
Abstract
In recent years, SiCp/Al metal matrix composites (MMCs) have attracted increasing attention from academia and industry. The size and distribution of particles in this material have an important effect on its actual performance. First, the geometric analysis of milling is performed. A two-dimensional micro finite element model consisting of hard SiC particles and a soft aluminum matrix is established to study the milling of SiCp/Al composites. In this paper, the cutting mechanism of SiCp/Al MMCs reinforced by a uniform distribution of particles of the same size and random distribution of non-equal size particles at the micron level was compared by using the finite element method and finite element model with a zero-thickness cohesive layer. The simulation results show that same-size particles are evenly distributed in the matrix, and good stress distribution and chip morphology can be obtained. In addition, the cutting force fluctuation is small, and the machining surface quality is good. The properties of Al-based SiC composites can be improved by evenly distributing same-size particles. Considering the particle size and distribution, the random model can more accurately simulate the chip, cutting force fluctuation of the workpiece, and workpiece surface damage than the uniform model. A good correlation between the research results and experimental results is shown in the literature.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
SiCp/Al metal matrix composites (MMCs) have been studied and explored by many scientists because of their appearance as a new material that can replace traditional materials and be used in aerospace and various industrial fields. This material has excellent comprehensive properties, but its preparation is expensive and difficult. In machining, tool wear is substantial, and the surface quality of the workpiece is poor. A micromechanical model is established by considering the effects of particle size and distribution position on the material properties, fracture, debonding, and interaction between particles and cutting tools. The macroscopic mechanical model is gradually abandoned because it cannot observe the particle behavior in the material. In this paper, the finite element modeling method is used to establish a cohesive layer among different phases of composite materials to simulate the interface behavior effectively. This method rapidly promotes the research of MMCs. The composition, shape, and distribution of materials must be considered in modeling, and the specific composition and arrangement distribution of different phases cannot avoid errors in the actual sampling and modeling processes. Miller et al. [1] proposed that during the preparation of Al-based SiC, the formation of a small amount of oxide in the material cannot be avoided. When the distribution of SiC particles is reasonable, the shape of particles is not the “spherical particles of the same size” array required in theory. The shape of the particles is irregular. Although theoretical modeling is close to the actual particle MMCs, it is still not ideal. The size, shape, and distribution of particles have an essential effect on materials’ internal changes. A series of plastic deformation characteristics, such as strain localization, is obtained through the influence of stress distribution. The uneven distribution of stress in the stress concentration region leads to the deformation localization of particle MMCs, which leads to a series of defects such as early particle cracking, interface debonding, and holes [2]. Studying Al-based SiC composites, particles can affect not only the deformation and failure behavior of the material but also the flow of the matrix. Furthermore, large particles likely have critical size defects, and they are more prone to cracking and rupturing at the failure of the material. The distribution model of SiC particles also affects the position of SiC particles relative to the tool motion and then affects the magnitude and distribution mode of stress [3, 4]. When the tool acts with MMCs, with the application of load, the internal stress flows in the material, and the hard particles undergo stress crushing. The destruction of the particle interface, debonding, and scratching the tool rake face result in tool wear, voids, and other defects in the matrix. Load transmission is one of the main factors for the occurrence of these phenomena [5, 6]. Therefore, load transmission during machining is studied. The primary load transfer is the transfer between the particles and the matrix, and it is due to strain mismatch and not interface friction [7]. Therefore, when improving the strength of the matrix, the mismatch strain in the matrix is significant, which reflects the control of particle reinforcement in selecting the size. The distribution and size of particles are important to study the cutting mechanism of Al-based SiC. The machinability of MMCs is different from that of traditional materials because it has abrasive strengthening elements, which can lead to tool wear [8]. The particles at different positions in the cutting path interact with the tool during cutting, showing various states and behavior. In MMC machining, particles debonding from the workpiece lead to surface damage and tool wear [9, 10]. Given the presence of SiC particles in the aluminum matrix, the wear resistance of the workpiece surface is improved. During processing, a strengthening effect occurs. The particles improve the material properties, hinder dislocation movement, and improve the hardness of the material [11, 12]. During machining, the machining quality of the workpiece is affected by many factors. Setting a bonding layer between the particles and the matrix can accurately predict the failure behavior and subsurface damage between the particles and the matrix [13]. The fracture of SiC particles occurs in the initial contact, chip formation, crack initiation, and crack propagation stages [14]. Aghababaei et al. [15] found that the overall behavior of MMCs depends on the size. The overall mechanical response shows a size effect, and the hardness of the whole material will gradually decrease with the decrease of the reinforcement size, and a uniform stress distribution will appear in the matrix around the particles. The micro-scale processing size effect of materials at the micrometer level is primarily attributed to the strengthening behavior of the material. When the chip thickness is less than the minimum, specific shear energy will significantly increase because of the plowing phenomenon and the accumulation of actual chip thickness [16]. In face milling of SiCp/Al MMCs, cutting speed, feed rate, and coating and non-coating tools affect cutting force and surface roughness [17]. Furthermore, the factors affecting this material are extensive.
