wang Y, Wu Z (2020) Model construction of planning and scheduling system based on digital twin. Int J Adv Manuf Technol 109:2189–2203. https://doi.org/10.1007/s00170-020-05779-9
Abid H, Mohd J, Ravi Pratap S (2023) A pervasive study on green manufacturing towards attaining sustainability. Green Technol Sustain. https://doi.org/10.1016/j.grets.2023.100018. (In press)
Johnson SM (1954) Optimal two-and three-stage production schedules with setup times included. Nav Res Logist Quart 1:61–68. https://doi.org/10.1002/nav.3800010110
Komaki GM, Kayvanfar V (2015) Grey wolf optimizer algorithm for the two-stage assembly flow shop scheduling problem with release time. J Comput Sci 8:109–120. https://doi.org/10.1016/j.jocs.2015.03.011
Chang HC, Chen YP, Liu TK, Chou J-H (2015) Solving the flexible job shop scheduling problem with makespan optimization by using a hybrid Taguchi-genetic algorithm. IEEE Access 3:1740–1754. https://doi.org/10.1109/ACCESS.2015.2481463
Madhavadas V, Srivastava D, Chadha U (2022) A review on metal additive manufacturing for intricately shaped aerospace components. CIRP J Manuf Sci Technol 39:18–36. https://doi.org/10.1016/j.cirpj.2022.07.005
Chen JQ, Wang GX, Lu JZ, Zheng XC, Kirisis D (2022) Model-based system engineering supporting production scheduling based on satisfiability modulo theory. J Ind Inf Integr 27:100329. https://doi.org/10.1016/j.jii.2022.100329
Trevino-Martinez S, Sawhney R, Shylo O (2022) Energy-carbon footprint optimization in sequence-dependent production scheduling. Appl Energ 315:118949. https://doi.org/10.1016/j.apenergy.2022.118949
Tsutsui S, Kaihara T, Kokuryo D, Fujii N, Harano K (2022) A proposal of production scheduling method with dynamic parts allocation for mass customization. Procedia CIRP 107:882–887. https://doi.org/10.1016/j.procir.2022.05.079
Geurtsen M, Didden JBHC, Adan J, Atan Z, Adan I (2022) Production, maintenance and resource scheduling: a review. Eur J Oper Res. https://doi.org/10.1016/j.ejor.2022.03.045. (in press)
Guzman E, Andres B, Poler R (2022) Models and algorithms for production planning, scheduling and sequencing problems: a holistic framework and a systematic review. J Ind Inf Integr 27:100287. https://doi.org/10.1016/j.jii.2021.100287
Yin Z, Xu F, Li Y, Fan C, Zhang FQ, Han GJ, Bi YG (2022) A multi-objective task scheduling strategy for intelligent production line based on cloud-fog computing. Sensors 22:1555. https://doi.org/10.3390/s22041555
Xu F, Yin Z, Gu A, Li Y, Yu HY, Zhang FQ (2021) Adaptive scheduling strategy of fog computing tasks with different priority for intelligent production lines. Procedia Comput Sci 183:311–317. https://doi.org/10.1016/j.procs.2021.02.064
Musiał K, Górnicka D, Burduk A (2018) Improvement of production process scheduling with the use of heuristic methods. In International Conference on Intelligent Systems in Production Engineering and Maintenance pp195–204. https://doi.org/10.1007/978-3-319-97490-3_19
Yang S, Xu Z (2021) Intelligent scheduling and reconfiguration via deep reinforcement learning in smart manufacturing. Int J Prod Res pp 1–18. https://doi.org/10.1080/00207543.2021.1943037
Yuan M, Li Y, Zhang L, Pei FQ (2021) Research on intelligent workshop resource scheduling method based on improved NSGA-II algorithm. Robot Comput Integr Manuf 71:102141. https://doi.org/10.1016/j.rcim.2021.102141
Lorente-Leyva LL, Murillo-Valle JR, Montero-Santos Y, Herrera-Granda ID, Herrera-Granda EP, Rosero-Montalvo PD, Peluffo-Ordonez DH, Blanco-Valencia XP (2019) Optimization of the master production scheduling in a textile industry using genetic algorithm. In International Conference on Hybrid Artificial Intelligence Systems pp 674–685. https://doi.org/10.1007/978-3-030-29859-3_57
