
Abstract
Local functional features in stamped components have been studied in detail due to unique advantages in saving individual parts, reducing maintenance costs, and realizing weight reduction. The present investigation focuses on the plastic forming process of the structure of multi-bosses including non-central symmetrical bosses and tri-bosses, typical local functional features. The technical route draws from a previous study on a central boss by the compression-drawing method and the extension to multi-bosses is built on a hybrid experimental–numerical approach with A1050 aluminum sheet. The results show that for the structure of non-central symmetrical bosses, radial location I of the boss structure is confirmed as a significant factor in boss forming, influencing not only the height but also the cross-section of the boss structure, and the value of I being 8 mm is proven to be the optimum solution for the given boss structure. Under the same deformation conditions, the degree of plastic deformation in the forming process of the tri-bosses structure is much higher than that in non-central symmetrical bosses due to the new cavity of the central boss and the height of the non-central boss in the tri-bosses structure is lower than that in non-central symmetrical bosses as a result of the absorption of the central boss. Moreover, fracture failure around the punch radius will occur when the maximum value of radial tensile stress exceeds the sheet tensile strength.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Nowadays, carbon emission peaking and neutralization have become popular topics in the industrial and academic communities, which makes it a priority for gas emission reduction and energy conversion efficiency improvement. For this purpose, it is of significant interest to realize the lightweight and functional integration of components. Consequently, lightweight materials such as aluminum alloy, magnesium alloy, and titanium alloy have drawn enormous attention. On the other hand, the plate forging process, which integrates the advantages of stamping and forging, has been confirmed to be a promising plastic forming technology to manufacture high-performance components with net-shape or near-net-shape [1,2,3,4].
To date, there have been many relevant researches focusing on the deformation mechanism and precise control of the shape or performance in plate forging process. As summarized by Merklein et al. [5, 6] and Mori and Nakano [7], the plate forging process could shorten the process chain and reduce energy consume when manufacturing functional components. As reported by Zhuang et al. [8, 9] and Hsu et al. [10], the controllable deformation zone method could be adopted to manufacture thin-walled components with gear and flange features and copper heat spreader with high quality. Wang et al. [11] combined the process of upsetting, deep-drawing and burring, extrusion, and axial compression to realize the fabrication a lightweight sprocket in a valve timing system of an engine. Jin et al. [12] explored an innovative forming method for pan-shaped shell parts with nonuniform thickness distributions with the aid of counter-punch, which can provide guidance for the forming operation of similar components and promote the application of plate forging process. Wang et al. [13] applied the flow model in metal cutting to cold forging of tubular products. Wernicke et al. [14] successfully realized force reduction in incremental sheet-bulk metal forming of gears by electrical assistance. In addition, several studies have focused on the characterization of the fracture limits [15], plastic deformation of the workpiece during unloading [16], prediction of folding defects [17], residual stresses [18], and interface tribological behavior [19, 20] in plate forging.
Currently, local functional features such as solid bosses, small corners, and gears outside the plane of the sheets in stamped components have attracted considerable concern due to unique advantages in saving individual parts, reducing maintenance costs, and realizing weight reduction. Once, these features were generally finished by cutting due to technical challenges. However, components with these features can be finished by adopting two innovative solutions, namely, the local adaptation of tribological conditions and the application of process adapted semifinished parts or tailored blanks [21,22,23,24,25]. Of all these studies, Merklein et al. [21] introduced additive manufacturing into the plate forging process for innovatively manufacturing a functional hybrid part. Wang et al. [22] optimized the metal flow during plate forging of square cups with a small radius at the bottom corner by varying the shape of the tailored blank and adjusting the friction conditions at the interfaces of the tool and blank, and the experimental results confirm that the forming process was feasible. Schulte et al. [23] developed an application-adapted approach to replace the conventional steel blank with a semifinished product consisting of two blanks with half the thickness to enable the tailored combination of different materials and carried out an investigation on fundamental dependencies as well as the influence of the application of different steel grades.
Generally, there is a scarcity of study cases focusing on the deformation characteristics of the structure of multi-bosses, typical local functional features. The structure of multi-bosses has a crucial impact on metal flow behaviors, die cavity filling, and deformation performance. To realize and expand the application of the structure in stamped components, efforts are necessary to explore the relevant deformation laws of multi-bosses.
Thus, in this paper, drawing from our previous work on a central boss, the compression-drawing method is employed to form a cylindrical cup with multi-bosses including non-central symmetrical bosses and tri-bosses. A combined experimental and numerical approach is adopted to investigate the deformation features of the multi-bosses forming process, which makes use of A1050 aluminum sheet. The metal flow behaviors in the multi-bosses forming stage are revealed. Forming performance, such as boss height and boss morphology, of non-central symmetrical boss structure and tri-bosses structure in a cylindrical cup is figured out. Special attention is given to the effect of radial location in boss structure and the interaction effect between central and non-central bosses on boss forming performance. In addition, the failure mechanism behind the fracture around the punch radius is also discussed. This study can provide guidance and reference to process schedules for stamped components with the structures of multi-bosses.
2 Methods and procedures
2.1 Mechanical characterization of the material
Commercial A1050 aluminum sheets with 2.0 and 1.5 mm thicknesses were selected as the experimental material and the chemical composition is listed in Table 1.
Uniaxial tensile specimens with a gauge length of 50 mm were prepared along the rolling direction by the electrical discharge machining method according to the ASTM E8 standard. Tensile experiments were carried out on an Instron 3369 universal testing machine at room temperature. Due to the considerable stability of the experimental measurements, only one measurement result per test is reported in the following. The true stress–strain response is demonstrated in Fig. 1.

