
Abstract
Low density hybrid panels (16 mm thickness) were produced using wood fiber as face layers and a mixture of coarse wood particles and expandable polystyrene (EPS) as core layer. The EPS was foamed (in-situ foaming) in the core layer during the pressing stage. The effects of granules diameter (0.4, 0.8, 1.15, 1.5, and 2.2 mm) and granules content (5, 10, and 15%) on the physical and mechanical properties were evaluated. The results showed that both variables had significantly influenced the panels’ properties. Mechanical properties mostly depended on the level of mechanical inter-locking of EPS with wood particles, while the physical properties were mostly influenced by the EPS distribution. Stronger mechanical inter-locking of EPS with wood particles was achieved by both larger diameter and higher amount of EPS granules (2.2 mm and 15%). A better EPS distribution between the wood particles was observed with the smaller EPS granules and higher amount of EPS (0.4 mm and 15%).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Wood is a sustainable raw material, but it might not always be accessible for the wood-based panels industries at affordable prices (Mantau et al. 2010). Bio-energy industries are strongly competing with the wood industries for the raw wood supply. Furthermore, the development of bio-based products is a driving force to strengthen the competitiveness of the raw wood shortage. Material efficiency, re-use and recycling of wood are important options for dealing with the aforementioned challenges. Improving material efficiency through the reduction of panel density and the production of lightweight wood-based products would fulfill this demand, following the concept of the cascade principal (Paoletti et al. 2012; Choupani Chaydarreh et al. 2017).
Recently, the idea of hybrid wood-based panels also attracted more interest. A hybrid panel combines either different types of particles (fibers, particles, strands) or different materials (wood, plastic) with the aim to improve functionalities or properties. Hybrid panels often have the advantages of both combined products while trying to avoid some of their main disadvantages (Sackey et al. 2011). Conventional medium density fiberboard (MDF) has a hard, flat, smooth surface that makes it ideal for painting, veneering and paper lamination. The main advantage of particleboard (PB) is the composition of the core layer that can be replaced with low quality wood or other materials while the large strands of oriented strand board (OSB) provide good structural properties. Triboard manufactured by Juken New Zealand Ltd is a three-layered panel with a wood strand core sandwiched between two MDF as face layers. The core layer gives superb load bearing and screw holding capabilities, and the MDF surfaces give a smooth finish for overlaying. An hybrid board consisting of a strand core and particleboard faces was also developed (Sackey et al. 2011). The bending strength and physical properties of the board were improved with hybridization of the panel. Finsa and Pfleiderer GmbH are two of the world’s leading producers of engineered wood products that have recently commercialized hybrid WBPs named SuperPan® and DecoBoard MFP, respectively. Both consist of fiberboard-based facings and a particleboard core layer, yet, the former is being produced in an integrated process (Klasterka 2003).
The densities of conventional particleboard and MDF are about 650 and 750 kg/m3, respectively. In recent years, the interest of the furniture industries in lightweight panels (having a density of about 500 kg/m3) has considerably grown, and numerous technologies and products have been developed for the weight reduction of particleboard (Teischinger 2010; Shalbafan et al. 2012; Burnett and Kharzazipour 2017). The usage of MDF for lightweight furniture has more challenges, due to its initially higher weight compared to that of conventional particleboard (about 100 kg/m3). It has to be noted that the weight of conventional MDF can be reduced to some extent (e.g., around 10%) using hybridization technique. Although the weight reduction is dependent on the panel composition and type, it still has a high density to be suitable for lightweight furniture.
Weight reduction of wood-based panels is often achieved by material reduction or substitution by light materials, especially in the core layer. Recently, some researchers used expanded polymeric granules mixed with wood particles to fill the empty spaces and gaps (Meinlschmidt et al. 2008; Dziurka et al. 2013). Two different technologies were also developed for manufacturing of lightweight particleboards; Kaurit® Light and BalanceBoard use expanded polystyrene granules and expanded maize starch mixed with wood particles in the core layer of particleboard, respectively (Weinkoetz 2012; Seemann 2011). Recent research showed that using expandable granules has more advantages compared to expanded ones (Shalbafan et al. 2016). No research on the effect of polymeric granules diameter on panels’ properties was found, but it seems likely that the diameter and the content have an influence on it. Hence, the aim of the current study is to work out the effect of EPS granule (diameter and content) in lightweight hybrid panels with a target density of 520 kg/m3.
2 Materials and methods
2.1 Panel composition
Unresinated wood fibers and coarse wood particles (mainly beech and poplar) for the face and core layers, respectively were supplied by Kimia Chob Company, Iran. The major part of wood fibers had a length of about 1 mm. Wood coarse particles had a particle size of more than 2 mm. The moisture content of wood fibers and particles prior to resination was 7.8 and 4.4%, respectively. Urea formaldehyde (UF) as binder was supplied from Amol Resin Ltd, Iran. The amount of sprayed resin for the face and core layers was 12 and 10% based on oven dry mass of wooden materials, respectively. The amount of resin used was calculated based on the resin solid content. UF resin used had a solid content of 62%, pH of 7.72 and density of 1.2 g/cm3. As hardener 1% ammonium nitrate based on solid content of resin was added to resin prior to spraying. The weight ratio of face to core layer thickness was kept constant at 47/53.
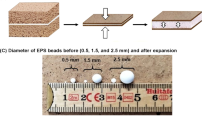
Expandable polystyrene granules (Sahand Amol Ltd, Iran) were mixed with coarse particles for the core layer prior to gluing. An important variable of this study was the initial diameter of expandable EPS granule. The average diameters of EPS granules were 0.4 (0.3–0.5 mm), 0.8 (0.7–0.9 mm), 1.15 (1–1.3 mm), 1.5 (1.3–1.7) and 2.2 mm (1.9–2.5 mm). Evaluation of EPS diameters effects on panel properties was performed while the amount of EPS was kept constant at 10% (based on oven dry mass of wood particles). The activation temperature for EPS is approx. 95 °C. In the next experimental step, the amounts of expandable fillers were varied between 5, 10 and 15% based on dry mass of the coarse wood particles. It should be noted that the increasing amount of expandable EPS successively replaced the coarse wood particles used for the core layer. So, the target panel density was kept constant (520 kg/m3) by such substitution of coarse wood particles with expandable fillers.
2.2 Panel production
Three layered lightweight hybrid panels (16 mm) were produced from wood fibers for the face layers and a mixture of coarse wood particles with expandable EPS for the core layer. After blending, the resinated wood particles for the faces and core layer were formed by hand using a 500 × 400 mm2 forming box. Three replicates of each variation according to Table 1 were pressed in a computer controlled lab-scale single opening hot press (Ranjbar Press, Iran). A previous study showed that an initial compression of the mat had a positive effect on the physical and mechanical properties of the lightweight panels (Shalbafan et al. 2016). The surface layers quality improved due to this initial compression of the mat during the first stage of the pressing schedule. Hence, the initial compression of the mat was also used in this study. The time and specific pressure for this initial compression was 1 s/mm of panel thickness and 2 MPa, respectively. After that, the press was opened to the target panel thickness of 16 mm and the panel was finally pressed with a pressing factor of 12 s/mm. The press was operated in position control mode that means pressing pressure was variable to maintain the distance. The expandable EPS granules foamed during the pressing schedule.
Press plates temperature was set at 200 °C. