
Abstract
Compatibility between preservative and resin plays an important role in determining the adhesive performance of preservative-treated engineered wood products. This study aims to elucidate the interactions between micronized copper azole—type C (MCA-C) treated southern pine (Pinus spp.) at two retention levels and one-component polyurethane resin (PU). The surface wettability of both untreated and treated wood was examined using a dynamic water contact angle and it was found that water wettability of the latewood at high retention level treatment was significantly higher than those of untreated and at low retention level. Attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy analysis of wood and resin samples indicates that neither interaction between MCA-C and wood nor unique peaks for wood/resin mixture were detected. Curing behavior of PU resin and wood by differential scanning calorimetry (DSC) analysis shows that preservative treatment dramatically retarded the curing of the PU resin with the low retention treatment being the most difficult to cure with. The bond-line thickness and depth of resin penetration measurement by confocal laser scanning microscopy (CLSM) indicates that MCA-C treatment on wood significantly affects the bond-line thickness and the penetration of PU resin. In particular, bond-line thickness significantly decreased while glue penetration significantly increased as treatment retention increased. Although the low retention treatment is the most difficult to cure with PU resin, the bond-line thickness and resin penetration depth in wood structure could also affect the final bonding performance of the engineered wood.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Cross-lamination technique has been widely used in manufacturing composites since it was implemented in developing paper-like material by Egyptians several thousand years ago. The wood industry also adopted the technique in developing structural engineered products such as oriented strand board, plywood and cross-laminated timber using wood adhesives as binding agents. Ideally, the links (i.e. covalent bonds) created between wood constituents and chemical adhesives should be stronger than natural bonds holding wood fibers together (Frihart and Hunt 2021).
One of the biggest issues of using structural engineered wood products (EWPs) in exterior applications is their susceptibility to fungi and insects’ degradation under inappropriate moisture intrusion. To prolong the service life of wood-based products, various preservative systems were examined, such as copper azole (CA) (Tascioglu and Tsunoda 2010), borates (Terzi et al. 2017; Cai et al. 2020), chromated copper arsenate (CCA) (Zaidon et al. 2003) and pyrethroids (Faria et al. 2020). However, these wood protectants are either susceptible to leaching under humid conditions, thus resulting in undesirable performance (Tascioglu and Tsunoda 2010; Terzi et al. 2017; Cai et al. 2020), or reported to exhibit environmental concerns to aquatic organism upon long-term accumulation (Jones et al. 2019).
When preservative-treated EWPs are produced, the compatibility between preservatives and resins is important to be considered, which affects the curing rate and penetration of resin as well as the adhesion performance of the composites if preservation is performed as a part of board making process (Frihart 2003). For example, bonding performance of CCA-treated laminated wood was less durable than that of the untreated laminate when using melamine-urea–formaldehyde (MUF) and melamine–formaldehyde (MF) as adhesives (Vick 1997), but enhanced when binding with phenol–resorcinol–formaldehyde (PRF) resin (Lorenz and Frihart 2006). Moreover, traditional CCA degraded the performance of wood panels consolidated with phenol–formaldehyde (PF) and resorcinol–formaldehyde (RF) resins, indicating a necessity of alternative preservatives in the future (Borges et al. 2018; Dong et al. 2020). The bonding strength of treated glulam has also been found directly affected by the amount of copper as the delamination of the glue line increased with higher retention levels of copper-based biocides, regardless of preservative types (Jung et al. 2011). In contrast, some preservatives such as didecyl dimethyl ammonium chloride (DDAC), DDAC with copper, DDAC with carbamate (DDACCA), sodium fluoride, and ammonium hydrogen difluoride did not interfere with the adhesion of PF resins (Vick et al. 1990). Actually, the interaction of carbamate-based preservatives with PF resins resulted in better bond adhesion (Vick et al. 1990).
