
Abstract
Rotary draw bending of tubes allows repeatable and accurate manufacturing with narrow bending radii and high production rates, thanks to modern CNC controlled electrical machines. However, springback still represents one the main issues especially in small production batches or when the geometrical and mechanical properties of the raw profiles are not constant within the batch. In-process inertial measurements may allow the close-loop process control of the bending angle and, potentially, offer the possibility to compensate the springback by a real-time tuning of the bending. The paper focuses on a newly developed in-process measurement technique and presents an assessment of in-process inertial springback measurements. The springback of bent tubes is investigated as a function of the measurement gauge position and of the cross-section strain distribution along the bend.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Bent tubes are used in a wide variety of applications ranging from static (i.e. structural and connecting elements) to dynamic applications (i.e. aerospace and automotive), thanks to their excellent combination of stiffness [1] and lightness [2]. The wide variety of applications, geometries, and dimensions has determined the development of different tube bending technologies that can be basically distinguished on the basis of the geometrical accuracy and the production rate that they allow to obtain [3]. Among these, rotary draw bending (RDB) presents the highest accuracy and repeatability even with bends having narrow bending radii [4], and, in the last decade, has seen significant innovations of the machines, fostering the transition from traditional hydraulic actuators to faster and more accurate electrical motors, with augmented competitiveness in terms of productivity and efficiency [5]. However, similar to all bending processes, it may be dramatically affected by the springback, which represents one of the main factors that limits the process accuracy and repeatability.
Such phenomenon appears strictly related to both material parameters and tube cross-section geometry. Springback was analytically described in Al-Qureshi [6] as function of the strain distribution in the tube cross-section and the material elastic deformation range given by the Young modulus and yield strength. Further investigations regarded the role of the work hardening exponent [7], and the strain distribution in the tube cross-section [8] which appear to be strictly dependent on geometrical parameters, namely the outer diameter and the wall thickness. The latter was investigated in Zhan et al. [9] with focus on the effects of the bend geometry (i.e. the bending radius and bending angle), and the process parameters (like the die geometries and the machine kinematic parameters), showing that it has the largest impact on the springback angle.
Concerning the process modelling, a review of the scientific literature shows the availability of both analytical and numerical approaches to predict the springback angle. Initially, analytical approaches have been proposed to predict the springback angle under pure bending conditions: the elastic-perfectly plastic formulation initially used in Al-Qureshi [6] was later extended using a strain hardening material formulation [10, 11]. Since in RDB the tools superpose a tensile stress state to the pure bending, the neutral layer shifts from the mid-layer and a non-symmetrical distribution of the fibres’ strains over the cross-section is realized [12]. In addition, all these models are affected by uncertain and non-uniform boundary conditions typical of the real processes, which intrinsically influence their accuracy, and, consequently, limit their use to academic or didactical pursues. To overcome these drawbacks, numerical simulations mainly based on finite element method (FEM) formulations have been proposed: some relevant findings are reported in Tang et al. [13] in which the influence of the booster system was evaluated in the case of thin walled copper tubes and in Gu et al. [14] with focus on the role that the mandrel kinematics has in the reduction of wrinkling and cross-section roundness. More recently, the emphasis of researches has been on the tuning of the process parameters, such as tools friction in RDB of Ti-alloys tubes [11], or the optimization of the process parameters in bending of rectangular cross-section tubes [15, 16]. Attractive as they seem, all the actual numerical methods can be used to support the initial set-up of the process parameters [17], but they show all their limits in the case of scattered material properties or geometrical tolerances, typical of batch productions as highlighted in Polyblank et al. [18].
Alternatively, a paradigm shift is emerging in recent years, with the scientists’ interest switching from the attempts of predicting the optimal process parameters to the application of adaptive techniques to compensate the scatter of boundary conditions. Allwood et al. showed how the accuracy and repeatability of metal forming processes can be enhanced through the application of sensors and monitoring system to evaluate and control the properties of the workpiece in real time [19]. Despite the rapid evolution of the measuring sensors, at now there are only a few available systems developed to monitor in-line the geometry in tube bending: in Pan et al. [20] a system to measure the tube final curvature after a cyclic bending operation by means of two touching probes was proposed, while the use of contact probes applied to the three-roll push bending process was shown in Chatti et al. [21]. But, only a few attempts to develop in-process monitoring system specifically developed for the tube RDB are reported in literature. The in-process available solutions are based on optical techniques involving one [22] or more laser systems [23], or CCD camera to measure the orientation of the straight part of the tube after the bending zone, with respect to the undeformed tube. However, both solutions are not applicable to complex bending due to the problem of dead angles [24], making the measuring area impossible to reach.
To overcome this gap, the paper presents a new approach to carry out in-line measurements of the tube bend in RDB operations. The system, originally developed for the three-roll push bending (TRPB) of tubes in Ghiotti et al. [25], was used also to detect the occurrence of wrinkles in tubes manufactured by TRPB [26] and RDB [27, 28], has been optimized for the springback and curvature measurement in tube RDB. An inertial measurement unit (IMU) is used to measure the orientation of the mandrel inside the bent tube, and the final springback is predicted by the analysis of the strain distribution along the bend. A mixed analytical and numerical approach has been developed to provide within the process cycle: (i) the actual bending angle applied to the tube and (ii) the springback at the end of the process before the tube discharging. The approach was validated on the RDB of AISI 304L round tubes.
2 Application case
2.1 Process description
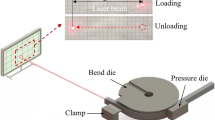
Figure 1 shows the RDB tools and kinematics. The straight tube is initially loaded on the machine, gripped by the push-carriage, and axially positioned with respect of the tools, before being closed between the clamp and the bend dies. Subsequently, this is bent by their rotation, while being constrained by the pressure die at the extrados, and the wiper die at the intrados to avoid the generation of wrinkles as in that zone the material is subjected to high compression stresses. While applying a normal load (in the Y direction shown in Fig. 1), the pressure die moves in the X direction (see Fig. 1) to limit the friction forces at the interface with the tube. An inner mandrel, made of a shank linked to one or more ball segments, supports the tube from collapsing, and it is kept in a fixed axial position during the process by means of a tie rod (see Fig. 4). After the bending stage, the clamp and the pressure dies are released, and the tube unloaded from the machine. The RDB allows to manufacture bends with different angles, but with a fixed curvature radius Rm that typically ranges from 0.5 to 10 times the outer diameter OD of the tube, and a maximum bending angle around 180°.