True stress-true strain curves of A1050 aluminum sheets in uniaxial tension tests
2.2 Boss forming experiments
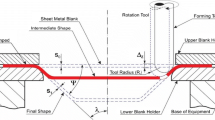
The principle of the compression-drawing process for cylindrical cups with multi-bosses is depicted in Fig. 2(a). The drawing die moves downwards and the sheet blank is stretched when the punch load is imposed on the bottom of the sheet. Then, the bosses are extruded from the sheet blank when the metals undergo plastic deformation.

(a) Schematic diagram of boss forming by plate forging; (b) flow chart
The main process parameters for the boss forming process were identified in our previous work [26] as (i) the workpiece diameter \({D}_{0}\), (ii) the punch diameter \({D}_{p}\), (iii) the boss diameter \({d}_{b}\), (iv) the boss fillet radius \({r}_{b}\), (v) the die shoulder diameter \({D}_{d}\), (vi) the die shoulder radius \({r}_{d}\), and (vii) the counter-punch force P (Fig. 2). Herein, all these parameters still worked. To focus on the effect of radial location of boss structure in cylindrical cup on boss forming performance and analyze the interaction between central boss and non-central boss in the forming process of cylindrical cup, two new parameters, namely, boss radial position \(I\) and number of bosses N (Table 2), were designed, respectively. Multi-bosses forming tests were conducted on a hydraulic press with a maximum capacity of 3150 kN, as depicted in Fig. 3. The core tools are blankholder, punch, counter-punch, and die.

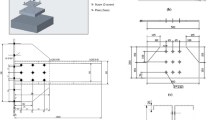
Experimental setup for multi-bosses forming by plate forging
2.3 Finite element modeling
Numerical simulation of multi-bosses forming by plate forging was carried out using the finite element software Deform and the established finite element model (FEM) is shown in Fig. 4. The process parameters in the numerical simulation were consistent with those in the experimental tests.

