
Abstract
One of the most critical tasks within the scope of Design for Manufacturing (DfM) is to define the set of Geometrical Product Specifications (GPS) in the 3D model or in the engineering drawing that ensures the functionality and the interchangeability of parts, as well as the intended functional performance of an assembly. Several methodologies have been proposed for the optimal designation of such specifications; however, the majority of them do not effectively take into account the deformations that are inevitably induced during assembly and operation for the vast majority of mechanical components. Motivated by the widely accepted tolerancing practice for sheet metal parts in the automotive industry, where the distinction between free state and constrained state is considered, the paper investigates the influence of the deformations induced during assembly and operation on GPS. The effect of part stiffness in the resultant functional GPS of the assembly/component is explored, through CAD surfacing and non-linear numerical finite element analysis tools including the contact problem. The current stage of development of a novel, performance-based methodology for the GD&T design procedure is presented. The methodology is applied on a real-world mechanical assembly that is derived from tolerance stack up-related literature. This study illustrated is that for an unpredictably wide range of mechanical components the default, free-state GPS scheme should only be assigned after rigorous analysis of their compliance behaviour. The proposed approach will lead to deduce the correlation between production cost and performance through a further development in future study.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Tolerancing has always been a non-trivial task and traditionally a major concern in precision manufacturing. However, globalized supply chain in modern industrial environment imposed the transition from bespoke assembly to the manufacture of parts made in different places all over the world that fit together with a high degree of repeatability. Therefore, tolerance assignment, i.e. the type and range of acceptable geometrical variation, has become a critical step for the majority of mechanical engineering design projects. The global need for comprehensive expression, unambiguous understanding and efficient verification of Geometrical Product Specifications (GPS) is addressed by the development of relevant reliable standards. Strong such effort is currently undertaken by the TC/213 committee of the International Organization for Standardization, supported by related committees in national standardization bodies.
A basic concept in the existing Geometrical Dimensioning and Tolerancing (GD&T) standards currently used in mechanical engineering design is the “rigid workpiece principle”. As stated in the fundamental ISO 8015 standard [1], a workpiece shall by default be considered as having infinite stiffness and all GPS apply in the free state, undeformed by any external forces including the force of gravity. Any additional or other conditions that apply to the workpiece shall be explicitly defined in the drawing, in conformance to the approach specified in ISO 10579 [2]. Next to the above, the vital industrial manufacturing principle of functional dimensioning and tolerancing requests from the designer to assign the widest possible dimensional and geometrical tolerances that enable functionality and interchangeability, along with the designation of the most comprehensive, cost-effective tolerancing scheme.
Specific types of workpieces such as rubber gaskets, wire forms and thin-walled plastic components may directly be recognized as non-rigid parts. However, an unpredictably wide range of mechanical components may deform significantly from their defined limits owing to their weight, stiffness limits or the release of internal stresses resulting from the manufacturing processes. These parts, although not thin or floppy, must also be defined as non-rigid parts, and the influence of their deformation has to be taken into account from the GPS perspective. In such cases, the designer must clearly specify in the 3D model or in the engineering drawings the set of GPS that apply on the workpiece in its free-state condition and the ones that apply in its restrained condition, as per ISO 10579 [2]. Moreover, the restrained condition must be clearly specified either in a note directly on the drawing or by reference to a separate document.
Furthermore, in real-world industrial applications, mechanical components are neither having infinite stiffness nor remain undeformed during their assembly and operation. At the assembly process, all or some of the available translational and rotational degrees of freedom of a workpiece are arrested in order to be physically oriented, located and locked. Consequently, a part’s interface with its mating components certainly introduces a certain range of distortion. Moreover, at the operation stage, the vast majority of components is functioning in a restrained condition and is subject to several external forces and considerable loads. Especially in the case of structural mechanical components, the range of the inevitable functional deformation should carefully be studied and designated during the design phase in order to safeguard integrity and performance.
In the scope of this research work, the compliance behaviour study of a workpiece raises a number of significant and complicated issues regarding functional GPS assignment. These issues include:
-
The impact of the ISO 8015 default hypothesis of infinite stiffness of parts on the tolerance stack up analysis, functional performance and manufacturability cost
-
The available techniques that safely define a workpiece as “rigid” or “non-rigid”
-
The geometric specifications that have to be designated at free state, at constrained state or at both and the realistic amount of difference in their values
-
The level of detail in the specification of the restrained condition, e.g. the exact configuration of clamping locations, force or torque settings and sequence of force application