Rotary draw bending machine: main tools and kinematics
2.2 Reference case
The industrial reference case is the bending of welded stainless-steel tubes, by means of a BLM Elect 52 electrical CNC bending machine with 10 working axes. The workpieces are round-section tubes made in AISI 304L with an outer diameter OD of 42(± 0.1) mm and a thickness t equal to 1.6(± 0.05) mm. The nominal inner radius, Ri, of the bend die is equal to 59 mm allowing to obtain bends with a nominal mean bending radius Rm of 80 mm, which corresponds to a ratio of Rm/OD equal to 1.9. To limit the flattening effect and the possible occurrence of wrinkles, a three-ball segment mandrel was used.
The experimental plan consisted in manufacturing 5 bent tubes, having a bending angle respectively of 15, 30, 45, 60, and 90°. All the bends were repeated 10 times with a constant nominal bending rate of 90 °/s, for a total number of 50 bends. Table 1 summarizes the main process parameters and the experimental plan.
The bend die and the clamp die are made in 40NiCrMo7 steel, while the pressure die, the wiper die, and the mandrel elements are made in a bronze-aluminium alloy (BZ.Ampco 21) to limit both the friction forces and the tool wear. Table 2 reports the contact conditions between the tools and the tube. The chemical composition of the tube material is shown in Table 3. Dog-bone samples with a width of 10 mm and a gauge length of 50 mm were laser-cut from the tube and tested using an MTS 322 hydraulic dynamometer to assess the tube mechanical properties. Images of the tensile tests were acquired using a high-speed camera and processed using the DIC software GOM AramisTM to calculate the true strain and stress values. Figure 2 shows the tube flow stress curves obtained at room temperature with a constant strain rate of 0.1 s−1. Such value of strain rate was chosen in accordance to the mean strain rate reached in typical draw bending operations. A repeatability equal to three was adopted for the tests. The tested material has a Young modulus of 196 GPa with a yield strength σY of 372 MPa and a UTS value of 713 MPa. The material behaviour is well fitted by an elastic, linearly strain-hardening model (Eq. 10), as shown by the red-dashed lines overlapped with the experimental data in the chart (Fig. 2), with a maximum percentage deviation lower than 7%.

AISI304L flow stress behaviour
3 Measurement approach
The springback measurements are realized by a specifically developed mandrel that embeds an inertial measurement unit. The real-time control is fed by a twofold source: the mandrel that returns the tube spatial movement and the CNC bending machine engines that give the engine position during the process. The details of the hardware architecture and the measurement algorithms are reported in the following sections.
3.1 Bending mandrel
Figure 3 shows the device used in the experiments and the sketch of the meridian section with the details of the assembled parts. A standard 3-ball segment mandrel was modified to embed the IMU on the last segment, inside a hard cover to prevent any mechanical contact and interaction with the process lubricants. For the sake of comparison, the characteristics of the IMU used in the experiments are the same previously reported in Simonetto et al. [27]. The sensor is used to measure three accelerations and three angular velocities in the space, for a total of six degrees of freedom. For each measuring axis an analog-to-digital (AD) converter embedded in the sensor converts the analog measure in a 16-bit signal and the measuring ranges were set to be ± 250 dps for the gyroscopes and at ± 2 g for the accelerometers. The acquisition frequency was equal to 350 Hz when sampling all the six axes, while it increases up to 600 Hz in the case of acquisition of only the signals from the gyroscopes. Each sensor was calibrated according to the procedure presented in Simonetto et al. [28].