Micronized copper azole—type C (MCA-C) is a preservative formulation consisting of 96.1% of nanosized copper carbonate (CuCO3⋅Cu(OH)2) particles and 3.9% azoles in a proprietary dispersant (AWPA P62-16 2018). This dispersed particulate Cu preservative system has become popular in the US residential market due to its superior efficacy of the treatment in comparison to dissolved Cu systems (Schmitt et al. 2014), reduced leaching of copper (Freeman and McIntyre 2008) and low cost of the formulation. When treating wood with MCA-C, a portion of Cu reacts with wood fibers by the polymeric dispersants (Freeman and McIntyre 2008), while unreacted Cu provides additional protection efficacy (Xue et al. 2012). It has been confirmed that one-component polyurethane (PU) resin is more suitable for cross laminating southern yellow pine (SYP, Pinus spp.) lumber treated with MCA-C compared with MF and RF resins based on block shear and delamination tests (Lim et al. 2020b). Moreover, a previous work has shown that the increase in MCA-C retention level did not affect bonding performance (Lim et al. 2020b). However, the mechanisms behind this phenomenon have not been reported yet.
The main objective of this study is to characterize MCA-C treated southern pine and its interaction with the PU resin. The surface wettability of treated wood was examined using a dynamic water contact angle. The polymerization and curing behaviors between wood and PU resin were studied using an attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy and differential scanning calorimetry (DSC), respectively. The bond-line thickness and depth of resin penetration were also obtained by confocal laser scanning microscopy (CLSM).
2 Materials and methods
2.1 Preservative treatment of wood
Defect-free, visually graded No. 2 southern yellow pine (Pinus spp.) lumber (50 mm × 150 mm or 2 in × 6 in) pieces were pressure-treated with MCA-C preservative to retention levels of 0.96 kg/m3 (0.06 lb/ft3) and 2.88 kg/m3 (0.18 lb/ft3) using a modified full cell process at a commercial facility (Tri-state lumber Company, Fulton, MS, USA). These treatment levels were confirmed using X-ray fluorescence spectroscopy as described in American Wood Protection Association (AWPA) A9-18 standard (AWPA A9-18 2018). Accordingly, the lower retention samples were close to AWPA retention requirements for Use Category (UC) 3B, horizontal above-ground exterior applications (1.0 kg/m3) and the higher retention samples met UC 4A retentions applicable to soil and freshwater general use installations (2.4 kg/m3) (AWPA U1-18 2018). The treated lumber was kiln-dried for 24 h and stored indoor until test specimen preparation. The dry-bulb temperature was gradually raised from ambient to 100 °C in the first 6 h, maintained for 14 h, and ramped down to 71 °C in the last 4 h, while the wet-bulb temperature was ramped from ambient to 82 °C in the first 6 h, gradually decreased to 71 °C in the following 14 h, and ramped down to 54 °C during the last 4 h.
2.2 Preparation of cross laminations
The cross-laminated samples were prepared by gluing two end-matched laminations stacked with wood grains perpendicular to each other using a single component polyurethane (PU) resin (LOCTITE HB X102 PURBOND, Henkel, Rocky Hill, CT, USA 2018), as shown in Fig. 1. One lumber piece of similar quality (i.e., the slope of grain, grain orientation, number of annual rings, etc.) was selected for each treatment level (i.e. 0 kg/m3, 0.96 kg/m3, and 2.88 kg/m3) and planed before being cut into the final lamination dimensions of 50.8 mm × 50.8 mm × 34.9 mm (2 in × 2 in × 1.375 in, L × R × T). Fifteen laminations were cut from each lumber piece and seven of them were used for contact angle, specific gravity, and moisture content measurements. The average specific gravity of the control, low-retention treated, and high-retention treated laminations at a moisture content of 12% was calculated to be 0.462 ± 0.014, 0.473 ± 0.009 and 0.477 ± 0.005, respectively. Another eight laminations were used to prepare the cross-laminated samples. The radial sections of the laminations were chosen as the gluing surfaces to investigate the adhesive penetration into earlywood and latewood separately. Within 6 h after planning, a primer diluted with water to 10% by weight (LOCTITE PR 3105 PURBOND 2017) was applied to the gluing surfaces of the laminations at a coverage rate of 20 g/m2 and laminations were exposed to room condition for 30 min. Subsequently, PU resin was applied to the primer-treated surfaces at a single-face spread rate of 150 g/m2 by a spatula. The laminations were cross-assembled and immediately clamped at a pressure of 0.69 MPa (100 psi) for 1 h. Four cross-assembled samples from each treatment were prepared.

