
Abstract
Thermal modification imparts desirable properties in wood, including increased dimensional stability and greater resistance to fungal decay. While there is a substantial amount of performance data for thermally modified wood, there is little data available regarding the airborne particle size distribution of dust produced when processing thermally modified wood using standard machining equipment. Therefore, utilizing a Micro-Orifice Uniform Deposit Impactor, this research analyzed the size distribution of airborne particles produced when processing 170 °C thermally modified yellow poplar, red maple, white ash, aspen, and balsam fir on an industrial table saw. Ultimately, the aim of this research was to provide preliminary data that may assist wood products industry manufacturers and environmental health and safety officials in identifying potential hazards of airborne thermally modified wood dust. The study revealed slight differences in airborne particulate matter (PM) by wood species. The unmodified yellow poplar, red maple, and white ash all had relatively similar amounts of PM10 (~ 29%), while balsam fir (~ 10%) had the least amount. The unmodified yellow poplar also had the highest amount of PM2.5 and PM1, 14% and 10%, respectively, while the balsam fir had the least amount of PM2.5 and PM1, 2.00% and 1.45%, respectively. Thermally modified yellow poplar had the highest PM10, PM2.5, and PM1. Statistical analysis revealed that none of the five wood species had a significant difference (p < 0.05) in particle size distribution between unmodified and thermally modified forms.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Thermally modified wood is currently used primarily for wood flooring, decking and railings, external cladding, and outdoor furniture and sauna products. Other uses such as for faces of cross-laminated timber (CLT) panels are also being currently researched. Thermal modification processing imparts desirable properties in wood, including reduced equilibrium moisture content (EMC), reduced mass and density, and decomposition of hemicelluloses (Hakkou et al. 2005; Repellin and Guyonnet 2005; Kocaefe et al. 2008). This result in wood products with increased dimensional stability when exposed to moisture, decreased swelling and shrinkage due to moisture changes, and increased resistance to biological decay (Tjeerdsma et al. 2002; Weiland and Guyonnet 2003; Esteves et al. 2006; McKeever et al. 2009). Annual European production of thermally modified wood was estimated at 400,000 cubic meters (m3) in 2015, with 17 North American producers manufacturing approximately 100,000 m3 in 2012 (UNECE/FAO 2013; Scheiding 2016).
Despite some key improved properties, thermal modification processing can reduce mechanical properties. It is proposed that degradation of cell wall hemicelluloses leads to an overall weaker structure, resulting in reduced mechanical properties, such as bending strength. In general, an increase in the treatment temperature results in lower mechanical properties of the wood (Ates et al. 2009; Santos 2000; Poncsak et al. 2006; Shi et al. 2007). The increased brittleness of thermally modified wood is suspected to be due to reduction of natural resins and an increase in cell wall cellulose crystallinity (Fengel and Wegener 1984; Aro et al. 2014).
While there is an increasing amount of performance data for thermally modified wood species, particularly in Europe, there is limited quantitative information on the machining and processing qualities (e.g., sawing) of thermally modified wood compared to unmodified wood. Studies have revealed that thermally modified oak (Dzurenda et al. 2010) and beech sawdust (Hlásková et al. 2015) is finer than unmodified oak and beech sawdust. When planed, Očkajová et al. (2016) found that the amount of thermally modified beech particles smaller than 0.25-mm was seven times higher than in steamed beech wood. In general, thermally modified wood has increased fragility and brittleness, which results in the production of smaller dust particles than unmodified wood (Očkajová et al. 2016). This dust may necessitate further respiratory protection and require that facilities in which thermally modified wood is cut or sanded have upgraded dust extraction systems installed to ensure operators are not exposed to dangerous conditions. According to the U.S. Occupational Safety and Health Administration (OSHA), wood dust exposure has several hazards. When workers are exposed to excessive amounts of dust, a worker’s eyes, nose, and throat can be irritated, all leading to reduced pulmonary function. Wood dust can also cause asthma and is considered a human carcinogen. In addition, significant accumulation of fine wood dust particles can be a fire and explosion hazard (OSHA 2017).