The impact of particle size and distribution on materials has also been reported. Many factors can affect SiCp/Al MMCs. Thus, studying particle size and distribution, which are often ignored, is necessary. The surface quality of SiCp/Al composites has an important effect on its actual properties. Therefore, a thorough understanding of the defect formation mechanism is necessary. Using the multiphase two-dimensional finite element model to observe the effect of reinforcing particles in the composite material on the process can reveal various interactions among the matrix, silicon carbide particles, tool surface, matrix deformation, and fracture. Complex chip formation mechanisms such as debonding between particles and potential fracture of some particles are important to discover the complex stress distribution generated in the cutting zone [18]. Wang et al. [19] established a model of SiCp/Al MMCs and successfully simulated the formation mechanism of SiC defects such as rotation, pull-out, macro cleavage, microfracture, and coalescence. In the establishment of a two-dimensional mesh finite element model, the interface between the particles and the matrix is composed of a bonded element interface and non-bonding element interface. Umer et al. [20] found that the model with a bonded element interface can simulate the debonding of reinforced particles and show higher cutting force. Gandehariun et al. [21, 22] used the cohesive zone model to simulate the behavior of particles, matrix, and tool during cutting and successfully provided a comprehensive understanding of MMC machining. Dabade et al. [23] studied the effect of temperature on the processing performance and surface quality of SiCp/Al composites, considering two different particle sizes of coarse and fine silicon carbide-reinforced SiCp/Al 10% composites. Ghandehariun et al. [24] used adaptive grid technology to reduce the deterioration of the grid quality during simulation and found that non-uniform plastic strain appeared inside the chip because of the reinforcement during MMC processing. Teng et al. [25] studied the micro mechanism of SiCp/Mg composites during processing and found that the particles hindered the development of the von Mises stress in the matrix, and a high-strain field was formed at the particle interface. Teng et al. [26] found that the decrease of particle size led to the change of particle confinement behavior and stress propagation inside the workpiece, whereas the increase of particle size will enhance the confinement behavior.
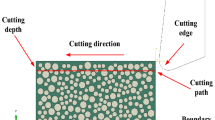
In the study of aluminum-based silicon carbide composites, most of these composites adopt the uniform distribution model of round SiC particles in the aluminum matrix. However, in the actual materials, SiC particles are not of the same size and are not evenly distributed in the matrix. Relevant literature has also proven that the size and distribution of particles have affected the cutting mechanism of materials. However, no in-depth study has been conducted on these two factors compared with the commonly used classical model to make a more detailed description of the mechanism generation in the cutting of aluminum-based silicon carbide materials similar to the actual material. Therefore, two processing simulation models of composites composed of SiC particles and an aluminum matrix with the same volume fraction (15%) are established. One model uses the same size and uniform distribution of round particles, and the other uses different sizes and random distribution of round particles. The two models are a multiphase mixed cohesive force model. In this paper, processing of composite materials is compared from the aspects of the stress distribution, chip formation, tool particle interaction, and machined surface morphology.
2 Finite element modeling program
2.1 Modeling steps
The microstructure of the SiCp/Al composite is shown in Fig. 1. In the microstructure, many black polyhedrons with sharp corners are observed in the composite, and SiC particles are surrounded by a bright aluminum matrix [19]. From the microstructure of SiCp/Al composites prepared in the actual experiment, the shape of reinforced particles is not the “spherical particles of the same size” array required in theory. The shape of the particles is irregular, and the distribution is random. The finite element modeling of SiCp/Al composites has been developed continuously. At present, when building a two-dimensional finite element model, the commonly used method is establishing round particles of the same size, which are evenly distributed in the aluminum matrix. Based on this model, the cutting mechanism of SiCp/Al MMCs was studied. The theoretical model did not include the size and distribution of particles. Considering the effect of particle size and distribution on the cutting mechanism of materials, this paper assumed that the particle was round, and the finite element models of round SiC microparticles with the same size and uniform distribution and different sizes and random distribution of circular SiCp/Al MMCs were established. ABAQUS/Explicit was used for cutting simulation of the two models.

