
Abstract
This paper is focused on fixing sheets to tubes away from the tube ends by annular sheet squeezing. The main objectives are the investigation of the physics behind material separation at the cross-section recess corner of the punches and the determination of the appropriate squeezing depth values. The methodology combines experimentation and finite element modelling and the overall presentation is illustrated with selected test cases retrieved from the experimental work plan. Results show that material separation is caused by through-thickness shear, that forces and energy required to form the new surfaces are negligible and that appropriate squeezing depth values result from a compromise between the quality of the mechanical interlocking and the pull-out destructive strength of the joints.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The last years have seen a considerable rise in the use of joining by forming due to its benefits and advantages regarding cost, productivity, domain of applicability and environmental friendliness over welding, adhesive bonding and mechanical fastening. The growing interest in joining by forming has been accompanied by an increasing number of research publications from which the state-of-the-art review papers by Mori et al. [1] and Groche et al. [2], which provide vast and detailed information on the different existing processes and applications, deserve special mention.
More recently, Alves at al. [3] published a state-of-the-art review focused on joining by forming of tube and sheet connections that combined with the previously mentioned papers allow concluding that there are two basic mechanisms underlying joining by forming processes (Fig. 1): (i) interfacial pressure and (ii) mechanical interlocking.

The two basic mechanisms of joining by forming. a Interfacial pressure. b Mechanical interlocking
Taking into consideration the special case of sheet-tube connections away from the tube end, which are the subject of this paper, one may easily identify joints based on interfacial pressure as those relying on the pressure that remains on the contact interface at the end of the thermal expansion-contraction cycles (Fig. 1(a)). Typical examples involve heating a sheet to be fixed to a tube or, contrariwise, cooling a tube to be fixed to a sheet [4].
The sheet-tube connections based on mechanical interlocking are those combining plastic material flow with the utilization of different features such as bends, curls, dimples and cut-outs, to shape and force a connection between the sheet and the tube to be joined (Fig. 1(b)). Typical examples involve tube expansion using flexible rubber plugs, pressurized fluids or electromagnetic pressure [5].
Double side compression beading (often simply designated as ‘compression beading’, Fig. 2(a)) can also be utilized to secure a sheet to a tube away from its end. This alternative joining by forming process is also based on mechanical interlocking and it is built upon the development of plastic instability waves in tubes subjected to axial compression [6].

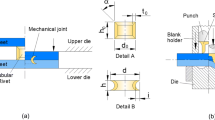
Sheet-tube connections away from the tube end fabricated (a) by compression beading and (b) by annular sheet squeezing, at the open and closed positions
Joining by compression beading, when compared with previously mentioned processes, shows no limitations or prerequisites on the use of thin-walled tubes or thin sheets, no cost-related problems and no difficulties to be used on site. However, the resulting sheet-tube connections are sensitive to failure by fracture of the plastically deformed tube beads in materials with low fracture toughness [7].
In a recent paper, Alves et al. [8] proposed a new process to secure a sheet to a tube away from the tube end that overcomes the formability problems of joining by compression beading without compromising the overall ease of use and applicability domain. The new joining by forming process looks at mechanical interlocking through a different perspective that had been done before and connects the sheet to the tube by squeezing the sheet adjacent to the outer tube radius, instead of applying the force directly on the tube itself (Fig. 2(b)). The option of using a mechanical interlocking-based mechanism instead of an interfacial pressure one (Fig. 1), which relies exclusively on the pressure that remains on the contact interfaces after sheet squeezing, is because the latter is limited by smaller pull-out destructive strengths, by minimum sheet thicknesses and by the difficulty of being produced on site.
In their original paper, Alves et al. [8] put emphasis on the influence of the cross-section recess length l of the tubular punch on material flow inside the sheet thickness. The squeezing depth d was kept small and a deformation-zone geometry parameter Δ = ts/l, defined as the ratio of the sheet thickness ts to the cross-section recess length l, allowed characterizing material flow and identifying the different modes of deformation associated to acceptable and unacceptable mechanical interlocking-based joints.
However, as often happens in the development of new processes, there are a number of open questions, some of which with practical implications that need to be properly addressed: Which is the physics behind separation of material at the cross-section recess corner of the punch when the depth of squeezing d is large? Is the new surface formed by shear? Is the required force (and energy) to form the new surface a small or large percentage of the total force (and energy) required to squeeze the sheet thickness adjacent to the outer tube radius? Should the squeezing depth d < h be limited to a maximum value to obtain a good compromise between the quality of the mechanical interlocking and the pull-out destructive strength of the joint?
Indeed, if the interaction between sheet material placed on both sides of the cross-section recess corner of the punch is not fully understood, there is room for misunderstanding the underlying mechanism behind large squeezing depth d. Similar understanding is needed for selecting the appropriate squeezing depth d values.
This paper provides answers to these and other questions and aims to further contribute to the development of this entirely new joining by forming process to secure sheets to tubes away from the tube ends. The presentation is supported by experimentation under laboratory-controlled conditions, microscopy observations along the new formed surfaces and finite element modelling using an in-house computer program developed by the authors.
2 Experimentation
2.1 Materials and flow curves
The work was carried out on aluminium AA5754-H111 sheets with 5 mm thickness and aluminium AA6063-T6 tubes with an outer radius of 16 mm and 1.5 mm wall thickness. The flow curves (true stress–true strain curves) of the materials were determined by means of tensile and stack compression tests in a hydraulic testing machine (Instron SATEC 1200 kN) with a crosshead speed of 5 mm/min. The results after merging the experimental data retrieved from both types of tests are given in Fig. 3.