Critical design decisions that are related to these issues still much rely on the engineers’ previous experience and technical intuition. It is underscored that non-rigid parts and compliant structures are commonly met in critical applications in a wide variety of industry sectors such as aerospace, automotive, oil and gas, defence and renewable energy [3]. Typical examples include the skin panel and fuselage of an aircraft [4], the low-pressure turbine blades of turbojet engines [5] and the mechanical chain tensioner of internal combustion engines [3]. This paper presents the current stage of development of a novel, performance-based methodology that seeks to confront the above highlighted issues in a systematic way. The methodology is mainly addressed to designers and engineers that are active in tolerance specification tasks. However, since the GPS scheme of a component has a wide impact on almost all downstream activities, the proposed approach is also considered relevant to those involved on manufacturing, assembly and inspection.
The rest of the paper is organized as follows. Section 2 gives an overview of relevant published research. The current stage of the proposed approach is presented in Section 3. In Section 4 the application of the approach is illustrated in a case study, numerical analysis-based simulation is conducted and the results are summarized. Concluding remarks along with future research perspectives are given in Section 5.
2 Relevant literature
Over the last two decades, considerable amount of high-quality tolerancing research has been published on several aspects that concern non-rigid parts and compliant structures. This fact is apparently linked to the important impact of such problems on key industries such as automotive, aerospace, appliance and electronic packaging. Three major research fields can be distinguished in relevant literature: tolerance analysis methods for non-compliant assemblies, inspection techniques for GPS conformity evaluation and tolerance allocation/specification tools for non-rigid parts.
Some of the earliest research studies that created the foundation for tolerance analysis for compliant assemblies [6, 7] have been motivated by the automotive industrial need to efficiently address the large variation of sheet metal assemblies due to the compliant behaviour of sheet metal parts. The developed tolerance analysis methods integrate the flexibility of the assembled parts and thus opposed the so far published, classical worst-case and statistical (RSS) methods that assume infinite part stiffness. Since then the compliant assembly variation problem has been extensively studied by considering the propagation of both manufacturing geometrical deviations and assembly process defects and by investigating the correlation and simulation of different parameters influencing assembly variation, e.g. [8–9]. The majority of such research works are strongly based on state-of-the-art FEA simulation combined with tools such as wavelet analysis [10] and Monte Carlo simulation [11]. A detailed overview and a critical analysis of the conducted research in this field are presented in [12].
In this area, another research field that has drawn extensive attention due to the advancement of coordinate measuring systems (CMS) is the development of inspection techniques for repeatable evaluation of a non-rigid parts’ geometrical deviation against the assigned GPS. Fixtureless inspection [13,14,15] is one of the most challenging topics, offering enormous benefits compared with the traditional inspection fixtures that compensate for the flexible deformation and thus have to be sophisticated, time-consuming and expensive [16].
The development of consistent tools for tolerance allocation on non-rigid parts is clearly interrelated with both the aforementioned research fields. In that context, the selection of an appropriate method for tolerance specification, taking into account the particularities of flexible parts, is a rather challenging task [17]. Such a choice has direct impact in communicating the function and quality requirements of a part. The criticality of simple and unambiguous ISO-based GPS for deformable components in the globalized industry is illustrated in [5], for the case of a low-pressure turbine blade of an aircraft turbojet engine. Furthermore, the need to study flexible assemblies comprised of large-scale composite components is illustrated in [4], for the case of an aircraft fuselage through commercial grade computer-assisted tolerancing (CAT) tools and FEA. The industrial need to study flexible assemblies is certainly not limited to large scale; it is also relevant for the cases of smaller flexible assemblies where flexibility and functional tolerance specification has an impact on performance. A typical such case is illustrated in [3], where a mechanical chain tensioner of an internal combustion engine is studied. Moreover, increased research activity focuses in the contact problem attributed to geometrical variations both for non-rigid assemblies, e.g. [18], but also for rigid assemblies where the contact forces play a major role in component/assembly performance as highlighted in [19, 20].
An extensive and systematic review of tolerance specification methods for non-rigid parts in conformance with the ISO GPS and ASME Y14.5 [21] standards is given in [17]. Rigorous understanding of the compliance behaviour of a part is of paramount importance in order to select the most appropriate tolerance specification method. Certainly, understanding of the parts’ functional requirements and of the tolerancing options offered by the current standards are also important in order to successfully perform this particularly challenging task.
Focusing on the set of issues highlighted in the end of the previous section, this paper further elaborates the subjective compliant behaviour scale presented in [17], where the value of the resulting displacement induced by a force of around 40 N as a percentage of the parts’ assigned tolerance is used as a criterion to classify parts as practically rigid (< 5%), non-rigid (> 10%) and extremely non rigid (>> 10%). The proposed 40 N force represents commonly acceptable forces used in manual assembly lines of the aerospace industry [17]. To the best of the authors’ knowledge, the above is the dominant approach considered in published technical literature.
3 Description of the proposed methodology
In this study, a systematic approach is proposed aiming to efficiently address the issues summarized in Section 1 and provide a guide for realistic, performance-based GPS assignment. In this section, the main steps of the proposed method, as illustrated in the flow chart of Fig. 1, are briefly described.