Microstructure of the SiCp/Al composite [19]
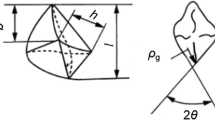
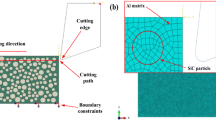
The simulation results of the two models were observed and compared. In this paper, the hypothesis of Lai et al. [16] was adopted. The schematic diagram of the two finite element models is shown in Fig. 2. As shown in Fig. 3, SiCp/Al models based on the microstructure were established. The free thermal displacement quadrilateral mesh technique was used to generate the mesh. During cutting, the tool was regarded as a rigid analytical body. In the two models, the aluminum matrix and SiC particles were distributed separately. The bonding between the two phases was achieved by establishing a zero-thickness element layer. In the same-size round particle array MMC model, the particle radius was 5 μm, and the volume fraction was 15%; in the MMC model with a random distribution of round particles of different sizes, the average particle radius was 5 μm, and the volume fraction was 15%. For the particles of different sizes distributed in the matrix, the largest particle radius was 7 μm; the smallest particle radius was 1.5 μm, and particle sizes included 1.5, 2.5, 3.5, 4.5, 5, 6, and 7 μm. In building the model, the volume fraction of the two models should be controlled to be the same; therefore, the number of particles of different sizes was determined by calculation. The machining parameters are shown in Table 1. For the model of machining SiCp/Al MMCs, the matrix element was easy to deform; the amount of mesh elements was large, and the calculation process was complicated. Therefore, appropriate mass scaling was used to address this problem.

