
Abstract
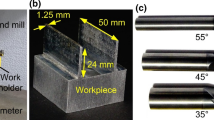
Curved mating surfaces that exist in complex engine parts such as turbine blades play a critical role in part fitting and assembly and, thus, system performance. Control of precise surface metrology (e.g., form error, surface roughness) during machining of such surfaces is highly challenging, especially when processing super alloys like hardened steels. This work aims to experimentally investigate surface metrology of a 12.70-mm-thick curved plate platform (with S-shaped sidewall) of AISI SS304 material during milling on a vertical three-axis milling machine with three different tool path strategies: ramp, contour, and peripheral. Experiments are performed to study surface location error (SLE) and roughness during upward and downward feeding of tool on both concave and convex sidewall surfaces at different spindle speed and feed combinations. SLE values that are estimated as undercut or overcut with respect to the desired surface are found to be minimum with ramp (15.05 μm), followed by contour (18.63 μm), and maximum with peripheral (24.12 μm) milling paths. However, peripheral milling may be preferable in terms of surface roughness (improved about 40 %) and overall machining time (six times faster than ramp milling). The findings are analyzed based on the associated cutting mechanics and cutting forces.
Article PDF
Similar content being viewed by others

Avoid common mistakes on your manuscript.
References
Ackerman RI, Albrecht RW Jr, Keith SR, Mcrae EE Jr (2002) Dovetail blade rotor and rotor grove configuration, European Patent, Publication number EP1288440 A2
Bounazef M, Guessasma S, Bedia EAA (2007) Blade protection and efficiency preservation of a turbine by a sacrificial material coating. Adv Powder Technol 18(2):123–133
Abou-El-Hossein KA, Yahya Z (2005) High speed end milling of AISI 304 stainless steel using new geometrically developed carbide inserts. In: Proc. 13th Int. Scientific Conference on Achievements in Mechanical and Materials Engineering. Gliwice, Poland
Kita Y, Furuike H, Nakagawa H, Hirogaki T (2001) Basic study of ball end milling on hardened steel. J Mater Process Technol 111(1–3):240–243
Ikua BW, Tanaka H, Obata F, Sakamoto S (2001) Prediction of cutting forces and machining error in ball end milling of curved surfaces—I theoretical analysis. Precis Eng 25(4):266–273
Ikua BW, Tanaka H, Obata F, Sakamoto S, Kishi T, Ishii T (2002) Prediction of cutting forces and machining error in ball end milling of curved surfaces—II experimental verification. Precis Eng 26(1):69–82
Lim EM, Menq CH (1995) The prediction of dimensional error for sculptured surface productions using the ball-end milling process. Part 2: surface generation model and experimental verification. Int J Mach Tools Manuf 35(8):1171–1185
Baptista R, Simoes JA (2000) Three and five axes milling of sculptured surfaces. J Mater Process Technol 103(3):398–403
Yun WS, Cho DW (2000) An improved method for the determination of 3D cutting force coefficients and runout parameters in end milling. Int J Adv Manuf Technol 16(12):851–858
Lazoglu I (2003) Sculpture surface machining: a generalized model of ball-end milling force system. Int J Mach Tools Manuf 43(5):453–462
Zhu R, Kapoor SG, DeVor RE (2001) Mechanistic modeling of the ball end milling process for multi-axis machining of free-form surfaces. J Manuf Sci Eng 123(3):369–379
Altintaş Y, Lee P (1996) A general mechanics and dynamics model for helical end mills. CIRP Ann Manuf Technol 45(1):59–64
Bouzakis KD, Aichouh P, Efstathiou K (2003) Determination of the chip geometry, cutting force and roughness in free form surfaces finishing milling, with ball end tools. Int J Mach Tools Manuf 43(5):499–514
Sun G, Wright P (2005) Simulation-based cutting parameter selection for ball end milling. J Manuf Syst 24(4):352–365
Insperger T, Gradišek J, Kalveram M, Stepan G, Winert K, Govekar E (2006) Machine tool chatter and surface location error in milling processes. J Manuf Sci Eng 128(4):913–920
Subrahmanyam KVR, San WY, Soon HG, Sheng H (2010) Cutting force prediction for ball nose milling of inclined surface. Int J Adv Manuf Technol 48(1–4):23–32
Wojciechowski S, Twardowski P, Pelic M (2014) Cutting forces and vibrations during ball end milling of inclined surfaces. Procedia CIRP 14:113–118
Watanabe T, Iwai S (1983) A control system to improve the accuracy of finished surfaces in milling. J Dyn Syst Meas Control 105(3):192–199
Yang MY, Choi JG (1998) A tool deflection compensation system for end milling accuracy improvement. J Manuf Sci Eng 120(2):222–229
Budak E, Altintas Y (1994) Peripheral milling conditions for improved dimensional accuracy. Int J Mach Tools Manuf 34(7):907–918
Altintas Y (1994) Direct adaptive control of end milling process. Int J Mach Tools Manuf 34(4):461–472
Rao VS, Rao PVM (2006) Tool deflection compensation in peripheral milling of curved geometries. Int J Mach Tools Manuf 46(15):2036–2043
Rao VS, Rao PVM (2005) Modelling of tooth trajectory and process geometry in peripheral milling of curved surfaces. Int J Mach Tools Manuf 45(6):617–630
Rao VS, Rao PVM (2006) Effect of workpiece curvature on cutting forces and surface error in peripheral milling. Proc Inst Mech Eng B J Eng Manuf 220(9):1399–1407
Tlusty J, Zaton W, Ismail F (1983) Stability lobes in milling. CIRP Ann Manuf Technol 32(1):309–313
Li HZ, Zeng H, Chen XQ (2006) An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J Mater Process Technol 180(1):296–304
Toh CK (2004) A study of the effects of cutter path strategies and orientations in milling. J Mater Process Technol 152(3):346–356
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Brooks, Z., Nath, C. & Kurfess, T.R. Investigating surface metrology of curved wall surface during milling of SS304 with different tool path strategies. Int J Adv Manuf Technol 86, 1963–1972 (2016). https://doi.org/10.1007/s00170-015-8323-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-015-8323-4