
Abstract
Alnus acuminata, Vochysia ferruginea and Vochysia guatemalensis, low-density species, have been previously studied due to their potential in the thermomechanical densification process. However, their spring back and set recovery values are reported to be high. Therefore, the objective of this work was to investigate and evaluate the effects of steaming and furfuryl alcohol impregnation pre-treatments on the spring back, set recovery, and thermal degradation of densified wood of these three tropical hardwood species. The results indicate that both steaming and furfurylation pre-treatments improved the dimensional stability of the densified wood of these three species. The wood densified with furfurylation pre-treatment presented higher spring back values (greater than 3%) but lower set recovery (lower than 5%) than wood densified with steaming pre-treatment. In addition, compared with the un-densified wood, the DTG/TG curves of the three species showed that the furfurylation-pre-treatment presented thermal stability and chemical modification related to the structure of hemicelluloses and the amorphous zones of cellulose and lignin, which was confirmed by the FTIR spectrum. In the wood densified with steaming pre-treatment, a modification of hemicellulose was evident in the FTIR data, resulting in a displacement of the curve that was only observed at higher temperatures, making it more thermally stable. The densified wood of V. ferruginea and V. guatemalensis presented lower spring back and set recovery values in comparison to the wood of A. acuminata regardless of the treatment applied, suggesting that these two species present better conditions for the densification process.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Costa Rica possesses a wide variety of tropical woods catalogued as low-density wood, both from natural forests and commercial plantations (Moya et al. 2019). Alnus acuminata, Vochysia ferruginea, and Vochysia guatemalensis are fast-growing species used in commercial reforestation programs. However, their wood presents limited uses in the market due to its low mechanical resistance and low density (Tenorio and Moya 2020) Tenorio et al. (2020) have shown improved density of these three species using a thermomechanical densification process, but the dimensional stability, specifically the spring back and set recovery, are considered high in densified wood of these species (Tenorio and Moya 2020; Tenorio et al. 2020; 2021).
Thermomechanical densification is a process in which the physical and mechanical properties of wood can be improved through the application of heat and compression (Kutnar and Sernek 2007). However, it is necessary to fix the deformation resulting from transverse compression to eliminate the two forms of recovery that occur after the process: (i) elastic spring back: when the deformation produced by the viscoelastic properties is instantaneously recovered by removing the compression load and (ii) moisture-induced set recovery: when the densified wood recovers its initial dimensions as a consequence of the release of internal forces and by the action of moisture (Navi and Sandberg 2012; Sadatnezhad et al. 2017).
Dimensional instability produced by set recovery is one of the main problems of densified wood (Navi and Sandberg 2012), so recent research has focused on applying treatments to wood to prevent recovery to its original dimensions. The treatments applied can be chemical (modification or impregnation), physical (heating or steaming), or mechanical (using devices) (Navi and Heger 2004). One of the simplest and most widely used treatments is the application of steam prior to compression (pre-steaming). Pre-steaming has shown to reduce the set recovery of densified wood, in addition to other positive effects such as the improvement of its physical and mechanical properties (Inoue et al. 2008). When wood is saturated with steam, it becomes elastic, which allows for it to mould in the transverse direction without producing cracks (Navi and Heger 2004). The effects of temperature and steaming allow for softening of the physical structure of the material during densification, and the wood reaches the glass transition temperature (Lenth and Kamke 2001; Pelozzi et al. 2014) at which its polymers are softened. Thus, molecular rearrangement and microstructure of the material occur, and consequently, the relief of internal stresses (Nogi et al. 2003; Gril et al. 2017; Rodrigues et al. 2018) reduces the set recovery.
Chemical treatments of wood prior to densification are another method applied to reduce the set recovery of densified wood. Chemical modification in wood occurs when a reaction of some reagent with the main polymers of wood, such as lignin, hemicellulose, or cellulose, occurs and results in the formation of a stable covalent bond between the reagent and the cell wall of the polymers (Hill 2006), causing a change in the macromolecules of the cell wall (Mantanis 2017). These changes in the wood result in greater dimensional stability, so the wood is less prone to dimensional change due to moisture loss or gain (Hill 2006; Rowell et al. 2009; Rowell 2012). Furfurylation is a chemical modification method of impregnation in which furfuryl alcohol (liquid produced from agricultural residues) is chemically bound to the wood by the reaction of lignin in the cell wall (Sejati et al. 2017; Li et al. 2016), inhibiting water molecules from reaching the polysaccharides and hence reducing the equilibrium moisture content and increasing its dimensional stability and durability (Esteves et al. 2011; Sandberg et al. 2017).
On the other hand, during wood densification and, particularly when pre- or post-treatments are used to reduce the deformation suffered, wood components (cellulose, hemicelluloses, and lignin) are subjected to chemical degradation depending on the parameters used in the process, such as the temperature, moisture content, and process time (Popescu et al. 2014; Navi and Pizzi 2015). The decomposition of these components consists of a complex process in which successive reactions or decomposition processes overlap. Thus, the individual chemical components of wood behave differently with respect to thermal degradation. Hemicelluloses exhibit low thermal stability compared to cellulose, which is a homopolysaccharide, whereas lignin possesses high structural diversity and degrades gradually over a wide temperature range compared to carbohydrates (Beall 1986; Helsen and Van den Bulck 2000; Cerc Korošec et al. 2009). Degradation of hemicelluloses starts at 180 °C or lower (Sivonen et al. 2002), that of lignin begins at 250 to 450 °C (Williams and Besler 1994; Alén et al. 1995), and the minimum temperature for decomposition of cellulose crystals varies from 300 to 360 °C (Kim et al. 2001).
Thermogravimetry (TG/DTG) has proven to be a useful technique to explain the thermal decomposition of various biomass materials (Cerc Korošec et al. 2009; Popescu et al. 2014). Some researchers have used this technique to quantify the modifications that appear in thermally or chemically modified wood (Cerc Korošec et al. 2009). In a complex material such as wood, in thermogravimetric curves, it is possible to observe two main zones: the first is associated with the devolatilization of water, and the second is associated with the main components (cellulose, hemicellulose, and lignin). The predominant process in the second zone is that of cellulose, which has a high mass loss rate in its decomposition interval (Orfao et al. 1999).