a Diagram of 2D milling. b 2D milling is simplified to 2D orthogonal machining [16]

SiCp/Al MMCs model with a micron-sized particles of the same size and b micron-sized particles of different sizes
2.2 Material properties
Both models assume that the aluminum alloy matrix is a deformable thermal–elastic–plastic material. The aluminum matrix and silicon carbide reinforced particles are different; the two phases should be evaluated separately in the finite element model. SiC reinforced particles are simulated as a linear elastic material. The Johnson–Cook (J–C) constitutive equation is used to simulate the flow behavior of the aluminum matrix during the processing of SiCp/Al composites and is expressed as Eq. 1.
where \( \overline{\sigma} \) is the flow stress, \( {\overline{\varepsilon}}^{pl} \) represents the plastic strain, \( {\overset{\bullet }{\overline{\varepsilon}}}^{pl} \) represents the plastic strain rate, Trepresents the workpiece temperature, Tmelt is the melting temperature, and Troom is the ambient temperature. \( \overset{\bullet }{\varepsilon_0} \) represents the reference strain rate, A is the yield strength, B is the hardening modulus, C is the strain-rate-sensitive coefficient, n is the hardening coefficient, and m is the thermal softening coefficient. The material properties and model parameters of the aluminum matrix are shown in Table 2 [26]. Based on the J–C damage equation, the failure criterion was defined, which describes the separation between the chip and the matrix during cutting [27]. And it is expressed as Eq. 2.
D was set as a damage parameter in an element. The equivalent plastic strain \( \overline{\varepsilon_f^{pl}} \) was used as the fracture criterion (Eq. 3). When D was equal to one, failure occurred, and the corresponding element was deleted. \( \Delta \overline{\varepsilon^{pl}} \) was the change of the equivalent plastic strain in each integration step.
\( \overset{\bullet }{\varepsilon_0} \) is the reference strain rate, η is the stress triaxiality, and d1 − d5 is the fracture parameter obtained from tensile and torsional tests. The reinforced phase was simulated as a completely elastic material. The brittle fracture model was used to define the fracture criterion of reinforced particles. The material parameters of reinforced particle SiC are shown in Table 3 [26]. The friction model was defined as follows:
The equivalent shear stress (T) was determined as Eq. 4. During friction, an adhesion zone was formed between the tool and the workpiece. Once the interfacial shear stress reached the critical value of the ultimate shear stress (Tlimiting), the two surfaces slide relatively. The constant friction coefficient (μ) equals 0.3. σcontact is the normal stress distribution along the rake face.
3 Results and discussion
The finite element model is solved using ABAQUS/Explicit. Model predictions are verified compared with experimental data. This process also involved the damage characteristics of the workpiece.
3.1 Analysis of von Mises stress distribution
Fig. 4 von Mises stress distribution when machining SiCp/Al MMC model with micron-sized particles of the same size (5-μm radius)
Fig. 5 von Mises stress distribution when machining SiCp/Al MMC model with micron-sized particles of different sizes (5-μm radius, average particle size)
Figures 4 and 5 show the distribution of von Mises stress in two cutting models. In both models, SiC particles bear the maximum stress. Due to the high elasticity of SiC particles, most of the load is shared in the process of stress transfer. Particle distribution and grouping behavior lead to the uneven stress distribution in the material to a great extent. Stress distribution around the particle composites, particularly among adjacent reinforced particles, is always uneven under external loading. This stress inhomogeneity depends on their alignment with one another and on the external load. The position distribution of reinforced particles in the matrix will change the stress magnitude and stress flow trend. Furthermore, the size of the particles has an important effect on this phenomenon [2, 6]. The von Mises stress distribution of the two models is significantly different in the matrix. When machining SiCp/Al MMCs with same-size particles evenly distributed, at the initial stage, the stress starts from the upper part of the contact boundary between the tool and the workpiece and forms a concentrated extension into the workpiece, bypassing the SiC particles and presenting a stress concentration band. The diffusion of high stress in the matrix is small, and the stress are gathered in a small scale (Fig. 4a). This phenomenon can be attributed to the fact that the hard silicon carbide particles play a significant bearing role in the milling process, while the aluminum matrix is mainly used to transfer load. This theory has been widely recognized by researchers in this field [19]. Through cutting, the workpiece shows first chip crack, and the stress band breaks into small stress blocks, primarily distributed in the first chip area and near the crack. The stress distribution around the reinforced particles is small (Fig. 4b). After chip breaking, the new stress begins to form at the fracture point and extends to the matrix. The stress climbs around the particle boundary and continues to flow in different directions and still presents a small aggregation state with a small distribution range (Fig. 4c–d). When processing homogeneous matrix materials, the stress presents a concentrated state [26]. Due to the addition of SiC particles, the stress propagation is limited, and the high concentrated stress is forced to propagate to the surrounding area, which is also the main reason for the irregular stress zone in the initial cutting stage of the tool-workpiece contact surface. When processing SiCp/Al MMCs with randomly distributed particles of different sizes, the stress is divided into two parts by large particles, which flow around the boundary of circular particles. Large stress diffusion occurs around the particle (Fig. 5a). The blocking effect of large SiC particles on stress is more evident than that of small particles, and the stress pattern is irregular (Fig. 5b–c). The stress distribution surrounding small particles of matrix elements is more uniform, which results in a higher small particle integrity. The decrease of particle size leads to the weakening of particle confinement behavior, which affects the stress propagation inside the workpiece. The limiting behavior will become more significant due to the increase of particle size. During stress flow, the shape of a magnificent piece gradually narrows, and small broken stress blocks are found in the chip area near the tool rake face above the cutting path (Fig. 5d–f). The simulation results of both models show that the presence of SiC particles limits the propagation of stress in the workpiece, and the stress flows to the surrounding area around the particles, which causes the irregular stress zone and non-single direction of stress flow. By observing the stress distribution in the two metal matrix composite models, the presence of particles limits the stress flow in the shear zone. When cutting the metal matrix composite model with particle uniform distribution, first cracks appear at the interface between the particles and the matrix, and stress propagation is interrupted at the chip fracture. Moreover, secondary stress appears and propagates at the fracture, and good stress distribution can be obtained inside the workpiece. The stress distribution range and agglomeration distribution are small. When cutting the model with random distribution, the variable degree of stress distribution increases because of the effect of particle size and distribution position, and the flow direction is more unstable. The stress distribution range is large and irregular in the matrix. Furthermore, the chip morphology is affected by the state of SiC particles in the matrix.
3.2 Chip formation
Studying the stress distribution patterns in the matrix of the two models is important to understand the chip morphology during processing of metal-reinforced matrix composites. The particle size and distribution affect stress distribution during machining. Figure 6 shows the process of chip formation in Fig. 4.