FE model for multi-bosses formed by plate forging. (a) Non-central symmetrical bosses; (b) tri-bosses
The sheet was defined as a deformable object and the tools were modeled as rigid objects. The sheet was meshed by quadrangle elements with a finer mesh in the boss forming zone than in the other zones. For the selection of friction models to describe the tribological behaviors of the contact interface, drawing work usually adopted the shear friction law, and compression work usually adopted the Coulomb friction law. However, during the operation of multi-bosses forming by plate forging, the tribological behavior included the two tasks and became complex. According to Altan’s report [27], this situation could be simplified as a shear friction model, and the friction coefficient was determined to be 0.4 in the simulation under dry lubrication.
3 Results and discussion
In this section, the deformation characteristics of multi-bosses forming by plate forging were investigated using the FEM and the effective stress, effective strain, and velocity distribution were studied since they are helpful to achieve an in-depth understanding of the plastic deformation behavior of the workpiece. Meanwhile, a comparison analysis of numerical and experimental results was conducted to examine the consistency between them.
3.1 Forming performance of the structure of non-central symmetrical bosses
Figure 5 shows the forming load-stroke as well as the evolution of bosses during the forming operation for the case of a counter-punch force of 500 kN and boss radial position I = 8 mm. Obviously, the die load, remaining at a lower level, initially increases and then decreases to the minimum value, which is the same law with the variation of the punch load, and both of them have a stable variation. Meanwhile, the simulation and experimental results are quite close in terms of the punch load, which verifies the correctness of the finite element model. Additionally, the boss height gradually increases to the maximum and then remains unchanged. Together, these findings suggest that the process possesses not only excellent technical advantages but also preferable forming controllability.

Forming load-stroke curve in forming process of non-central symmetrical bosses (P = 500 kN, I = 8 mm)
Figure 6 shows the effective strain with variation of radial position of boss structure in a cylindrical cup, under the counter-punch force P = 600 kN. Although the strain value at the boss region where material flows vertically into the boss cavity is larger than that at other regions due to strong extrusion deformation and sticking friction for both central and non-central bosses, a distinct difference in the effective strain field between the central and non-central bosses can be observed. Clearly, the degree of strain concentration in the central boss is higher than that in the non-central bosses, suggesting that the more deformation energy is required. On the other hand, the maximum value of effective strain is located exactly at the center of boss structure in the central boss, while the corresponding value is located at the left side, the lower surface of the workpiece, and the right side of boss structure with the increase of I in the non-central bosses.

The effective strain distribution with variation of I in non-central bosses (\(P\) = 600 kN). (a) I = 0 mm; (b) I = 6 mm; (c) I = 8 mm; (d) I = 10 mm
As shown in Fig. 7, all considered cases share a similar distribution of the effective stress in terms of both stress concentration and maximum value of effective stress on the workpiece with the increase of I, which remains at a relatively low level and confirms the technological advantages of the drawing-compression method again. The stress value at the bottom of the cylindrical cup is higher than that at the wall region as a result of the compressive stress effect caused by the counter-punch.

The effective stress distribution with variation of I in non-central bosses (\(P\) = 600 kN). (a) I = 0 mm; (b) I = 6 mm; (c) I = 8 mm; (d) I = 10 mm
According to Fig. 8, the FEM prediction results are in good agreement with the experimental measurements in terms of boss height under a counter-punch force of 600 kN, with a maximum relative error of approximately 10%. The relative error might be because the constant friction model was adopted to characterize the tribological behavior in an environment of large strain deformation, and in the future an advanced friction model closer to reality is required to achieve a more pronounced result.

Influence of boss radial position on the height of non-central bosses (\(P\) = 600 kN)
As an important factor in the metal forming process, the deep drawing ratio (DR) greatly affects the forming results of components. The influence of DR on the boss height is shown in Table 3. It can be found that a greater value of DR is helpful to obtain a cylindrical cup with higher bosses. However, the risk of fracture failure also increases due to tensile stress around the punch radius, which will be discussed in detail in “Sect. 3.3.” In the following section, the default value of DR is set to 1.5.
With the variation of I, the cross-section of the boss structure under the counter-punch force of 600 kN is presented in Fig. 9, while that of cylindrical cups is shown in Fig. 7. It is interesting to observe that the boss contour exhibits a cuspidal cubic shape with a downwards trend, parabola, and cuspidal cubic shape with an upwards trend from left to right. It seems to be inconsistent with the common practice in the plastic forming process that the metal around the center area flows outwards fastest with the lowest resistance. Fortunately, the foregoing presentation is not actually the case and metal flow separation characteristics might be attributed to this phenomenon.

