
Abstract
This research focuses on four thermal characteristics of 3D products printed from the fourteen most common filaments. The softening temperature, coefficient of linear thermal expansion (CLTE), irreversible thermal strain, and thermal conductivity of the 3D printed samples at various measurement directions were evaluated, systematised, and analysed. Semi-crystalline and amorphous, electrically conductive and thermochromic polymer filaments were investigated. Four sets of samples were printed by the Ultimaker S5 3D printer. Printer settings provided the unidirectional orientation of all filament fibres in all specimens and uniform within any specimen’s cross section to investigate the anisotropy of their properties. For investigation of the thermal characteristic of the 3D printed samples, thermomechanical analysis (TMA), differential scanning calorimetry (DSC) methods, and method for measurement of the thermal conductivity (Hot-Disk) were used. The penetration test showed that polyetherimide samples had the highest heat resistance, while the samples from polylactic acid (PLA) had the lowest one. The results of TMA demonstrated that the samples of polypropylene (PP), thermoplastic polyurethane (TPU), and Polyamide had the highest CLTE. In general, semi-crystalline polymers had a higher coefficient of thermal expansion than amorphous ones. During the TMA, almost all samples showed an irreversible thermal strain. PLA Red and Co-polyester showed significant shrinkage of 6–9% in the print direction and expansion in the build direction compared to other samples. Samples of PLA LAVA, acrylonitrile butadiene styrene, polycarbonate, PP, and TPU filaments demonstrated more stable thermal behaviour. The thermal conductivity analysis showed that almost all specimens had a certain degree of anisotropy. The highest thermal conductivity value was obtained for print direction for materials with pronounced anisotropic behaviour, except for polyamide samples. DSC study of post-printing relaxation of the structure of printed samples showed that rapidly cooled samples of semi-crystalline PLA material had a non-equilibrium structure with a low degree of crystallinity. Such structures changed with the time up to 400 h after printing, which also affected their stiffness and strength. The annealing of printed samples at temperatures of cold crystallisation allowed a significant increase in their crystallinity degree, thus approaching the upper limit of this degree for semi-crystalline PLA.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Three-dimensional (3D) printing is one of the additive manufacturing (AM) techniques to create objects with the desired form by building layer-by-layer [1]. 3D printing has different techniques like selective laser sintering (SLS) material jetting, stereolithography (SLA), material extrusion (fused deposition modelling), binder jetting, etc., for different materials and areas [2, 3]. Fused deposition modelling (FDM) is one of the most widely used 3D printing techniques due to its ease of use, low cost, and environmental friendliness. FDM is increasingly used in product development, prototyping, and manufacturing processes in various industries, including automotive [4], architecture, medical appliances [5], and aerospace [6]. Filaments from commercially available thermoplastic materials like acrylonitrile butadiene styrene (ABS), polylactic acid (PLA), polycarbonate (PC), polyamide (PA), and polyetherketoneketone (PEKK), etc., are widely used for the FDM process [7]. Despite many advantages of this technology, there are several disadvantages: weak mechanical properties, layered construction, and poor surface quality.
Present technologies in AM are focused on improving the mechanical and electrical properties of 3D printed structures. But there is almost no literature on the experimental determination of the thermal properties of 3D printed products. The research data on thermal characteristics, which was published, are scattered. Some articles focus on the thermal properties of filaments only [8], while others focus on specific thermal characteristics [9]. The data on thermal properties are important because they show the formation of bonds between the filaments, and the quality of these bonds affects the mechanical [7] and electrical [9] properties.
Another aspect of the need to study thermal properties is the anisotropy of properties and the reduction of characteristics due to residual stress, which has often been observed in additively manufactured polymers. During the product’s build-up, repeating the heating and cooling of the material residual stresses and strains cause [10]. Residual stress build-up is commonly seen in composite systems due to mismatches in coefficients of linear thermal expansion (CLTE). For instance, similar mismatches of CLTE can arise when a molten polymer is printed on top of a glassy polymer [11]. That is why thermal characteristics such as softening temperature, CLTE, and thermal conductivity play an essential role in the choice of material to manufacture a printed product.
The thermoplastic materials tend to shrink during the cooling process, resulting in a warp of the printed products [12]. Annealing of parts to relieve stresses sometimes led to irreversible thermal strain (ITS), which remained after cooling the parts to room temperature [13].
Inherent anisotropy of the properties of the parts produced by FDM technology was the subject of numerous works. A review of the anisotropic behaviour (mostly mechanical) in additively manufactured polymers and polymer composites was published in [14]. Due to the increasing popularity of the FDM 3D printing technique, more attention in recent years has been given to the investigation of the anisotropy of thermal properties.