Chip formation during machining of SiCp/Al MMCs with micron-sized particles of the same size
During machining, the cutting tool tip contacts the substrate first, and the stress appears and weakens upward along with the cutting tool tip. Microscopic cracks are found above the interface of SiC particles with uneven stress distribution (Fig. 6a). As the tool advances, given the confinement behavior of the particles, the stress will concentrate between the reinforcing particles and the matrix, forming a highly concentrated region of stress, which promotes the continuous initiation of cracks in the matrix and the expansion of the upper surface of the workpiece (Fig. 6b–c). The initial crack formation is due to the high plastic strain field around the SiC-reinforced particles (Fig. 9). At the initial stage of contact between the cutting tool tip and the workpiece, a highly concentrated plastic strain field is formed at the cutting tool tip. Figure 9a shows the location of the initial occurrence of high strain and its extension path. In the uniform distribution of particles, the initial strain forms a narrow strain band between two particles in the matrix. Given the plastic deformation ability of the matrix material and the inability of the particles, the high-strain field appears around the circular particles and extends to the matrix along the high-strain field around the particles. A slender strain field region is formed, and a high-stress field is also found at the crack site of the matrix. Under tool and matrix extrusion, the stress at the particle interface accumulates, and along with the highly concentrated plastic strain field, the cracks continuously initiate and develop. Figure 6d shows the shape of the fragment. The results show that the processing behavior is primarily controlled by plastic deformation. Figure 9b shows a simulated image of a continuous fragment with a serrated appearance. The chip continuity of the uniform model is good. This result is attributed to the uniform distribution of same-size particles in the matrix. Figure 7 shows the state after chip formation in Fig. 5.

Chip formation during machining of SiCp/Al MMCs with micron-sized particles of different sizes
In MMCs with randomly distributed particles, cracks appear at the interface of large particles and extend to the upper surface of the matrix (Fig. 7a–c). The mechanism of crack formation in the two models is the same because of the stable constraint behavior of particles, resulting in the high stress at the interface, separation of particles from the matrix, appearance and propagation of cracks, and promotion of chip fragmentation. However, in the model with the same particle size and uniform distribution, less cracks appear. By contrast, in the model with different particle sizes and random distribution, more cracks appear, and the distribution is irregular, which is attributed to the different SiC particle sizes and random distribution of location. Compared with the matrix of small particles, the high possibility of large particles may cause critical size defects, and it is more prone to cracking and rupturing the material at failure. Figure 7d shows the chip fracture of the random model, and the randomness of particle size and distribution leads to poor chip continuity in the random model. Cracks are primarily due to the particle. The emergence of the initial crack simulated by the two models is consistent with the formation mechanism of the final crack, which is consistent with the results in Fig. 11a. As shown in Figs. 9b and 10c, three situations are observed. First, the particles are wrapped inside the chip. Second, matrix–tool contact is found. Third, a matrix, particle, and tool three-phase contact is observed. Figure 11b verifies the correctness of the simulation.
Discontinuity in the saw tooth structure of chips was produced in the actual processing of aluminum-based silicon carbide composites (Fig. 8). The chip continuity obtained by the random model is poor, which is consistent with the discontinuous chip shown in Fig. 8. The random model can simulate the chip morphology of the workpiece more accurately than the uniform model.

SEM images of chips obtained from machining SiCp/Al MMCs [26]
The sawtooth-layered chip is primarily due to the high-strain band generated at the particle interface. Figure 10a shows the appearance of the initial strain of the random model. The initial strain gathers at the interface of the large particles and at the tool rake face, and the shape is irregular. As shown in Figs. 9b and 10b–c, the strain band presents banded and layered characteristics, which is combined with the shape of the chip layer area. Teng et al. [25] reported a similar phenomenon in the study of Mg-based SiC micro-cutting. The shear bands of MMC chips are broken during formation. The results show that the presence of particles affects the stress distribution model and integrity of the shear band [29]. The addition of particles dramatically changes the shape of the stress field in the matrix. The high local stress causes matrix cracking in the matrix material around the SiC-reinforced particle [30]. The particles in the chip are broken, and voids appear around the particles, which bond together and form microcracks along the shear zone, leading to fracture and piecewise fragmentation. Mechanisms of chip formation are initiated by voids or cracks in the matrix material [31]. Analyzing the chip formation in the two metal matrix composite models, good chips can be obtained by uniformly distributing same-size particles in the matrix. This result is attributed to the uniform distribution of same-size particles in the matrix. The chip continuity obtained by the random model is poor; the random model can simulate the chip morphology of the workpiece more accurately than the uniform model (Fig. 11).

Relationship between plastic strain distribution and chip in the machining of SiCp/Al MMCs with micron-sized particles of the same size

Relationship between plastic strain distribution and chip in the machining of SiCp/Al MMCs with micron-sized particles of different sizes

Chip formation in the machining of SiCp/Al composites. a Chip morphology and chip crack. b Chip inner surface in contact with the tool rake face [28]
3.3 Tool–particle interaction
The results show that the particle size and distribution on the chip formation mechanism are considerable, and the final chip morphology is greatly affected. In addition, it affects the tool–particle interaction. SiC particles have high hardness and brittleness, and they are the basis of many tool materials, which will lead to tool wear [32]. Figures 12 and 13 illustrate the tool–particle interaction for machining metal matrix composites of the same-size uniform distribution and random particle size and distribution.