Zhong YG, Yang F, Liu F (2019) Solving multi-objective fuzzy flexible job shop scheduling problem using MABC algorithm. J Intell Fuzzy Syst 36:1455–1473. https://doi.org/10.3233/JIFS-181152
Dai M, Tang D, Giret A, Miguel AS (2019) Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot Comput Integr Manuf 59:143–157. https://doi.org/10.1016/j.rcim.2019.04.006
Basiri MA, Alinezhad E, Tavakkoli-Moghaddam R, Shahsavari-Poure N (2020) A hybrid intelligent algorithm for a fuzzy multi-objective job shop scheduling problem with reentrant workflows and parallel machines. J Intell Fuzzy Syst 39:7769–7785. https://doi.org/10.3233/JIFS-201120
Gong G, Chiong R, Deng Q, Luo Q (2020) A memetic algorithm for multi-objective distributed production scheduling: minimizing the makespan and total energy consumption. J Intell Manuf 31:1443–1466. https://doi.org/10.1007/s10845-019-01521-9
Zhu Z, He Y (2019) An improved genetic algorithm for production scheduling on FMS with simultaneous use of machines and AGVs. In 2019 11th International Conference on Intelligent Human-Machine Systems and Cybernetics (IHMSC) pp 245–249. https://doi.org/10.1109/IHMSC.2019.00064
Wang J, Li D (2019) Task scheduling based on a hybrid heuristic algorithm for smart production line with fog computing. Sensors 19:1023. https://doi.org/10.3390/s19051023
Ivanov D, Dolgui A, Sokolov B (2017) A dynamic approach to multi-stage job shop scheduling in an Industry 4.0-based flexible assembly system. In IFIP International Conference on Advances in Production Management Systems pp 475–482. https://doi.org/10.1007/978-3-319-66923-6_56
Lin YK, Chang PC, Yeng LCL, Huang SF (2019) Bi-objective optimization for a multistate job-shop production network using NSGA-II and TOPSIS. J Manuf Syst 52:43–54. https://doi.org/10.1016/j.jmsy.2019.05.004
Kurdi M (2019) Ant colony system with a novel Non-DaemonActions procedure for multiprocessor task scheduling in multistage hybrid flow shop. Swarm Evol Comput 44:987–1002. https://doi.org/10.1016/j.swevo.2018.10.012
Yavari M, Isvandi S (2018) Integrated decision making for parts ordering and scheduling of jobs on two-stage assembly problem in three level supply chain. J Manuf Syst 46:137–151. https://doi.org/10.1016/j.jmsy.2017.12.002
Engin O, Güçlü A (2018) A new hybrid ant colony optimization algorithm for solving the no-wait flow shop scheduling problems. Appl Soft Comput 72:166–176. https://doi.org/10.1016/j.asoc.2018.08.002
Liu Z, Yan J, Cheng Q, Yang CB, Sun SW, Xue DY (2020) The mixed production mode considering continuous and intermittent processing for an energy-efficient hybrid flow shop scheduling. J Clean Prod 246:119071. https://doi.org/10.1016/j.jclepro.2019.119071
Zhang R, Chiong R (2016) Solving the energy-efficient job shop scheduling problem: a multi-objective genetic algorithm with enhanced local search for minimizing the total weighted tardiness and total energy consumption. J Clean Prod 112:3361–3375. https://doi.org/10.1016/j.jclepro.2015.09.097
Che A, Wu X, Peng J, Yan PY (2017) Energy-efficient bi-objective single-machine scheduling with power-down mechanism. Comput Oper Res 85:172–183. https://doi.org/10.1016/j.cor.2017.04.004
Caglar-Gencosman B, Begen MA, Ozmutlu HC, Yilmaz IO (2016) Scheduling methods for efficient stamping operations at an automotive company. Prod Oper Manag 25:1902–1918. https://doi.org/10.1111/poms.12584
Liu Z, Chen W, Zhang C, Yang CB, Cheng Q (2021) Intelligent scheduling of a feature-process-machine tool supernetwork based on digital twin workshop. J Manuf Syst 58:157–167. https://doi.org/10.1016/j.jmsy.2020.07.016
