
Abstract
Small-batched metal plates with free-form surfaces are widely used in different manufacturing industries; however, it is unrealistic to produce such metal plates based on traditional die stamping and rolling processes. Over the last few decades, numerous efforts have been adopted to produce the metal plates with free-form surfaces with acceptable quality, efficiency, and cost through flexible forming processes. In the present paper, a heat-assisted incremental bending process was proposed to manufacture metal plates with large unsymmetrical curvatures. The test metal plates were supported by some hydraulic cylinders, and the punch moved up and down to press the metal plates according to the loading path determined by the minimum energy method. In addition, an induction heating system was applied to heat the metal plates at the punching position. One objective metal plate with large unsymmetrical curvature is deformed based on the heat-assisted incremental bending experiments. The obtained results indicate that the proposed thermo-mechanical flexible forming process could produce complex metal plates with good accuracy and high efficiency.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In the era of industry 4.0, individual demands for industrial manufacturing have gained great attention, and small-batched metal plates with free-form surfaces are widely used in different advanced manufacturing fields, including aerospace, automobile, and shipbuilding. The traditional rolling process is an effective bending method to produce metal plates with a single curvature, and flexible rolling processes [1, 2] are used to manufacture doubly-curved metal plates. However, for metal plates with unsymmetrical curvatures, the abovementioned rolling processes have obvious limitations.
Die stamping is another widely applied manufacturing process for sheet metal plates. However, it is unrealistic to produce small-batched metal plates based on the traditional die stamping method because of the huge manufacturing cost of specific die tools for each type of small-batched metal plate.
Over the last few decades, numerous flexible die-less metal forming processes have been developed to manufacture small-batched metal plates with free-form surfaces, and one of the widely used flexible forming methods is the single-point incremental sheet forming process [3], which uses a single-point forming tool to deform a metal plate locally based on the pre-programmed numerical control of a computer. The single-point incremental sheet metal forming process generally has a low tooling cost and enhanced formability; however, the surface quality of deformed metal plates is unsatisfactory due to the large friction between metal plates and the forming tool [4]. Moreover, this method is more suitable for thin metal plates. Li et al. [5] first proposed the multi-point forming (MPF) technology. In this method, integral dies used in the traditional die-stamping process are replaced by reconfigurable sub-dies; hence, the shape of each die can be changed by adjusting the height of each sub-die. Saddle-shaped thick plates are generally produced by the MPF process [6]; however, deformed metal plates usually have obvious indentation and wrinkling problems. Zhang et al. [7] developed a multi-point sandwich forming technique using polyurethane instead of traditional dies. This novel forming process could effectively reduce the manufacturing time and cost as well as surface defects. The aforesaid die-less multi-point forming processes can deform metal plates by controlling the movement of each discrete sub-die; however, the machining load required in these techniques is huge. Moreover, the online measurement accuracy also needs to be improved to better control the equipment. In order to reduce the forming force, our research team [8] has developed a novel incremental bending process in which the punch tool moves up and down to press the blank at different locations with different punching depths. The loading path is determined by the minimum energy method [9]. As the boundary of a metal plate is not fully constrained, the forming force is theoretically reduced. In our previous study [10], metal plates with small curvatures were successfully obtained.
In the aforementioned flexible cold forming processes, the deformation resistance of metal plates is very large; thus, the corresponding springback behavior is relatively huge. Hence, it is difficult to achieve free-form surfaces with large unsymmetrical curvatures by these processes.
Forming at elevated temperatures is a feasible solution to improve the formability and reduce the springback behavior of sheet metals. Several approaches have been proposed to deform metal plates at elevated temperatures. For example, in the shipbuilding industry, the line heating method is often used to manufacture ship plates with complex curvatures [11]. In this method, an oxyacetylene flame is generally used as the heating source. Flame heating has the advantages of simple equipment, small volume, and flexible operation; however, the flame heating accuracy is low, the pollutant emission is large, and the working environment is poor, restricting the further development of modern shipbuilding. In recent years, multifarious new heating methods have been applied to produce free-form surfaces. For example, laser heating uses the force of a high amplitude shock wave induced by a laser to cause plastic deformation [12]. The temperature field of the laser heating method is controllable; however, laser generators are expensive and difficult to be maintained. Resistance heating (or self-resistance heating) uses the Joule effect of electric current passing through a metal plate to induce plastic deformation [13]. The energy efficiency of resistance heating is high; however, it may cause local overheating problems in metal plates with irregular sections or notches. Electromagnetic induction heating uses high-frequency alternating current generated by an alternating electromagnetic field to heat metal plates [14]. In comparison to flame heating, the electromagnetic induction heating method has a good controllability and requires a higher heating temperature. Moreover, in comparison to laser heating, the cost of electromagnetic induction heating is lower; hence, the electromagnetic induction heating method has great application potential in various fields.