a Preparation of cross-laminated specimens, b cross-laminated sample after sanding and c specimen containing glue lines
2.3 Water contact angle measurement of treated wood
The dynamic contact angles of deionized water on the radial planes of the control and treated laminations were determined by an EasyDrop Contact Angle Measuring Instrument (KRUSS GmbH, Hamburg, Germany). All wood samples were sanded with 80-grit sanding paper in a similar manner and the surfaces were thoroughly cleaned by compressed air within 24 h prior to the measurement in order to obtain more repeatable contact angle test results (Sinn et al. 2004). The wood samples with moisture contents of ~ 12% at room condition were used in this study as it was found that moisture content plays a less important role than surface roughness or grain orientation of wood (Scheikl and Dunky 1998). Ten drops of 20 μL deionized water were applied to the earlywood and ten drops to the latewood sections of samples for each treatment by a semi-automatic syringe at room condition. The process of water absorption was video recorded. Images captured immediately upon application and 5 s after the drop contacts the substrate (defined as 0 s and 5 s, respectively) were used for analysis using ImageJ software (Abràmoff et al. 2004).
2.4 Attenuated total reflection-Fourier transform infrared (ATR-FTIR) spectroscopy analysis
Chemical composition of wood and PU resin was studied using attenuated total reflectance-Fourier transform infrared (ATR-FTIR) spectroscopy (Perkin Elmer Ltd, Bucks, UK). Sapwood powder collected after cutting samples from various locations of untreated (C), and low (L) and high (H) retention-treated lumber were ground to 250 µm (U.S mesh No. 60) and oven-dried at 103 °C for 24 h. A portion of each powder sample was set aside and used as untreated and treated wood control samples, and the rest was further mixed with PU resin at three different wood-to-resin mass ratios: 1:1 (Wood:PU11), 1:2 (Wood:PU12), and 1:4 (Wood:PU14). The mixture was thoroughly mixed in a reaction vial and sealed for 3 days to allow for a complete reaction at room condition. The sapwood-resin samples were ground in a mortar and pestle, dried and kept in a desiccator before further analysis. At least two replicates from each ground sapwood, sapwood-resin, and PU resin sample were scanned in the spectral range of 4000–400 cm−1 and at the resolution of 4 cm−1. The spectra were initially baseline-corrected using automatic mode by Perkin Spectrum 10 software, and then normalized to the total area before principal component analysis by Unscrambler X software (CAMO, Norway) was performed.
2.5 Differential scanning calorimetry analysis
Thermal curing behaviours of neat PU resin and the physical mixtures of PU resin and control or treated wood were evaluated using differential scanning calorimetry (DSC 25, TA Instruments, New Castle, DE, USA). PU resin was mixed with control or treated wood powder at mass ratios of 100:1, 100:2 and 100:3 immediately before the DSC scans. The samples (~ 5 mg) were loaded in high-pressure pans and then heated from 0 to 180 °C under a constant nitrogen flow of 50 mL/min. PU resin samples were exposed to heating rates of 1, 2, 3 and 4 °C/min, while the physical mixtures were heated at a single heating rate of 3 °C/min. The peak temperatures of the tested samples were obtained using TRIOS software (Version 4.3.0, TA Instruments, New Castle, DE, USA) and the activation energy (Ea) was calculated by following the Kissinger method (Blaine and Kissinger 2012), as shown in Eq. (1).
where \(\beta\) is an applied heating rate, Tp represents an exothermic peak temperature, R is the universal gas constant (8.314 J/mol K) and A is the Arrhenius pre-exponential factor.