The present study investigated and evaluated the effect of two pre-treatments (steaming and furfuryl alcohol impregnation) on the spring back, set recovery, and thermal degradation of the densified wood of three low-density, fast-growing tropical hardwood species from Costa Rica (Alnus acuminata, Vochysia ferruginea, and Vochysia guatemalensis). The aim was to improve the physical-mechanical properties of the wood of these species while maintaining their dimensional stability to achieve a successful densification process.
2 Methodology
2.1 Material and sample preparation
Alnus acuminata, Vochysia ferruginea, and Vochysia guatemalensis trees growing in fast-growth plantations in the provinces of Cartago and Alajuela in Costa Rica were used. Three trees of each species (approximately 8 years old) were cut, and the first two logs were used. Each log was 1.2 m long and was sawn to obtain tangential wood. Of the total number of sawn pieces, thirty samples per species (150 mm length x 70 mm width and 20 mm thickness) that presented a flat sawing pattern and the lowest percentage of heartwood possible were selected and dried to 12% moisture content. The initial density was calculated for this moisture condition, and the ratio between the weight and volume was determined by measuring the thickness, width, and length. The initial moisture content was calculated as the ratio of the initial weight to the oven-dried weight, expressed as a percentage according to ASTM D-4422-16 (2016).
2.2 Wood pre-treatment
Prior to the densification process, two pre-treatments were used to improve the dimensional stability of the densified wood of the three species studied:
-
1.
Steaming: Twenty samples of each species were steamed for 30 min using an autoclave at normal pressure so that the steam was applied in a closed system, allowing for it to penetrate the interior of the wood. The temperature was approximately 115 °C inside the wood in the autoclave, and this temperature was set at the beginning of every steaming treatment. After steaming, the samples were densified.
-
2.
Furfurylation: Ten samples of each species were furfurylated following the procedure described by Pfriem et al. (2012). The samples were placed in a pilot reactor, where vacuum was applied for 45 min at -70 kPa (gauge). Then, a furfuryl alcohol solution comprised of furfuryl alcohol (50%), distilled water (46.25%), sodium borate used as a buffer agent (2%), and an organic acid catalyst composed of oxalic acid and citric acid (1.75%) was introduced for 2 h at a pressure of 8 bar. Then, the reagent was extracted, and the reactor temperature was set at 40 °C for 4 h with pressure vacuum at -70 kPa (gauge) applied every hour for 20 min. After 4 h, the samples were removed from the reactor, wrapped in aluminium foil and then heated in an oven for 16 h at 103 °C. Next, the samples were subjected to a final drying of 24 h at 103 °C without aluminium foil. Finally, the samples were placed in a chamber conditioned at 12% moisture. The weight% gain (WPG) was 41.4% for A. acuminata, 39.2% for V. ferruginea, and 45.3% for V. guatemalensis.
2.3 Densification process
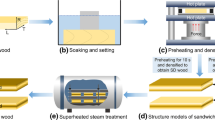
The densification process used consisted of three stages: heating, compression, and stabilization, and three densification treatments were carried out by varying some of the stages (Table 1). For treatments 1 and 2 (with presteaming), stage 1 (heating) was not performed, and the steamed samples were immediately taken to stage 2 (compression). During this stage, the samples of treatment 1 were compressed for 15 min, and the samples of treatment 2 were compressed for 30 min before reaching a target thickness of 9 mm (55% degree of compression). For treatment 3, the furfurylated samples were heated (stage 1) for 60 min inside an oven at 100 °C and then taken to stage 2, where they were compressed for 15 min until reaching a target thickness of 9 mm (55% degree of compression). In the three treatments, at the end of the compression stage, the samples were kept compressed and heated but without load application for 10 additional minutes (stage 3, stabilization).
For the samples of A. acuminata and V. guatemalensis, the temperature used during stages 2 and 3 of the densification process was 180 °C, while that for V. ferruginea was 160 °C because previous studies have shown that a temperature of 180 °C is not suitable for this species (Tenorio et al. 2020). A total of 30 samples per species were densified.
2.4 Evaluation of the densification process and set recovery
The final density, final moisture content (MC), percentage of compression (% compression), percentage of densification (% densification), and spring back were evaluated in the densification process. The thickness of each piece was determined at the end of stages 2 and 3 of the densification process (compression and stabilization thickness). After the process of densification, the width, length, weight, and density of each wooden sample were determined. The final density (after densification) was calculated as a relation between the weight and volume, determined by measuring the stabilization thickness, width, and length. The final MC was calculated as the ratio of the final weight (after the stabilization stage) to the oven-dried weight, expressed as a percentage according to ASTM D-4422-16 (2016).
The % compression was calculated as the ratio of the initial thickness to the compression thickness, expressed as a percentage. The % densification was calculated as the relationship between the initial density (before the densification process) and the final density (after the densification process). The spring back of the thickness of the densified wood was calculated as the ratio of the compression thickness to the stabilization thickness, also expressed as a percentage.
Set recovery was determined according to Eq. 1, and two consecutive cycles were carried out.
where Ti is the thickness of the densified wood samples after being heated at 103 °C and soaked for 24 h, Ts is the thickness of wood after densification and heating in an oven at 103 °C for 24 h, and To is the initial oven-dried thickness of wood before densification.
2.5 Thermogravimetric analysis (TGA)
TGA analysis was performed on a TA Instruments Q500 (New Castle, Denver, USA) thermogravimetric analyser. Approximately 5 mg of each densification-treated and an un-densified wood per species were used, and an inert atmosphere was provided by ultrahigh purity nitrogen with a flow rate of 90.0 ml min− 1. Each analysis began with thermal stabilization and a 10-minute isothermal period at 30 °C, followed by constant heating at 10 °C min− 1 up to 700 °C. The data acquired were processed in TA Instruments Universal Analysis 2000 software. The following information was obtained: TGA curves and derivate calculations from the TGA data, temperature and mass at the beginning of thermal decomposition processes (Ti and Wi, respectively), temperature and mass at the deflection (shoulder) before the point of maximum decomposition (Tsh and Wsh, respectively), temperature and mass of the maximum decomposition rate (Tm and Wm, respectively), and the temperature and mass at the final decomposition point (Tf and Wf, respectively).