Microparticles are interacting with the cutting tool in SiCp/Al MMCs with ordered distribution of particles

Microparticles are interacting with the cutting tool in SiCp/Al MMCs with random particle distribution
As shown in Fig. 12a, high local stress occurs in the tool particle contact area because the particles in the matrix limit the flow and expansion of stress, leading to the occurrence of stress concentration; thus, the particle interface produces high compression stress. Moreover, the two MMCs during processing are the same. Given the poor fluidity of the particles in the matrix, compared with the MMCs with random distribution, when the particles are orderly distributed in the matrix, the particles still show an array state during cutting, and no large-scale migration of the particles is found in the matrix. When the tool interacts with the particles directly, the particles are broken, and the integrity could not be maintained. Furthermore, the particles are debonded, resulting in pits on the machined surface. Then, they are embedded in the chip and slide along the front surface of the tool, accompanied by the existence of a high-stress local area (Fig. 12b), resulting in tool wear. Some intact particles are squeezed inside the workpiece surface (Fig. 12c). The fracture of particles in the cutting path may lead to surface degradation (Fig. 12d).
As shown in Fig. 13a–b, despite the sizes of the particles are different, the maximum load is carried when the tool starts to work. When the tool contacts the particles, cracks appear at the particle interface, and then the particles are chopped. The broken particles are distributed along the tool rake face (Fig. 13c–d). As shown in Fig. 13e, when the tool passes over the particles, the stress layers distributed around the particles are superimposed, and the particles remain under the maximum stress, and the stress distribution around the particles is uneven. Figure 13f–h shows the failure behavior of particles in detail. The particles begin to fracture under the tool’s action, and the fragments gradually leave the machined surface, leaving a cavity on the surface. The formation of a single small cavity on the workpiece surface can be attributed to the SiC particles being pulled out from the matrix or moving and rotating in the matrix with the tool’s advance. With the movement of the tool, some SiC particles in the matrix will move horizontally along the cutting direction in the highly deformed matrix and do not directly contact the cutting edge.
Figure 14 shows in detail the evolution of cutting forces with the cutting process. The cutting force fluctuation of random MMCs with different particle size distribution is irregular and large. According to the literature [33], the fluctuation of experimental cutting force is more volatile compared with uniform models. When the tool interacts with particles, the required cutting force changes with the different states of particles during machining. The cutting force increases when the particles are debonded and decreases when the aluminum matrix is cut. When the main shear band moves horizontally through the particles, the von Mises stress on the matrix elements around the particles decreases. With the movement of particles and the surrounding matrix, the constraint behavior of the plastic stress flow of particles is no longer dominant. During cutting, the force required in cutting materials will be relieved, and the cutting force fluctuation will reach 0 N. In the random distribution model, given the different particle sizes encountered in the path of tool–particle interaction and the random number of particles caused by the particle distribution mode, the cutting force fluctuates violently, and the fluctuation trend is unpredictable. However, in the uniform distribution model of particles of the same size, the cutting force slightly fluctuates. The interaction between the tool and particle workpiece is an important factor of tool wear. From the perspective of tool life, the size among reinforced particles should be same, and their distribution position should be uniform and in order, which can improve tool service life.

Cutting forces obtained using finite element analysis
3.4 Machined surface morphology
When machining the two MMCs, the formation mechanism of the surface morphology of the workpiece is the same. The simulation results (Fig. 15) simulate the behavioral characteristics of reinforced particles in the workpiece during machining. Considering that the distribution of reinforcement particles in the original metal matrix-reinforced composites is not ideal, most of the reinforced particles have different shapes, sizes, and impurities. Given the size and distribution mode of reinforced particles in this study, the shape of reinforced particles is not considered in the two models. The particles are assumed to be round and have no impurities. The random models of different sizes and distribution of particles are closer to the actual materials under the same cutting parameters. As shown in Fig. 16, the behavior of reinforced SiC particles in the workpiece has the following characteristics. The mechanical properties include irregular and disordered scratches, pits on the surface of the workpiece, and some defects on the surface of the micro MMCs after processing, such as cavities, scratches, and debris particles embedded in the matrix. The damage distribution on the workpiece surface is irregular. During cutting of the uniform model, the particles located on the cutting path are chopped. The remaining particle fragments remain on the surface of the workpiece, and fixed spacing and a small number of surface damage are found (Fig. 15a). Whether it is the fragments carried away by the tool or the fragments embedded in the surface of the workpiece, it will undoubtedly be in the cutting process. As a sharp cutting edge, when the tool interacts with the workpiece, it leaves scratches on the surface of the tool and workpiece. As shown in Fig. 15b, large particles form large cavities, whereas small particles form small cavities. In addition, particle fragments are found. In the random model, the damage distribution of the workpiece surface is irregular. This result is attributed to the different particle sizes and random distribution. Comparing the two simulation results, when the particle size is the same and evenly distributed in the matrix, obtaining a good machined surface is important. Furthermore, the simulation surface of the random model is closer to the experimental results.