Cross-section of boss contour under different radial positions in non-central bosses (\(P\) = 600 kN). (a) \(I\) = 6 mm; (b) \(I\) = 8 mm; (c) \(I\) = 10 mm
Flow separation surface (FSS), an intrinsic characteristic in plastic forming, is defined as an interface where the normal velocity metal flowing on both sides is in opposition directions [22]. The location of the flow separation surface depends not only on interface behaviors, but also on the radial position of the boss in the cylindrical cup. The FSS location, denoted by \({R}_{k}\), is the distance between the cylindrical cup center and the FSS, as shown in Fig. 10. Due to the symmetry of the boss structure, the center of the cylindrical cup is one flow separation surface in theory, which is neglected in this study.

Illustration of the flow separation surface at the bottom of the cylindrical cup
In the case of a boss radial position \(I\) = 6 mm, it is difficult for the metal on the right to flow inward because of the long flow path and it is insufficient for the limited metal between symmetrical bosses to flow outward to the boss cavity, resulting in a solid boss with a lower height and unsatisfactory filling. The result is similar to the situation of boss radial position \(I\) = 10 mm, because a huge load, which might be beyond expectation, is required to force the metal in the central region to flow outward and the metal on the right tends to flow outward due to stretching from the punch radius region. Thus, to obtain solid bosses with sufficient height and excellent filling, priority should be given to the radial position of the boss, which could absorb the metal in the central region and weaken the stretching effect of the punch radius region. For the selected cylindrical cup, \(I\) = 8 mm is taken as the optimized radial position, as proven by the experimental measurement depicted in Figs. 8 and 9.
3.2 Forming performance of the structure of tri-bosses
The process conditions used to analyze the forming performance of tri-bosses structure were consistent with those of non-central bosses. The strain field of the cylindrical cup with tri-bosses, under a counter-punch force of 600 kN, is obtained during the boss forming operation, as depicted in Fig. 11. The region of high strain increasingly concentrates around the central boss with increasing I, suggesting that strong extrusion deformation and sticking would occur here. This point is one distinct difference from that of non-central bosses. Obviously, the strain concentration reaches the highest value at an I value of 10 mm.

The effective strain distribution with variation of I in tri-bosses (P = 600 kN). (a) I = 6 mm; (b) I = 8 mm; (c) I = 10 mm
With the variation of I, the cross-section of tri-bosses in FEM under the counter-punch force of 600 kN is depicted in Fig. 12, while that of cylindrical cups is shown in Fig. 11 and the height of bosses including non-central and central is listed in Table 4, together with the data of symmetrical bosses in the previous section.

Cross-section of boss contour under different radial positions in tri-bosses (\(P\) = 600 kN). (a) \(I\) = 6 mm; (b) \(I\) = 8 mm; (c) \(I\) = 10 mm
Under all considered cases of boss radial position I, the cross-section of the central boss remains parabolic, while the cross-section of the non-central boss presents as cuspidal cubic with a downwards trend, parabola, and cuspidal cubic with an upwards trend, which is similar to the structure of non-central symmetrical bosses. On the other hand, with the increase of I, the height of the central boss is slightly greater than that of the non-central boss at the beginning, and then the value is well above the other value. However, compared with the structure of non-central symmetrical bosses, the value of the non-central boss height in the tri-bosses structure decreases to a certain degree.
The situation described above is closely related to the material flow behavior at the bottom of the workpiece. Figure 13 shows the numerical prediction of material flow behavior at the steady stage of boss forming, and four flow separation surfaces (FSS) existed in the cylindrical cup due to its symmetry. The flow separation surface \({R}_{k1}\) increases with the non-central boss moving outward, and thus, a higher portion of material could flow inward into the cavity of the central boss. Thus, the height of the central boss increases with increasing I. On the other hand, although the flow separation surface \({R}_{k2}\) also increases as the non-central boss moves outward, the height of the non-central boss does not always increase with increasing I, because both absorption of the central boss and stretching influence from the punch radius region cause unsatisfactory filling of the non-central boss.