The un-densified sample was wood of each of the species without any pre-treatment or densification process.
2.6 FTIR analysis
After the densification process, three samples (8 mm width x 50 mm length x densification thickness) of each densification treatment and an un-densified wood were taken from each species to determine the Fourier transform infrared spectroscopy (FTIR) spectra. The samples were measured on the inside of the wood by means of a Nicolet 380 FTIR spectrometer (Thermo Scientific) using a single reflectance ATR cell (equipped with a diamond crystal). All data were recorded at room temperature in the spectral range of 4000–700 cm− 1 by accumulating 64 scans with a resolution of 1 cm− 1. The FTIR spectra obtained were processed with Spotlight 1.5.1, HyperView 3.2, and Spectrum 6.2.0 software developed by Perkin Elmer Inc. (Massachusetts, USA).
Baseline correction was applied at 1800 to 650 cm− 1, and the main components in this vibration band were identified. This band was selected because several studies have identified it as the range where variation in the changes of the surface of the wood most occurs (Li et al. 2016; Bonifazi et al. 2015).
2.7 Statistical analysis
Compliance of the measured variables with the assumptions of normal distribution, homogeneity of variance, and outliers was verified. An analysis of variance was applied to verify the effect of the densification treatments on each of the variables measured during the densification process (% compression, % densification, and spring back) and the changes in the physical properties (initial and final moisture content, density and set recovery) for each species. The Tukey test was used to determine the significant differences between the means of the variables measured. The analysis of variance and Tukey tests were performed with SAS software (SAS Institute Inc., Cary, NC).
3 Results
3.1 Wood parameters before and after densification
The initial MC varied between 12% and 13% for T1 and T2, respectively, and there were no significant differences between the two treatments, while T3 showed the lowest average statistically (less than 7%) of the three species (Table 2). In the MC after steaming, significant differences were observed between T1 and T2 for A. acuminata and V. guatemalensis, the T2 treatment had the lowest average, and the samples of V. ferruginea did not present significant differences (Table 2). The averages obtained for the final MC of the three species were less than 1%, except for T1 for V. ferruginea, which was 1.63%. For A. acuminata and V. guatemalensis, T2 showed the lowest values, while V. ferruginea exhibited the lowest values for treatments T2 and T3 (Table 2). With respect to the initial and final density, there were no significant differences between T1 and T2, but both treatments presented a statistically lower density in relation to T3 for all three species (Table 2).
For the three species, no differences were observed between T1 and T2 with respect to the % densification, which was approximately 75% for A. acuminata, 70% for V. ferruginea, and approximately 78% for V. guatemalensis. T3 presented the lowest average, approximately 60% for all three species (Table 2). With respect to the % compression for A. acuminata and V. guatemalensis, no differences were observed between T2 and T3, with averages of approximately 51%, while T1 showed a slightly higher average of 53%. In V. ferruginea, no significant differences were observed between treatments (Table 2).
Regarding the spring back, in A. acuminata and V. ferruginea, there were no significant differences between T1 and T2. In addition, A. acuminata exhibited the highest spring back averages in the three treatments, while for V. guatemalensis, T2 did not show spring back averages (Fig. 1a). For T3, the spring back was higher in all three species compared to T1 and T2 (Fig. 1a).
In the two set recovery cycles, the same behavior was observed in all treatments (Fig. 1b, c). For A. acuminata, there were no differences between T1 and T2; V. ferruginea in T2 had the highest average in the two cycles, while V. guatemalensis in T1 had the highest average (Fig. 1b, c). For the three species, T3 showed statistically lower averages (Fig. 1b, c).

Spring back (a) and set recovery cycles (b and c) for densified wood of three tropical hardwood species
Legend: different letters for each parameter represent statistical differences between different treatments (significances at 95%).
3.2 Thermogravimetric analysis
Figure 2 shows the DTG/TG curves of the un-densified and densification wood of the three species. The DTG curves show two decomposition steps. The first step corresponds to dehydration and elimination of low molecular weight compounds and takes place for the three species from 15 to 106 °C for the un-densified wood and from 25 to 130 °C for the wood densified in the three treatments (Fig. 2a, c, e). The mass loss at the end of the first step was approximately 10% for A. acuminata, 8% for V. ferruginea, and 12% for V. guatemalensis for the un-densified wood; for the wood densified in T1 and T2, it was 8% and 4%, respectively, for T3 for the three species (Fig. 2b, d, f).
The second step, which varies between 150 and 480 °C, was assigned to the decomposition of the main wood components (cellulose, hemicellulose, and lignin). It was observed for all three species that the curves of treatments T1 and T2 (pre-steaming) present the same shape as that of the un-densified wood but with a shift towards higher temperatures during the whole decomposition process (Fig. 2a, c, e), while the curve of T3 (furfurylation pre-treatment) presents marked differences in shape compared with the other two treatments and the un-densified wood (Fig. 2a, c, e).
These similarities and differences in the behaviour of the DTG curves can be verified by evaluating the different temperatures (Table 3). First, an important aspect to highlight is that the un-densified wood presented lower decomposition temperatures in relation to the wood in the three densification treatments, except for Ti, where the wood of T3 showed the lowest values (Table 3). For the densification treatments, in general, the temperatures evaluated for T1 were slightly lower than those in T2, with the exception of Tsh and Tf of A. acuminata and Tf of V. guatemalensis, as these temperatures were higher in T2. Meanwhile, T3 presented lower values in relation to T1 and T2 for all temperatures analysed in the decomposition process, except Tf, for which T3 presented the highest value of the three wood species (Table 3).
The parameters related to the mass indicate that the un-densified wood showed the lowest percentages of mass in the whole process (Table 3). The Wi values were similar for T1 and T2 for the three species, whereas for Wsh in A. acuminata, the T1 treatment presented a lower value than T2, while the Wsh values were similar for the other two species. For Wm in A. acuminata and V. ferruginea, there was a higher value in T1 than in T2, and no differences were observed in V. guatemalensis. Wf varied between species; for A. acuminata, the value of Wf was lower in T1 in relation to T2, while in V. ferruginea, the opposite occurred; T2 was lower than T1, and there was no difference between T1 and T2 in V. guatemalensis. Finally, T3 presented a higher percentage of mass in relation to T1 and T2, and during the whole decomposition process, the un-densified wood exhibited evident differences from Tm to Tf (Fig. 2b, d, f; Table 3).