Simulated surface of machining SiCp/Al MMCs a with the same size and b with different sizes

SEM images of the machined surface (a and b) obtained from machining SiCp/Al MMCs [26]

Simulated surface of machining SiCp/Al MMCs (a) with the same size and (b) with different sizes.

SEM images of the machined surface (a and b) obtained from machining SiCp/Al MMCs [26].
4 Conclusion
This paper draws the following conclusions:
-
1.
The particle size and distribution in the matrix will lead to different particle restraint behavior and affect the stress flow of the workpiece. The agglomeration of stress distribution obtained by the uniform distribution of same-size particles in the matrix is higher than that obtained by random particle distribution. The uniform model can obtain good stress distribution.
-
2.
When the reinforced particles of the same size are uniformly distributed in the matrix, the chip continuity of the workpiece is good, and the fluctuation of cutting force is small. It is beneficial to the service life of the tool. And the same size and uniform distribution of particles are important to obtain a good machined surface.
By establishing a simulation model to study the cutting process of SiCp/Al MMCs, more accurate simulation results can be obtained considering the distribution and size of particles in the matrix. This model considers the size and distribution mode of the particles, which is closer to the distribution mode of the particles in the matrix in the real workpiece. Simulation analysis provides a comprehensive understanding of the processing of particle-reinforced MMCs.
References
Miller WS, Humphreys FJ (1991) Strengthening mechanisms in particulate metal matrix composites. Scr Metall Mater 25:33–38
Wang Z, Chen T-K, Lloyd DJ (1993) Stress distribution in particulate-reinforced metal-matrix composites subjected to external load. Metall Trans A 24:197–207
Kapoor R, Vecchio KS (1995) Deformation behavior and failure mechanisms in particulate reinforced 6061 Al metal-matrix composites. Mater Sci Eng A 202:63–75
Monaghan J, Brazil D (1997) Modeling the sub-surface damage associated with the machining of a particle reinforced MMC. Comput Mater Sci 9:99–107
Ramesh MV, Chan KC, Lee WB (2001) Cheung CF (2001) Finite-element analysis of diamond turning of aluminium matrix composites. Compos Sci Technol 61:1449–1456
Zhu Y, Kishawy HA (2005) Influence of alumina particles on the mechanics of machining metal matrix composites. Int J Mach Tools Manuf 45(4-5):389–398
Zong BY, Zhang F, Wang G, Zuo L (2007) Strengthening mechanism of load sharing of particulate reinforcements in a metal matrix composite. J Mater Sci 42(12):4215–4226
Ozben T, Kilickap E, Çakır O (2008) Investigation of mechanical and machinability properties of SiC particle reinforced Al-MMC. J Mater Process Technol 198(1-3):220–225
Pramanik A, Zhang LC, Arsecularatne JA (2007) An FEM investigation into the behavior of metal matrix composites: tool–particle interaction during orthogonal cutting. Int J Mach Tools Manuf 47(10):1497–1506
Zhou L, Huang ST, Wang D, Yu XL (2010) Finite element and experimental studies of the cutting process of SiCp/Al composites with PCD tools. Int J Adv Manuf Technol 52(5-8):619–626
Mazahery A, Abdizadeh H, Baharvandi HR (2009) Development of high-performance A356/nano-Al2O3 composites. Mater Sci Eng A 518(1-2):61–64
Shiganov IN, Samarin PE (2015) Modelling the process of formation of a composite coating with SiC particles on the surface of aluminium alloys under the effect of powerful laser radiation. Weld Int 30(5):378–382
Dandekar CR, Shin YC (2009) Multi-step 3-D finite element modeling of subsurface damage in machining particulate reinforced metal matrix composites. Compos Part A: Appl Sci Manuf 40(8):1231–1239
Zhou L, Wang Y, Ma ZY, Yu XL (2014) Finite element and experimental studies of the formation mechanism of edge defects during machining of SiCp/Al composites. Int J Mach Tools Manuf 84:9–16
Aghababaei R, Joshi SP (2013) Micromechanics of crystallographic size-effects in metal matrix composites induced by thermo-mechanical loading. Int J Plast 42:65–82
Lai X, Li H, Li C, Lin Z, Ni J (2008) Modelling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. Int J Mach Tools Manuf 48(1):1–14