Material flow behavior of the tri-bosses forming process (\(P\) = 600 kN, die stroke 5 mm). (a) \(I\) = 6 mm; (b) \(I\) = 8 mm; (c) \(I\) = 10 mm
3.3 Investigation of fracture failure around punch radius
In this part, a cylindrical cup with non-central symmetrical bosses was selected as the representative to study fracture failure around the punch radius. The cylindrical cup can be divided into seven deformation regions, namely, the flange region (I), die radius region (II), wall region (III), punch radius region (IV), punch bottom region (VA and VB), and boss region (VI), sketched in Fig. 14.

Stress state for deformation regions during boss forming by plate forging
Compared with conventional deep drawing, the addition of a counter-punch in boss forming by plate forging significantly influences the stress status. For example, the metal located between symmetrical bosses is under a triaxial compressive stress state. Although the metal around the punch radius region remains under a biaxially-stretched stress state, the counter-punch pressure accelerates the thinning of the sheet thickness, which leads to a decrease in the bearing capacity of the sheet and even fracture occurrence, as shown in Fig. 15.

Cylindrical cup samples (\(I\) = 8 mm). (a) Counter-punch force 500 kN; (b) counter-punch force 700 kN
Figure 16 shows the influence of the counter-punch force on the boss height and bottom thickness for the case of boss radial position \(I\) = 8 mm. The results predicted by the FEM model agree well with the experimental tests. A higher counter-punch load is favorable to increase the boss height, but simultaneously, the bottom metal tends to be seriously thinned, rising the crack and fracture trends.

FEM prediction and experimental results of (a) boss height; (b) bottom thickness (\(I\) = 8 mm)
To reveal the mechanism of fracture around the punch radius, an analysis of the radial stress distribution in deformation regions VA and VB based on numerical simulation was conducted, as illustrated in Fig. 17. While radial stress in the region of punch bottom is tensile stress during conventional drawing, which is nearly uniformly distributed and well below tensile strength value, there is a transition from compressive stress to tensile stress for radial stress in the case of boss forming by compression-drawing process, shown in Fig. 18. From the radial stress distribution law, it can be concluded that the higher the counter-punch load is, the higher the value of maximal radial tensile stress, and fracture failure is bound to occur once the maximal radial tensile stress exceeds the sheet tensile strength, which is confirmed by the experimental tests shown in Fig. 15.