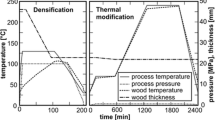
DTG/TG curves of densified and un-densified wood from three tropical hardwood species
3.3 FTIR analysis
FTIR spectra were used to investigate the possible chemical reactions and chemical structural changes in the three species of control and densified wood (Fig. 3). In A. acuminata, in the densification treatments with steaming (T1 and T2), no differences were observed in the vibrations with respect to the un-densified wood, while for V. ferruginea and V. guatemalensis, only a decrease in the 1108 cm− 1 peak was observed, which corresponds to the aromatic skeletal and C-O stretch of polysaccharides and lignin (Fig. 3).
With respect to T3 for the three species, changes in intensity were observed in most of the bands in relation to the un-densified wood. A decrease in intensity was observed in the peaks at 896, 1031, 1108, 1182, 1225, 1294, 1341, 1394, 1481, 1535, 1614, 1688 and 1733 cm− 1, and the 1652 cm− 1 peak disappeared. This band corresponds to conjugated C = O inquemines coupled with C = O stretching of various groups of hemicellulose. In addition, an increase in the intensity of the peaks at 692, 785 and 1566 cm− 1 was observed (Fig. 3).

FTIR curves of densified and un-densified wood from three tropical hardwood species
4 Discussion
4.1 Densification parameters
The characteristics of the wood before and after the densification process showed no differences between the pre-steaming treatments (T1 and T2), except for the final MC and % compression (Table 2). This can be attributed to the differences in the compression time used in each treatment, 15 min for T1 and 30 min for T2 (Table 1). In this sense, the application of a longer compression time at a constant temperature causes moisture loss during the process, which was observed in the densified wood of T2, which presented a lower final MC than T1. In addition, it is possible that in using a shorter compression time (15 min) in T1, the compression is performed faster, producing a higher % compression (Table 2). In the case of the other parameters evaluated, the initial MC, initial density, final density, and % densification, the lack of differences between treatments T1 and T2 is a consequence of the fact that the wood was from the same lot, so no differences should be observed in these parameters (Table 2).
The results obtained for wood densified with the furfurylation pre-treatment (T3) show differences from T1 and T2 in all the parameters evaluated (Table 2). Furfurylation is a treatment in which the wood is impregnated with furfuryl alcohol, which remains adhered to the cell walls (Lande et al. 2008), resulting in an increase in both the initial and final density in relation to those of T1 and T2. However, the increase in the weight added to the wood by furfurylation makes the % densification lower in relation to that of T1 and T2 because the % densification is a ratio between the final density and the initial density. In addition, modification by impregnation with furfuryl alcohol prevents the water molecules from accessing the hydroxyl groups of the polysaccharides of the wood, thus reducing the equilibrium moisture content (Esteves et al. 2011), which caused the wood of T3 to present initial moisture content lower than those of T1 and T2 (Table 2).
Spring back and set recovery are among the most important parameters evaluated in densified wood, as they allow for determining the efficiency of the process through dimensional stability (Navi and Sandberg 2012; Sadatnezhad et al. 2017). They are attributed to the fact that densified wood can recover its original shape even when subjected to large deformations because of its hygroscopic nature, its viscoelastic properties, and the release of the inner stress stored in the wood during the densification process (Sadatnezhad et al. 2017). Spring back is the degree of recovery immediately after removing the post compression load (Sadatnezhad et al. 2017).
Some research (Inoue et al. 1993, 2008; Dwianto et al. 1999) has focused on the use of pre-steaming as a technique to prevent the deformation that wood undergoes after compression and reduce the spring back. In this case, the use of steam as a pre-treatment in the densified wood of the three species had a positive effect on T1 and T2 by reducing the inner stress stored in the wood during densification, which translated into spring back values of less than 4% for the three species (Fig. 1a). This effect was more evident in the densified wood of V. guatemalensis, which practically did not present this phenomenon (values < 1%). In this case, the differences in the compression times of the treatments (15 min in T1 and 30 min in T2) did not alter the spring back of the densified wood; it is likely that the steaming time (1 h) of both treatments increased the compressibility of the wood, promoting the viscous flow of wood substances and reducing the level of stored stress (Inoue et al. 2008) in the same manner during both compression times tested, resulting in similar spring-back values for both treatments (Fig. 2).
The increase in spring-back values in densified wood with furfurylation pre-treatment (T3) in relation to T1 and T2, which were 3% for V. guatemalensis and higher than 7% for A. acuminata and V. ferruginea (Fig. 1a), can be attributed to the fact that furfurylation tends to result in storage of more stress during compression (Pfriem et al. 2012). This means that part of the deformation in the wood tends to be elastic and thus when the load is removed and the stress is released, it causes immediate spring-back deformation. Another important aspect to note regarding spring-back values is that they do not seem to be related to the WPG, since there was generally little variation in this parameter (41.4% for A. acuminata, 39.2% for V. ferruginea, and 45.3% for V. guatemalensis). In addition, the spring-back results were similar in V. ferruginea and A. acuminata, the species with the highest and lowest WPG values, respectively. This shows that spring-back values are probably related to chemical modifications in the wood components, which are discussed in the next section.
Set recovery or compression set recovery is a parameter that measures the recovery of densified wood when subjected to changes in temperature and humidity and the irreversible and permanent structural change that takes place in the polymer chains of the wood (Navi and Sandberg 2012). In this study, A. acuminata presented set recovery values higher than those obtained for V. ferruginea and V. guatemalensis (Fig. 1b, c). This suggests that these two species probably present better conditions for densification, as their structural change was greater. The structural changes presented by the three species, which were greater in V. ferruginea and V. guatemalensis, occur because when the wood is densified, the stress to which it is subjected during compression causes the rupture or degradation of the hydrogen bonds between the molecules within the hemicellulose-lignin matrix. The FTIR spectra show an important change in the peak at 1108 cm− 1 (Fig. 3), which corresponds to a C-O stretch of hemicellulose and lignin of wood (Bonifazi et al. 2015). During vaporization, the hemicelluloses degrade, which produces a dissolution of carbohydrates, reducing the hydroxyl groups (Garrote et al. 2001). This hemicellulose degradation allows for the microfibrils, mostly composed of cellulose, to slide and subsequently rebond with adjacent fibrils in a new position (Altaner and Jarvis 2008). Thus, the stick-slip is permanent but does not damage the microfibrils in the matrix, and it causes an irreversible structural change in the wood. In addition, it is likely that A. acuminata wood tends to store more elastic strain energy in the semicrystalline microfibrils of cellulose and lignin during the compression stage as well as the residual stress stored in the collapsed cells in relation to V. ferruginea and V. guatemalensis, which is the main cause of the set recovery of wood after the densification process, according to Navi and Heger (2004).
The values obtained in the two set recovery cycles varied by species (Fig. 1c, d). In the present study, the temperature used during pre-steaming in T1 and T1 was 115 °C. However, Inoue et al. (2008) indicated that it is advisable to use high temperatures during pre-steaming to reduce wood set recovery. In addition, they indicate that at temperatures below 170 °C, the set recovery is approximately 80% and that the deformation is completely fixed when pre-steaming is performed at 220 °C for 10 min. Considering what was postulated by these authors, it is likely that the temperature used during the pre-steaming of T1 and T2 was not high enough to obtain lower set recovery values in the three species, thus reducing the stress to which the wood was subjected during compression and fixing the deformation suffered by the cell wall of the wood.
Thus, pre-steaming had no effect on the set recovery observed between T1 and T2 in V. ferruginea and V. guatemalensis, which could be due to the different compression times used in each treatment. However, as the compression time increased in V. ferruginea, the set recovery increased, but in V. guatemalensis, it decreased (Fig. 1c, d). In the case of V. ferruginea, the shorter compression time of T1 allowed for a greater stick-slip effect due to a greater rupture or degradation of the hydrogen bonds between the molecules of the hemicellulose-lignin matrix (Altaner and Jarvis 2008). This situation does not occur with T2, where the increase in compression time, and therefore, a longer exposure time to heat, produced changes in the chemical composition of the species, which can weaken the possible hydrogen bonds and therefore increase the set recovery. However, in V. guatemalensis, when a compression time of 30 min (T2) was used, better conditions were produced for the stick-slip phenomenon to occur, decreasing the set recovery. In the case of A. acuminata, the time variation was not enough to cause a significant effect on the set recovery; thus, in this species, it is important to increase the compression time as well as the vaporization temperature to reduce set recovery in future research.
Finally, the low set recovery values (less than 10%) in the densified wood of T3 for the three species (Fig. 1b, c) can be explained by the fact that during densification, the furfurylated wood tends to store more elastic strain energy that is released almost entirely at the end of the process, which translates into higher spring-back values (Fig. 1a). However, the set recovery associated with the deformation that occurs when the densified wood is subjected to changes in temperature and humidity results in low set recovery values in relation to T1 and T2 (Fig. 1b, c). In addition, furfurylation acts as an impregnation modification where furfuryl alcohol reacts with itself and with lignin in the cell walls, forming furfuryl alcohol complexes deposited in the wood cavities and cell walls (Lande et al. 2008; Nordstierna et al. 2008; Gérardin 2016; Li et al. 2016). This prevents water molecules from reaching the wood polysaccharides, resulting in, among other things, increased wood dimensional stability due to lower hygroscopicity (Esteves et al. 2011). Pfriem et al. (2012) noted that values of more than 30% weight% gain (WPG) in the furfurylation process produce set recovery values of less than 20% for densified and furfurylated Fagus sylvatica wood. In this study, the wood of the three species presented WPG values higher than 35% (41.4% for A. acuminata, 39.2% for V. ferruginea and 45.3% for V. guatemalensis), which could lead to the low set recovery values obtained (Fig. 1b, c). Thus, the wood densified with the furfurylation pre-treatment presented set recovery values lower than those after steaming the wood in T1 and T2. Therefore, it is an effective treatment to achieve low set recovery values, but with the disadvantage of presenting high spring back (Fig. 1).
4.2 Chemical analysis
The mass loss of 4–8% observed during the first step of the TG curves (Fig. 2b, d, f), which correspond to the dehydration of the wood and the decomposition of low molecular weight components (Yang et al. 2007), indicates that the densified wood tends to maintain some hydrophilicity, which was higher in T1 and T2 than in T3 for all three species. This shows that the densified wood after T3 (furfurylation pre-treatment) tends to be more hydrophobic, as shown by the set recovery results (Fig. 1b, c).
Another important aspect to note is that, in this temperature range, the initial mass loss was independent of the species, since little variation was observed among the three species evaluated (Fig. 2b, d, f). Likewise, few differences were observed between treatments T1 and T2 in the three species, so it can be inferred that, at this stage of the decomposition process, the two treatments produced similar effects on the species. The opposite case occurred with T3, which presented a lower weight loss in relation to T1 and T2 for the three species. This indicates that the densified wood after T3 (furfurylation pre-treatment) tends to be more hydrophobic, which is to be expected since, according to Kong et al. (2018), furfuryl alcohol is not only deposited in cell lumens but also enters cell walls, which decreases the hygroscopicity of the wood (Esteves et al. 2011).
The displacement of the curves during the second step of the decomposition process of the densified wood of T1 and T2 (steaming pre-treatment) indicates an increase observed at all temperatures (Table 3; Fig. 2) in relation to the un-densified wood, suggesting that a modification of the wood components occurred. This stage of the decomposition process corresponds to the thermal degradation of wood components, which involves a complex process consisting of several overlapping reactions of hemicellulose, cellulose, and lignin decomposition (Yang et al. 2007). The modification of wood components, specifically hemicellulose, evidenced by the displacement of the decomposition curves, can be explained by the fact that the permanent deformation that wood undergoes when it is subjected to the densification process (stick-slip) produces a rupture of the hydrogen bonds between the matrix of wood components, allowing for a better and closer fit of the microfibrils in a new position, making the bonds formed more chemically stable (Altaner and Jarvis 2008). Thus, in densified wood, although the TG curves of T1 and T2 present a similarity to un-densified wood, the densified wood curves are shifted towards a higher temperature, indicating greater thermal stability.