2.6 Bond-line thickness and resin penetration measurement with confocal laser scanning microscope
Bond-line features, including bond-line thickness and resin penetration depth, of the cross laminates, were visually examined by a confocal laser scanning microscope (CLSM 700, Carl Zeiss, Jena, Germany) and images were subjected to measurement using IMT i-Solution software (Version 22.5, Vancouver, Canada) (Jeong and Park 2019). Prior to CLSM examination, the bond-line samples with a thickness of 70 μm were obtained by a microtome (Yamato KOHKI, Asaka, Japan), and then stained with 0.05% aqueous toluidine blue O (Sigma Aldrich, USA). The stained samples containing both earlywood and latewood were sandwiched between two glass slides with air-free water. Subsequently, these glueline samples were illuminated by excitation wavelengths of 488 nm and 555 nm in fluorescence mode, and the obtained images were coded with red and green color according to the fluorescence emission intensity. Ten CLSM images per treatment were recorded. The bond-line features of each image were measured at two different spots in both earlywood and latewood. The bond-line thickness was identified as the breadth of the interfaces between resin and wood surface. The depth of resin penetration refers to the spread of resin between the geometrical center of the bond-line and the glue penetrated tracheids (Nuryawan et al. 2014). The resin-filled tracheids far away from the bond-line were excluded for the measurement of resin penetration depth because they were possibly made by the ray tissues.
2.7 Statistical analysis
The data of water contact angle, bond-line thickness and penetration depth were statistically analyzed implementing the one-way analysis of variance (ANOVA) using a commercial software, SAS (9.4, SAS Institute Inc., Cary, NC). The results were interpreted at a 95% confidence level.
3 Results and discussion
3.1 Wettability of treated wood
The wettability of the control and treated wood was examined by measuring the water contact angle on the radial plane of the substrate after 5 s (Table 1). In the earlywood of the control wood, the water drops were readily absorbed within 1 to 5 s by capillary forces. Contrarily, a significantly higher water contact angle of around 50° at 5 s was observed in the latewood of the control group. The differences in wettability between earlywood and latewood can be attributed to the structural differences (Mantanis and Young 1997; Scheikl and Dunky 1998). Similar to the control, fast absorptions were observed in the earlywood of both low- and high-level preservative treatments, while high contact angles were observed in their latewood. However, the water contact angle of latewood at the high-retention level treatment was significantly lower than that of the control and low-retention latewood tissues. The low contact angles in latewood of the high retention level treatment indicate an increased wettability, which is closely related to the spread, penetration, and polymerization of resin, due to the presence of a large amount of hydrophilic waterborne preservative (MCA-C). Similar findings of reduced contact angles have also been reported in ACQ treated-wood compared to those of the untreated wood, although this study did not differentiate between earlywood and latewood (Adnan et al. 2021).
3.2 ATR-FTIR analysis
Principal component analysis (PCA) is one of the most common multivariate techniques used to identify the most prominent variables and to help understand the differences among a large set of samples. The projection of the data onto the span of the principal components is indicated by the score plots. Figure 2a shows the score plots of PC1 (explains 77% variance) against PC2 (explains 19% variance) of differentiation between the PU resin and the wood or wood-resin mixtures. PC1 differentiated the neat resin samples from the wood and wood/resin mixture samples, with the wood/resin powder samples close to the axis origin. PC2 separated the control and treated wood samples from the wood/resin mixtures. Specifically, the neat control wood and the treated wood samples were clustered in PC1 + /PC2 − quadrant, while the majority of wood samples mixed with resin were positioned in PC1 + /PC2 + (Fig. 2b). Further examination of the peaks in the superimposed loading plots of PC1 and PC2 (Fig. 2c) shows strong PC1 −/PC2 − peaks characterizing resin at 2250, 1104, and 563 cm−1 (Fig. 2e). Wood samples (PC1 + /PC2 −) showed strong characterization in 3333 and 1018 cm−1 area, while no strong PC1 + /PC2 + loadings indicated no unique peaks for wood/resin mixture, which could also be inferred from stacked spectra of all the examined samples (Fig. 2e). In addition, the FTIR spectra of the control and treated wood samples (Fig. 2d) did not illustrate any interactions between the preservatives and wood, which is consistent with the previous report that the bonding between metals and the carbohydrates in wood cannot be observed by FTIR (Ostmeyer et al. 1989). While the control and treated wood sample scores were therefore all grouped together, the wood-resin mixture samples were generally separated by the wood:resin mass ratio, as shown in Fig. 2b, indicating that FTIR could distinguish the samples according to the amount of resin in them.