Flow chart illustrating the steps of the proposed methodology
At first step, the general assembly, sub-assemblies and components’ initial engineering drawings or annotated CAD models are examined in order to identify the mating conditions and the surfaces that are critical for assembly and operation. The set of critical features that will determine the deviations under possible loadings along with their initially assigned GPS is derived. Initially designated datum features followed by pivoting features that belong to mating surfaces are inevitably the strongest candidates for this set.
In the second step, CAD models of the “true” geometry are created in component level by integrating mainly the pre-assigned form and orientation tolerances. In order to generate the worst-case scenario geometry of a feature within its tolerance zone, several published relevant tools, e.g. [12], are currently considered. The possible load magnitudes that act on the generated geometry during assembly and/or operation are then estimated, based on common assembly practices and methods and the designated operation conditions, e.g. recommended pretention for bolted connections.
Next, finite element analysis (FEA) models are created in the sub-assembly and assembly levels in order to calculate the distortions caused and evaluate the range that the initially assigned GPS scheme properly safeguards the assembly and performance. Finally, based on the obtained results of the FEA study, the initially assigned GPS are either accordingly modified or validated. Computational implementation of the proposed approach is currently performed by the use of popular commercially available tools such as SolidWorks 3D-CAD modeller and ANSYS FEA structural analysis software.
4 Case study
4.1 Geometrical configuration and initial GPS
The boundaries of rigid and non-rigid part definition, based on functional specifications in correlation to the component geometry and stiffness, are effectively investigated by the proposed approach through a case study. The geometry of the case study is derived by [22], a long-established reference publication in industrial practice, where it is used as a realistic example that demonstrates the effect of form variation in tolerance stack up analysis of an assembly. The sub-assembly used for this benchmark example is a sheet metal brace assembly connected to a larger sheet metal frame. Four M12 standard bolts connect the two half braces of the brace assembly and eight M10 standard bolts connect it to the larger frame, as illustrated in Fig. 2.