Flow curves of the aluminium AA5754-H111 sheets and aluminium AA6063-T6 tubes
Further information on the mechanical characterization tests can be obtained in Alves et al. [8].
2.2 Experimental work plan
The experimental work plan was built upon three different sets of tests. The first set of tests combined the upset compression of rings with two different boundary conditions (Fig. 4(a)) and the annular squeezing of sheets with inner holes (Fig. 4(b)). The objective of this first set of tests was twofold: (i) to compare the force-displacement evolutions of the upset compression of rings and the annular squeezing of sheets and (ii) to characterize the new freshly formed surface resulting from material separation at the cross-section recess corner of the punch during its travel along the squeezing depth.

Schematic representation of the (a) upset compression of rings with two different boundary conditions and of the (b) annular squeezing of sheets with an inner hole
The first objective consisted of carrying out the experimental tests listed in the upper half of Table 1. The second objective involved microscopy of the new freshly formed surfaces in a Motic BA310MET-H microscope and a Hitachi S-2400 scanning electron microscopy (SEM).
The second set of tests comprised the joining by forming experiments listed in the lower half of Table 1 Notation can be retrieved from the schematic tool setup shown in Fig. 2(b)
In contrast to previous development by Alves et al. [8], who varied the cross-section recess length l to determine the influence of Δ = ts/l on the deformation modes associated to acceptable and unacceptable joints, the plan is now focused on changing the squeezing depth d < h to analyse its influence on the quality of the mechanical interlocking and the pull-out destructive strength of the joints. For this purpose, all the remaining process variables listed in Table 1 apart from the squeezing depth d were kept constant.
The third set of tests consisted in destructive pull-out tests to evaluate the maximum force that the new sheet-tube joints are capable to withstand before failing.
3 Numerical simulations
The three different types of experimental tests were numerically simulated with the in-house computer program I-form built upon the finite element flow formulation. The formulation is based on the rigid-plastic Markov’s principle of minimum plastic work [9] modified to include material incompressibility and contact between deformable bodies as extra constraints,
In the above functional (1), \( \overline{\sigma} \) denotes the effective stress, \( \dot{\overline{\varepsilon}} \) is the effective strain rate, \( {\dot{\varepsilon}}_v \) is the volumetric strain rate and K is a large positive number utilized to impose the incompressibility constraint in volume V limited by the surfaces ST and SU, where surface tractions Ti and velocities ui are prescribed.
Friction along the contact interfaces Sf between the sheet, tube and tools is treated as a traction boundary condition. The symbol ur denotes the relative sliding velocities along the contacting interfaces and τf is the friction shear stress according to the law of constant friction τf = mk, where m is the friction factor and k is the shear yield stress. The friction factor m was set to 0.1 after checking the finite element predicted force-displacement evolutions that best matched the experimental ones.
The last two terms of functional (1) account for the contact between the sheet and tube modelled as deformable bodies along their contact interfaces defined by means of Nc pairs extracted from the sides of the elements that were utilized in their discretization. The symbols \( {g}_n^c \) and \( {g}_t^c \) denote the normal and tangential gap velocities in the contact pairs, which are penalized by large numbers K1 and K2 to avoid penetration. Detailed information on the numerical implementation of the functional (1) in the finite element computer program I-form is provided in reference [10].
The accumulation of damage D in the sheet material adjacent to the punch was modelled by means of a ductile damage criterion recently developed by Christiansen et al. [11] that considers the opening and growth of voids by shear to be caused by distortion and dilatation changes,
The theoretical foundations of the abovementioned criterion are based on the work of McClintock et al. [12], who established a relation between the ratio of inter-void spacing to void diameter and the average stress σm and shear strain γ.
The first right hand side term of the ductile damage criterion (2) is the normalized accumulation of plastic shear work per unit of volume ∫τ dγ and the second right hand side term introduces the influence of stress triaxiality \( {\sigma}_m/\overline{\sigma} \) in crack opening by shearing.
Figure 5 shows the initial and final computed meshes retrieved from a typical numerical simulation of the new joining by forming process. On account of symmetry, and because no anisotropy effects were taken into consideration, only the longitudinal cross-section of the sheets and tubes needed to be discretized by approximately 20,000 and 800 quadrilateral elements, respectively. Typical element lengths in the plastically deforming regions around the contact interface between the sheets and tube are in the range of 0.1 mm. The tools were discretized by means of linear contact-friction elements.