a Score plots (PC1 × PC2) for wood, resin and wood resin mixtures; b zoom in score plot, c loading plot of PC1 and PC2 of PCA model, d ATR-FTIR spectra of control wood and MCA-treated wood with different retentions and e ATR-FTIR spectra of wood to the resin at mass ratio of 1:1 where C:PU mean control wood powder to PU resin, L:PU mean wood treated at low retention level to PU resin and H:PU mean wood treated at high retention level to PU resin
3.3 Curing behavior of PU resin, and PU resin/wood mixtures
DSC curves of neat PU resin at different heating rates were obtained to understand their thermal curing behaviors, as shown in Fig. 3a. Overall, there are two exothermic peaks, Tp1 and Tp2 centered at about 50 °C (Stanko and Stommel 2018) (Olejnik et al. 2020) and 150 °C, respectively, over the heating temperature range. These peaks are related to the curing in the resin and become increasingly apparent as the heating rate increases. It is believed that the Tp1 is responsible for a typical reaction of forming urethane linkages while the Tp2 is due to the further reactions of forming allophanates or biurets at high temperature (Silva and Bordado 2004). According to Kissinger method calculations, the activation energy of Tp1 and Tp2 are 46 and 110 kJ/mole, respectively, indicating the second stage of curing needs more energy than that of the first reaction.

a DSC curves of PU resin at different heating rates, and the estimated activation energy (Ea) at b the first exothermic peak Tp1 and c second exothermic Tp2
The effect of MCA-C treatment on curing of PU resin was also studied using DSC, as shown in Fig. 4. At 1% wood flour loading, the first exothermic peaks Tp1, originally attributed to the curing of PU resin were broadened in all treatments as compared to that with neat PU resin alone. This could be due to either a low level of the exothermic heat of the Tp1 or an overlapping with wood components. As the concentration of wood components increases, these peaks become more prominent. At the wood flour loading of 3%, the curing process of PU resin mixed with the control wood was initiated at room temperature and centered at 40 °C, which is about 20% lower than that of PU cured alone. Contrarily, after adding MCA-C treated wood, Tp1 shifted to ~ 60 °C and ~ 50 °C for the low retention level and high retention level treatments, respectively. In contrast, the Tp2 at high temperature still remained for all levels of wood/resin mixture. Similar to Tp1, Tp2 peaks become more detectable as the concentration of wood components increases. Moreover, the Tp2 values of all samples increased, regardless of the MCA-C level (Fig. 4a–c). However, low retention level MCA-C treatment affects very little the peak Tp2, while the high retention treatment has a much higher impact on the curing of PU resin by shifting to a lower temperature, indicating a cure acceleration of PU resin in the high MCA-C retention treated wood sample. These results are also supported by the degree of conversion around the Tp2 (Fig. 4d–f). This observation indicates that preservative treatment dramatically retarded the curing of the PU resin with the low retention treatment being the most difficult to cure with. The delayed resin cure in low retention treatment could be responsible for the significantly lowered block shear strength of CLT reported in a previous study (Lim et al. 2020b). The differences in curing rate between the low and high retention treatments could be related to the propriety solvent which is used to help dispersing copper carbonate and fixing Cu in wood. However, the effect of retention levels on PU curing rate still remains unclear, which needs further investigation in the future.