Sheet metal assembly of the case study, derived from [22]
The analysis that follows is focused on the GPS designation of brace assembly; the corresponding GPS of the frame is not currently examined. The half braces are components specifically toleranced so that proper assembly can be achieved. The assemblability of the structure is ensured by proper tolerance assignment on the set of M10 bolt holes location through classic stack up analysis. Size, location and form tolerances of interest on the half-braces, as designated by [22], are presented in Fig. 3.

Initial GPS assigned to the half-brace component [22]
In the presented part of drawing, all the required location tolerances of the fasteners and the form tolerance of the sheet metal parts are assigned with special attention to the effect of the form deviations to the stack up analysis results. Specifically, this benchmark case addresses the impact of the flatness tolerance of the planar surface designated as datum “A” (Fig. 3). The form tolerance zone affects the location of the holes that accommodate the M10 bolts, which in turn define the assemblability of the brace assembly onto the frame. The flatness tolerance is inevitably bounded by the accuracy capability of the stamping manufacturing process that produces the sheet metal parts of the brace assembly. Consequently, the minimum reasonable value for the permissible flatness deviation is 2 mm, [22].
The stack up analysis including the form deviations is performed by adding a translational variation and a rotational variation due to the flatness tolerance on the mating faces between the two braces. Total deviation of the Ø12.5 holes location at the worst case results in 8.68 mm, calculated as a function of the deformation of the datum feature “A” and disregarding the positional tolerance of the M10 fasteners holes. Therefore, the distance between the holes that are used on each side of the brace assembly to connect it to the frame would be 231.2 mm instead of the nominal of 240 mm. This calculation is performed in [22] by the use of “like triangles” so as to be able to convert the rotation of the mating features between the two half braces to the translation of the mating surfaces between the brace assembly and the frame. This approach is straightforward, efficient and very fast; however, by disregarding the component stiffness and assembly functional loading, it may underestimate the translation of the brace assembly and frame mating surfaces while assuming total contact between the half-brace components.
4.2 Application of the proposed methodology
The assigned GPS for the half-brace component is specified based on the default rigid workpiece principle as per ISO 8015, and no dimensioning in the free-form state is defined (Fig. 3). This study investigates the conditions under which the component can be considered rigid based on the functional loadings and part stiffness. This investigation will be conducted with the utilization of finite element analysis (FEA) tools.
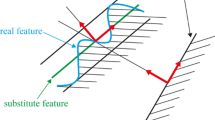
The geometry constructed for the planar faces in the CAD model used for the FEA analysis considered the flatness tolerance at a worst-case scenario of a convex surface, in the same way that it is considered in [22]. It is here accepted that where a planar surface is specified as a datum feature, the high point(s) on the surface are establishing the associated datum plane. The resulting geometry is presented in Fig. 4.

Detailed figure of the model including the form variation
This condition will initially create symmetrical 4-mm gaps which will decrease as the M12 bolts are tightened, causing the side flanges and consequently the holes which accommodate the M10 bolts to move both in horizontal and vertical directions space. An indicative figure of the half braces initial positioning before any load is applied is presented below (Fig. 5).

Initial position of assembled half braces
In order to evaluate the impact of the datum “A” form deviation to the tolerance stack up and consequently determine if the part can be considered rigid or non-rigid, the defining factors are the sheet metal thickness and the bolt pretension during assembly, dictated by the functionality of the final assembly as the minimum load case. Non-critical dimensions that are missing on the reference drawing of Fig. 3(i.e. total brace width and slot size) were estimated from the overall dimensioning of the component. Thus, for the creation of the analysis’ models, the slot is dimensioned at 18 mm width and 110 mm total length and the total brace width at 150 mm. The components are taken as steel sheet metal parts, and the M12 bolts designated grade is 8.8.
Also, we presume that the M12 bolts connecting the two half braces are tightened with 22.5-Nm torque which corresponds to the 30% of the maximum recommended torque. Based on the classic machine element formulas [23] we calculate the clamping force of the bolts from the tightening torque. An estimation for the friction coefficient between the washers and the stamped surface is made, resulting in μΠ = 0.18. The geometric parameters of a M12 standard pitch metric bolt according to DIN 912 and standard washers according to ISO 10673 are also used:
For Mtot = 22.5Nm the formula derives for each bolt:
This force is the one that tightens the two half braces and thus by effectively closing the gap between them induces the deformations on the brace.
The second defining parameter is the sheet metal thickness, as it determines the bending stiffness of the case study parts. The FEA analysis and study is performed for 4 different sheet metal thicknesses, namely 3 mm, 8 mm, 12 mm and 16 mm.
The choice of the thicknesses is made with the criterion of gradually increasing the metal thickness up to the point where, while accounting for the deformation of the brace assembly, the location of the side flange holes rests inside the tolerance zone, as initially specified in [22].
4.3 Finite element model and analysis
The finite element analysis is performed with the use of the general purpose CAE package ANSYS Workbench. In total 4 different models are created for the 4 different sheet metal thicknesses that are investigated. In order to setup a computationally efficient model, we consider the symmetry of the assembly and model the left half of the brace assembly, making use of symmetry boundary conditions along the faces lying on the symmetry plane of the assembly. Additionally, the contacting edges lying on the symmetry plane are constrained in the Y and Z directions to prevent rigid body motion. The dominant loading regime is the bending of the sheet metal part. In order to properly capture the bending phenomena, SOLSHELL190 elements are being used with a minimum of 3 elements along the thickness of the sheet metal components, [24], maintaining a high level of accuracy while keeping the model computationally efficient.
The computational mesh is refined in the areas most probable to establish contact in order to maintain an aspect ratio as close as possible to 1, while in the non-contacting areas is kept as coarse as possible in order to achieve a high level of accuracy with a small number of nodes. Material non-linearities are included in order to account for any regions of plastic deformation. In the following figures (Figs. 6 and 7), the computational mesh along with the boundary conditions for the 3-mm sheet thickness model are presented.