May G, Stahl B, Taisch M, Prabhu V (2015) Multi-objective genetic algorithm for energy-efficient job shop scheduling. Int J Prod Res 53:7071–7089. https://doi.org/10.1080/00207543.2015.1005248
Zadeh LA (1963) Optimality and non-scalar-valued performance criteria. IEEE Trans Autom Control 8:59–60. https://doi.org/10.1109/TAC.1963.1105511
Haimes YY, Lasdon LS, Wismer DA (1971) On a bicriterion formulation of the problems of integrated system identification and system optimization. IEEE Trans Syst Man Cybern SMC 1:296–297. https://doi.org/10.1109/TSMC.1971.4308298
Charnes A, Cooper WW, Ferguson RO (1955) Optimal estimation of executive compensation by linear programming. Manag Sci 1:138–151
Xuan GN, Cheng RW (2004) Genetic algorithm and engineering optimization. Tsinghua University Press, Beijing
Tseng CH, Lu TW (1990) Minimax multiobjective optimization in structural design. Int J Numer Methods Eng 30:1213–1228. https://doi.org/10.1002/nme.1620300609
Gere WS Jr (1966) Heuristics in job shop scheduling. Manag Sci 13:167–190. https://doi.org/10.1287/mnsc.13.3.167
Li DD (2014) An overview on heuristic rules for the production scheduling problem. Mach Des Manuf Eng 43:51–56. https://doi.org/10.3969/j.issn/2095-509X.2014.02.011. (In Chinese with English abstract)
Neufeld JS, Schulz S, Buscher U (2022) A systematic review of multi-objective hybrid flow shop scheduling. Eurn J Oper Res. https://doi.org/10.1016/j.ejor.2022.08.009. (in press)
Baker KR, Bertrand JWM (1982) A dynamic priority rule for scheduling against due-dates. J Oper Manag 3:37–42. https://doi.org/10.1016/0272-6963(82)90020-1
Xiong HG, Li JJ, Kong JY, Yang JT, Jiang GZ (2006) Heuristic method for dynamic job shop scheduling problem with operation relativity. J Mech Eng 42:50–55 (In Chinese with English abstract)
Chen B, Matis TI (2013) A flexible dispatching rule for minimizing tardiness in job shop scheduling. Int J Prod Econ 141:360–365. https://doi.org/10.1016/j.ijpe.2012.08.019
Azadeh A, Negahban A, Moghaddam M (2012) A hybrid computer simulation-artificial neural network algorithm for optimisation of dispatching rule selection in stochastic job shop scheduling problems. Int J Prod Res 50:551–566. https://doi.org/10.1080/00207543.2010.539281
Wang JH, Chen Y (2018) Data-driven job production scheduling knowledge mining and optimization. Comput Eng Appl 54:264–270. https://doi.org/10.3778/j.issn.1002-8331.1705-0139. (In Chinese with English abstract)
Zhuang Z, Li Y, Sun YN, Qin W, Sun ZH (2022) Network-based dynamic dispatching rule generation mechanism for real-time production scheduling problems with dynamic job arrivals. Robot Comput-Integr Manuf 73:102261. https://doi.org/10.1016/j.rcim.2021.102261
Baizid K, Yousnadj A, Meddahi A, Chellali R, Iqbal J (2015) Time scheduling and optimization of industrial robotized tasks based on genetic algorithms. Robot Comput-Integr Manuf 34:140–150. https://doi.org/10.1016/j.rcim.2014.12.003
Zhang J, Wang W, Xu X (2017) A hybrid discrete particle swarm optimization for dual-resource constrained job shop scheduling with resource flexibility. J Intell Manuf 28:1961–1972. https://doi.org/10.1007/s10845-015-1082-0
Karimi N, Davoudpour H (2015) A branch and bound method for solving multi-factory supply chain scheduling with batch delivery. Expert Syst Appl 42:238–245. https://doi.org/10.1016/j.eswa.2014.07.025
Hfaiedh W, Sadfi C, Kacem I, Alouane AH (2015) A branch-and-bound method for the single-machine scheduling problem under a non-availability constraint for maximum delivery time minimization. Appl Math Comput 252:496–502. https://doi.org/10.1016/j.amc.2014.11.103