DSC curves of PU resin mixed with a 1%, b 2% and c 3% wood flour from control and wood samples treated with two retention levels of MCA-C, and the corresponding degree of conversion (d–f). All the samples were heated at 3 °C/min
3.4 Resin thickness and penetration
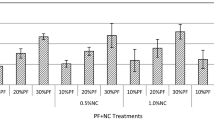
CLSM micrographs of the bond-line samples are shown in Fig. 5a, and the bond-line thickness as well as resin penetration depth are shown in Fig. 5b and c, which indicate that MCA-C treatment significantly affects the bond-line thickness and the penetration of PU resin. Specifically, as treatment retention increased, the glue-line thickness significantly decreased (p ≤ 0.05) while the glue penetration significantly increased as compared to those in the control group. The differences in resin penetration of different treatments are possibly related to the changed wetting properties and the curing kinetics of the resin due to the presence of MCA-C, as stated previously.

a CLSM micrographs of the bond-line samples, b bond-line thickness and c penetration of PU at different retention level of MCA-C
In terms of how wood structures affect resin penetration, it was observed that the bond-line thickness in the latewood is significantly lower (p ≤ 0.05) than those in the earlywood at both low and high retention level treatment. For resin penetration depth, significant differences (p ≤ 0.05) were only observed in low retention level treatment. The overall relatively lower bond-line thickness and penetration depth in MCA-treated wood are possibly related to the lower permeability (Scheikl and Dunky 1998) and wettability of latewood.
Bond-line thickness and resin penetration depth in the wood is closely related to the bonding performance of wood composites. Typically, wood composites with thick bond lines and shallow resin penetration generally have lower bonding performance than those with thin bond lines and deep resin penetration. However, this is not always the case when the resin cures much faster and forms extensive molecular branching (Nuryawan et al. 2014). For example, in a study conducted by Park et al. (2006), a stronger adhesion bond was reported when using UF resin formulated at a F/U ratio of 1.6 with a much thicker bond line and limited resin penetration than that formulated at a F/U ratio at 1. In previous studies (Lim et al. 2020a, b), it was found that low retention MCA-C treated CLT has significantly lower block shear strength and higher delamination rates than those of the untreated control and the high retention MCA-treated CLT, the latter two of which have been determined held comparable bonding performance. This observation indicates that MCA treatment at a low retention level did interfere with the curing of PU resin, but this effect can be compensated by a thinner bond line, deeper resin penetration as well as faster resin curing rates in high retention treatment.
4 Conclusion
This research demonstrated how micronized copper azole—type C (MCA-C) treatments of wood affect the adhesive interaction with PU resin. The effects were investigated by studying the surface wettability of wood, potential bond formation due to preservative effects, the curing behavior of treated wood and resin, as well as the resin thickness and penetration in wood using a dynamic water contact angle, ATR-FTIR spectroscopy, DSC and CLSM, respectively. It was found that high retention level MCA-C treatment significantly increases the surface wettability of the latewood, as compared to those in control and low retention level treatment. No interaction between MCA-C and wood was detected, neither the wood/resin mixture. The curing of the PU resin was dramatically retarded at low retention level treatment. Bond-line thickness and the penetration of PU resin were also significantly affected by preservative treatment with high retention level showing the thinnest bond-line thickness and deepest resin penetration. Preservative and resin interactions are complex processes with multiple factors that could affect the bonding performance of the final cross-laminates products. Future research will focus on (1) the individual components of the preservative's effect on the interaction between the resin and treated wood and (2) how other common wood adhesives, such as MF, PF and PRF, affect the bonding performance of MCA-C treated wood.