Thermal properties of the printed parts became more important with the introduction of the filaments from modified polymers with highly conductive filler, where increased thermal conductivity compared to pure polymers can be obtained. Several works investigating the effect of the filler content and orientation on the thermal properties of printed polymer composites were published recently. Several works reported significant anisotropy in the thermal conductivity of the samples printed from modified polymers due to the filler orientation on the print direction [9, 15,16,17,18]. The influence of the fibre orientations on the mechanical and thermal conductivity properties of PP composites filled with short-CF was studied in [15]. The thermal conductivity of 3D printed continuous fibre polymer composites was evaluated in [16], and values up to 2.97 W/m·K were obtained. Anisotropy of the thermal properties of the printed highly oriented liquid crystalline polymer filled with boron nitride particles was investigated in [17]. Specific heat and anisotropic thermal conductivity at different temperatures of three polymers, ABS, polyphenylsulfone, and polyphenylene sulfide, filled with carbon fibres were measured in [18].
Another aspect of the published studies is the influence of the printing parameters on the thermal conductivity of the samples. The steady-state meter bar method was used to measure the anisotropic thermal conductivity of pure and modified PLA 3D printed samples [19]. It was found that the thermal conductivity of printed samples is influenced by contact resistance between printed filament rasters. The effects of the layer height, fill ratio, and line width on the thermal conductivity of the pure and modified PLA samples were studied in [20]. The effects of infill density, printing speed, layer height, and raster angles on the thermal conductivity of the PLA samples were investigated in [21]. The effect of thermal annealing was studied in [22] and the improvement of over 150% of thermal conductivity was obtained for ABS samples.
Characterisation of the anisotropic thermal properties of different polymers commonly used in FDM printers is very important for understanding the fundamental structure-properties relationships and predicting the thermal properties of the printed parts.
Since thermal properties are one of the essential factors in choosing a material to manufacture a 3D printed product, this work aimed to evaluate, systematise, and provide a comparative analysis of the main thermal characteristics of the most common thermoplastic materials. To achieve this purpose, the softening temperature of the material limiting the upper operating temperature, CLTE at various temperatures ranges, thermal conductivity, ITS, and post-printing relaxation of a structure of the tested materials at the various directions of the measurements should be evaluated, systematised, and analysed.
2 Materials
In this work, the Ultimaker S5 3D printer (Ultimaker B.V., The Netherlands) with a 0.4-mm-diameter nozzle was used to produce the specimens from filaments of 2.85-mm diameter, except PEKK and PEI samples. The nozzle and bed temperatures depend on the material and are given in Table 1. The print head speed was 20 mm/s. The layer thickness was set at 0.1 mm for most specimens, as seen in Table 1. In all cases, the infill pattern was set to “Lines”, fibre width (“Line width”) was set to 0.35 mm, and infill density was set to 100%. Shell and top/bottom thickness settings were set to zero. These printer settings provided the unidirectional orientation of all filament fibres in all specimens and uniform within any specimen’s cross section.
Four sets of samples were prepared for the evaluation of thermal properties. The first set of samples with sizes 7 × 7 × 3 mm was cut from dog-bone samples and used to evaluate softening temperature using penetration measurements by thermomechanical analysis (TMA). The second and third sets of samples with sizes 10 × 10 × 10 mm and 5 × 5 × 5 mm (PEKK, PEI) were fabricated for evaluation of CLTE and ITS (Fig. 1). The PEKK and PEI samples were not included in the comparison because a different printer and different print settings were used for printing.

Example of the investigated samples. Big cubic samples with dimensions 25 × 25 × 25 mm for determination of the thermal conductivity, and samples with sizes 10 × 10 × 10 mm for evaluation of CLTE and ITS
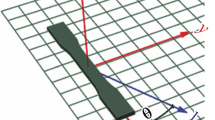
To determine the thermal conductivity of the FDM printed polymers, the fourth set of cubic samples with dimensions 25 × 25 × 25 mm was printed. Two identical samples were printed for each investigated material (except for PLA SB due to lack of filament) with a layer height of 0.1 mm (0.25 mm for PEKK and PEI). All cube sides were polished in each sample allowing measuring properties in three mutually orthogonal directions (Fig. 1). The print and build directions marked as X and Z, respectively, for all printed samples, are illustrated in Fig. 2.

Illustration of print and build directions of 3D printed samples
3 Methods
3.1 Thermomechanical analysis
Penetration measurements by TMA performed with Mettler-Toledo TMA/SDTA 841e were used to evaluate a sample’s softening temperature or softening point. The penetration of a ball-point probe into the sample under an applied load of 1 N was measured as a function of temperature in the range of 30–130 ℃ (in some cases up to 240 ℃) with a heating rate of 2 °C/min.
The TMA curve shows the relative penetration depth of the probe concerning the initial sample thickness as a function of temperature (Fig. 3). At the beginning of heating, the curve is close to linear because of the thermal expansion of the sample. As the material softens and the probe continues to penetrate the sample, the curve in the graph decreases rapidly. The temperature of softening TS was determined as the point of intersection of two tangent lines, as shown in Fig. 3. The error evaluation showed that the accuracy of determining TS was approximately 1 ℃.

Determination of softening temperature TS for ABS sample by a TMA penetration test
To examine CLTE and ITS, the printed samples were tested by TMA. The measurements were taken in three directions X, Y, and Z (Fig. 2). The samples were subjected to two heating/cooling cycles in the temperature range from 30 ℃ to approximately TS with a heating rate of 1 ℃/min. The ITS values were obtained from the first heating/cooling cycle using the obtained dependencies of deformation on temperature (see Fig. 4). CLTE values were determined for various temperature ranges on the second heating cycle.

Dependence of displacement and temperature as a function of time during TMA test for TPU95A sample
The CLTE values α were calculated at the two to five ranges of temperature as presented in Fig. 5, depending on the Ts of the material: ΔT1 = 30–45 ℃, ΔT2 = 45–60 ℃, ΔT3 = 65–100 ℃, ΔT4 = 110–140 ℃, ΔT5 = 150–165 ℃, as described in [23]
where ΔLi is the change of specimen length, L0 is the initial length of the specimen, ΔTi is the temperature difference over which the change in material length was measured, i = 1…5 temperature difference over which the change in material length was measured.

Example of TMA (displacement vs temperature curve) for determination of CLTE at X-axis for PA
The ITS was calculated from the displacement values measured at the first heating/cooling cycle (Fig. 4)
where ∆L = LS– L0 is the change in length of the specimen between the first and second cycles, and LS is the initial length of the specimen on the second cycle.
3.2 Thermal conductivity
Different methods can be used to characterise the thermal conductivity of 3D printed polymers, including the laser flash method [24], the transient plane source (TPS) method [9], and various steady-state techniques [19, 25,26,27]. The TPS method for anisotropic material requires materials with equal thermal conductivity in two directions, which is not the case for FDM printed samples. The original TPS method for the thermal conductivity and heat capacity measurements can be applied only to the isotropic and with some limitations to the transversely isotropic material. On the other side, the FDM-printed samples are generally anisotropic. A new method was developed for the identification of a three-dimensional thermal conductivity tensor using the TPS method combined with numerical simulations and inverse solution.
The samples’ thermal conductivity and volumetric heat capacity were measured with Hot Disk TPS-500 equipment at room temperature. A two-sided configuration with a Kapton sensor 5465 of 3.189-mm radius was used.
Each pair of samples was tested at least three times with a heating power of 0.05–0.1 W and a measuring time of 40–80 s. The samples were removed from a measuring cell and reinstalled after each measurement with a cool-down period of at least 10 min.
The TPS tests were performed with the probe placed between two samples in three planes XY, XZ, and YZ. The experimental temperature curves were recorded and used later to calibrate the numerical model.
The finite element model of the transient heat conduction was used to simulate the heating of the sample in the TPS method for the thermal conductivity measurements. One-fourth of the sample was modelled using 3D solid finite elements with the circular heat source/probe at the bottom of the sample. Constant heat generation in the probe was applied, and the heat dissipation in the sample was simulated in FE analysis. The average temperature of the probe was calculated at each time increment of the finite element solution and recorded for further processing.
To identify the unknown anisotropic thermal conductivity of the material, a multivariable optimisation procedure was implemented. The numerical temperature curves from simulations in three directions obtained in finite element solution were compared with experimental ones, and the root mean square error (RMSE) was calculated. A computer program implementing the Nelder-Mead optimisation algorithm was developed and used to find the best-fit anisotropic material parameters, allowing the identification of the material’s thermal conductivity in principal directions Kx, Ky, and Kz.
3.3 Differential scanning calorimetry
Differential scanning calorimetry (DSC) measurements were conducted using a Mettler Toledo DSC 823e calorimeter. The weight of the tested samples was about 5 mg; aluminium crucibles with a pin were used for the test. The sample was kept at 25 ℃ for 5 min, then heated from 25 to 200 ℃ with subsequent cooling to 25 ℃ with a heating/cooling rate of 10 ℃/min. Samples were tested in nitrogen media. The samples were pieces of one 3D specimen, tested after a definite elapsed time t after the printing (storage time). Also, the reference specimen of PLA filament was tested. According to Mettler Toledo specification, temperature measuring accuracy was 0.2 K and for integral data ± 2%.
4 Results and discussion
4.1 Penetration
One of the study’s objectives was to evaluate the upper limit of the operating temperatures of printed samples or the softening point. The penetration method was used for this purpose. TMA curves of the tested samples are presented in Fig. 6.

TMA curves of the deformation as a function of temperature for penetration of tested samples
Figure 7 shows the distribution of TS values by samples. As can be seen from the figure, PEI had the highest heat resistance of ca. TS = 185 ℃. PLA samples had TS = 55–57 ℃, which is the lowest of the studied products, except PLA conductive specimens filled with nanoparticles to provide electrical conductivity with a softening temperature of 138 ℃.

Softening temperature Ts of polymers identified by penetration
4.2 Coefficient of thermal expansion
With the help of TMA, the CLTE of the test samples was determined in three directions X, Y, and Z. The tests consisted of two heating/cooling cycles. A significant deformation was observed in the first cycle for almost all test samples, as shown in Fig. 4. Therefore, the CLTE values were determined in the second cycle, where the samples behaved more stably. CLTE values for all test materials for different temperature ranges and directions are presented in Table 2. As seen from the table, when comparing the first two temperature ranges (30–45 ℃ and 45–60 ℃), CLTE for most samples increases slightly, except for the samples of the PLA group. The CLTE values in all directions for most samples increased with increasing temperature range, and in some cases, these values increased sharply closer to the TS. Materials such as PLA Conductive and TPU were thermally stable even at temperatures above 100 ℃; they did not show a significant increase in CLTE for all directions.
CLTE values of tested materials at a 30–45 ℃ range of the temperature are presented in diagram Fig. 8.

As can be seen from Fig. 8, PP and TPU have the highest thermal expansion coefficient of α ≈ 2.0·10−4 K−1. The average estimated error for CLTE was about 10%. The large differences between the experimental and reference values of the CLTE can be explained by the fact that in the given study, the CLTE of the printed products was evaluated, but not the bulk material. The reference data are also difficult to compare because the conditions and methods for estimating the CLTE are not fully described.
In general, semi-crystalline polymers like PP, TPU95A, and PA have a higher CLTE than amorphous ones. Having values for CLTE in different directions, it seems possible to estimate the degree of anisotropy for a given property, defined as the ratio of two components of the same property in different directions. Some samples showed a pronounced anisotropic behaviour (PLA Red, PLA Conductive). In these cases, the degree of anisotropy is about 1.4. At a value close to 1, the behaviour of the material property is isotropic.
4.3 Irreversible thermal strain
The values of ITS calculated as described above for the tested samples are given in Table 3. When analysing the obtained data, it is essential to note that a large residual strain observed after the first heating/cooling cycle almost disappeared in the second cycle, as shown in Fig. 4. All samples shrunk in the print direction X, and most of them expanded in the build direction Z. TPU and PA demonstrated shrinkage in all three directions.
From the obtained data, PLA Red and CPE showed significant ITS of 9–10% and 6–7%, respectively, compared to samples from other materials, where ITS was 0.1–0.2%. Samples from materials such as PLA LAVA, ABS, PC, PP, and TPU demonstrated more stable thermal behaviour.
4.4 Thermal conductivity
Table 4 lists measured and numerically estimated properties of the studied samples: density, thermal conductivity in three orthogonal directions Kx, Ky, and Kz (with conductivity in the print direction designated as Kx, and conductivity in the build direction as Kz), and specific heat capacity Cp. An average of all measured values on three measurement planes (XY, XZ, and YZ) and the standard deviation is shown for specific heat in Table 4, showing good repeatability of the results. However, it should be noted that the uncertainty of the TPS method itself for the specific heat is about 10%. The uncertainty of the thermal conductivity values, identified through the inverse solution within an optimisation procedure, was estimated for similar samples made of ABS plastic, where thermal conductivity values could be reliably estimated using micromechanical analysis, and an agreement of about 10% was obtained for thermal conductivity values estimated by two different methods. The value of specific heat capacity for PLA Red measured by the TPS method is very close to Cp = 1.33 ± 0.03 kJ/(kg·K) obtained by the direct measurement method from the DSC test.
The analysis of the obtained results shows that many specimens have a certain degree of anisotropy in thermal conductivity, defined as a ratio of a maximum and minimum principal thermal conductivity values of a sample. Practically isotropic conductivity was observed for some specimens, like ABS, PC, PLA LAVA, and PLA_TW. Detailed examination of these samples reveals the absence of voids (or very small voids) between extruded filaments. Samples with an anisotropy degree of about 1.3 and higher (e.g. PLA Red, PLA conductive, PEI, and PP) have a microstructure with voids elongated in the print direction, as shown in Fig. 9. Specimens were polished with a sand-paper up to 2000 grit and cleaned in an ultrasonic bath for about 5–10 min. The samples made from white or semi-transparent polymers were also polished with “GOI” paste to fill in the pores with dark paste for better contrast.

Microstructure of 3D printed samples at a plane perpendicular to X-axis: PLA Red (a), PLA conductive (b), PEI (c), and PP (d)
As the thermal properties of FDM printed samples may be affected by printer settings [20, 21], direct comparison with other published results is not always possible. However, good agreement was found for the conductivity of the ABS [30], TPU [31], PLA, and PLA conductive [20] samples.
For materials with a pronounced degree of anisotropy, the highest value of thermal conductivity usually was obtained for print direction, as could be expected [19, 20], except for PA samples, where the highest conductivity was obtained in the Y direction.
Micromechanical finite element analysis of a representative volume element with voids similar to the ones presented in Fig. 9 showed that the voids alone could not lead to high anisotropy in the thermal properties. Thermal contact resistance between adjacent extruded filaments is a possible source of significant anisotropy in the measured thermal conductivities [25].
4.5 Post-printing relaxation of a structure
3D printing of many plastics is usually accompanied by rapid cooling to prevent the layers from changing shape after printing. The temperature difference during the printing of the sample between the area at the extruder nozzle and the area printed a few minutes earlier, referred to as the elapsed time, allowed us to get this estimate of the cooling rate from the moment of melting. Samples produced by such 3D printing from semi-crystalline PLA material usually have a non-equilibrium structure with a low degree of crystallinity. Such structures may change in time after printing, which affects the stiffness and strength of the printed samples. Also, they may noticeably differ from the structure of the original filament used. The filament was manufactured more than six months ago and kept for this time under normal conditions.
This part of the work aimed to reveal the changes in PLA samples’ structure during storage by DSC measurements. Corresponding tasks of the work are:
-
Selection of characteristic temperatures and enthalpies associated with the samples’ structure changes.
-
Experimental evaluation of the structural changes during storage with DSC measurements.
-
Comparison of the structural changes with changes in the mechanical properties during storage.
Only the first heating cycle was studied in the experiments to avoid distorting the history of heat treatment of printed samples. A typical PLA thermogram contains a glass transition with temperature Tg corresponding to the inflexion point after the initial flat heat flow. The transition is accompanied by a small endothermic peak typifying the enthalpy relaxation phenomenon [32] with temperature extrapolated to THr (Fig. 10). In this phenomenon, the temperature and mobility of polymer chains are sufficient for their recovery to a thermodynamic equilibrium state. Enthalpy relaxation could be affected by the specimens’ crystallinity state and thermal history [33]. The thermal parameters from DSC thermograms are shown in Table 5.

Heat flow (mW) vs temperature (°C) for 3D printed specimens in DSC test: Fresh sample (black line) with storage time less than 1 day; old sample (red line) with storage time more than 16 days
The cold crystallisation exothermic peak with Tcc ≈ 112 °C occurs while heating above the glass transition temperature. The associated enthalpy change is denoted ΔHcc ≈ –23 J/g for the printed PLA sample. The value is noticeably lower ΔHcc = − 18 J/g for the reference filament sample.
The cold crystallisation peak is immediately followed by the endothermic melting peak with a temperature Tm ≈ 150 °C. When cooling from ca. 200 °C at 10 ℃/min, the PLA sample hardly crystallises, and a barely visible exothermic peak at flat heat flow is noticeable in the cooling part of the thermogram (Fig. 10). All thermal changes of the PLA and the main values obtained during the DSC measurements are in accordance with the results [33,34,35,36,37,38,39,40,41,42,43,44,45].
Analysing the results of DSC measurements presented in Table 5, one can see that values of Tg and THr of the reference specimen of original PLA filament differ noticeably from that of 3D printed samples. Figure 11 and Fig. 12 illustrate the difference mentioned and the instability of these values during the first 200 h of storage, but with values lower than the original filament. With an increase of storage duration over 200 h, there was a tendency for stabilisation of the mentioned values while still being below that of the original filament. This fact means that the PLA structure changes noticeably during 3D printing and does not return to the initial properties of the filament.

Glass transition temperature Tg of original filament and 3D printed specimen after different storage time t

The extrapolated peak of enthalpy relaxation THr of original filament and 3D printed specimen after different storage time t
In semi-crystalline PLA, the structure changes could be mainly connected to the crystallisation process. Changes of enthalpy during cold crystallisation ΔHcc are greater for 3D printed specimens (see Table 5). That can be related to the lower degree of crystallinity χc of the printed PLA samples, which was calculated as in [33]
where ΔHm is the enthalpy change associated with the endothermic melting peak (positive value) and ΔH* is the melting enthalpy of the pure PLA crystal equal to 93 J/g [33].
The degree of crystallinity χc during heating of the original filament and 3D printed specimen depending on storage time t (Fig. 13) also demonstrates instability during 400-h storage with lower values than that of the original filament.

Degree of crystallinity χc during heating of original filament and 3D printed specimen depending on storage time t
Elastic modulus and extruded fibre strength, depending on storage time, are presented in Fig. 14. As seen from the figure, the modulus and strength of a fibre initially exhibit a steady increase in time and stabilisation after approximately 200–300 h [46]. The average modulus of E = 3.57 ± 0.11 GPa over a time interval was chosen as Young’s modulus of printed material.

Change of elastic modulus and strength of a single PLA fibre with time after extrusion [46]
The results of DSC measurements and tensile tests allow concluding that when the routine 3D printing process is accompanied by rapid cooling, the PLA sample hardly crystallises. This confirms by a barely visible exothermic peak — primary crystallisation at flat heat flow in the thermogram when cooling at 10 ℃/min (see Fig. 10). The low degree of crystallinity reduces the mechanical characteristics of 3D printed samples.
The phenomenon of cold crystallisation and recrystallisation in the interval of 100–130 ℃ is associated with noticeable enthalpy changes that allow annealing 3D printed PLA samples and increase the crystallinity of products. Experiments on short-term (from 10 min to 1 h) annealing of the printed samples at the temperature mentioned and their DSC tests confirmed the assumption about the increase in the degree of crystallinity. On the thermograms of the annealed samples, the exothermic peak of primary crystallisation completely disappeared, while the endothermic melting peak at ca. 150 ℃ was retained. The calculated degree of crystallinity χc increased up to 30–40%, approaching and reaching the upper limit of this degree (40%) for semi-crystalline PLA [47].
The results obtained allow us to recommend the annealing of finished 3D printed PLA parts to improve their mechanical properties (stiffness and strength) by increasing the degree of crystallinity of the material [48, 49].
5 Conclusions
The purpose of this study was to evaluate, systematise, and provide a comparative analysis of the main thermal characteristics of 3D printed samples from the most common thermoplastic materials.
During the work, the softening temperature of the 3D printing products was determined. CLTE, ITS, thermal conductivity, heat capacity, and post-printing relaxation of a structure of the 3D-printing samples were evaluated in the various directions of the measurements for a broad range of typical materials used in FDM printing.
The main results of the study were:
-
1.
The upper limit of the operating temperature range for 3D printed samples was determined – the softening temperature TS. The most thermally stable samples were PA with ca. TS = 185 ℃, while the PLA samples with TS = 55–57 ℃ were the least thermally stable.
-
2.
Significant irreversible thermal strain (ITS) was observed in the first heating cycle in almost all the samples under the study, and it almost disappeared in the second cycle.
-
3.
The values of the CLTE at different temperature ranges in all three measurement directions were estimated in the second cycle. All tested products shrunk in the print direction X, and nearly all expanded in the build direction Z.
-
4.
The thermal conductivity was measured in three orthogonal directions along the principal axes of the printed unidirectional samples. The highest degree of anisotropy of CLTE, about 1.35–1.42, was seen for PLA RED and PLA Conductive samples. The highest degree of thermal conductivity anisotropy, 1.4–1.6, was observed for PP and PLA conductive samples. The results showed almost isotropic behaviour for some samples, e.g. PLA_TW, and PLA LAVA, and some degree of anisotropy in conductive properties for other samples.
-
5.
During the first heating cycle, the glass transition temperature and the degree of crystallinity showed instability of their values during storage but with values lower than those of the original filament material. With an increase in the duration of storage over 200–400 h, there was a tendency to stabilise the indicated values. Similar behaviour was observed for the modulus and strength values of the 3D printed single PLA fibre during storage. The PLA sample hardly crystallises when rapidly cooling after 3D printing.
-
6.
The ITS phenomenon during primary heating can be critical for some products. It is recommended to do primary annealing of 3D printed products to TS to improve the structural stability of PLA samples by increasing the degree of crystallinity.
The analysis of the influence of the size and shape of the pores on the thermal conductivity anisotropy of different samples, and the existence and characterisation of the thermal contact resistance between extruded filaments in these samples, requires more detailed study and additional tests with different printing settings for each material.
References
ISO/ASTM 52900 (2015) Standard terminology for additive manufacturing – general principles – terminology. ASTM International, West Conshohocken, PA
Bozkurt Y, Karayel E (2021) 3D printing technology; methods, biomedical applications, future opportunities and trends. J Mat Res and Tech 14:1430–1450. https://doi.org/10.1016/j.jmrt.2021.07.050
Buchanan C, Gardner L (2019) Metal 3D printing in construction: a review of methods, research, applications, opportunities and challenges. Eng Struct 180:332–348. https://doi.org/10.1016/j.engstruct.2018.11.045
Curran S, Chambon P, Lind R, Love L, Wagner R, Whitted S et al (2016) Big area additive manufacturing and hardware-in-the-loop for rapid vehicle powertrain prototyping: a case study on the development of a 3-D-printed Shelby cobra. SAE Tech Papers 0328. https://doi.org/10.4271/2016-01-0328
Zadpoor A, Malda J (2016) Additive manufacturing of biomaterials, tissues, and organs. Ann Biomed Eng 45:1–11. https://doi.org/10.1007/s10439-016-1719-y
Kristiawan R, Imaduddin F, Ariawan D, Sabino U, Arifin Z (2021) A review on the fused deposition modeling (FDM) 3D printing: filament processing, materials, and printing parameters. Open Eng 11:639–649. https://doi.org/10.1515/eng-2021-0063
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Composites Part B: Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Trhlíková L, Zmeskal O, Psencik P, Florian P (2016) Study of the thermal properties of filaments for 3D printing. AIP Conf Proc 1752(1):040027. https://doi.org/10.1063/1.4955258
Shemelya C, De La Rosa A, Torrado AR, Yu K, Domanowski J, Bonacuse PJ et al (2017) Anisotropy of thermal conductivity in 3D printed polymer matrix composites for space based cube satellites. Addit Manuf 16:186–196. https://doi.org/10.1016/j.addma.2017.05.012
Zhang W, Wu AS, Sun J, Quan Z, Gu B, Sun B et al (2017) Characterization of residual stress and deformation in additively manufactured ABS polymer and composite specimens. Composites Sci Technol 150:102–110. https://doi.org/10.1016/j.compscitech.2017.07.017