There is very little quantitative data describing the particle size of airborne wood dust produced when sawing thermally modified wood, particularly aspen, red maple, white ash, yellow poplar, and balsam fir. The previously mentioned studies (Dzurenda et al. 2010; Hlásková et al. 2015; Očkajová et al. 2016) analysed dust that was captured by exhaust piping/dust extraction systems attached to the machining equipment. However, there are no known studies analysing the airborne thermally modified wood dust that was not captured by exhaust systems, as described in this paper. Thus, this study was focused on generating preliminary data to allow for a direct comparison of the size distribution of airborne wood dust particles produced when sawing thermally modified and unmodified aspen, red maple, white ash, yellow poplar, and balsam fir. The particle mass concentrations were grouped into the following size fractions: (PM10) particulate matter ≤ 10 micrometers (µm); (PM2.5) ≤ 2.5 µm; and (PM1) particles having an aerodynamic diameter of ≤ 1.0. This information can assist wood products industry manufacturers and environmental health and safety officials in identifying potential hazards of the airborne thermally modified wood dust.
In addition, the U.S. Forest Service’s Region 9 has high volumes of small-diameter aspen, red maple, white ash, yellow poplar, and balsam fir; many of these trees are considered low-value and potential wildfire fuels. These species were selected for this study because, if commercial markets—such as thermally modified wood—develop and/or expand for these small-diameter trees, there may be new economic incentives to harvest them, leading to improved forest health and reduced wildfire hazards. Ultimately, this data can help grow the market for thermally modified wood products in the U.S. and elsewhere.
2 Materials and methods
2.1 Materials
Aspen, red maple, white ash, yellow poplar, and balsam fir lumber was equilibrated at approximately 23 ± 2 °C and 65% relative humidity (± 5% RH) in the University of Minnesota Duluth Natural Resources Research Institute (NRRI) Mechanical Testing Laboratory to constant weight prior to thermal modification. The moisture content of the lumber was 12–14%. All lumber was either 25-mm or 50-mm thick (nominal) at random lengths from 1220- to 2240-mm.
2.2 Thermal modification procedure
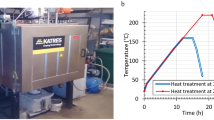
Currently, the two main commercially available thermal modification processes are: (1) the “open” process, which heats wood in a steam environment at atmospheric pressure (e.g., as used to make ThermoWood®), and (2) the “closed” hygrothermal process, which heats wood at lower temperatures than the “open” process in a pressurized autoclave at elevated steam pressures (e.g., as used to make PlatoWood®). This study utilized the “closed” process largely because NRRI has the research equipment and experience to reliably produce thermally modified wood using this process. In this study, the lumber was thermally modified at 170 °C in the NRRI’s closed, pressurized thermal modification kiln; 170 °C was selected as it is considered to be a moderate treatment intensity when using the closed process. To support more effective air flow inside the kiln, the lumber was separated with wood stickers. Figure 1 displays lumber entering the kiln. To protect the lumber from excess water spray during the cooling phase, cover sheets were placed on top of the lumber.

Lumber entering the thermal modification kiln
During the thermal modification cycles, the steam pressure and temperature inside the kiln was monitored and recorded. The maximum pressure attained was 3.4 bars (absolute). When the 50-mm thick (nominal) lumber was thermally modified, the lumber remained at 170 °C for 110 min; the 25-mm thick (nominal) lumber remained at the top temperature for 75 min. After the heating phase, the temperature was reduced using an automated fine water spray inside the kiln. The cycles ended when the final temperature of 110 °C was maintained for 75 min for the 25-mm thick lumber and 110 min for the 50-mm thick lumber. The total cycles times were approximately 970 min and 1270 min for the 25-mm and 50-mm thick lumber, respectively. The density and oven-dry moisture contents of the lumber at the time of sawing were determined according to ASTM (2007), and are shown in Table 1.
2.3 Wood dust sampling
2.3.1 MOUDI sampling equipment
The airborne wood dust was sampled in ten separate sampling events in a controlled setting using an industrial-grade table saw. Similar work has been conducted by others (Ratnasingam et al. 2010; Chung et al. 2000). The wood dust was sampled using a ten-stage Micro-Orifice Uniform Deposit Impactor (MOUDI)-II developed by MSP Corp. (Shoreview, MN; Marple et al. 1991) (Fig. 2a, b). The MOUDI samples aerosols by size fractionation with respect to the aerodynamic diameter of the individual particles, essentially impacting them into substrates on the stages with cut-sizes ranging from 18 to 0.056 microns (µm). Particles impacted on the substrates of the rotating MOUDI stages are radially symmetrical and firmly imprinted, thereby increasing the accuracy and replicability of analytical procedures on different fractions of the substrates. The substrates used in the MOUDI (stages 0–10) were aluminum foil (MSP Corp. 47 mm 0100-96-0573A-X) lightly coated with silicone oil (MSP Corp. 0100-96-0559A-X) and baked at 100 °C for 2.0 h prior to pre-gravimetric analysis. A Teflon® substrate (SKC PTFE, no support pad with PMP ring 2.0 µm: 47 mm 225–1747) was used as the MOUDI after filter (stage F).

a Inside the MOUDI impactor showing the individual stages. b MOUDI impactor and flowmeter test setup
The vacuum pump was utilized to draw a flow rate of 30 L/min through the MOUDI, and was calibrated both prior to and at the end of the sample period using a TSI (model no. 4043) mass flowmeter developed by TSI, Inc. (Shoreview, MN, USA). The average of these two calibration readings was used to determine the total volume of air sampled and calculate the concentrations of particulate matter (PM). Pre- and post-gravimetric analysis of the substrates produced the PM mass for the specific MOUDI cut sizes: 18, 10, 5.6, 3.2, 1.8, 1.0, 0.56, 0.32, 0.18, 0.10, and 0.056 µm.
Sampling took place over a 30-min interval in a consistent location 1.52 m feet downstream and off to one side of the operator, so that the instrumentation was not blocked. All sampling events were in the morning, prior to any other disturbances in the laboratory. No other activities were conducted in the laboratory during the aerosol testing. The laboratory had a ventilation system that was left on and the table saw had dust collection operating at the time of the experiments. Wood cutting commenced 10 min prior to the sampling and was maintained throughout the sampling. The same table saw operator and aerosol PM sampler were utilized in all ten sampling events.
2.3.2 Laboratory equipment
The table saw used in the tests was a Delta®/Rockwell Unisaw (model no. 126-600P) equipped with a general-purpose 305-mm Freud Diablo D1244 × 44-tooth carbide-tip saw blade (maximum RPM 3000) (Anderson, SC, USA) [the authors acknowledge that saw blades with different configurations (e.g., material composition, shape of teeth, number of teeth, and blade thickness and diameter) may have an effect on the size and shape of airborne wood particles produced; however, these variables were not studied in this research]. Dust collection for the equipment was accomplished using a Grizzly dust collector (model no. 8718046; Bellingham, WA, USA) with a maximum 65.2 m3-per-min air flow. The wood cuts were conducted on boards that were 25-mm and 50-mm thick with random widths (ranging from 102 to 204 mm) and lengths (all widths and lengths were similar), and were exclusively rip-cuts, parallel to the grain of the wood samples with an approximate feed speed of 12 cm per second. Between tests, the entire saw, surrounding floor space and the laboratory test area were thoroughly cleaned of dust with a vacuum. Both operator and sampling equipment were located in the same marked areas for all tests.
2.3.3 Gravimetric analysis
Pre- and post-weighing gravimetric analysis was completed on all MOUDI substrates to determine particle mass by aerodynamic diameter size distributions in a dedicated particle laboratory. A Cahn 25 automatic electrobalance by Ventron Corp. (Cerritos, CA, USA) with a sensitivity of 0.1 µg was used for the analysis. Once the weight of aerosol PM was normalized using the air volume in which the particles were collected, the stage masses were then compared in terms of concentrations.
2.4 Statistical analysis
The distribution functions of mass percent for unmodified and thermally modified wood PM were statistically compared using a two-sample, non-parametric Kolmogorov–Smirnov (K–S) test. The null hypothesis of the K–S test was that the PM samples were drawn from the same distribution—in other words, there was no significant difference in PM size distribution between the unmodified and thermally modified wood. The K–S test first quantified the maximum distance of the cumulative distribution function between both the unmodified and thermally modified wood. Then, the maximum distance was compared to the critical distance at a p value of 0.05. The critical distance was calculated to be 0.52 for the 12 selected PM size fractions. If the maximum distance of cumulative mass percent was below 0.52, no significant difference of mass percent distribution functions could be detected between any of the unmodified and thermally modified wood PM distributions.