References
Abràmoff MD, Magalhães PJ, Ram SJ (2004) Image processing with ImageJ. Biophotonics Int 11:36–42
Adnan NA, Md Tahir P, Husain H, Lee SH, Anwar Uyup MK, Mat Arip MN, Ashaari Z (2021) Effect of ACQ treatment on surface quality and bonding performance of four Malaysian hardwoods and cross laminated timber (CLT). Eur J Wood Prod 79:285–299. https://doi.org/10.1007/s00107-020-01609-7
AWPA A9-18 (2018) Standard method for analysis of treated wood and treating solutions by X-ray spectroscopy. American Wood Protection Association, Birmingham
AWPA P62-16 (2018) Standard for micronized copper azole type C (MCA-C). American Wood Protection Association, Birmingham
AWPA U1-18 (2018) Use category system: user specification for treated wood. American Wood Protection Association, Birmingham
Blaine RL, Kissinger HE (2012) Homer Kissinger and the Kissinger equation. Thermochim Acta 540:1–6
Borges CC, Tonoli GHD, Cruz TM, Duarte PJ, Junqueira TA (2018) Nanoparticles-based wood preservatives: the next generation of wood protection? Cerne 24:397–407
Cai L, Lim H, Fitzkee NC, Cosovic B, Jeremic D (2020) Feasibility of manufacturing strand-based wood composite treated with β-cyclodextrin–boric acid for fungal decay resistance. Polymers (basel) 12:274. https://doi.org/10.3390/polym12020274
Dong Y, Wang K, Li J, Zhang S, Shi SQ (2020) Environmentally benign wood modifications: a review. ACS Sustain Chem Eng 8:3532–3540. https://doi.org/10.1021/acssuschemeng.0c00342
Faria DL, Scatolino MV, Lopes TA, Júnior LM, da Mota GS, Júnior JBG, Mendes LM, Soriano J (2020) Performance of glulam beams produced with free-formaldehyde adhesive and underexploited rubber wood treated with preservatives solutions of chromated copper borate and pyrethroids. J Adhes Sci Technol 34:1145–1162
Freeman MH, McIntyre CR (2008) A comprehensive review of copper-based wood preservatives: with a focus on new micronized or dispersed copper systems. For Prod J 58:6–28
Frihart C, Hunt C (2021) Chapter 10: Wood adhesives: bond formation and performance. In: Wood handbook—wood as an engineering material. General Technical Report FPL-GTR-282. Madison, WI: U.S. Department of Agriculture, Forest Service, Forest Products Laboratory. p 23
Frihart CR (2003) Interaction of copper wood preservatives and adhesives. In: Proceedings: 26th annual meeting of the Adhesion Society, Inc.: adhesion fundamentals: from molecules to mechanisms and modeling: February 23–26, 2003, Myrtle Beach, SC. Blacksburg, VA: The Adhesion Society, C2003: pp 244–245
Henkel (2018) Technical data sheet LOCTITE HB X102 PURBOND. Bridgewater, NJ, USA
Jeong B, Park B-D (2019) Effect of molecular weight of urea–formaldehyde resins on their cure kinetics, interphase, penetration into wood, and adhesion in bonding wood. Wood Sci Technol 53:665–685
Jones AS, Marini J, Solo-Gabriele HM, Robey NM, Townsend TG (2019) Arsenic, copper, and chromium from treated wood products in the US disposal sector. Waste Manag 87:731–740
Jung DJ, Kim KM, Kang SM, Koo WM, Kim KM, Kim GN (2011) Effect of copper contents on bonding strength of preservative treated glulam. In: Proceedings of the Korean Society of wood science and technology annual meeting, pp 174–175
Lim H, Tripathi S, Li M (2020a) Rolling shear modulus and strength of cross-laminated timber treated with micronized copper azole type C (MCA-C). Constr Build Mater 259:120419. https://doi.org/10.1016/j.conbuildmat.2020.120419
Lim H, Tripathi S, Tang JD (2020b) Bonding performance of adhesive systems for cross-laminated timber treated with micronized copper azole type C (MCA-C). Constr Build Mater 232:117208. https://doi.org/10.1016/j.conbuildmat.2019.117208
Lorenz LF, Frihart C (2006) Adhesive bonding of wood treated with ACQ and copper azole preservatives. For Prod J 56:90–93
Mantanis GI, Young RA (1997) Wetting of wood. Wood Sci Technol 31:339–353. https://doi.org/10.1007/BF01159153
Nuryawan A, Park BD, Singh AP (2014) Penetration of urea-formaldehyde resins with different formaldehyde/urea mole ratios into softwood tissues. Wood Sci Technol 48:889–902. https://doi.org/10.1007/s00226-014-0649-9
Olejnik A, Gosz K, Piszczyk Ł (2020) Kinetics of cross-linking processes of fast-curing polyurethane system. Thermochim Acta 683:178435
Ostmeyer JG, Elder TJ, Winandy JE (1989) Spectroscopic analysis of southern pine treated with chromated copper arsenate. II. Diffuse reflectance Fourier transform infrared spectroscopy (DRIFT). J Wood Chem Technol 9:105–122. https://doi.org/10.1080/02773818908050288
Park BD, Kang EC, Park JY (2006) Effects of formaldehyde to urea mole ratio on thermal curing behaviour of urea-formaldehyde resin and properties of particleboard. J Appl Polym Sci 101:1787–1792. https://doi.org/10.1002/app.23538
Purbond (2017) Application instructions: bonding of SOUTHERN PINE wood with primer LOCTITE PR 3105 and PURBOND HB X adhesives. Sempach Station, Switzerland
Scheikl M, Dunky M (1998) Measurement of dynamic and static contact angles on wood for the determination of its surface tension and the penetration of liquids into the wood surface. Holzforschung 52:89–94. https://doi.org/10.1515/hfsg.1998.52.1.89
Schmitt S, Zhang J, Shields S, Schultz T (2014) Copper-based wood preservative systems used for residential applications in north America and Europe. ACS Symp Ser 1158:217–225. https://doi.org/10.1021/bk-2014-1158.ch012
Silva AL, Bordado JC (2004) Recent developments in polyurethane catalysis: catalytic mechanisms review. Catal Rev Sci Eng 46:31–51. https://doi.org/10.1081/CR-120027049
Sinn G, Gindl M, Reiterer A, Stanzl-Tschegg S (2004) Changes in the surface properties of wood due to sanding. Holzforschung 58:246–251
Stanko M, Stommel M (2018) Kinetic prediction of fast curing polyurethane resins by model-free isoconversional methods. Polymers (basel) 10:698
Tascioglu C, Tsunoda K (2010) Biological performance of copper azole-treated wood and wood-based composites. Holzforschung 64:399–406. https://doi.org/10.1515/HF.2010.039
Terzi E, Kartal SN, Gerardin P, Ibanez CM, Yoshimura T (2017) Biological performance of particleboard incorporated with boron minerals. J for Res 28:195–203. https://doi.org/10.1007/s11676-016-0288-0
Vick CB (1997) Enhanced adhesion of melamine-urea and melamine adhesives to CCA-treated southern pine lumber. For Prod J 47:83–87
Vick CB, Groot RD, Youngquist J (1990) Compatibility of nonacidic waterborne preservatives with phenol-formaldehyde adhesives. For Prod J 40:16–22
Xue W, Kennepohl P, Ruddick JNR (2012) Investigation of copper solubilization and reaction in micronized copper treated wood by electron paramagnetic resonance (EPR) spectroscopy. Holzforschung 66:889–895. https://doi.org/10.1515/hf.2011.188
Zaidon A, Moy CS, Sajap AS, Paridah MT (2003) Resistance of CCA and boron-treated rubberwood composites against termites, Coptotermes curvignathus Holmgren. Pertanika J Sci Technol 11:65–72
Acknowledgements
This publication is based upon work that was supported by the USDA National Institute of Food and Agriculture (McIntire Stennis project under accession number 1014025). This publication is also a contribution of the Forest and Wildlife Research Center, Mississippi State University. The authors also would like to thank Canfor, Shuqualak Lumber Co., and Henkel Corporation for providing materials and Tri-State Lumber Co. for treating the lumber.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Cai, L., Park, BD., Kim, M. et al. Adhesion interaction of one-component polyurethane in cross-laminating southern pine wood treated with micronized copper azole—type C (MCA-C). Eur. J. Wood Prod. 80, 419–427 (2022). https://doi.org/10.1007/s00107-021-01776-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-021-01776-1