Harjunkoski I, Grossmann IE (2002) Decomposition techniques for multistage scheduling problems using mixed-integer and constraint programming methods. Comput Chem Eng 26:1533–1552. https://doi.org/10.1016/S0098-1354(02)00100-X
Merchan AF, Lee H, Maravelias CT (2016) Discrete-time mixed-integer programming models and solution methods for production scheduling in multistage facilities. Comput Chem Eng 94:387–410. https://doi.org/10.1016/j.compchemeng.2016.04.034
Nazari-Heris M, Mohammadi-Ivatloo B, Gharehpetian GB (2017) Short-term scheduling of hydro-based power plants considering application of heuristic algorithms: a comprehensive review. Renew Sust Energ Rev 74:116–129. https://doi.org/10.1016/j.rser.2017.02.043
Alipour A, Khodaiari AA, Jafari A, Tavakkoli-Moghaddam R (2022) An integrated approach to open-pit mines production scheduling. Resour Policy 75:102459. https://doi.org/10.1016/j.resourpol.2021.102459
Han B, Yang J (2017) Hierarchical scheduling for multi-constrained flexible job shop based on heuristic and intelligent optimization algorithms. In 2017 5th International Conference on Enterprise Systems (ES) pp 85–92. https://doi.org/10.1109/ES.2017.21
Zhang R, Chang PC, Song S, Cheng W (2017) Local search enhanced multi-objective PSO algorithm for scheduling textile production processes with environmental considerations. Appl Soft Comput 61:447–467. https://doi.org/10.1016/j.asoc.2017.08.013
Sang Y, Tan J (2022) Intelligent factory many-objective distributed flexible job shop collaborative scheduling method. Comput Ind Eng 164:107884. https://doi.org/10.1016/j.cie.2021.107884
Shang J, Tian Y, Liu Y, Liu RL (2018) Production scheduling optimization method based on hybrid particle swarm optimization algorithm. J Intell Fuzzy Syst 34:955–964. https://doi.org/10.3233/JIFS-169389
Sang Y, Tan J, Liu W (2020) Research on many-objective flexible job shop intelligent scheduling problem based on improved NSGA-III. IEEE Access 8:157676–157690. https://doi.org/10.1109/ACCESS.2020.3020056
Cheng LX, Tang QH, Zhang LP, Yu CL (2022) Scheduling flexible manufacturing cell with no-idle flow-lines and job-shop via Q-learning-based genetic algorithm. Comput Ind Eng 169:108293. https://doi.org/10.1016/j.cie.2022.108293
Jia Y (2019) Based on intelligent RGV dynamic scheduling model of particle swarm optimization. IOP Conf Ser: Earth Environ Sci 252:052135. https://doi.org/10.1088/1755-1315/252/5/052135
Thiruvady D, Nguyen S, Shiri F, Zaidi N, Li XD (2022) Surrogate-assisted population based ACO for resource constrained job scheduling with uncertainty. Swarm Evol Comput 69:101029. https://doi.org/10.1016/j.swevo.2022.101029
Chen X, An Y, Zhang ZY, Li YH (2020) An approximate nondominated sorting genetic algorithm to integrate optimization of production scheduling and accurate maintenance based on reliability intervals. J Manuf Syst 54:227–241. https://doi.org/10.1016/j.jmsy.2019.12.004
Kunapareddy A, Allaka G (2020) An improved genetic algorithm for production planning and scheduling optimization problem. In: Reddy A, Marla D, Simic M, Favorskaya M, Satapathy S (eds) Intelligent manufacturing and energy sustainability. Smart Innovation, Systems and Technologies, vol 169. Springer, Singapore, pp 157–171. https://doi.org/10.1007/978-981-15-1616-0_15
de Siqueira EC, Souza MJF, de Souza SR (2020) An MO-GVNS algorithm for solving a multiobjective hybrid flow shop scheduling problem. Int T Oper Res 27:614–650. https://doi.org/10.1111/itor.12662