Specifically, the FTIR spectrum of the species showed a significant change in peak at 1108 cm− 1 (Fig. 3), which corresponds to aromatic skeletal and C-O stretch of hemicellulose and lignin in the wood (Bonifazi et al. 2015). However, although this peak corresponds to these two components of the wood, it is more likely that the modification occurs in the hemicelluloses in this case since lignin cross-linking is probably a radical reaction that increases the bonds in this component (Ramos 2003), while hemicellulose degradation is likely more favoured by the more open access to dissolution of carbohydrates (Garrote et al. 2001). However, this result should be considered with caution. The above changes produced in the wood were observed after the steaming process and not for densified wood; the present study indicates that, upon steaming, there is a densification process with temperature.
It is also important to mention that in treatments T1 and T2, although they present an irreversible structural change due to the stick-slip phenomenon, according to Altaner and Jarvis (2008), this phenomenon does not damage the microgrids of the matrix, as evidenced in this study by the curves of the second stage of decomposition, where no changes were observed in the shape of the DTG curve of T1 and T2 in relation to that of the un-densified wood (Fig. 2). In this sense, different studies indicate that the decomposition of hemicelluloses starts at 180 °C or less, while that of lignin is 250 to 450 °C, and the minimum temperature for the decomposition of cellulose crystals in an inert atmosphere is 300 to 360 °C (Williams and Besler 1994; Alén et al. 1995; Sivonen et al. 2002; Kim et al. 2001). In the present study, the temperature used in the densification process was lower than 200 °C for all three species, and the pre-steaming applied in T1 and T2 was performed at 115 °C. Therefore, it is to be expected that decomposition of the wood components would not occur but only a modification of them, as was observed in the displacement of the curves towards a higher temperature.
In this second stage of the DTG/TG curves, in T3 densified wood, the thermal degradation process is completely different from that of T1 and T2 in the three species because furfurylation affects the thermal behaviour of the wood (Fig. 2). For T3 densified wood, a shift of the decomposition curves was not observed in relation to un-densified wood (as in T1 and T2), but there was a clear decrease in the shoulder, corresponding to the decomposition of hemicelluloses and amorphous zones of cellulose (Popescu et al. 2014), and an increase in the final peak of the curve, corresponding to the degradation of lignin (Avni and Coughlin 1985) (Fig. 2). The chemical relationship of furfuryl alcohol with wood is quite complex since it affects the components of the wood in different ways; furfuryl alcohol is deposited in the cell walls, preventing the access of moisture, and it also affects hemicellulose and lignin, making densified wood more resistant to water (Fig. 1) and more thermally stable. The FTIR spectrum of T3 fully shows the presence of furfuryl alcohol in the wood, specifically the variations at 889, 785–790, 1225,1481, 1561–1566, 1711 and 1733 cm− 1 (Fig. 3), which correspond to the presence of furfuryl alcohol in the wood (Dong et al. 2014; Gao et al. 2017; Kong et al. 2018) and the relationship of the vibrations due to the C = O bond stretching with the polymer components of the wood. Thus, this important presence of furfuryl alcohol is shown at the end of the DTG curve or higher temperatures (Fig. 2).
Based on this behaviour, it can be inferred that furfurylation modifies the structure related to hemicelluloses and amorphous zones of cellulose and lignin. According to Kong et al. (2018), the change observed in the shoulder in the DTG curves corresponds to the degradation of the amorphous cellulose and hemicellulose due to the acid hydrolysis of the wood during the furfurylation treatment of the three species. Additionally, the major degradation of furfuryl alcohol occurred at 320 − 400 °C (Kong et al. 2018), which overlapped with cellulose and lignin decomposition, causing an increase in the final peak of the DTG curve of phase 2 decomposition (Fig. 2). This was confirmed by the FTIR spectrum, where the vibrations at 889 cm− 1, attributed to β-glucosidic linkages between sugar units (Kong et al. 2018), and the 1505 and 1016 cm− 1 vibrations, which are attributed to a modification in the aromatic band of the syringyl ring of lignin by the furfuryl alcohol present and the C-O bond stretch manifested in hemicellulose, respectively, provide evidence of changes in this bond as an increase in vibration due to the presence of furfuryl alcohol (Xie et al. 2013).
Furthermore, it is possible to observe differences between species in the magnitude of the decrease in the shoulder in the DTG curves, which may be related to the WPG obtained for each species after the furfurylation treatment. The WPG of V. guatemalensis was 45.3%, and it was the species with the most evident decrease in the shoulder, followed by A. acuminata (41.4%) and V. ferruginea (39.2%). This means that the higher the WPG of the furfurylated wood, the greater the degradation of the amorphous cellulose and hemicellulose, which will be observed as a greater reduction in the shoulder of the DTG curve. Finally, the T3 densified wood yielded a higher final mass (approximately 40%) than the un-densified wood and T1 and T2 densified wood, indicating increased char formation and improved thermal stability due to the incorporated furfuryl alcohol.
5 Conclusion
The differences in the final MC and % compression of the densified wood of T1 and T2 (steaming pre-treatment) are attributed to the compression time used in each treatment. The densification of wood using these two steaming pretreatments presented low spring-back values but high set recovery. However, it modified the structure of its components towards a greater thermal stability without causing degradation because a displacement of the TG curve towards higher temperatures was observed in relation to that of the un-densified wood.
In addition to the differences in all the variables evaluated before and after the densification process, the wood densified with furfurylation pre-treatment (T3) presented high values of spring back but low set recovery in relation to the wood densified with T1 and T2 (steaming pre-treatment) for the three species. These changes were observed because there was a greater chemical modification in the furfurylation pre-treatment, which is mainly related to the structure of hemicelluloses and the amorphous zones of cellulose and lignin, as demonstrated by the changes in the DTG/TG curves and FTIR data of the three species in relation to the un-densified wood.