Selected regions for radial stress distribution by FEM

FEM calculation of radial stress distribution (\(I\) = 8 mm)
4 Conclusions
An attempt has been made to comprehensively investigate the plastic forming process of the structure of multi-bosses including non-central symmetrical bosses and tri-bosses. Numerical simulations of the boss forming process were conducted using Deform software. The effective strain, effective stress, and material flow behavior were analyzed to determine the effect of radial location in the boss structure and the interaction effect between central and non-central bosses on boss forming performance. The failure mechanism behind the fracture around the punch radius was also discussed. A comparison between numerical prediction and experimental measurement was carried out to verify the feasibility of the finite element model. The main conclusions can be drawn as follows:
-
(1)
During the forming process of non-central bosses, boss radial position I plays an important role, affecting not only the height but also the cross-section of the boss structure. With the variation of I, the cross-section of the boss structure exhibits as a cuspidal cubic shape with a downwards trend, parabola shape, and cuspidal cubic shape with an upwards trend. Based on the analysis of the material flow behavior, the value of I being 8 mm is confirmed to be the optimum solution for the given boss structure.
-
(2)
Under the same deformation conditions, the degree of plastic deformation in the forming process of the tri-bosses structure is much higher than that in non-central symmetrical bosses due to the new cavity of the central boss, and the height of the non-central boss in the tri-bosses structure is lower than that in non-central symmetrical bosses as a result of the absorption of the central boss. The cross-section of the central boss remains parabolic, while the cross-section of the non-central boss is consistent with that of the structure of non-central symmetrical bosses.
-
(3)
Radial stress analysis of the deformation regions VA and VB indicates that once the maximal radial tensile stress exceeds the sheet tensile strength, fracture failure around the punch radius will occur. During the boss forming process, the counter-punch load should remain within a reasonable level and for the given boss structure in the study, the counter-punch load should be no more than 600 kN.
References
Wang ZG (2014) Keypoints of plate forging. J Jpn S Prec Eng 80(12):1049–1050. https://doi.org/10.2493/jjspe.80.1049 (in Japanese)
Kajikawa S, Kuboki T, Iizuka T (2021) Flange compression using stepped punch for forming extremely deep cup with flange from aluminum alloy sheet. J Mater Process Tech 288:116835. https://doi.org/10.1016/j.jmatprotec.2020.116835
Napierala O, Dahnke C, Tekkaya AE (2019) Simultaneous deep drawing and cold forging of multi-material components: draw-forging. CIRP Ann-Manuf Techn 68(01):269–272. https://doi.org/10.1016/j.cirp.2019.03.001
Alves LM, Silva FLR, Afonso RM, Martins PAF (2019) A new joining by forming process for fixing sheets to tubes. Int J Adv Manuf Technol 104(5–8):3199–3207. https://doi.org/10.1007/s00170-019-04350-5
Merklein M, Hagenah H (2016) Introduction to sheet-bulk metal forming. Prod Eng 10(1):1–3. https://doi.org/10.1007/s11740-016-0661-z
Merklein M, Allwood JM, Behrens BA, Brosius A, Hagenah H, Mori K, Tekkaya AE, Weckenmann A (2012) Bulk forming of sheet metal. CIRP Ann-Manuf Techn 61(2):725–745. https://doi.org/10.1016/j.cirp.2012.05.007
Mori K, Nakano T (2016) State-of-the-art of plate forging in Japan. Prod Eng 10(4):81–91. https://doi.org/10.1007/s11740-015-0648-1
Zhuang XC, Liang ML, Zhu SF, Zhu Y, Zhao Z (2021) Sheet bulk forming of thin-walled components with external gearing through upsetting using controllable deformation zone method. Chin J Mech Eng-En 34:138. https://doi.org/10.1186/s10033-021-00664-2
Zhu SF, Zhuang X, Xu D, Zhu Y, Zhao Z (2019) Flange forming at an arbitrary tube location through upsetting with a controllable deformation zone. J Mater Process Tech 273:116230. https://doi.org/10.1016/j.jmatprotec.2019.05.011
Hsu CC, Wu WL, Su HZ, Fuh YK (2021) Sheet-bulk metal forming of copper heat spreader with controllable deformation zone. J Mater Res Technol 12(1):316–332. https://doi.org/10.1016/j.jmrt.2021.02.092