Initial and final computed meshes for the numerical simulation of the new joining by forming process (case 8 of Table 1)
4 Results and discussion
4.1 Physics behind new surface formation
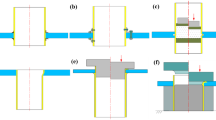
Figure 6 (a) and (b) show the initial and final computed meshes for the numerical simulation of the upset compression of rings with two different boundary conditions. Figure 6 (c) shows the same result for the annular squeezing of a sheet with an inner hole. The vertical tool displacement is identical for the three tests cases.

Initial and final computed meshes after 2-mm vertical tool displacement for the following test cases of Table 1: (a) upset compression of rings (case 2); (b) upset compression of rings with outward constraint (case 4); (c) annular squeezing of sheets with inner holes (case 6); (d) annular squeezing of sheets with inner holes (case 6) showing the finite element computed distribution of shear strains γrz on the left side and stresses τrz (MPa) on the right side
As seen in Fig. 6(d), the creation of new surfaces at the cross-section recess corner of the punch (section ST) is associated to high localized values of shear strains γrz and stresses τrz that are typical of material separation by through-thickness shear. This is confirmed by analysis and observation of the surface morphology included in Fig. 7.

Morphology of the new freshly formed surfaces (case 6). a Sample preparation and photograph of section ST of Fig. 6(c) with magnification of regions A and B (× 40) and SEM images of region D (× 1500). b Initial and intermediate finite element predicted cross sections for two different squeezing depths d with the corresponding distributions of ductile damage
The photographs in Fig. 7(a) show the different morphologies that can be observed in section ST (refer to Fig. 6(c)) resulting from the annular squeezing of a sheet with an inner hole (case 6 of Table 1). The first three regions labelled as ‘A’, ‘B’ and ‘C’ show signs of severe damage by adhesive and abrasive wear originated from the relative motion between the contacting surfaces of the punch and sheet.
Region ‘A’ (Fig. 7(a)) is formed during the initial penetration of the cross-section recess corner of the punch into the sheet. The sheet material in this region undergoes plastic indentation and is pushed ahead of the punch without being separated from the neighbouring sheet material. Absence of material separation gives rise to a small rounded edge and to a morphology typical of adhesive wear, which consists of asperities of the new freshly formed surface that were elongated and piled up into scale-like layers of harder work hardened sheet material.
Region ‘B’ (Fig. 7(a)) starts at the onset of surface separation (cracking) by through-thickness shear. The reason why separation did not start immediately in region ‘A’ upon loading is because accumulated ductile damage D was below critical along the shear distortion band that forms in the sheet material adjacent to the punch. However, once the accumulation of ductile damage D calculated according to Eq. (2) reaches a critical value (Fig. 7(b)), material on the sheet surface starts separating from material in the shear band located under the cross-section recess corner of the punch in order to form a new fresh surface and allow the punch to continue moving down.
When crack opening is triggered and new surface forms, fragments of material start being detached from the sheet. These fragments work harden and eventually cold weld to the punch, leading to scoring of subsequent sheet material upon further punch penetration. This explains the typical abrasive wear morphology of the resulting surface, which consists of grooves parallel to the punch penetration direction (region ‘B’ in Fig. 7(a)).
Region ‘C’ is similar to ‘B’ apart from a small surface bump. The bump is formed at the transition between the two regions for large sheet squeezing depths and is due to excessive outward material flow leading to a substantial clearance between the sheet and the punch. The rightmost picture in Fig. 7(b) shows the beginning of clearance formation between the sheet and the punch.
Region ‘D’ (Fig. 7(a)) is not characteristic of annular squeezing of sheets with inner holes. In fact, this ‘region’ resulted from separation of the squeezed sheet material from section ST (Fig. 6(c)) after finishing the test. The separation was done by bending and this explains the reason why the SEM image included in the rightmost bottom of Fig. 7(a) reveals circular dimpled structures typical of material separation by tension.
The experimental force-displacement evolutions for the three different test cases of Fig. 6 (cases 2, 4 and 6) are given in Fig. 8. As seen, the evolution of the free upset ring compression is similar to that of the annular squeezing of a sheet with an inner hole, allowing us to conclude that the force and energy required for annular sheet squeezing is overwhelmingly due to plasticity and friction. In other words, the force and energy required for material separation and formation of a new surface along a typical section ST is negligible.