Chaouch I, Driss OB, Ghedira K (2019) A novel dynamic assignment rule for the distributed job shop scheduling problem using a hybrid ant-based algorithm. Appl Intell 49:1903–1924. https://doi.org/10.1007/s10489-018-1343-7
Dao SD, Abhary K, Marian R (2017) An improved genetic algorithm for multidimensional optimization of precedence-constrained production planning and scheduling. J Ind Eng Int 13:143–159. https://doi.org/10.2991/iske.2007.204
Wang ZZ, Sobey A (2020) A comparative review between genetic algorithm use in composite optimisation and the state-of-the-art in evolutionary computation. Compos Struct 233:111739. https://doi.org/10.1016/j.compstruct.2019.111739
Huang J, Süer GA (2015) A dispatching rule-based genetic algorithm for multi-objective job shop scheduling using fuzzy satisfaction levels. Comput Ind Eng 86:29–42. https://doi.org/10.1016/j.cie.2014.12.001
Rahman HF, Sarker R, Essam D (2015) A genetic algorithm for permutation flow shop scheduling under make to stock production system. Comput Ind Eng 90:12–24. https://doi.org/10.1016/j.cie.2015.08.006
Xie G, Zeng G, Li Z, Li RF, Li KQ (2017) Adaptive dynamic scheduling on multifunctional mixed-criticality automotive cyber-physical systems. IEEE T Veh Technol 66:6676–6692. https://doi.org/10.1109/TVT.2017.2674302
Jia Z, Wang Y, Wu C, Yang Y, Zhang XY, Chen HP (2019) Multi-objective energy-aware batch scheduling using ant colony optimization algorithm. Comput Ind Eng 131:41–56. https://doi.org/10.1016/j.cie.2019.03.033
Liu H (2022) Research on cloud computing adaptive task scheduling based on ant colony algorithm. Optik 258:168677. https://doi.org/10.1016/j.ijleo.2022.168677
Cao Z, Yan Y, Tang K (2022) Path optimization of open collaborative innovation of energy industry in urban agglomeration based on particle swarm optimization algorithm. Energy Rep 8:5533–5540. https://doi.org/10.1016/j.egyr.2022.04.020
Fernandes PB, Oliveira RCL, Neto JVF (2022) Trajectory planning of autonomous mobile robots applying a particle swarm optimization algorithm with peaks of diversity. Appl Soft Comput 116:108108. https://doi.org/10.1016/j.asoc.2021.108108
Wu DF, Yang GY, Fan KS, Xu TQ (2022) Improved particle swarm optimization algorithm with multi-stratrgy fusion. Appl Res Comput 39:1–8. https://doi.org/10.19734/j.issn.1001-3695.2022.04.0167
Saeedi S, Khorsand R, Bidgoli SG, Ramezanpour M (2020) Improved many-objective particle swarm optimization algorithm for scientific workflow scheduling in cloud computing. Comput Ind Eng 147:106649. https://doi.org/10.1016/j.cie.2020.106649
Wang Z, Zhang J, Yang S (2019) An improved particle swarm optimization algorithm for dynamic job shop scheduling problems with random job arrivals. Swarm Evol Comput 51:100594. https://doi.org/10.1016/j.swevo.2019.100594
Meng SH, Ye YM, Yang Q, Huang Z, Xie WH (2020) Digital twin and its aerospace applications. Acta Aeronautica et Astronautica Sinica 41:6–17. https://doi.org/10.7527/S1000-6893.2020.23615. (In Chinese with English abstract)
Peng YS, Sun Y, Ling YH (2022) Construction and application of digital twin system for aviation foring cell. Forging Stamping Technol 47:51–61. https://doi.org/10.13330/j.issn.1000-3940.2022.04.006
Zhang M, Zuo Y, Tao F (2018) Equipment energy consumption management in digital twin shop-floor: a framework and potential applications. In 2018 IEEE 15th International Conference on Networking, Sensing and Control (ICNSC) pp 1–5. https://doi.org/10.1109/TCYB.2018.2842434
Jiang Y, Li M, Li MX, Liu XL, Zhong RY, Pan W, Huang GQ (2022) Digital twin-enabled real-time synchronization for planning, scheduling, and execution in precast on-site assembly. Automat Constr 141:104397. https://doi.org/10.1016/j.autcon.2022.104397