D’Amico A, Debaie A, Peterson A (2017) Effect of layer thickness on irreversible thermal expansion and interlayer strength in fused deposition modeling. Rapid Prototyp 23:00–00. https://doi.org/10.1108/RPJ-05-2016-0077
Agag T, Koga T, Takeichi T (2001) Studies on thermal and mechanical properties of polyimide–clay nanocomposites. Polymer 42(8):3399–3408. https://doi.org/10.1016/S0032-3861(00)00824-7
D’Amico T, Barrett C, Presing J, Peterson AM (2019) Micromechanical modeling of irreversible thermal strain. Addit Manuf 27:91–98. https://doi.org/10.1016/j.addma.2019.02.019
Zohdi N, Yang R (2021) Material anisotropy in additively manufactured polymers and polymer composites: a review. Polymers 13(19):3368. https://doi.org/10.3390/polym13193368
Spoerk M, Savandaiah C, Arbeiter F, Traxler G, Cardon L, Holzer C et al (2018) Anisotropic properties of oriented short carbon fibre filled polypropylene parts fabricated by extrusion-based additive manufacturing. Composites Part A: App Sci Manuf 113:95–104. https://doi.org/10.1016/j.compositesa.2018.06.018
Ibrahim Y, Elkholy A, Schofield JS, Melenka GW, Kempers R (2020) Effective thermal conductivity of 3D-printed continuous fiber polymer composites. Adv Manuf: Polym Comp Sci 6(1):17–28. https://doi.org/10.1080/20550340.2019.1710023
Luo F, Yang S, Yan P, Li H, Huang B, Qian Q et al (2022) Orientation behavior and thermal conductivity of liquid crystal polymer composites based on three-dimensional printing. Composites Part A: App Sci and Manuf 160:107059. https://doi.org/10.1016/j.compositesa.2022.107059
Hassen AA, Dinwiddie RB, Kim S, Tekinalp HL, Kumar V, Lindahl J et al (2022) Anisotropic thermal behavior of extrusion-based large scale additively manufactured carbon-fiber reinforced thermoplastic structures. Polym Compos 43(6):3678–3690. https://doi.org/10.1002/pc.26645
Elkholy A, Kempers R (2022) An accurate steady-state approach for characterizing the thermal conductivity of Additively manufactured polymer composites. Case Stud Therm Eng 31:101829. https://doi.org/10.1016/j.csite.2022.101829
Elkholy A, Rouby M, Kempers R (2019) Characterization of the anisotropic thermal conductivity of additively manufactured components by fused filament fabrication. Prog in Addit Manuf 4(4):497–515. https://doi.org/10.1007/s40964-019-00098-2
Ravoori D, Alba L, Prajapati H, Jain A (2018) Investigation of process-structure-property relationships in polymer extrusion based additive manufacturing through in situ high speed imaging and thermal conductivity measurements. Addit Manuf 23:132–139. https://doi.org/10.1016/j.addma.2018.07.011
Prajapati H, Chalise D, Ravoori D, Taylor RM, Jain A (2019) Improvement in build-direction thermal conductivity in extrusion-based polymer additive manufacturing through thermal annealing. Addit Manuf 26:242–249. https://doi.org/10.1016/j.addma.2019.01.004
ASTM E831-06 (2021) Standard test method for linear thermal expansion of solid materials by thermomechanical analysis. ASTM International, West Conshohocken, PA. https://doi.org/10.1520/E0831-06
Guo R, Ren Z, Bi H, Xu M, Cai L (2019) Electrical and Thermal Conductivity of Polylactic Acid (PLA)-Based Biocomposites by incorporation of nano-graphite fabricated with fused deposition modeling. Polymers 11:549. https://doi.org/10.3390/polym11030549
Prajapati H, Ravoori D, Woods R (2018) Measurement of anisotropic thermal conductivity and inter-layer thermal contact resistance in polymer fused deposition modeling (FDM). Addit Manuf 21:84–90. https://doi.org/10.1016/j.addma.2018.02.019
Flaata T, Michna GJ, Letcher T (2017) Thermal conductivity testing apparatus for 3D printed materials. ASME 2017 Heat Transfer Summer Conference, p V002T15A006. https://doi.org/10.1115/HT2017-4856
Laureto J, Tomasi J, King J, Pearce J (2017) Thermal properties of 3-D printed polylactic acid-metal composites. Prog in Addit Manuf 2(1):57–71. https://doi.org/10.1007/s40964-017-0019-x
Filament Properties Table. https://www.simplify3d.com/support/materials-guide/properties-table/. Accessed 20 Apr 2022
Coefficient of Linear Thermal Expansion. https://omnexus.specialchem.com/polymer-properties/properties/coefficient-of-linear-thermal-expansion. Accessed 21 Apr 2022
Sonsalla T, Moore AL, Meng WJ, Radadia AD, Weiss L (2018) 3-D printer settings effects on the thermal conductivity of acrylonitrile butadiene styrene (ABS). Polym Test 70:389–395. https://doi.org/10.1016/j.polymertesting.2018.07.018
Liu J, Li W, Guo Y, Zhang H, Zhang Z (2019) Improved thermal conductivity of thermoplastic polyurethane via aligned boron nitride platelets assisted by 3D printing. Compos Part A: App Sci Manuf 120:140–146. https://doi.org/10.1016/j.compositesa.2019.02.026