Experimental force-displacement evolutions for cases 2, 4 and 6 of Table 1
4.2 Sheet-tube connections
4.2.1 Forces
Figure 9 shows the force-displacement evolutions for producing the sheet-tube connections corresponding to cases 7 to 10 of Table 1. The figure also includes the force-displacement evolution of the annular squeezing of a sheet with an inner hole for reference purposes (case 6 of Table 1).

Experimental and finite element computed evolutions of force with displacement for the sheet-tube connections corresponding to cases 7, 8, 9 and 10 of Table 1. The experimental and finite element computed evolution of force with displacement for the annular squeezing of a sheet with an inner hole (case 6 of Table 1) is included for reference purposes
As seen, the force starts by presenting a steep increase with displacement (region ‘Z1’), followed by a moderate growth up to values of punch displacement approximately equal to 3 mm (region ‘Z2’). Beyond this value (region ‘Z3’), the force grows faster once again because the amount of sheet material left below the cross-section recess of the punch is very small and flow becomes predominantly radial.
The repeatability of the common part of the experimental force-displacement evolutions of cases 7 to 10 is excellent and the agreement with finite element predictions is good. Major deviations between experimental and finite element results are attributed to variations in tube wall thickness and sheet thickness around nominal values that were utilized in the numerical simulations.
The difference between the force-displacement evolutions of the sheet-tube connections and that of the standalone sheet allows concluding that the force that is needed to perform the annular squeezing of sheets with inner holes accounts for nearly 70% of the total force that is required to produce the sheet-tube connections by mechanical interlocking. This means that the remaining 30% corresponds to the force that is required to form and shape the inner tube beads.
4.2.2 Quality and strength
Figure 10 shows images of the experimental and finite element predicted cross sections of the sheet-tube connections produced by the new joining by forming process with different squeezing depth d values.

Experimental and finite element predicted cross sections of sheet-tube connections produced with squeezing depths (a) d = 1 mm (case 7 of Table 1), (b) d = 2 mm (case 8 of Table 1), (c) d = 3 mm (case 9 of Table 1) and (d) d = 4 mm (case 10 of Table 1). The colour plots are the finite element predicted distributions of radial stress (MPa)
The agreement between experimental and numerical predictions is good and allows concluding that the quality of the mechanical interlock is significantly influenced by the squeezing depth d. Typical interfacial pressures between the sheet and tube are in the range of 50 to 100 MPa, with higher values corresponding to larger squeezing depths.
Small values of d lead to small amounts of material squeezed against the tube and, therefore, to poor mechanical interlock (Fig. 10(a)). Large values of d give rise to excessive outward material flow and significant clearance between the punch and the new formed surface (Fig. 10(d)). The quality of the resulting joint is also poor due to substantial sheet bending at the end of stroke.
Intermediate values of squeezing depth d (Fig. 10(b, c)) provide appropriate connections due to a good balance between reduction R = (r0 − rb)/r0 of the inner tube radius (refer to Fig. 2(b) for notation) and constriction from the remaining sheet material to prevent outward flow and bending.
However, the search for appropriate squeezing depth values d should not be limited to seeking a balance between reduction R and constriction from the remaining sheet material. The need to ensure a good pull-out strength is also of paramount importance.
The experimental setup to carry out the pull-out destructive tests aimed at detaching the sheet from the tube is schematically shown in Fig. 11(a). The sheets were pull-out from bottom-to-top direction because the resulting destructive force is smaller than that obtained in the opposite direction. The reason for this has to do with the shape of the deformed tube in the upper region of the joint, which is slightly more deformed than that in the lower region due to asymmetry of the squeezed material flow.