Yakup T, Ci H, Ismail Ş, Tayfun F (2011) Study of cutting force and surface roughness in milling of Al/Sic metal matrix composites. Sci Res Essays 6(10):2056–2062
Wang B, Xie L, Chen X, Wang X (2015) The milling simulation and experimental research on high volume fraction of SiCp/Al. Int J Adv Manuf Technol 82(5-8):809–816
Wang T, Xie L, Wang X (2015) Simulation study on defect formation mechanism of the machined surface in milling of high volume fraction SiCp/Al composite. Int J Adv Manuf Technol 79(5-8):1185–1194
Umer U, Ashfaq M, Qudeiri JA, Hussein HMA, Danish SN, Al-Ahmari AR (2015) Modeling machining of particle-reinforced aluminum-based metal matrix composites using cohesive zone elements. Int J Adv Manuf Technol 78(5-8):1171–1179
Ghandehariun A, Kishawy HA, Umer U, Hussein HM (2015) Analysis of tool-particle interactions during cutting process of metal matrix composites. Int J Adv Manuf Technol 82(1-4):143–152
Ghandehariun A, Kishawy HA, Umer U, Hussein HM (2015) On tool–workpiece interactions during machining metal matrix composites: investigation of the effect of cutting speed. Int J Adv Manuf Technol 84(9-12):2423–2435
Dabade UA, Jadhav MR (2016) Experimental study of surface integrity of Al/SiC particulate metal–matrix composites in hot machining. Procedia CIRP 41:914–919
Ghandehariun A, Nazzal M, Kishawy HA, Umer U (2016) On modeling the deformations and tool-workpiece interactions during machining metal matrix composites. Int J Adv Manuf Technol 91(5-8):1507–1516
Teng X, Huo D, Chen W, Wong E, Zheng L, Shyha I (2018) Finite element modelling on cutting mechanism of nano Mg/SiC metal matrix composites considering cutting edge radius. J Manuf Process 32:116–126
Teng X, Chen W, Huo D, Shyha I, Lin C (2018) Comparison of cutting mechanism when machining micro and nano-particles reinforced SiC/Al metal matrix composites. Compos Struct 203:636–647
Zhou L, Cui C, Zhang PF, Ma ZY (2017) Finite element and experimental analysis of machinability during machining of high-volume fraction SiCp/Al composites. Int J Adv Manuf Technol 91:1935–1944
Duan C, Sun W, Fu C (2018) Modeling and simulation of tool-chip interface friction in cutting Al/SiCp composites based on a three-phase friction model. Int J Mech Sci 142:384–396
Unterweger K, Kolednik O (2005) The local deformation behaviour of MMCs—an experimental study. Z Met 96(9):1063–1068
El-Gallab MS, Sklad MP (2005) Machining of aluminum/silicon carbide particulate metal matrix composites Part IV. Residual stresses in the machined workpiece J Mater Process Technol 152:23–34
El-Gallab M, Sklad M (1998) Machining of Al/SiC particulate metal matrix composites Part II:Workpiece surface integrity. J Mater Process Technol 83:277–285
Looney LA, Monaghan JM, O'Reilly P, Taplin DMR (1992) The turning of an A1/SiC metal-matrix composite. J Mater Process Technol 33:453–468
Fathipour M, Zoghipour P, Tarighi J, Yousefi R (2012) Investigation of Reinforced Sic Particles Percentage on Machining Force of Metal Matrix Composite. Mod Appl Sci 6:9–20
Availability of data and materials
The material and data in this paper are obtained by software simulation and quoting other people’s experimental data.
Author information
Authors and Affiliations
Contributions
XZ analyzed and verified the usability and accuracy of the model. YC analyzed comparison of the cutting mechanism of different aluminum-based silicon carbide composites and the effect of silicon carbide particle size and distribution on the machining process. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval
The research field of this article is the field of machining and does not involve any ethical issues (not applicable).
Consent to participate and consent for publication
All authors agree to contribute and publish articles. And the data of others in this article have been copyrighted.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chen, Y., Zhang, X. Study on the cutting mechanism of SiCp/Al considering particle size and distribution. Int J Adv Manuf Technol 115, 1211–1225 (2021). https://doi.org/10.1007/s00170-021-07225-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07225-w