Villalonga A, Negri E, Biscardo G, Castano F, E.Haber R, Fumagalli L, Macchi M (2021) A decision-making framework for dynamic scheduling of cyber-physical production systems based on digital twins. Annu Rev Control 51:357–373. https://doi.org/10.1016/j.arcontrol.2021.04.008
Bala MI, Chishti MA (2019) Survey of applications challenges and opportunities in fog computing. Int J Pervas Comput Commun 15:80–96. https://doi.org/10.1108/IJPCC-06-2019-059
Premsankar G, Di Francesco M, Taleb T (2018) Edge computing for the Internet of Things: a case study. IEEE Internet Things J 5:1275–1284. https://doi.org/10.1109/JIOT.2018.2805263
Chen B, Wan J, Celesti A, Li D, Abbas H, Zhang Q (2018) Edge computing in IoT-based manufacturing. IEEE Commun Mag 56:103–109. https://doi.org/10.1109/MCOM.2018.1701231
Li X, Wan J, Dai HN, Imran M, Xia M, Celesti A (2019) A hybrid computing solution and resource scheduling strategy for edge computing in smart manufacturing. IEEE T Ind Inf 15:4225–4234. https://doi.org/10.1109/TII.2019.2899679
Yang C, Liao F, Lan S, Wang LH, Shen WM, Huang GQ (2021) Flexible resource scheduling for software-defined cloud manufacturing with edge computing. Engineering. https://doi.org/10.1016/j.eng.2021.08.022. (in press)
Zhu X, Xiao Y (2022) Adaptive offloading and scheduling algorithm for big data based mobile edge computing. Neurocomputing 485:285–296. https://doi.org/10.1016/j.neucom.2021.03.141
Kong L, Ma B (2020) Intelligent manufacturing model of construction industry based on Internet of Things technology. Int J Adv Manuf Technol 107:1025–1037. https://doi.org/10.1007/s00170-019-04369-8
Darwish LR, El-Wakad MT, Farag MM (2021) Towards sustainable industry 4.0: a green real-time IIoT multitask scheduling architecture for distributed 3D printing services. J Manuf Syst 61:196–209. https://doi.org/10.1016/j.jmsy.2021.09.004
Dhungana D, Haselböck A, Meixner S, Schall D, Schmid J, Trabesinger S, Wallner S (2021) Multi-factory production planning using edge computing and IIoT platforms. J Syst Softw 182:111083. https://doi.org/10.1016/j.jss.2021.111083
Coito T, Firme B, Martins MSE, Costigliola A, Lucas R, Figueiredo J, Vieira SM, Sousa JMC (2022) Integration of industrial IoT architectures for dynamic scheduling. Comput Ind Eng 171:108387. https://doi.org/10.1016/j.cie.2022.108387
Ma HJ, Huang X, Cui XH, Wang PL, Chen YZ, Hu ZL, Hua L (2022) Management control and integration technology of intelligent production line for multi-variety and complex aerospace ring forgings: a review. Metals 12:1079. https://doi.org/10.3390/met12071079
Sobaszek Ł, Gola A, Świć A (2017) Predictive scheduling as a part of intelligent job scheduling system. In International Conference on Intelligent Systems in Production Engineering and Maintenance pp 358–367. https://doi.org/10.1007/978-3-319-64465-3_35
Sobaszek Ł, Gola A, Kozłowski E (2018) Module for prediction of technological operation times in an intelligent job scheduling system. In International Conference on Intelligent Systems in Production Engineering and Maintenance pp 234–243. https://doi.org/10.1007/978-3-319-97490-3_23
Wang CP (2018) Research on production planning and scheduling integrated system for aerospace large-scale thin-walled structural component production process. Master, Shanghai Jiao Tong University. https://doi.org/10.27307/d.cnki.gsjtu.2018.004572
Fang K, Uhan N, Zhao F, Sutherland JW (2011) A new approach to scheduling in manufacturing for power consumption and carbon footprint reduction. J Manuf Syst 30:234–240. https://doi.org/10.1016/j.jmsy.2011.08.004