Destructive pull-out tests. a Schematic representation of the experimental setup. b Force-displacement evolution for the destructive pull-out tests of case 9 and 10 of Table 1 with photographs of the associated failure mechanisms
Observation of the force-displacement evolution during the pull-out tests allows concluding on the existence of two different separation mechanisms (Fig. 11(b)). One mechanism, leading to higher forces, is similar to tube extrusion while the other mechanism, leading to lower forces and a sharp drop at the end, is similar to shearing. In the case of the first mechanism, the sheet acts as a floating die and the tube is forced to plastically deform in order to reduce its inner radius from r0 to rb. The maximum force is approximately equal to 12 kN for case 9 of Table 1. The second mechanism only occurs for sheet-tube connections produced with large squeezing depths and the failing occurs by cutting along the small amount of sheet thickness below the cross-section recess corner of the punch.
Having performed the destructive pull-out tests for all the test cases listed in Table 1, it is now possible to combine, in a single graphic, the influence of the total squeezing depth on the reduction R of the inner tube radius and on the maximum destructive pull-out force. The result is shown in Fig. 12 and allows concluding that the squeezing depth d should not be selected as large as possible to obtain the maximum reduction of the inner tube and the best mechanical interlock. This is because large squeezing depth values d will inevitably lead to small sheet thicknesses below the cross-section recess corner of the punch and, therefore, to pull-out failure by shearing under small values of force.

Influence of the squeezing depth d on the quality and strength of the sheet-tube connections
For the materials and testing conditions utilized in this investigation, results allow concluding that the best squeezing depth should be approximately equal to 3.5 mm. But this value will change as a function of the materials and of the geometry and size of the sheets and tubes to be used.
5 Conclusions
Fixing a sheet to a tube by annular sheet squeezing involves creation of a new surface by through-thickness shear. The surface is formed ahead of the cross-section recess corner of the punch and its morphology mainly consists of grooves parallel to the punch moving direction. The grooves are caused by fragments that detached from the sheet during crack opening (surface formation) and subsequently adhere to the punch by cold welding.
The sheet squeezing depth influences the quality of the mechanical interlocking and the overall pull-out strength of the resulting sheet-tube connections. Larger depths give rise to larger reductions of the inner tube radius and, therefore, to stronger mechanical interlocks. But larger depths also give rise to abrupt pull-out failure of the sheet-tube connections by shearing under significantly reduced forces. In contrast, smaller depths give rise to sheet-tube connections that fail by means of an extrusion-based mechanism under large pull-out forces. Appropriate squeezing depth values are obtained from a balance between quality and strength of the sheet-tube connections. Destructive pull-out forces of approximately 12 kN were obtained for the materials and geometries utilized in the investigation.
References
Mori K, Bay N, Fratini L, Micari F, Tekkaya AE (2013) Joining by plastic deformation. CIRP Ann Manuf Technol 62:673–694
Groche P, Wohletz S, Brenneis M, Pabst C, Resch F (2014) Joining by forming - a review on joint mechanisms, applications and future trends. J Mater Process Technol 214:1972–1994
Alves LM, Silva CMA, Martins PAF (2018) Joining by plastic deformation. Key Eng Mater 767:25–41
Matsumoto R, Hanami S, Ogura A, Yoshimura H, Osakada K (2008) New plastic joining method using indentation of cold bar to hot forged part. CIRP Ann Manuf Technol 57:279–282
Altan T, Tekkaya AE (2012) Sheet metal forming: processes and applications. ASM International, Ohio
Alves LM, Dias EJ, Martins PAF (2011) Joining sheet panels to thin-walled tubular profiles by tube end forming. J Clean Prod 19:712–719
Sizova I, Sviridov A, Bambach M (2017) Avoiding crack nucleation and propagation during upset bulging of tubes. International Journal Materials Forming 10:443–451
Alves LM, Silva FLR, Afonso RM, Martins PAF (2019) Joining sheets to tubes by annular sheet squeezing. Int J Mach Tools Manuf 143:16–22
Markov AA (1947) On variational principles in theory of plasticity, Prikladnaia Matematika i Mekhanika II: 339–350
Nielsen CV, Zhang W, Alves LM, Bay N, Martins PAF (2013) Modelling of thermo-electro-mechanical manufacturing processes with applications in metal forming and resistance welding. Springer-Verlag, London
Christiansen P, Nielsen CV, Bay N, Martins PAF (2019) Internal shear cracking in bulk metal forming. J Mater Des Appl 233:603–614
McClintock FA, Kaplan SM, Berg CA (1966) Ductile fracture by hole growth in shear bands. Int J Fract Mech 2:614–627
Funding
This study was financially supported by Fundação para a Ciência e a Tecnologia of Portugal and IDMEC under LAETA-UID/EMS/50022/2019 and PDTC/EMS-TEC/0626/2014.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Alves, L.M., Silva, F.L.R., Afonso, R.M. et al. A new joining by forming process for fixing sheets to tubes. Int J Adv Manuf Technol 104, 3199–3207 (2019). https://doi.org/10.1007/s00170-019-04350-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-019-04350-5