3 Results and discussion
The PM concentrations and mass percent pertaining to the 12 cut-sizes measured by the ten-stage MOUDI impactor were determined and grouped into total PM and common designated PM sizes (PM1, PM2.5, and PM10) for each of the ten wood species/treatments (Table 2). The raw gravimetric data was divided by the volume of air sampled for each test so that the resulting concentrations could be compared. Concentrations are converted to mg/m3 to coincide with regulatory guidance for wood PM. Mass percent is reported to illustrate the relative amounts of dust compared to the total PM.
Graphs representing the distribution of PM concentrations from each of the 10 wood species/treatment samples were generated using DistFit™ 2009.01 software (Chimera Technologies, Inc. 1988–2012) and are presented in Fig. 3a–j. The fitted curve interpolates additional data points based on available information (usually coarser PM). While the graphs showing concentrations by MOUDI stages are helpful in understanding the distribution of PM by cut-size, the graphs of mass percent allow for comparison of the relative percentages of each size fraction of the total PM present.

Distribution of particulate matter (PM) concentrations from each of the ten wood species/treatments. a Thermally modified aspen, b unmodified aspen, c thermally modified balsam fir, d unmodified balsam fir, e thermally modified red maple, f modified red maple, g thermally modified white ash, h unmodified white ash, i thermally modified yellow poplar, j unmodified yellow poplar
3.1 PM differences by wood species
There were slight differences in PM by wood species. The unmodified yellow poplar, red maple, and white ash all had relatively similar amounts of PM10 (~ 29%), while balsam fir (~ 10%) had the least amount (Fig. 4). The unmodified yellow poplar also had the highest amount of PM2.5 and PM1, 14% and 10%, respectively, while the balsam fir had the least amount of PM2.5 and PM1, 2.00% and 1.45%, respectively. The thermally modified yellow poplar had the highest PM10 (37%), while the other four species had approximately 19% PM10 (Fig. 5). The thermally modified yellow poplar also had the highest amount of PM2.5 and PM1, 12.5% and 8.6%, respectively.

Unmodified wood particulate matter (PM) mass percent

Thermally modified wood (170 °C) particulate matter (PM) mass percent
The cumulative distribution of wood PM between unmodified and thermally modified wood showed slight differences for four of the studied five species. For yellow poplar and balsam fir, PM sizes from thermally modified wood were generally finer than the unmodified. In contrast, thermally modified red maple and white ash had coarser particle sizes than the unmodified wood. However, the distribution functions between unmodified and thermally modified wood did not show statistically significant difference via the K–S test since the maximum distances for all five species were below 0.2, which is remarkably less than the critical distance (0.52).
4 Discussion
The purpose of collecting the airborne particulate matter (PM) in this study was to quantify and characterize the PM present within a typical industrial manufacturing location to address the fundamental question of “What is in the air?” This characterization included determination of specific concentrations of PM fractions through gravimetric analysis as related to the aerodynamic diameters of the unmodified and thermally modified wood particles.
While this study was not meant to assess human health risks due to exposure to airborne wood dust, it did determine what size fractions might exist in a zone adjacent to an equipment operator. Further study would be required to assess potential risks to human operators as it is known that fine PM can cause health problems. The US Environmental Protection Agency (EPA) states that PM can be inhaled and cause serious health problems, and solid or liquid particles PM10 and smaller pose the greatest risk to human health because they can get deep into the lungs and even possibly into the bloodstream (EPA 2017); thus, the EPA has implemented regulatory limitations on PM2.5 (Pope III et al. 2002). Researchers have found statistically significant and consistent associations between exposure to fine particulate matter, including PM2.5, and cardiopulmonary and lung cancer mortality. In addition, each 10 µg/m3 elevation in long-term average PM2.5 concentration is associated with approximately a 6% and 8% increased risk of cardiopulmonary and lung cancer mortality, respectively (Pope III et al. 2002). It was also reported that exposure to wood dust is a risk factor for cryptogenic fibrosing alveolitis (CFA), an interstitial lung disease (Hubbard et al. 1996).
Based on the aerodynamic diameter of particles and the MOUDI stage in which the thermally modified wood particles were impacted, the size fractions can be related to general areas of the human respiratory system that would be affected by particles of this size (right side of Table 2). According to S. Monson Geerts (personal communication, 1 July 2010), it is important to note that these cutoffs, demarcating which parts of the human respiratory system are affected by inhaled PM sizes, are general and for purposes of reference only.
The results of this study suggest that enhanced dust extraction equipment/efficiency may not be necessary to effectively collect PM produced when sawing the wood species studied in this project when thermally modified at 170 °C. While the results do not show a statistically significant difference in PM concentration between the hardwoods (i.e., yellow poplar, red maple, white ash, aspen) and softwood (i.e., balsam fir), there is still a minor difference. The hardwoods, with the exception of aspen, generally have a higher concentration of finer dust particles, which is likely due to anatomical differences between hardwoods and softwoods. In hardwoods, the different types of cells are more tightly bound together, resulting in more shattering during cutting and other woodworking operations (Campopiano et al. 2008).
In addition, since the brittleness of thermally modified wood increases with increased treatment temperature (due, in part, to an increase in cellulose crystallinity) (Aro et al. 2014), it may be possible that wood treated at higher temperatures is more easily fractured when sawing, potentially leading to creation of even finer airborne PM. While the preliminary data in this study is useful, much more research is necessary to determine the effect that different treatment temperatures and wood species have on the airborne PM size fractions.
5 Conclusion
In this study, aspen, red maple, white ash, yellow poplar, and balsam fir were thermally modified at 170 °C in a closed, pressurized autoclave. These thermally modified and unmodified wood controls were then processed on a typical industrial table saw for 30 consecutive minutes while a ten-stage Micro-Orifice Uniform Deposit Impactor (MOUDI) collected wood particulate matter (PM) aerosol samples. The airborne PM distribution was then analyzed using a two-sample, non-parametric Kolmogorov–Smirnov test, which showed no statistical differences in particle size distribution.
Despite the relatively small sample sizes used in this study, these results suggest that thermal modification treatment has minor effects on the wood PM aerosol size distribution generated when the wood is processed on a typical industrial table saw. These results, when combined with previous work showing dimensional stability and biological durability improvements in thermally modified wood, may help manufacturers better understand the performance opportunities and potential safety issues of manufacturing, processing, and utilizing thermally modified wood for a variety of end-use applications.
References
Aro M, Brashaw B, Donahue P (2014) Mechanical and physical properties of thermally modified plywood and oriented strand board panels. Forest Prod J 64(7/8):281–289
ASTM (2007) ASTM D4442. Standard test methods for direct moisture content measurement of wood and wood-base material, Method B. Annual Book of ASTM Standards, Philadelphia
Ates S, Akyildiz MH, Özdemir H (2009) Effects of heat treatment on Calabrian pine (Pinus Brutia Ten.) wood. BioResources 4(3):1032–1043
Campopiano A, Olori A, Basili F, Ramires D, Zakrzewska AM (2008) Differences in particle size distributions collected by two wood dust samplers: preliminary findings. Prev Today 4(3):43–58
Chung KYK, Cuthbert RJ, Revell GS, Wassel SG, Summer N (2000) A study on dust emission, particle size distribution and formaldehyde concentration during machining of medium density fiberboard. Ann Occup Hyg 44(6):455–466
Dzurenda L, Orlowski K, Grzeskiewicz M (2010) Effect of thermal modification of oak wood on sawdust granularity. Drvna Ind 61(2):89–94
EPA (2017) Particle pollution designations process. US Environmental Protection Agency. https://www.epa.gov/particle-pollution-designations/learn-about-particle-pollution-designations#process. Accessed 24 May 2017
Esteves B, Domingos I, Pereira H (2006) Variation of dimensional stability and durability of eucalypt wood by heat treatment. In: ECOWOOD 2006, 2nd international conference on environmentally compatible forest products proceedings, 20–22 September 2006, Oporto, Portugal, pp 185–194
Fengel D, Wegener G (1984) Wood—chemistry, ultrastructure, reactions. Walter de Gruyter, Berlin
Hakkou M, Pètrissens M, Zoulalian A, Gèrardin P (2005) Investigation of wood wettability changes during heat treatment on the basis of chemical analysis. Polym Degrad Stab 89(1):1–5
Hlásková L, Rogozinski T, Dolny S, Kopeckỳ Z, Jedinák M (2015) Content of respirable and inhalable fractions in dust created while sawing beech wood and its modifications. Drewno 58(194):135–146
Hubbard R, Lewis S, Richards K, Johnston I, Britton J (1996) Occupational exposure to metal or wood dust and aetiology of cryptogenic fibrosing alveolitis. Lancet 347(8997):284–289
Kocaefe D, Poncsak S, Boluk Y (2008) Effect of thermal treatment on the chemical composition and mechanical properties of birch and aspen. BioResources 3(2):517–537
Marple VA, Rubow KL, Behm SM (1991) A microorifice uniform deposit impactor (MOUDI): description, calibration, and use. Aerosol Sci Technol 14:434–446
McKeever D, Spelter H, Toth D (2009) Profile 2009: softwood sawmills in the United States and Canada. Forest Service Research Paper FPL-RP-659. US Department of Agriculture, Forest Service
Očkajová A, Kučerka M, Banski A, Rogoziński T (2016) Factors affecting the granularity of wood dust particles. Chip Chipless Woodwork Process 10(1):137–144
OSHA (2017) Wood dust, hazard recognition. US Department of Labor, Occupational and Safety and Health Administration https://www.osha.gov/SLTC/wooddust/recognition.html. Accessed 4 Apr 2017
Poncsak S, Kocaefe D, Bouazara M, Pichette A (2006) Effect of high temperature treatment on the mechanical properties of birch (Betula papyrifera). Wood Sci Technol 40(8):647–663
Pope CA III, Burnett RT, Thun MJ, Calle EE, Krewski D, Ito K, Thurston GD (2002) Lung cancer, cardiopulmonary mortality, and long-term exposure to fine particulate air pollution. JAMA 287(9):1132–1141
Ratnasingam J, Scholz F, Natthondan V (2010) Particle size distribution of wood dust in rubberwood (Hevea brasiliensis) furniture manufacturing. Eur J Wood Prod 68:241–242
Repellin V, Guyonnet R (2005) Evaluation of heat-treated wood swelling by differential scanning calorimetry in relation to chemical composition. Holzforschung 59(1):28–34
Santos JA (2000) Mechanical behavior of Eucalyptus wood modified by heat. Wood Sci Technol 34(1):39–43
Scheiding W (2016) TMT im Jahr 2016—ein update. (TMT in the year 2016—an update) (in German). In: 9th European thermally modified timber (TMT) workshop, 26–27 May 2016, Dresden, Germany
Shi JL, Kocaefe D, Zhang J (2007) Mechanical behavior of Quebec wood species heat-treated using ThermoWood process. Eur J Wood Prod 65(4):255–259
Tjeerdsma BF, Stevens M, Militz H, Van Acker J (2002) Effect of process conditions on moisture content and decay-resistance of hydro-thermally treated wood. Holzforschung Verwertung 54(5):94–99
UNECE/FAO (2013) UNECE/FAO forest products annual market review. United Nations Economic Commission for Europe, Food and Agriculture Organization of the United Nations, New York
Weiland JJ, Guyonnet R (2003) Study of chemical modifications and fungi degradation of thermally modified wood using DRIFT spectroscopy. Eur J Wood Prod 61(3):216–220
Acknowledgements
This work was financially supported by the US Department of Agriculture, Wood Education and Resource Center under Grant no. 15-DG-11420004-082. Any opinions, findings, and conclusions or recommendations expressed in this material are those of the authors and do not necessarily reflect the views of the US Department of Agriculture.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aro, M.D., Geerts, S.M., French, S. et al. Particle size analysis of airborne wood dust produced from sawing thermally modified wood. Eur. J. Wood Prod. 77, 211–218 (2019). https://doi.org/10.1007/s00107-019-01385-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-019-01385-z