Bending mandrel and sketch of the meridian section with details of the assembled parts
3.2 Measurement algorithm
During the bending stage each tube section is subjected to different rotations speed, namely \( {\dot{\theta}}_{xi} \), \( {\dot{\theta}}_{yi} \), and \( {\dot{\theta}}_{zi} \). As reported in Fig. 4a, the local coordinate system Ox1y1z1, aligned with the last ball segment, undergoes the rotation speed \( {\dot{\theta}}_{\mathrm{x}1} \), \( {\dot{\theta}}_{y1} \), and \( {\dot{\theta}}_{z1} \). By measuring these angular rates, the angle θji around the j-axis for the ith tube cross-section is calculated as

Tool positions for three different bends at a 15°, b 30°, and c 90°
Therefore, the orientation of the ith cross-section, referred to the fixed reference system Oxyz, can be computed on the basis of the Eulerian angles according to
where [Rθx1], [Rθy1], and [Rθz1] are the rotation matrices of the Ox1y1z1 around the three axes Oxyz respectively:
The IMU fixed to the mandrel embeds three orthogonal gyroscopes to measure the three angular rates around the sensor axes. At each k-sample time the gyroscopes measure the angular rate along their own j-axis, θjk with a sampling rate f, and a period ΔT. Therefore, as the end ball segment is aligned with the tube and its axial distance from the bending end is defined by the mandrel length lm (see Figs. 3 and 4), the relative orientation between the two coordinate systems Ox1y1z1 and Oxyz can be determined at each kth sampling time allowing the computation of the angles along the j-axis θjik, namely θx1k, θy1k, and θz1k.
Since the RDB is typically performed in the horizontal plane Oxy, \( \left[{R}_{\theta_{x1}}\right] \) and \( \left[{R}_{\theta_{y1}}\right] \) of Eq. (2) become identity matrices, and the rotation angle \( {\theta}_{zi_k} \) at the kth sampling time, on the i-point along the tube axis, can be computed using Eq. (6) as
where ΔT is the period between two subsequent k-samples. As the rotation angle is computed from the measured angular rates, it is worth to notice how it has not any limitation in terms of maximum measurable value.
Figure 4 shows the position of the inner mandrel inside the bent tube, at the end of the bending stage for three different angles respectively 15° (Fig. 4a), 30° (Fig. 4b), and 90° (Fig. 4c). Figure 4 also shows in the charts the evolution of the bending angle φk imposed by the machine during the bending stage and the corresponding \( {\theta}_{z{1}_k} \) angle measured by the smart mandrel. In the case of a nominal bending angle φ of 15° bend, Fig. 4a shows the position of the local reference system Ox1y1z1, aligned with the end ball segment that lies still inside the straight part of the tube just after the bent section. In this case lm is longer than the bending length lb, and the angle \( {\theta}_{z{1}_k} \) between the local and fixed reference systems at the end of the bending stage can be considered equal to the nominal bending angle φ. Conversely, Fig. 4c shows the tools position at the end of a 90° bent where the local reference system Ox1y1z1 lies inside the bend as lm is shorter than the bending length lb. In this configuration, at the end of the bending stage, the angle between the local and fixed reference systems \( {\theta}_{z{1}_k} \) is lower than the total nominal bending angle φ. So, the limit bending angle that can be measured by using such approach is given by the condition lm equal to lb (see Fig. 4b), for which the measured angle \( {\theta}_{z{1}_k} \) still remains equal to the nominal bending angle φ. If lm is equal to lb, \( {\theta}_{z{1}_{\mathrm{lim}}} \) can be also calculated as the ratio lm/Rm, where lm is the mandrel length and Rm is the mean bending radius of the bend. Such approach was experimentally validated by comparing the actual angle \( {\theta}_{Z{1}_k} \), measured by the sensor during the process, with the one measured by the machine motor φk, proving that \( {\theta}_{z{1}_{\mathrm{lim}}} \) depends only on the geometrical characteristics of the tube bend and the number of ball segments in the mandrel.
In the reference case investigated in this work, with lm equal to 42 mm and the mean bending radius Rm equal to 80 mm, the limit angle \( {\theta}_{z{1}_{lim}} \) that can be directly measured by the sensor is about 30 deg as shown by Fig 4b.
Figure 5a plots both the signals from the sensing mandrel and from the electrical motors of the bending machines in the case of a 90° bend. The linear position signals, XM and YCd, represent respectively the axial positions of the mandrel shank and the clamp die: the former keeps its axial position unchanged over the process (signal XM constant), while the latter moves applying a counter pressure to the outer surface of the tube at the bend extrados. After their closure, the bend and clamp dies start rotating and the sampled bend die angle signal, φk, increases up to the target value (90 deg in the case represented in the plot). At the end of the bending stage, when the clamp die is still closed, the angle φ is larger than \( {\theta}_{z{1}_{\mathrm{lim}}} \) due to the reduced length of the mandrel (lm < lb), see Fig. 4c. At the end of the dwell time, the springback phenomenon takes place, being detected as a negative peak of the angular rate (see Fig. 5b), and the angle measured by the sensing mandrel decreases due to the springback from \( {\theta}_{z{1}_b} \) to the final value after the springback \( {\theta}_{z{1}_{fin}} \). Their difference returns the measure of the tube springback angle αm.