Generally speaking, the aforesaid heat-assisted forming processes rely on the internal thermal stress instead of mechanical forces to realize the bending deformation of metal plates. However, the deformation of sheet metals by thermal stress is quite small, and the deformation efficiency is also relatively low. In order to efficiently deform metal plates with large curvatures, different heating methods are combined with various flexible forming processes.
Kant and Joshi [15] carried out numerical simulations on an AZ31B magnesium alloy plate under the synergistic effects of laser radiation and mechanical loading and found that the proposed thermo-mechanical coupling method significantly increased the maximum bending angle of the metal plate. Gisario et al. [16] studied the springback behavior of Grade 2 CP titanium alloy and AA 7075 T6 aluminum alloy sheets produced by a laser heating-assisted bending process and reported that the fracture risk under large bending angles and the springback behavior of the metal plates were effectively reduced. In recent years, in order to further improve the formability of metal plates in single-point incremental forming processes, innovative thermal-assisted incremental forming processes have been developed [17]. For example, Li et al. [18] introduced ultrasonic vibration into a single-point incremental forming process and proved that ultrasonic vibration caused a dislocation slip in the metal internal lattice structure, reduced the forming force, and improved the surface quality and forming limit of sheet metal parts. Chen et al. [19] heated a metal plate using the friction between the rotary forming tool and the plate, thus softening the metal plate and improving its formability. However, when process parameters were unsuitable, serious surface cutting or fish scale surface defects occurred on the plates. Duflou et al. [20] applied a laser beam to heat metal plates and noticed improved formability. Fan et al. [21] studied the incremental forming process of Ti-6Al-4 V titanium and AZ31 magnesium alloy plates by electric heating. It was found that the current flowing through the tool head and the metal plates increased the local temperature and improved the formability. However, it was also found that this method caused electric sparks between the tool and the metal plates, inducing serious tool wear [22].
Most of the aforementioned metal forming methods are still in the experimental research stage, and they have unavoidable disadvantages in the deformation of metal plates with large unsymmetrical curvatures. In the present study, aimed at the deformation of metal plates with large unsymmetrical curvature, the heat-assisted incremental bending process is proposed and investigated to reduce the springback behavior and improve the formability of the metal plates. In order to provide a comprehensive understanding of this thermo-mechanical flexible metal forming process, basic forming theories, including the thermo-mechanical loading method and the loading path determination method, were introduced. Moreover, corresponding experiments were carried out to verify the effectiveness of the proposed forming process.
2 Deformation theory description
2.1 Deformation principle and loading path determination method
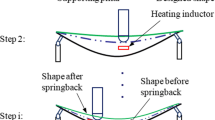
Heat-assisted incremental bending is generally used to manufacture different types of metal plates, especially metal plates with complex shapes and large curvatures. This thermo-mechanical flexible forming process is proposed based on the incremental forming principle. The traditional incremental forming is mainly applied to thin sheet forming, and the traditional incremental bending is generally used for the deformation of large and thick metal plates. During the incremental bending process, the punch actions on some specific points instead of the whole surface of the blank to reduce the punching force. The deformation rule in the incremental bending process is based on the Euler-Bernoulli beam bending theory (as shown in Fig. 1). During this process, a metal plate is supported by several supporting pillars at its edges. The metal plate is then punched continuously step by step at different positions with different punching depths until it achieves the desired shape. It should be noted that for the sheet metal blank, there is obvious springback behavior after each punching process, so the shape of the deformed plate is quite different from the theoretical shape based on Euler-Bernoulli beam theory. So heating method (i.e., adding an induction heating system) is used to reduce the influence of springback on the deformed shape of the blank; therefore, the heat-assisted incremental bending process was proposed in this paper.

Schematic illustration of the heat-assisted incremental bending process
For a die-less incremental bending process, the loading trajectory is very important to achieve high machining precision and efficiency. According to the previous study [23], the minimum energy method is used to optimize the loading path. As shown in Fig. 1, the detailed explanation on the minimum energy method is as follows:
-
1.
Determine the positions of the supports and the reference distance first.
-
2.
Calculate the distance between the current shape and the objective shape.
-
3.
Find the point on the blank with the maximum distance.
-
4.
If the maximum distance is larger than the reference distance, adopt the point with the maximum distance as the next punching position.
-
5.
Punch the blank at the point with the maximum distance to the specific punching depth.
-
6.
Repeat 2–5 until all the maximum distances are smaller than the reference distance.
2.2 Strip connection theory
As shown in Fig. 2, during the incremental bending process, the metal plate was discretized into a series of strips, and each strip was bent as a beam. In order to describe the relationship between the strips, the influence parameter kij between differentstrips is introduced, where i,j are the numbers of the strips. The detailed description of the strip connection theory and the corresponding equation are given in in our previous study [23].

Schematic illustration of discretized strips and influence coefficient k
When kij = 0, the influence between different strips is zero. Moreover, the larger the kijvalue is, the bigger the influence is. From the practical point of view, for the forming of single curvature plates, kij can be defined as 0. However, during the forming of variable curvature plates, the influence among different strips becomes large with the change of the punching position and depth, resulting in reduced forming accuracy. Therefore, it is crucial to reduce the influence among different strips. Based on the experimental observation, the influence among different strips could be reduced by adding auxiliary supports and enhancing the heating temperature.
3 Experimental procedure
3.1 Experimental setup
Based on the forming principle shown in Fig. 1, an incremental bending prototype with the maximum punching force of 20 kN was built. As shown in Fig. 3, the prototype machine consisted of a punching tool, 4 × 3 supporting pillars, a control system, and a visual inspection system. In addition, a robot and an induction heating system were also introduced. The dimension of the machine was 1750 mm × 1750 mm × 1950 mm. The visual inspection system was used to measure the shape data of the workpiece. The induction heating system was composed of a high-frequency induction heating equipment, an infrared temperature controller, and an infrared radiation thermometer. The robot was used to clamp the infrared temperature controller.

Experimental setup of the heat-assisted incremental bending process
3.2 Flexible supporting system
The flexible supporting system plays a key role in the incremental bending forming process. As shown in Fig. 4, the flexible supporting system was composed of 4 × 3 supporting pillars. Each supporting pillar consisted of an electromagnet or a screw, a rotatable head, and a lifting pillar. During the incremental bending process, the metal plates were fixed on the rotatable supporting head by these screws or electromagnets. When the metal plates were bended under the action of the punch, the supporting head can rotate around the center of the ball (as shown in Figs. 4 and 5) with the blank to realize bending dominated deformation. Each lifting pillar was independently driven up and down by a servo motor so that their heights could be adjusted to adapt to the deformation of the workpiece during the forming process.

Without auxiliary supports

With auxiliary supports
Due to the discrete matrix arrangement and height-adjustable supporting pillars, flexible and multifunctional supports were provided by the flexible supporting system to workpieces with different shapes; in other words, the supporting pillars were divided into fixed supporting pillars and auxiliary supporting pillars. For single curvature plates and variable curvature plates, the fixed supporting pillars were located at four corners of the matrix, and their heights remained unchanged during the incremental bending process (Fig. 4). In order to improve the forming accuracy of the larger complex meal plates, auxiliary supporting pillars should be used. The heights of the auxiliary supporting pillars (central supporting pillars) were adjusted in advance according to the designed shape, and the workpiece was held by the fixed supporting pillars (Fig. 5).
3.3 Experimental preparation
In the present study, metal plates with unsymmetrical curvatures were deformed by the equipment shown in Fig. 3. In order to reduce the influence among different strips and the springback behavior, the heat-assisted incremental bending experiments with auxiliary supports were carried out. The influences of auxiliary supports and heating temperature on the deformation behavior of metal plates were investigated. Moreover, optimal process parameters were detected to improve the forming accuracy of metal plates with unsymmetrical curvatures.
Mild steel Q235 was used in the current experiment. The yield stresses and elastic moduli of the mild steel at different temperatures are presented in Fig. 6 [24]. It is noticeable that the yield stress and elastic modulus of the mild steel decreased with the increase of the heating temperature. In our previous study [25], the influence of the heating temperature on the springback behavior of the strip is discussed based on theoretical study, numerical simulation, and experiments. It is shown that the springback behavior of the strip is reduced by enhancing the heating temperature. When the temperature is up to 500 °C, there is almost no springback. According to the springback behavior of the strips under different temperatures, the heating temperature for the metal plates with unsymmetrical curvatures in this study is determined. The dimension of each metal plate was 440 mm × 330 mm × 3 mm. The plates were fixed on supporting cylinders by four screws to prevent them from sliding, and an infrared radiation thermometer was used to measure the temperature of the plate at the punching position. The feed speed of the stamping tool was 100 mm/min. The experimental arrangement was presented in Table 1, and it included two types of supporting states (with auxiliary supports and without auxiliary supports) (Figs. 4 and 5) and three different temperatures (room temperature, 250 °C, and 500 °C). It should be noted that the induction heating system was applied to the opposite side of the metal plates to the punch.

Yield stresses and elastic moduli of the mild steel at different temperatures [24]
The objective metal plate with an unsymmetrical curvature is displayed in Fig. 7a. According to the strips connection theory, the objective metal plate was simply discretized into three parallel strips along the x-direction with a spacing of 110 mm along the y-direction. The loading paths for these three strips were then calculated based on the minimum energy principle without considering the effect of springback. It is evident from Fig. 8a that the loading paths of these three strips were significantly different from each other, and the optimal loading path of each strip was related to their specific shapes. Figure 8b shows the plane illustration of punching positions, punching sequence, and direction for the incremental bending process, in which the blue points represent punching points and the punching sequence is marked by numbers, 1, 2, 3, and 4.

Unsymmetrical variable curvature metal plate bending: a designed surface and b curve of the three strips

Punching trajectories for the unsymmetrical variable curvature metal plate: a 3D illustration of punching points, b Plane illustration of punching sequence and direction
Based on the loading paths shown in Fig. 8, the heat-assisted incremental bending experiments were carried out. Figure 9 presents the actual experimental states. The punching tool first moved down to press the metal plate to a specific depth at the punching position, then the punching position was heated linearly to the designed temperature by the heating inductor, and finally, the punching tool moved back after the completion of the heating process.

Experimental plates under different states: a initial state, b middle punching state, c middle heating state, and d final state
4 Results and discussion
The present study aimed at finding the optimal loading method for metal plates with unsymmetrical curvatures. In the current section, the influences of auxiliary supports and heating temperature on the deformation behavior of metal plates during the heat-assisted incremental bending processes were investigated and compared.
4.1 Influences of heating temperature on the deformation behavior of metal plates with unsymmetrical variable curvature
Heat-assisted incremental bending experiments at different heating temperatures were conducted without using auxiliary supports. In each experiment, the whole forming process took no more than 20 min, and the corresponding results are presented in Fig. 10, where UVCPRT is the abbreviation of the unsymmetrical variable curvature plate at room temperature, and UVCPH is the abbreviation of unsymmetrical variable curvature plate with heating. No obvious indentation was detected on the deformed metal plates; hence, their surface qualities were quite acceptable.

Comparison of bent parts without auxiliary supports at three different heating temperatures
After each experiment, a 3D optical scanning system was used to obtain the shapes of the bent metal plates. The geometrical curves for the three discrete strips at room temperature were obtained, and a comparison between the designed and experimental curves was made (Fig. 11a). Figure 11b presents the errors between the measured strips and designed strips at room temperature, and a huge difference between the designed and experimental shapes was detected. The maximum error of about 20 mm occurred around Y = – 110 mm or Y = 110 mm. The error around Y = –110 mm could be attributed to the influence of the other two strips, and the error around Y = 110 mm occurred from a large springback. So the experimental results without considering the temperature or the auxiliary supports prove that the influence between adjacent strips on the final deformed plates is huge and cannot be ignored directly.

Experimental results for unsymmetrical variable curvature metal plate bending without auxiliary supports at room temperature: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
Figure 12 displays the experimental results of the deformed plate at the heating temperature of 250 °C. In comparison to the case deformed at room temperature (as shown in Fig. 11), the springback of the metal plate at 250 °C was reduced. Hence, the forming accuracy was improved around Y = 110 mm, and an opposite phenomenon was noticed around Y = –110 mm. Especially for the strip around Y = 0 mm, there, the deformed shape is almost the same as that of the designed one.

Experimental results for unsymmetrical variable curvature metal plate bending without auxiliary supports at 250 °C: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
Figure 13 presented the experimental results of the deformed plate at the heating temperature of 500 °C. In comparison to the case heated at 250 °C, the curvatures of the experimental data around Y = 110 mm were more close to those of the designed data; it happened because the springback of the deformed plate was further reduced. The maximum error was found around Y = –110 mm; however, the global error was still large. The deformation error was caused not only by the springback behavior of the metal plate but also caused by the non-negligible non-zero kij between different strips when using strips connection theory to deform the metal plates with unsymmetrical curvature.

Experimental results for unsymmetrical variable curvature metal plate bending without auxiliary supports at 500 °C: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
Therefore, it is clear that the forming accuracy of the large unsymmetrical curvature metal plates and without auxiliary supports was unsatisfactory. Elevated temperatures significantly reduced the springback behavior of the metal plates; however, the influence between each strip was not effectively reduced. Hence, other methods should be adopted to solve this problem.
4.2 Influences of auxiliary supports on the deformation behavior of metal plates with unsymmetrical variable curvature
In this section, the heat-assisted incremental bending experiments with auxiliary supports at three different heating temperatures were conducted and investigated.
Figure 14 displays the deformed metal plates with auxiliary supports at different heating temperatures, where UVCPASRT is the abbreviation of unsymmetrical variable curvature plate with auxiliary supports at room temperature and UVCPASH is the abbreviation of unsymmetrical variable curvature plate with auxiliary supports and heating. The surface qualities of the plates were also quite acceptable. It is noticeable that the curvatures of the metal plates around Y = 110 mm increased with the increase of the heating temperature.

Comparison of deformed metal parts with auxiliary supports at three different heating temperatures
Figure 15 presents the experiment results for the large unsymmetrical curvature metal plates with auxiliary supports at room temperature. In comparison to the case without auxiliary supports, the forming accuracy was greatly improved. It happened because the auxiliary supports restricted the supererogatory plastic deformation around Y = –110 mm, consequently, the influence between adjacent strips was reduced. Moreover, the intensity of plastic deformation under the auxiliary supports increased around Y = 110 mm, leading to a decrease in springback. However, an error of about 16 mm occurred around Y = 110 mm.

Experimental results for unsymmetrical variable curvature metal plate bending with auxiliary supports at room temperature: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
Figure 16 presents the experiment results for the unsymmetrical curvature metal plates with auxiliary supports at 250 °C. In comparison to the case at room temperature, an improvement in the forming accuracy was detected, and it happened because the rising temperature resulted in a decrease in springback behavior. However, there is still huge difference between the designed shape and the experimental one. If we need to achieve the designed metal plates under 250 °C, the springback compensation should be considered by changing the loading paths.

Experimental results for unsymmetrical variable curvature metal plate bending with auxiliary supports at 250 °C: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
Figure 17 exhibits the experiment results for the metal plates with unsymmetrical curvatures and auxiliary supports at 500 °C, and a very good consistency between the experimental and designed shapes was obtained. An average error of around 2 mm, which is smaller than the thickness of the metal plates (3 mm), was detected. Therefore, the springback behavior of the metal plates was almost reduced to zero at 500 °C, and the influence between different strips on the deformation shape can be regarded as zero. Hence, the synergistic influence of auxiliary supports and heating reduced the influence among neighboring strips and the springback of the metal plates.

Experimental results for unsymmetrical variable curvature metal plate bending with auxiliary supports at 500 °C: a geometrical curves for the three discrete strips; b error between the measured and designed strip curves
5 Conclusions
In the present paper, a novel heat-assisted incremental bending process was presented to deform the metal plates with unsymmetrical curvatures. During this thermal-force forming process, the punch moved up and down to press the metal plates several times to different depths at different positions according to the loading path determined by the minimum energy method. Meanwhile, the induction heating system was applied to heat the metal plates at the punching position. Experiments were carried out under different conditions, and the influences of heating temperature and auxiliary supports on the deformation behavior of the metal plates with unsymmetrical curvature were investigated. The main observations are summarized below.
-
1)
The elevating temperature significantly reduced the springback behavior of the metal plates. As the loading path was determined without considering the springback behavior, the induction heating method helped in improving the forming accuracy of a single strip.
-
2)
With the help of auxiliary supports, the influences of neighboring strips were restrained; thus, the geometrical accuracy of the deformed metal plates with unsymmetrical curvatures was greatly improved.
In our future study, the new loading trajectory and heating method will be applied to doubly curved metal plates that cannot be discretized into strips.
Availability of data and materials
All data generated or analyzed during this study are included in this published article.
References
Shim DS, Yang DY (2014) Multi-stage forming using optimized preform in the line array roll set process and its industrial application. Int J Precis Eng Manuf 15(10):2085–2092
Yoon SJ, Yang DY (2003) Development of a highly flexible incremental roll forming process for the manufacture of a doubly curved sheet metal. Cirp Ann-Manuf Techn 52(1):201–204
Matsuno K (1997) Recent research and development in metal forming in Japan. J Mater Process Technol 66(1-3):1–3
Li YL, Chen XX, Liu ZB, Sun J, Li FY, Li JF, Zhao GQ (2017) A review on the recent development of incremental sheet-forming process. Int J Adv Manuf Technol 92:2439–2462
Liu QQ, Lu C, Fu WZ, Tieu K, Li MZ, Gong XP (2012) Optimization of cushion conditions in micro multi-point sheet forming. J Mater Process Technol 212(3):672–677
Heo SC, Seo YH, Ku TW, Kang BS (2010) A study on thick plate forming using flexible forming process and its application to a simply curved plate. Int J Adv Manuf Technol 51:103–115