The experimental data indicate that both steaming pre-treatment and furfurylation pre-treatment improve the dimensional stability of the densified wood of the three species tested. However, the densified wood of V. ferruginea and V. guatemalensis presented lower spring back and set recovery values in relation to the wood of A. acuminata, regardless of the densification treatment applied, suggesting that these two species present better conditions for the densification process. In addition, in the case of A. acuminata, no differences were observed in the spring back and set recovery values obtained after T1 and T2, suggesting that the densification process variables, specifically the compression time, had no effect on the results.
References
Alén R, Rytkönen S, McKeough P (1995) Thermogravimetric behavior of black liquors and their organic-constituents. J Anal Appl Pyrolysis 31:1–13. https://doi.org/10.1016/0165-2370(94)00811-E
Altaner CM, Jarvis MC (2008) Modelling polymer interactions of the ‘molecular Velcro’type in wood under mechanical stress. J Theor Biol 253(3):434–445. https://doi.org/10.1016/j.jtbi.2008.03.010
ASTM D4442-16 (2016) Standard test methods for direct moisture content measurement of wood and wood-based materials. ASTM International, West Conshohocken, PA, USA. https://doi.org/10.1520/D4442-20
Avni E, Coughlin RW (1985) Kinetic analysis of lignin pyrolysis using non-isothermal TGA data. Thermochim Acta 90:157–167. https://doi.org/10.1016/0040-6031(85)87093-3
Beall FC (1986) Thermal degradation of wood. In: Bever MB (ed) Encyclopedia of materials science and engineering. Pergamon Press, Oxford
Bonifazi G, Calienno L, Capobianco G, Monaco AL, Pelosi C, Picchio R, Serranti S (2015) Modeling color and chemical changes on normal and red heart beech wood by reflectance spectrophotometry, Fourier Transform Infrared spectroscopy and hyperspectral imaging. Polym Degrad Stab 113:10–21. https://doi.org/10.1016/j.polymdegradstab.2015.01.001
Cerc Korošec R, Lavrič B, Rep G, Pohleven F, Bukovec P (2009) Thermogravimetry as a possible tool for determining modification degree of thermally treated Norway spruce wood. J Therm Anal Calorim 98:189. https://doi.org/10.1007/s10973-009-0374-z
Dong Y, Yan Y, Zhang S, Li J (2014) Wood/Polymer Nanocomposites prepared by impregnation with furfuryl alcohol and Nano-SiO2. BioResources 9(4): 6028–6040
Dwianto W, Morooka T, Norimoto M, Kitajima T (1999) Stress relaxation of sugi (Cryptomeria japonica D.Don) wood in radial compression under high temperature steam. Holzforschung 53:541–546. https://doi.org/10.1515/HF.1999.089
Esteves B, Nunes L, Pereira H (2011) Properties of furfurylated wood (Pinus pinaster). Eur J Wood Prod 69(4):521–525. https://doi.org/10.1080/0282758041001915
Gao X, Dong Y, Wang K, Chen Z, Yan Y, Li J, Zhang S (2017) Improving dimensional and thermal stability of poplar wood via aluminum-based sol-gel and furfurylation combination treatment. BioResources 12(2):3277–3288
Garrote G, Dominguez H, Parajo JC (2001) Study on the deacetylation of hemicelluloses during the hydrothermal processing of Eucalyptus wood. Eur J Wood Prod 59(1):53–59. https://doi.org/10.1007/s001070050473
Gérardin P (2016) New alternatives for wood preservation based on thermal and chemical modification of wood - a review. Ann For Sci 73:559–570. https://doi.org/10.1007/s13595-015-0531-4
Gril J, Jullien D, Bardet S, Yamamoto H (2017) Tree growth stress and related problems. J Wood Sci 63:411–432. https://doi.org/10.1007/s10086-017-1639-y
Helsen L, Van den Bulck EJ (2000) Kinetics of the low-temperature pyrolysis of chromated copper arsenate-treated wood. J Anal Appl Pyrol 53:51–79. https://doi.org/10.1016/S0165-2370(99)00050-9
Hill CAS (2006) Wood modification – chemical, thermal and other processes. Wiley Series in Renewable Resources. Ed. J. Wiley and Sons, Chichester, United Kingdom, p 260
Inoue M, Norimoto M, Tahanashi M, Rowell RM (1993) Steam or heat fixation of compressed wood. Wood Fiber Sci 25:404–410
Inoue M, Sekino N, Morooka T, Rowell RM, Norimoto M (2008) Fixation of compressive deformation in wood by pre-steaming. J Trop For Sci 20(4):273–281
Kim DY, Nishiyama Y, Wada M, Kuga S, Okano T (2001) Thermal decomposition of cellulose crystallites in wood. Holzforschung 55:521–524. https://doi.org/10.1515/HF.2001.084
Kong L, Guan H, Wang X (2018) In situ polymerization of furfuryl alcohol with ammonium dihydrogen phosphate in poplar wood for improved dimensional stability and flame retardancy. ACS Sustainable Chem Eng 6:3349–3357. https://doi.org/10.1021/acssuschemeng.7b03518
Kutnar A, Sernek M (2007) Densification of Wood. Zbornik gozdarstva in lesarstva 82:53–62
Lande S, Eikenes M, Westin M, Schneider M (2008) Furfurylation of wood: Chemistry, properties and commercialization. In: Development of Commercial Wood Preservatives, ACS Symposium Series No. 982, pp. 337–355. https://doi.org/10.1021/bk-2008-0982.ch020
Lenth CA, Kamke FA (2001) Moisture dependent softening behavior of wood. Wood Fiber Sci 33(3):492–507
Li W, Ren D, Zhang X, Yu Y (2016) The furfurylation of wood: A nanomechanical study of modified wood cells. BioResources 11(2):3614–3625
Mantanis G (2017) Chemical modification of wood by acetylation or furfurylation: A review of the present scaled-up technologies. BioResources 12(2):4478–4489
Moya R, Tenorio C, Salas J, Berrocal A, Muñoz F (2019) Tecnología de la madera de plantaciones forestales: Fichas Técnicas [Wood technology from forest plantations:Technical Data Sheets], Editorial Tecnológica de Costa Rica, Cartago, Costa Rica
Navi P, Heger F (2004) Combined densification and thermo-hydro-mechanical processing of wood. MRS Bull 29(5):332–336. https://doi.org/10.1557/mrs2004.100
Navi P, Pizzi A (2015) Property changes in thermo-hydro-mechanical processing. Holzforschung 69(7):863–873. https://doi.org/10.1515/hf-2014-0198
Navi P, Sandberg D (2012) Thermo hydro mechanical processing of wood. EPFL Press, Lausanne, Switzerland
Nogi M, Yamamoto H, Okuyama T (2003) Relaxation mechanism of residual stress inside logs by heat treatment: Choosing the heating time and temperature. J Wood Sci 49:22–28. https://doi.org/10.1007/s100860300004
Nordstierna L, Lande S, Westin M, Karlsson O, Furo I (2008) Towards novel wood-based materials: chemical bonds between lignin-like model molecules and poly (furfuryl alcohol) studied by NMR. Holzforschung 62(6):709–713. https://doi.org/10.1515/HF.2008.110
Orfao JJM, Antunes FJA, Figueiredo JL (1999) Pyrolysis kinetics of lignocellulosic materials—3 independent reactions model. Fuel 78:349–358
Pelozzi MMA, Severo ETD, Rodrigues PLM, Calonego FW (2014) Temperature charts of Hevea brasiliensis during log steaming and its effect on the board cracks. Eur J Wood Prod 72(1):123–128. https://doi.org/10.1007/s00107-013-0759-3
Pfriem A, Dietrich T, Buchelt B (2012) Furfuryl alcohol impregnation for improved plasticization and fixation during the densification of wood. Holzforschung 66:215–218. https://doi.org/10.1515/HF.2011.134
Popescu MC, Lisa G, Froidevaux J, Navi P, Popescu CM (2014) Evaluation of the thermal stability and set recovery of thermo-hydro-mechanically treated lime (Tilia cordata) wood. Wood Sci Technol 48:85–97. https://doi.org/10.1007/s00226-013-0588-x
Ramos LP (2003) The chemistry involved in the steam treatment of lignocellulosic materials. Quím Nova 26 (2003): 863–871. https://doi.org/10.1590/S0100-40422003000600015
Rodrigues PLM, Severo ETD, Calonego FW, Pelozzi MMA (2018) Drying behavior and decay resistance of rubberwood from steamed log and presteamed lumber. Dry Technol 36:1243–1249. https://doi.org/10.1080/07373937.2017.1399274
Rowell RM, Ibach RE, McSweeny J, Nilsson T (2009) Understanding decay resistance, dimensional stability and strength changes in heat treated and acetylated wood. Wood Mater Sci Eng 1(2):14–22. https://doi.org/10.1080/17480270903261339
Rowell RM (2012) Handbook of wood chemistry and wood composites, 2nd edn. CRC Press, Taylor and Francis Group, Boca Raton, Florida, USA, p 703
Sadatnezhad SH, Khazaeian A, Sandberg D, Tabarsa T (2017) Continuous surface densification of wood: A new concept for large-scale industrial processing. BioResources 12(2):3122–3132. https://doi.org/10.15376/biores.12.2.3122-3132
Sandberg D, Kutnar A, Mantanis G (2017) Wood modification technologies - A review. iForest 10(6):895–908. https://doi.org/10.3832/ifor2380-010
Sejati PS, Imbert A, Gérardin-Charbonnier C, Dumarçay S, Fredon E, Masson E, Nandika D, Priadi T, Gérardin P (2017) Tartaric acid catalyzed furfurylation of beech wood. Wood Sci Technol 51:379–394. https://doi.org/10.1007/s00226-016-0871-8
Sivonen H, Maunu SL, Sundholm F, Jamsa S, Viitaniemi P (2002) Magnetic resonance studies of thermally modified wood. Holzforschung 56:648–654. https://doi.org/10.1515/HF.2002.098
Tenorio C, Moya R (2020) Effect of thermo-hydro-mechanical densification in the wood properties of three short-rotation forest. species in Costa Rica BioResources 15(4):8065–8064. https://doi.org/10.15376/biores.15.4.8065-8084
Tenorio C, Moya R (2021) Development of a thermo-hydro-mechanical device for wood densification adaptable to universal testing machines and its evaluation in a tropical species. J Test Eval 49(4). https://doi.org/10.1520/JTE20180760
Tenorio C, Moya R, Tomazello M (2020) Density profile and micromorphology variation of densified wood from three fast growth hardwood species in Costa Rica. Wood Fiber Sci 52(3):266–279. https://doi.org/10.22382/wfs-2020-025
Williams PT, Besler S (1994) Thermogravimetric analyses of the components of biomass. In: Bridgwater AV, editor. Advances in thermochemical biomass conversion, vol. 2. New York: Blackie Academic & Professional; 1994. p. 771–83
Xie Y, Fu Q, Wang Q, Xiao Z, Militz H (2013) Effects of chemical modification on the mechanical properties of wood. Eur J Wood Prod 71(4):401–416. https://doi.org/10.1007/s00107-013-0693-4
Yang H, Yan R, Chen H, Lee DH, Zheng C (2007) Characteristics of hemicellulose, cellulose and lignin pyrolysis. Fuel 86(12):1781–1788
Acknowledgements
The authors are grateful for the support of the Vicerrectoría de Investigación y Extensión of the Instituto Tecnológico de Costa Rica and also of Ethical Forestry S.A., who contributed the materials for this research.
Author information
Authors and Affiliations
Contributions
Material preparation, data collection and analysis were performed by Carolina Tenorio, Roger Moya and Ricardo Starbird-Perez. The first draft of the manuscript was written by Carolina Tenorio and all authors commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Statements and declarations
This work was supported by the Vicerrectoría de Investigación y Extensión of the Instituto Tecnológico de Costa Rica.
The authors have no relevant financial or non-financial interests to disclose.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Tenorio, C., Moya, R. & Starbird-Perez, R. Effect of steaming and furfuryl alcohol impregnation pre-treatments on the spring back, set recovery and thermal degradation of densified wood of three tropical hardwood species. Eur. J. Wood Prod. 81, 467–480 (2023). https://doi.org/10.1007/s00107-022-01890-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-022-01890-8