a CNC kinematics and sensors signals during a 90° bend. b Detail of the springback stage
3.3 Geometrical-based extension
A simple extension of the previously described model to evaluate the bending angles larger than \( {\theta}_{z{1}_{\mathrm{lim}}} \) can be obtained through analytical considerations based on the bend geometry. Given the mandrel position inside the tube lm, the bending length lbk at the kth sampling time, the mean bending radius Rm and the bending angle from the motor φk at the kth sampling time, the relation between the measured angle \( {\theta}_{zi_k} \), and the real bending angle following the linear geometrical equation:
With regard to the reference case described in Sect. 2.2, the final springback obtained by the so-called geometrical-based extension angle αGB can be computed according to Eq. (8):
Thus, the springback factor \( {K}_{s_{GB}} \) obtained by the geometrical-based extended model is given by
where the numerator is the final angle after the springback and the denominator is the bending angle imposed by the machine motors.
4 Extended model
The limit of using simple linear correlations to predict the springback based on the bending angle was already investigated in Kinnel et al. [24]. In fact, in the axial strains in RDB are not limited to the bend length, but they comprise the tube zones under the clamp and pressure dies [29]. Due to that, the model provided in Sect. 3.3 has been extended by using FE simulations ad detailed in the following sections.
4.1 FE model
The numerical model of the reference RDB process was developed in LS-DYNA™ environment by using the explicit formulation. Figure 6 shows the tools at the beginning (a) and at the end (b) of a 90° bending process, in which the idle balls of the inner mandrel tilt due to the tube deformation.

a FE model of the tube rotary draw bending and b effective plastic strain distributions for different bending angles
The tools and the tube were both modelled using fully-integrated quadrangular shell elements, with and 8 integration points. The formers were modelled as rigid parts without any elastic deformation; the latter was modelled according to the elastic, linearly strain hardening formulation, reported in Eq. (10):
where E is elastic modulus, σY is the material yield strength, and Ep is the plastic modulus. Since the process is carried out at room temperature and the bending speed is limited, the effects of the temperature and strain rate were assumed negligible. The yield strength and the elastic modulus used to describe the material model are reported in Sect. 2.2, while the plastic modulus is equal to 1896 MPa. The fitting of the material model vs. the experimental date is showed in Fig. 2, and the maximum percentage difference between the two series is lower than 7%. The chosen elastic linearly strain hardening formulation not only shows a good fitting with the real material behaviour but can also be easily calibrated by means of cost-effective tensile tests on dog bone samples cut along the tube axial direction, easily performed also in the industrial production floor. Other rheological models were exploited in literature to predict the final springback, such as isotropic-hardening [30], mixed hardening, and Yoshida–Uemori two-surface hardening [31], and non-linear kinematic hardening [32] also combined with anisotropic yield criteria [33]. However, this requires complex, expensive, and time-consuming calibrations tests. All the tools and workpiece geometries and kinematics were modelled according to the data reported in Sect. 2.2 and Table 1. The links in the three-ball segment mandrel were modelled by means of spherical joints. An average mesh size of 1 mm was used for the tube, the bend die, and the mandrel segments, while an average mesh size of the 2 mm was used for the other tools in order to contain the total number of the model elements, keeping at the same time a good geometrical accuracy. The contacts between the tools and the tube were modelled by using the Coulomb model, described by Eq. (11):
where τ and σ are respectively the tangential and the normal stress at the contact interfaces and μ is the coefficient of friction whose values for the different tribo-pairs are reported in Table 4. Two different friction coefficients were assigned to the bend die, as the straight part that grips the tube together with the clamp die is manufactured with a rougher surface, if compared with the curved parts, to prevent the tube from slipping.
The springback angle depends on the fibre deformation that interest not only the bend length but also the gripping areas of the tube, theoretically undeformed respectively upstream and downstream of the bend die. Figure 6b shows the plastic strains computed for the tested bending angles before releasing the clamp die constrain, as well as the length of the bending length along the intrados (\( {l}_{bi_{\varphi }} \)) and extrados side (\( {l}_{be_{\varphi }} \)) for a bending angle φ. It is worth to notice that a so-called transition zone, in which plastic strains were detected, interests the axial fibres out of the bend length as shown by the plastic strain fields in Fig. 6b and the entity of these transition zones are not directly proportional to bending angle.
The plastic strains computed at the intrados and extrados for the tested bending angles are plotted in Fig. 7 respectively at the extrados in (a) and intrados in (b). For both the cases, the results of the FE analyses show that the strained fibres are always longer than the contact lengths in all the tested conditions; in particular, the smaller the bend angle, the larger the difference is between the strained fibres and the bend length. With regard to the reference case, the bend lengths at the extrados for a 15° and a 90° bends are respectively equal to 24.4 mm and 158.6 mm, while the length of the strained fibres for the same angles amounts to 86.7 mm and 210.5 mm, with a ratio between the strained and bending lengths respectively of 3.55 and 1.32. Similarly, at the intrados, the same ratios are equal to 4.1 and 1.4. The larger lengths of the transition zones at lower bend angles explain why the springback in tube rotary draw bending is greater for smaller bending angles.

Plastic strain of the bending zone at the extrados (a) and the intrados (b) for different imposed bending angles
Figure 8 shows the strain distribution in the cross-section A-A represented in Fig. 6b for the 90° bend. As expected, the neutral layer (NL) shifts from the tube middle layer and this returns an asymmetric distribution of the strains over the cross section. This is due to the tensile axial force superposed by the wiper and the pressure dies that constrain the tube while the bend and the clamp die rotate. For this reason, the length of the deformed fibres at the intrados and the extrados are not exactly proportional to the inner and outer bending radii and must be numerically investigated case by case.

Strain distribution along the tube cross section
4.2 Strain-based extension
The strain-based extended model postulates that the axial extension of the cross-section fibres deformed during RDB is larger than the arc of contact with the bend die. So, being αm the springback angle measured by the sensing mandrel, the springback angle αSB can be computed according to Eq. (12):
where:
- lext, φ:
-
is the length of the deformed fibres at the tube extrados for the bending angle φ;
- lint, φ:
-
is the lengths of the deformed fibres at the tube intrados for the bending angle φ;
- \( {l}_{\operatorname{ext},{\theta}_{z{1}_{\mathrm{lim}}}} \):
-
is the length of the deformed fibres at the tube extrados for the limit angle, \( {\theta}_{z{1}_{\mathrm{lim}}} \), that can be directly measured by the mandrel (see Fig. 7 for the reference case, \( {l}_{\operatorname{ext},{\theta}_{z{1}_{\mathrm{lim}}}}={l}_{\operatorname{ext},30{}^{\circ}} \) );
- \( {l}_{\operatorname{int},{\theta}_{z{1}_{\mathrm{lim}}}} \):
-
is the length of the deformed fibres at the tube intrados for the limit angle, \( {\theta}_{z{1}_{\mathrm{lim}}} \), that can be measured by the mandrel (see Fig. 7 for the reference case, \( {l}_{\operatorname{int},{\theta}_{z{1}_{\mathrm{lim}}}}={l}_{\operatorname{int},30{}^{\circ}} \) );
- Lφ:
-
is the mean length of the deformed fibres for the bending angle φ;
- \( {L}_{\theta_{z{1}_{\mathrm{lim}}}} \):
-
are the mean length of the deformed fibres for the limit angle, \( {\theta}_{z{1}_{\mathrm{lim}}} \).
Furthermore, by using Eq. (13) it is possible to compute the springback factor \( {K}_{s_{SB}} \) using the angle αSB given by Eq. (12):
Figure 9 shows the flow chart of the developed algorithm to monitor in-line the springback angle. The approach is divided in two parts: first, the FE analysis of the bending has to be run before the test in order to estimate the real length of the fibres interested by the deformation, and, then, the real-time measurements can be performed in-line with the sensing mandrel. During the process, the angle measured by the sensing mandrel θjik is recorded, and, if the mandrel length lm is larger than lb, αGB is directly computed as the difference between the orientation before, \( {\theta}_{ji_b} \), and after the dies unloading, \( {\theta}_{ji_{\mathrm{fin}}} \), otherwise it is calculated according to Eq. (12).

Flow chart of the measurement approach
4.3 Sensitivity analysis
Since the FE model is used to estimate the plastic zones at the intrados and extrados, its sensitivity in predicting the lengths of the strained fibres was assessed with respect to the main process parameters. The main conditions considered in the analysis were as follows: (i) the friction conditions between the tube and the dies, due do different amount of lubricants or to different closure forces exerted by the dies; (ii) the material properties, due to the scatter of the components composition for example between different batches of the same material; and (iii) the bent geometry, due to the variation of the imposed mean bending radius.
The first point was evaluated by varying the reference friction conditions reported in Table 4 by ± 20% with steps of 10%. The results expressed in terms of ratio \( {L}_{\varphi }/{L}_{\theta_{z{1}_{\mathrm{lim}}}} \) are shown in Fig. 10. It was seen that the variation of the friction coefficient has a little influence on the results, with a maximum deviation equal to 4% for a 90° bend. Lower bending angles present minor deviations that were considered negligible.

Deformed length ratios, as a function of the friction coefficients
Similarly, Fig. 11 shows that variations of the material yield strength σY by ± 20% with steps of 10% have little influence on the \( {L}_{\varphi }/{L}_{\theta_{z{1}_{\mathrm{lim}}}} \), with maximum deviation around 4.1% in the case of a bending angle of 60°.

Deformed length ratios, as a function of the material yield strength
Figure 12 shows the results for different values of the mean bending radius Rm, which appears having a great influence on the model results. Geometries having a ratio Rm/OD equal to 1.67, 1.90, 2.12, 2.50, 3.00, and 4.00 were modelled, whereas the RDB process is ordinarily used to manufacture bends with Rm/OD ranging from 1.5 to 8. The maximum ratio that was used in the FE simulations was equal to 4, as larger values typically require different mandrel geometries. Figure 12, which shows the ratio \( {L}_{\varphi }/{L}_{\theta_{z{1}_{\mathrm{lim}}}} \) for different bending angles and Rm/OD values, highlights that the bent geometry greatly affects the results, making it necessary to run a new numerical model whenever a new geometry is manufactured to assess the right coefficients necessary for the extrapolation model.

Deformed length ratios, as a function of the mean bending radius
5 Validation
The approaches discussed in Sects. 3 and 4 were applied to the reference case described in Sect. 2 and validated by comparing the results with off-line measurements carried out on a coordinate measuring machine (CMM).
The springback was measured off-line by a Zeiss Prismo Vast 7 Contact Measurement Machine (CMM) as the result of
where φf is the tube final angle, measured with the CMM after the springback, as shown by Fig. 13. To this aim, the CMM was equipped with a disc probe for the detection of the cylinders inscribed in the two straight extremities of the bent tube following and helical path (see Fig. 13), whose axes were derived and used for the evaluation of the final springback.

CMM measurement procedure
Figure 14 shows the results obtained by using the two models normalized with respect to the value of \( {\theta}_{z{1}_{\mathrm{lim}}} \). It was seen that the ratio between the mean length of the deformed fibres \( {L}_{\varphi }/{L}_{\theta_{z{1}_{\mathrm{lim}}}} \) (defined in Eq. (12)) is in good agreement with the CMM measurements given by the ratio \( {\alpha}_{{\mathrm{CMM}}_{\varphi }}/{\alpha}_{{\mathrm{CMM}}_{\theta_{z{1}_{\mathrm{lim}}}}} \) between the angle measured by the CMM \( {\alpha}_{{\mathrm{CMM}}_{\varphi }} \) for a bending angle φ and the angle \( {\alpha}_{{\mathrm{CMM}}_{\theta_{z{1}_{\mathrm{lim}}}}} \) measured by the CMM in correspondence of \( {\theta}_{z{1}_{\mathrm{lim}}} \) (30° in the reference case). On the contrary, the direct measurements performed by using the sensing mandrel, given by the ratio lb/lm, overestimate the measurements. These results suggest that the strain-based extended model can better evaluate the deformation bending angles since it considers the strain distribution in the bent zone that is larger than the nominal curvature of the tube.

Normalized parameters vs. the bending angle
Figures 15 and 16 show the comparison of the different models when applied respectively to the bending step and the springback evaluation. In the former, it is shown that before the tube unloading the direct measurement of the bending angle made by using the sensing mandrel, \( {\theta}_{z{1}_b} \) (see Fig. 5), agrees with the value returned by the encoders of the electrical motors, φ, until the value of 30°; larger angles cannot be covered with a direct measurement since the mandrel is shorter than the bending length and it is not sensitive to the deformation. Although its simplicity, the correction of the measurement based on the geometrical extension model (Eq. (7)) demonstrates its effectiveness returning values very closed to the signals from the machine motors, with a maximum deviation of 2%. Conversely, the correction algorithm based on the strain computation did not return acceptable values, showing again an underestimation of the measurement compared with the actual value. This behaviour is explained by the fact that before the tube unloading, the relationship between the measured and the imposed bending angle is only a function of the mandrel position inside the bent section and not of the total mean deformed length.

Measured bending angle vs nominal bending angle

Springback angle vs. bending angle measured with the CMM and corrected with the geometrical and the strain-based model
The results of the comparison are completely different in the case of springback evaluation as shown in Fig. 16 where the results of the measurements carried out by using the sensing mandrel are compared with the off-line measurements carried out with the CMM. Again, the deviation of the springback measured by the mandrel αm becomes relevant for bending angles larger than \( {\theta}_{z{1}_{lim}} \), due to reduced mandrel length that affects the sensitivity of the sensor. The correction based on the geometrical extension in this case fails since the springback is more sensitive to the deformation of the bent fibres’ length than the geometrical length of the bend. The results of the experimental tests showed a deviation 38% for a 45° bend and more than 57% for a 60° bend, see Fig. 16. The correction based on the evaluation of the strains were in good agreement with the CMM measured results, with a mean difference of 4.4% corresponding to an angle of 0.1 deg, while the maximum deviation was measured equal to 0.3° for a 90° bend.
The results are plotted in terms of springback factors in Fig. 17. The reference values \( {K}_{s_{\mathrm{CMM}}} \) obtained from the measures carried out with the CMM are compared with the ones obtained with the data measured by the sensing mandrel \( {K}_{s_m} \). These values are consistent only for bending angles lower than \( {\theta}_{z{1}_{\mathrm{lim}}} \), while for greater values the percentage difference between them increases up to 1.75%. The chart reports also the springback factors computed by applying the geometric based model \( {K}_{s_{\mathrm{GB}}} \) according to Eq. (9) and the strain-based model \( {K}_{s_{\mathrm{SB}}} \) according to Eq. (13). The former shows a maximum deviation from \( {K}_{s_{\mathrm{CMM}}} \) over 4.16 %, while the correction based on the strain-extension model shows a maximum deviation of 0.36% and a mean one of 0.16%. The results given by the strain-based model, compared with the reference values obtained from CMM, point out also in this case how the springback angle is more sensitive to the strained length compared with the geometrical length of the bend.

Springback factor vs. bending angle measured with: the CMM \( {K}_{s_{\mathrm{CMM}}} \), the mandrel \( {K}_{s_m} \)and corrected with the geometrical-based model \( {K}_{s_{\mathrm{GB}}} \) and the strain-based model \( {K}_{s_{\mathrm{SB}}} \)
6 Conclusions
The paper describes a new approach for the in-line evaluation of the springback angle in the tube rotary draw bending. This is based on the use of a newly developed sensing mandrel that embeds an IMU to measure the orientation of the bent tube, and the final springback is predicted by the analysis of the strain distribution along the curved area of the tube. A mixed analytical and numerical approach has been developed to provide within the process cycle: (i) the actual bending angle applied to the tube and (ii) the springback at the end of the process. The approach was validated on the RDB of AISI 304L round tubes.
The results show that springback angle is more sensitive to the length of the strained zones compared with the geometrical length of the bend. Based on such analysis, a strain-based correction algorithm has been proposed to overcome the above-mentioned limitation, in order to extrapolate the total springback angle. A good agreement with the springback angles measured by using a CMM was found, with a mean deviation of 4.4% equal to 0.1° and a maximum mean deviation of 7.7%. The results are consistent also in terms of springback factor, with a mean difference of 0.16% and a maximum one of 0.36%. The numerical model was used also to evaluate the sensitivity of the developed strain-based approach to variations of the most common process boundary conditions, showing that the approach is only slightly influenced by variations of the friction conditions or by the scatter of the material properties that are also one of the process main source of uncertainty, while it is more influenced by changes of the bending geometrical parameters which are usually know. The presented approach has proved to be reliable for the in-line monitoring of tube RDB, while the use of numerical models can be limited only to the initial estimation of the length of the deformed fibres. Thus, it has been demonstrated promising for applications oriented to the real-time process control.
Data availability
Data and materials are not available since they are covered by confidentiality.
References
He Y, Heng L, Zhiyong Z, Mei Z, Liu J, Guangjun L (2012) Advanced and tends on tube bending forming technologies. Chinese J Aeronaut 25:1–12
Kleiner M, Geiger K, Klaus A (2003) Manufacturing of lightweight components by metal forming. CIRP Annals Manuf Technol 52:521–542
Semiatin SL (1996) ASM handbook volume 14, Forming and forging. ASM International, Ohio
Mentella A, Strano M, Gemignani R (2008) A new method for feasibility study and determination of the loading curves in the rotary-draw bending process. Int J of Mat Form 1:165–168
Albertelli P, Strano M (2017) Tube bending machine modelling for assessing the energy savings of electric drivers technology. J Clean Prod 154:83–93
Al-Qureshi HA (1999) Elastic-plastic analysis of tube bending. Int J Mach Tools Manuf 39:87–104
Murata M, Kuboki T, Takahashi K, Goodarzi M, Jin Y (2008) Effect of hardening exponent on tube bending. J Mat Process Technol 201:189–192
Tang NC (2000) Plastic-deformation analysis in tube bending. Int J Press Vessel Pip 77:751–759
Zhan M, Yang H, Huang L, Gu R (2006) Springback analysis of numerical control bending of thin-walled tube using numerical-analytical method. J Mater Process Tech 177:197–201
El Megharbel A, El Nasser G, El Domiaty A (2008) Bending of tube and section made of strain-hardening materials. J Mater Process Tech 203:372–380
Zhan M, Wang Y, Yang H, Long H (2016) An analytic model for tube bending springback considering different parameter variations of Ti-alloy tubes. J Mater Process Tech 236:123–137
Daxin E, Zhiping G, Chen J (2012) Influence of additional tensile force on springback of tube under rotary draw bending. J Mater Eng Perform 21:2316–2322
Tang D, Li D, Yin Z, Peng Y (2009) Roles of surface booster system on bending of thin-walled copper tube. J Mater Eng Perform 18:369–377
Gu RJ, Yang H, Zhan M, Li H, Li HW (2008) Research on the springback of thin-walled tube NC bending based on the numerical simulation of the whole process. Comput Mat Sci 42:537–549
Zhu YX, Chen W, Li HP, Liu YL, Chen L (2018) Springback study of RDB of rectangular H96 tube. Int J Mech Sci 138–139:282–294
Zhu YX, Liu YL, Yang H (2015) Effect of mandrel-cores on springback and sectional deformation of rectangular H96 tube NC bending. Int J Adv Manuf Technol 78:351–360
Han C, Feng H, Yuan SJ (2017) Springback and compensation of bending for hydroforming of advanced high-strength steel welded tubes. Int J Adv Manuf Technol 89:3619–3629. https://doi.org/10.1007/s00170-016-9319-4
Polyblank JA, Allwood JM, Duncan SR (2014) Closed-loop control of products properties in metal forming: a review and prospectus. J Mater Process Tech. 214:2333–2348
Allwood JM, Duncan SR, Cao J, Groche P, Hirt G, Kinsey B, Kuboki T, Liewald M, Sterzing A, Tekkaya AE (2016) Closed-loop control of product properties in metal forming. CIRP Annals Manuf Technol 65:573–596
Pan WF, Wang TR, Hsu CM (1998) A curvature-ovalization measurement apparatus for circular tubes under cyclic bending. Exp Mech 38:99–102
Chatti S, Dirksen U, Kleiner M (2004) Optimization of the design and manufacturing process of bent profiles. J Mech Behav Mater 15:437–444
Ha T, Ma J, Blindheim J, Welo T, Ringer G, Wang J (2020) In-line springback measurement for tube bending using a laser system. Procedia Manuf 47:766–773
Löbbe C, Hoppe C, Becker C, Tekkaya AE (2015) Closed loop springback control in progressive die bending by induction heating. Int J of Precis Eng and Manuf 16:2441–2449
Kinnel P, Rymer T, Hodgson J, Justham L, Jackson M (2017) Autonomous metrology for robot mounted 3D vision systems. CIRP Annals Manuf Technol 66:483–486
Ghiotti A, Simonetto E, Bruschi S, Bariani PF (2017) Springback measurement in three roll push bending process of hollow structural sections. CIRP Annals Manuf Technol 66:289–292
Simonetto E, Ghiotti A, Bruschi S (2017) Dynamic detection of tubes wrinkling in three roll push bending. Procedia Eng 207:2316–2321
Simonetto E, Ghiotti A, Bruschi S, Gemignani R (2017) Dynamic detection of tubes wrinkling in tube rotary draw bending. Procedia Manuf 10:319–328
Simonetto E, Ghiotti A, Bruschi S (2015) Feasibility of motion-capture techniques applied in tube bending. Key Eng Mater 651:1198–1133
Li H, Yang F, Song FF, Zhan M, Li GJ (2012) Springback characterization and behaviors of high-strength Ti–3Al–2.5V tube in cold rotary draw bending. J Mater Process Tech 212:1973–1987
Li H, Yang H, Song F, Li G (2013) Springback nonlinearity of high-strength titanium alloy tube mandrel bending. Int J Precis Eng Manuf 3:429–438. https://doi.org/10.1007/s12541-013-0059-1
Ancelotti S, Benedetti M, Fontanari V, Slaghenaufi S, Tassan M (2016) Rotary draw bending of rectangular tubes using a novel parallelepiped elastic mandrel. Int J Adv Manuf Technol 85:1089–1103. https://doi.org/10.1007/s00170-015-8000-7
Farhadi A, Nayebi A (2020) Springback analysis of thick-walled tubes under combined bending-torsion loading with consideration of nonlinear kinematic hardening. Production Eng 14:135–145. https://doi.org/10.1007/s11740-020-00951-2
Xue X, Liao J, Vincze G, Pereira AB (2018) Control strategy of twist springback for aluminium alloy hybrid thin-walled tube under mandrel-rotary draw bending. Int J Mater From 11:311–323. https://doi.org/10.1007/s12289-017-1346-7
Author information
Authors and Affiliations
Contributions
Enrico Simonetto was in charge of the development of the experimental and simulative work. Andrea Ghiotti developed the concept of the paper and was in charge of the paper writing. Stefania Bruschi had the role of revision and paper improvement.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Consent to participate
Not applicable
Consent to publish
Not applicable
Ethic approval
Not applicable
Code availability
Numerical simulation software is property of the respective software houses. No other software developed for the data analysis is available.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Simonetto, E., Ghiotti, A. & Bruschi, S. In-process measurement of springback in tube rotary draw bending. Int J Adv Manuf Technol 112, 2485–2496 (2021). https://doi.org/10.1007/s00170-020-06453-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06453-w