Hodge IM, Berens AR (1982) Effects of annealing and prior history on enthalpy relaxation in glassy polymers. 2. Mathematical modeling. Macromol 15(3):762–770. https://doi.org/10.1021/ma00231a016
Yu W, Wang X, Ferraris E, Zhang J (2019) Melt crystallization of PLA/Talc in fused filament fabrication. Mat Des 182:108013. https://doi.org/10.1016/j.matdes.2019.108013
Tábi T, Sajó I, Szabó F, Luyt A, Kovács J (2010) Crystalline structure of annealed polylactic acid and its relation to processing. Express Polym Lett 4(10):659–668. https://doi.org/10.3144/expresspolymlett.2010.80
Mróz P, Białas S, Mucha M, Kaczmarek H (2013) Thermogravimetric and DSC testing of poly(lactic acid) nanocomposites. Thermochim Acta 573:186–192. https://doi.org/10.1016/j.tca.2013.09.012
Gordobil O, Egüés I, Llano-Ponte R, Labidi J (2014) Physicochemical properties of PLA lignin blends. Polym Degrad Stab 108:330–338. https://doi.org/10.1016/j.polymdegradstab.2014.01.002
Harris AM, Lee EC (2008) Improving mechanical performance of injection molded PLA by controlling crystallinity. J Appl Polym Sci 107(4):2246–2255. https://doi.org/10.1002/app.27261
Kaczmarek H, Nowicki M, Vuković-Kwiatkowska I, Nowakowska S (2013) Crosslinked blends of poly(lactic acid) and polyacrylates: AFM, DSC and XRD studies. J Polym Res 20(3):91. https://doi.org/10.1007/s10965-013-0091-y
Day M, Nawaby A, Liao X (2006) A DSC study of the crystallization behaviour of polylactic acid and its nanocomposites. J Therm Anal Calorim 86(3):623–629. https://doi.org/10.1007/s10973-006-7717-9
García NL, Lamanna M, D’Accorso N, Dufresne A, Aranguren M, Goyanes S (2012) Biodegradable materials from grafting of modified PLA onto starch nanocrystals. Polym Degrad Stab 97(10):2021–2026. https://doi.org/10.1016/j.polymdegradstab.2012.03.032
Drummer D, Cifuentes‐Cuéllar S, Rietzel D (2012) Suitability of PLA/TCP for fused deposition modeling. Rapid Prototyp 18(6):500–507. https://doi.org/10.1108/13552541211272045
Wootthikanokkhan J, Cheachun T, Sombatsompop N, Thumsorn S, Kaabbuathong N, Wongta N et al (2013) Crystallization and thermomechanical properties of PLA composites: Effects of additive types and heat treatment. J Appl Polym Sci 129(1):215–223. https://doi.org/10.1002/app.38715
Fu ZJ, Huang HF, Yu LS, Sun YF (2013) DSC studies on the dyeing properties of PLA fiber. Adv Mat Res 750–752:1393–1396. https://doi.org/10.4028/www.scientific.net/AMR.750-752.1393
Běhálek L, Maršálková M, Lenfeld P, Habr J, Bobek J, Seidl M (2013) Study of crystallization of polylactic acid composites and nanocomposites with natural fibres by DSC method. NANOCON 2013 - Conference Proceedings, 5th International Conference pp 746–751
Cao X, Mohamed A, Gordon S, Willett J, Sessa D (2003) DSC study of biodegradable poly (lactic acid) and poly (hydroxy ester ether) blends. Thermochim Acta 406(1–2):115–127. https://doi.org/10.1016/S0040-6031(03)00252-1
Zile E, Zeleniakiene D, Aniskevich A (2022) Characterization of polylactic acid parts produced using fused deposition modelling. Mech Compos Mater 58(2):169–180. https://doi.org/10.1007/s11029-022-10021-6
Pan P, Zhu B, Kai W, Dong T, Inoue Y (2008) Polymorphic transition in disordered poly(l-lactide) crystals induced by annealing at elevated temperatures. Macromol 41(12):4296–4304. https://doi.org/10.1021/ma800343g
Dusunceli N, Colak OU (2008) Modelling effects of degree of crystallinity on mechanical behavior of semicrystalline polymers. Int J Plast 24(7):1224–1242. https://doi.org/10.1016/j.ijplas.2007.09.003
Lona Batista N, Olivier P, Bernhart G, Rezende Cerqueira M, Botelho Cocchieri E (2016) Correlation between degree of crystallinity, morphology and mechanical properties of PPS/carbon fiber laminates. Mat Res 19(1):195–201. https://doi.org/10.1590/1980-5373-MR-2015-0453
Funding
This research was supported by ERDF Project No. 1.1.1.1/19/A/031 “OPTITOOL, Decision Tool for Optimal Design of Smart Polymer Nanocomposite Structures Produced by 3D Printing”.
Author information
Authors and Affiliations
Contributions
Irina Bite: conceptualisation, formal analysis, writing—original draft, writing—review & editing.
Sergejs Tarasovs: conceptualisation, methodology, software, formal analysis, writing—original draft, writing—review & editing.
Sergejs Vidinejevs: conceptualisation, formal analysis, writing—original draft, writing—review & editing.
Laima Vevere: investigation.
Jevgenijs Sevcenko: investigation.
Andrey Aniskevich: conceptualisation, writing—review & editing, supervision, funding acquisition.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Bute, I., Tarasovs, S., Vidinejevs, S. et al. Thermal properties of 3D printed products from the most common polymers. Int J Adv Manuf Technol 124, 2739–2753 (2023). https://doi.org/10.1007/s00170-022-10657-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10657-7