Yan J, Li L (2013) Multi-objective optimization of milling parameters–the trade-offs between energy, production rate and cutting quality. J Clean Prod 52:462–471. https://doi.org/10.1016/j.jclepro.2013.02.030
Salido MA, Escamilla J, Giret A, Barber F (2016) A genetic algorithm for energy-efficiency in job-shop scheduling. Int J Adv Manuf Technol 85:1303–1314. https://doi.org/10.1007/s00170-015-7987-0
Wang W, Yang H, Zhang YF, Xu JX (2018) IoT-enabled real-time energy efficiency optimisation method for energy-intensive manufacturing enterprises. Int J Comput Integr Manuf 31:362–379. https://doi.org/10.1080/0951192X.2017.1337929
Liu PJ, Liu F, Wang X, Yin ZB, Cao HJ, Li CB (2021) The theory and technology system of green manufacturing and their new frameworks. J Mech Eng 57:165–179. https://doi.org/10.3901/JME.2021.19.165. (In Chinese with English abstract)
Wang YF, Yan HS (2015) Adaptive dynamic scheduling strategy in knowledgeable manufacturing based on improved Q-learning. Control Decis 30:1930–1936. https://doi.org/10.13195/j.kzyjc.2014.1308. (In Chinese with English abstract)
Holthaus O, Rajendran C (1997) Efficient dispatching rules for scheduling in a job shop. Int J Prod Econ 48:87–105. https://doi.org/10.1016/S0925-5273(96)00068-0
Sels V, Gheysen N, Vanhoucke M (2012) A comparison of priority rules for the job shop scheduling problem under different flow time-and tardiness-related objective functions. Int J Prod Res 50:4255–4270. https://doi.org/10.1080/00207543.2011.611539
Zhang LX, Yan Y, Hu YG, Ren WB (2021) A dynamic scheduling method for self-organized AGVs in production logistics systems. Procedia CIRP 104:381–386. https://doi.org/10.1016/j.procir.2021.11.064
Chamorro J, Vallejo L, Maynard C, Guevara S, Solorio JA, Soto N, Singh KV, Bhate U, Kumar GVVVR, Garcia J, Newell B (2022) Health monitoring of a conveyor belt system using machine vision and real-time sensor data. CIRP J Manuf Sci Technol 38:38–50. https://doi.org/10.1016/j.cirpj.2022.03.013
Funding
This work was supported by the National Key Research and Development Program of China (No. 2019YFB1704500), the National Natural Science Foundation of China (Grant No. 51905395, 52175360, 51805393), the National innovation and entrepreneurship training program for college students(202210497073), the Natural Science Foundation of Hubei Province (Grant No. 2020CFB550), the Young Elite Scientists Sponsorship Program by CAST (2021QNRC001), the 111 Project (B17034), and the Innovative Research Team Development Program of Ministry of Education of China (IRT_17R83).
Author information
Authors and Affiliations
Contributions
Huijuan Ma: investigation; writing, original draft; funding acquisition. Xiang Huang: writing, original draft; visualization. Jiadong Deng: writing—review and editing. Zhili Hu: writing, original draft; conceptualization; supervision; project administration. Yizhe Chen: conceptualization and writing—review and editing. Lin Hua: writing, review and editing; funding acquisition. All authors read and approved the final manuscript.
Corresponding authors
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
All authors at this moment grant consent for the publication of this manuscript.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Ma, H., Huang, X., Hu, Z. et al. Multi-objective production scheduling optimization and management control system of complex aerospace components: a review. Int J Adv Manuf Technol 127, 4973–4993 (2023). https://doi.org/10.1007/s00170-023-11707-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11707-4