Zhang Q, Wang ZR, Dean TA (2008) The mechanics of multi-point sandwich forming. Int J Mach Tools Manuf 48(12-13):1495–1503
Dang XB, He K, Zhang FF, Zuo QY, Du RX (2019) Multi-stage incremental bending to form doubly curved metal plates based on bending limit diagram. Int J Mech Sci 155:19–30
Zhang FF, He K, Dang XB, Du RX (2018) Experimental and numerical study on one flexible incremental bending process. Int J Adv Manuf Technol 96(1):2643–2655
Zhang FF, Zhang J, Zuo QY, Dang XB, He K (2019) Experimental and numerical study on deformation behavior of doubly curved metal plates during incremental bending process. Int J Adv Manuf Technol 104(1-3):1–12
Lim HK, Lee JS (2017) On the material properties of shell plate formed by line heating. Int J Nav Arch Ocean 9(1):66–76
Shen H, Zhou WT, Wang H (2018) Laser forming of doubly curved plates using minimum energy principle and comprehensive strain control. Int J Mech Sci 145:42–52
Chu GN, Lin YL, Chen G (2016) A green line heating forming technology for ultra-thick plate. Int J Adv Manuf Technol 87:1977–1984
Wang JC, Yi B, Zhang CH, Zhou H, Shu YQ (2019) Experiments of double curvature plate bending with induction heating and processing parameters investigation by computational analysis. Ocean Eng 192:106596
Kant R, Joshi SN (2013) Finite element simulation of laser assisted bending with moving mechanical load. Int J Mech Manu Syst 6(4):351–366
Gisario A, Barletta M, Venettacci S (2016) Improvements in springback control by external force laser-assisted sheet bending of titanium and aluminum alloys. Opt Laser Technol 86:46–53
Liu ZB (2018) Heat-assisted incremental sheet forming: a state-of-the-art review. Int J Adv Manuf Technol 98:2987–3003
Li PY, He J, Liu Q, Yang MS, Wang QD, Yuan QL, Li Y (2017) Evaluation of forming forces in ultrasonic incremental sheet metal forming. Aerosp Sci Technol 63:132–139
Wang ZH, Cai S, Chen J (2020) Experimental investigations on friction stir assisted single point incremental forming of low-ductility aluminum alloy sheet for higher formability with reasonable surface quality. J Mater Process Technol 277:116488
Duflou JR, Callebaut B, Verbert J, Baerdemaeker HD (2007) Laser assisted incremental forming: formability and accuracy improvement. Cirp Ann-Manuf Techn 56(1):273–276
Fan GQ, Gao L, Hussain G, Wu ZL (2008) Electric hot incremental forming: A novel technique. Int J Mach Tool Manu 48(15):1688–1692
Adams DW (2013) Improvements on single point incremental forming through electrically assisted forming contact area prediction and tool development. Dissertation, Queen’s University Kingston, Ontario, Canada, November
Dang XB, He K, Li W, Zuo QY, Du RX (2017) Incremental bending of three-dimensional free form metal plates using minimum energy principle and model-less control. J Manuf Sci E T ASEM 139(7):071009
Safari M, Mostaan H (2016) Experimental and numerical investigation of laser forming of cylindrical surfaces with arbitrary radius of curvature. Alex Eng J 55:1941–1949
Wei B, Wei YN, Zhang FF, He K, Dang XB, Du RX (2021) Springback control and plastic deformation of metal plates with large curvature in heat-assisted incremental bending process. Int J Adv Manuf Technol 112:1483–1500
Funding
The research is supported by SIAT-CUHK Joint Laboratory of Precision Engineering, SIAT Innovation Program for Excellent Young Researchers (2019Y9G031), and Guangdong Basic and Applied Basic Research Foundation (2019A1515012035).
Author information
Authors and Affiliations
Contributions
Bo Wei wrote the paper and carried out the experiments; Feifei Zhang helped with the framework of the paper and provided data analysis; Kai He provided the experimental condition; Chenghui Zhou helped with the experiments; Ruxu Du contributed to the main idea of combining heat and incremental bending.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
All authors have read and agreed to the published version of the paper.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Wei, B., Zhang, F., He, K. et al. Heat-assisted incremental bending of metal plates with unsymmetrical curvatures. Int J Adv Manuf Technol 114, 3437–3448 (2021). https://doi.org/10.1007/s00170-021-07067-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-021-07067-6