Wang ZG, Hirasawa K, Yoshikawa Y, Osakada K (2016) Forming of light-weight gear wheel by plate forging. CIRP Ann-Manuf Techn 65(01):293–296. https://doi.org/10.1016/j.cirp.2016.04.134
Jin JS, Wang XY, Deng L, Luo JC (2016) A single-step hot stamping-forging process for aluminum alloy shell parts with nonuniform thickness. J Mater Process Tech 228:170–178. https://doi.org/10.1016/j.jmatprotec.2015.07.009
Wang ZG, Hakoyama T, Endo Y, Osakada K (2019) Application of flow model in metal cutting to cold forging of tubular products. CIRP Ann-Manuf Techn 68(1):273–276. https://doi.org/10.1016/j.cirp.2019.04.0330007-8506
Wernicke S, Hahn M, Detzel A, Tillmann W, Stangier D, Dias NFL, Tekkaya AE (2021) Force reduction by electrical assistance in incremental sheet-bulk metal forming of gears. J Mater Process Tech 296:117194. https://doi.org/10.1016/j.jmatprotec.2021.117194
Leonardo PNC, Magrinho JP, Bragança IMF, Silva MB (2020) Silva CMA Martins PAF (2021) Formability limits in sheet-bulk forming. Int J Mach Tool Manu 149:103509. https://doi.org/10.1016/j.ijmachtools.2019.103509
Wang ZG, Hakoyama T, Yoshikawa Y (2021) Plastic deformation of workpiece during unloading in plate compression. CIRP Ann-Manuf Techn 70(1):223–226. https://doi.org/10.1016/j.cirp.2021.04.005
Gao PF, Fei MY, Yan XG, Wang SB, Li YK, Xing L, Wei K, Zhan M, Zhou ZT, Keyim Z (2019) Prediction of the folding defect in die forging: a versatile approach for three typical types of folding defects. J Manuf Process 39:181–191. https://doi.org/10.1016/j.jmapro.2019.02.027
Li JB, Deng L, Wang XY, Jin JS (2017) Research on residual stresses during hot stamping with flat and local-thickened plates. Int J Adv Manuf Technol 92(5):2987–2999. https://doi.org/10.1007/s00170-017-0386-y
Fan XG, Dong YD, Yang H, Gao PF, Zhan M (2017) Friction assessment in uniaxial compression test: a new evaluation method based on local bulge profile. J Mater Process Tech 243:282–290. https://doi.org/10.1016/j.jmatprotec.2016.12.023
Wang ZG, Yoshikawa Y, Suzuki T, Osakada K (2014) Determination of friction law in dry metal forming with DLC coated tool. CIRP Ann-Manuf Techn 63(1):277–280. https://doi.org/10.1016/j.cirp.2014.03.050
Merklein M, Schulte R, Papke T (2021) An innovative process combination of additive manufacturing and sheet bulk metal forming for manufacturing a functional hybrid part. J Mater Process Tech 29:117032. https://doi.org/10.1016/j.jmatprotec.2020.117032
Wang XY, Li JB, Deng L, Li JJ (2018) Metal flow control during hot forming of square cups with local-thickened plates and varied friction conditions. J Mater Process Tech 253:195–203. https://doi.org/10.1016/j.jmatprotec.2017.09.037
Schulte R, Lechner M, Merklein M (2020) Fundamental analysis for the application of hybrid semi-finished products in sheet-bulk metal forming. J Mater Process Tech 283:116709. https://doi.org/10.1016/j.jmatprotec.2020.116709
Park JH, Kim SG, Park YC, Song XG (2011) Shape design of the deep-drawing preform for manufacturing of automobile drum clutch hubs. Proc Inst Mech Eng C J Mech Eng Sci 226(4):1016–1024. https://doi.org/10.1177/0954406211417495
Merklein M, Lffler M, Schneider T (2015) Plastic flow and its control in sheet-bulk metal forming of thin-walled functional components. CIRP Ann-Manuf Techn 64(1):245–248. https://doi.org/10.1016/j.cirp.2015.04.078
Wang ZG, Yoshikawa Y, Osakada K (2013) A new forming method of solid bosses on a cup made by deep drawing. CIRP Ann-Manuf Techn 62(1):291–294. https://doi.org/10.1016/j.cirp.2013.03.057
Bruschi S, Altan T, Banabic D, Bariani D, Bariani PF, Brosiusd A, Cao J, Ghiottia A, Khraisheh M, Merklein M, Tekkaya AE (2014) Testing and modelling of material behaviour and formability in sheet metal forming. CIRP Ann-Manuf Techn 63(2):727–749. https://doi.org/10.1016/j.cirp.2014.05.005
Funding
This work is supported by financial support from the National Natural Science Foundation of China (No. 51575467 and 51605408) and Scientific Research Project of Hunan Provincial Department of Education (No. 21B0104).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
This research did not involve any human participants or animals.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Li, Y., Dong, W., Lin, Q. et al. Deformation characteristics and fracture failure of multi-bosses forming process by plate forging. Int J Adv Manuf Technol 120, 1001–1012 (2022). https://doi.org/10.1007/s00170-022-08746-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-08746-8