Detail for the computational mesh

Boundary conditions and loadings applied on 1st time step
The bolts are omitted from the analysis, and the bolt load is applied on the vicinity of the brace surfaces where the washers would establish contact with the sheet metal parts as two equal in magnitude opposed vectors that sum to a total clamping force of 7.6 kN for each bolt.
The contact area between the two braces is modelled as a frictionless contacts region as no relative motion to the interface of the surfaces is anticipated. The pinball region is set to 4 mm equal to the maximum gap along the length of the contact region. CONTA174 elements are used for the contact surface and TARGE170 for the target surface.
4.4 Numerical simulation results
In the case of the 3-mm sheet thickness half-brace, for the dimension assigned as “Y” in Fig. 8 with nominal value of 240 mm, the FE analysis produces a deviation of − 16 mm. This dimension is inevitably critical since it defines the location of the Ø12.5 holes that accommodate the M10 bolts, connecting the assembly to the frame. Moreover, for the overall part inner length, assigned as dimension “X” in Fig. 8, the analysis produces a maximum deviation of 7.2 mm, resulting in an overall length of 663.2 on the functional, restrained condition of the half brace assembly.

Dimensions of the half-brace component most affected by datum flatness deviation
The deviation that is observed on the Y dimension is of particular importance, as is considerably larger than the location tolerance assigned to the corresponding holes on the initial GPS scheme. Such a deviation should effectively lead the part to fail QC inspection as its assembly with the frame would not be possible. The analysis’ results make evident that in the compliant behaviour scale of [17], the 3-mm sheet thickness half-brace component should be defined as extremely non-rigid.
Proceeding with the FE simulation for geometries with greater sheet thickness, so as to establish the critical threshold above which the part could be safely defined as practically rigid, the analysis demonstrates that the parts with 8-mm and 12-mm sheet thickness also behave as non-rigid parts. It is only the 16 mm thickness part that can be safely considered as a rigid part, resulting in deformation that safeguards its assembly. The numerical simulation results are summarized in the diagram provided in Fig. 9, where the deviations of the critical “Y” and “X” dimensions are related to the sheet metal thickness. The tolerance zone of 2 mm, defined in the assigned tolerance scheme in [22], is also included for comparison.

Deviations of critical dimensions under functional load conditions relative to sheet metal thickness
The total deformation calculated through the FE analysis for the cases studied along with the undeformed wireframe are illustrated in Figs. 10, 11, 12 and 13. The dimensions of the deformed geometry are presented in Fig. 14 for comparison reasons with the undeformed geometry of the 3-mm part (Fig. 4).

3 mm thickness absolute total deformation

8 mm thickness absolute total deformation

12 mm thickness absolute total deformation

16 mm thickness absolute total deformation

Deformed geometry with dimensioning for the 3-mm case
The results of the analysis demonstrate that the studied component cannot be considered and consequently dimensioned as a rigid part. Even for the case of 12 mm thickness, the distortions induced from functional loads would effectively lead to major problems during assembly. However, the part would probably not fail during dimensional QC inspection, which should only be performed at free-form state as per ISO 8015 according to the initial GPS scheme. By the application of the final step of proposed approach, the tolerancing of the part is accordingly modified in accordance with the ISO 10579 concerning non-rigid parts. Concerning the 16 mm thickness case, the analysis reveals that the applied functional loads do not distort the part beyond the limits imposed by the initial free-state GPS. Nevertheless, it is considered to exceed the commonly acceptable thickness limit of the manufacturing process, which for stamped components is usually less than 12.5 mm.
5 Conclusions
The application of the proposed methodology illustrates that in order to select a proper tolerance specification method, understanding of the compliance behaviour of a component is of paramount importance, apparently along with its function requirements and the rules and structures imposed by the relevant standards. The findings of the conducted FE analysis point out that the impact of the datum form deviation to the assembly process can be heavily underestimated by disregarding the functional loading conditions and part stiffness, while using the “like triangles” methodology to perform the tolerance stack up analysis.
The results of the case study analysis indicate that the examined sheet metal component is subjected to considerable distortion during the assembly phase. The distortions of critical dimensions, such as the location of the M10 bolts, are quantified, and it is revealed that they lay significantly outside the tolerance zone defined by the initial, free-state GPS assignment. The fact that these distortions will inevitably create significant problems to the assembly process with the final frame is thus confirmed and documented. Besides that, the overall length of the brace assembly is also significantly affected by the distortion of the two half braces during their assembly. This distortion, as received from the FE analysis, is certainly another factor that introduces further risk to the final assembly process.
Another interesting finding is that even if the component thickness is increased to 12 mm, a size which does not intuitively lead to the assumption of a non-rigid part, the location of the M10 bolts remained out of tolerance.
The GPS designation in both free and constrained states through the application of the ISO GPS Ⓕ symbol, still rather underused in the industrial practice, is considered essential in this specific case. In that way, the GPS in the constraint state is effectively defined and would secure the successful assembly of the half-brace sub-assembly and the frame. A realistic alternative of such a GPS allocation is provided in Fig. 15. For the sake of clarity, it is mentioned that the tightening torque noted on the restrained condition of Fig. 15 is half of the torque that was used during the analysis. This happens in order to induce the same amount of deformation on a single brace during inspection, considering that the bending stiffness is reduced in half compared with the 2 braces of the case study.

Proposed functional GPS assignment to the case study component
The presented work does provide a starting point for evaluating and consequently classifying components as rigid/non rigid in a rigorous and systematic way. Further development is pointing towards a handy, decision-support tool for designers and engineers that have to designate the most appropriate GPS scheme in the design phase. In the current stage of development of the proposed methodology, it is rather early to deduce any firm conclusions concerning the correlation between its application in complex assemblies and DfM important aspects, such as the manufacturability cost. Future work will certainly focus on more complex parts and assemblies, diverse production methods and assembly/functional load conditions and on higher level of efficiency and automation from the computational implementation perspective.
References
ISO 8015 (2011) Geometrical product specifications (GPS) - Fundamentals - Concepts, principles and rules. International Organization for Standardization (ISO), Geneva
ISO 10579 (2010) Geometrical product specifications (GPS) —dimensioning and tolerancing—non-rigid parts. International Organization for Standardization (ISO), Geneva
Calì M, Oliveri SM, Ambu R, Fichera G (2018) An integrated approach to characterize the dynamic behaviour of a mechanical chain tensioner by functional tolerancing. Strojniski Vestnik/J Mech Eng 64(4). https://doi.org/10.5545/sv-jme.2017.5079
Falgarone H, Thiébaut F, Coloos J, Mathieu L (2016) Variation simulation during assembly of non-rigid components. Realistic assembly simulation with ANATOLEFLEX software. Proc CIRP 43:202–207. https://doi.org/10.1016/j.procir.2016.02.336
Fallot Y, Thiébaut F, Royer M (2018) Functional ISO specification of a blade: a tolerancing challenge. Proc CIRP 75:190–195. https://doi.org/10.1016/j.procir.2018.02.002
Liu SC, Hu SJ, Woo TC (1996) Tolerance analysis for sheet metal assemblies. J Mech Des Trans ASME 118(1):62–67. https://doi.org/10.1115/1.2826857
Liu SC, Hu SJ (1997) Variation simulation for deformable sheet metal assemblies using finite element methods. J Manuf Sci Eng Trans ASME 119(3):368–373. https://doi.org/10.1115/1.2831115
Mounaud M, Thiebaut F, Bourdet P et al (2011) Assembly sequence influence on geometric deviations propagation of compliant parts. Int J Prod Res 49(4):1021–1043. https://doi.org/10.1080/00207540903460240
Shahi VJ, Masoumi A, Franciosa P, Ceglarek D (2020) A quality-driven assembly sequence planning and line configuration selection for non-ideal compliant structures assemblies. Int J Adv Manuf Technol 106:15–30. https://doi.org/10.1007/s00170-019-04294-w
Liao X, Wang GG (2005) Wavelets-based method for variation analysis of non-rigid assemblies. Int J Mach Tools Manuf 45(14):1551–1559. https://doi.org/10.1016/j.ijmachtools.2005.03.001
Dong C, Kang L (2012) Deformation and stress of a composite–metal assembly. Int J Adv Manuf Technol 61:1035–1042. https://doi.org/10.1007/s00170-011-3757-9
Korbi A, Tlija M, Louhichi B, BenAmara A (2018) CAD/tolerancing integration: a new approach for tolerance analysis of non-rigid parts assemblies. Int J Adv Manuf Technol 98:2003–2013. https://doi.org/10.1007/s00170-018-2347-5
Abenhaim GN, Desrochers A, Tahan AS, Bigeon J (2015) A virtual fixture using a FE-based transformation model embedded into a constrained optimization for the dimensional inspection of non rigid parts. Comput Aided Des 62:248–258. https://doi.org/10.1016/j.cad.2014.12.006
Sabri V, Sattarpanah S, Tahan SA, Cuillière JC, François V, Pham XT (2017) A robust and automated FE-based method for fixtureless dimensional metrology of non-rigid parts using an improved numerical inspection fixture. Int J Adv Manuf Technol 92:2411–2423. https://doi.org/10.1007/s00170-017-0216-2
Karganroudi SS, Cuillière JC, François V, Tahan SA (2018) “What-if” scenarios towards virtual assembly-state mounting for non-rigid parts inspection using permissible loads. Int J Adv Manuf Technol 97:353–373. https://doi.org/10.1007/s00170-018-1947-4
Morse E, Grohol C (2012) Practical conformance evaluation in the measurement of flexible parts. CIRP Ann Manuf Technol 68:507–510. https://doi.org/10.1016/j.cirp.2019.04.076
Abenhaim GN, Desrochers A, Tahan A (2012) Nonrigid parts’ specification and inspection methods: notions, challenges, and recent advancements. Int J Adv Manuf Technol 63:741–752. https://doi.org/10.1007/s00170-012-3929-2
Lindau B, Lorin S, Lindkvist L, Söderberg R (2016) Efficient contact modeling in nonrigid variation simulation. J Comput Inf Sci Eng 16(1). https://doi.org/10.1115/1.4032077
Soner C, Sodeberg R, Warmefjord K, Lundblad M (2018) Tolerance analysis of surface-to-surface contacts using finite element analysis. Proc CIRP 75:250–255. https://doi.org/10.1016/j.procir.2018.04.029
Gouyou D, Ledoux Y, Teissandier D, Delos V (2018) Tolerance analysis of overconstrained and flexible assemblies by polytopes and finite element computations: application to a flange. Res Eng Design 29:55–66. https://doi.org/10.1007/s00163-017-0256-5
ASME Y14.5-2009 (2009) Dimensioning and tolerancing. The American Society of Mechanical Engineers National Standard. The American Society of Mechanical Engineers, New York
Fischer BR (2011) Mechanical tolerance stackup and analysis, 2nd edn. CRC Press-Taylor&Francis, New York
Papadopoulos AC (2017) Machine Elements, 3rd edn. Tziola Publications, Athens
Banarjee B, Chen J, Das R, Kathirgamanathan A (2011) Comparison of ANSYS elements SHELL181 and SOLSH190. Techn Rep Univ of Auckland, Auckland
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Mavridis-Tourgelis, A., Vakouftsis, C., Kaisarlis, G. et al. Computational implementation of part stiffness on tolerance specification based on the functional performance of assemblies. Int J Adv Manuf Technol 111, 397–410 (2020). https://doi.org/10.1007/s00170-020-06139-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06139-3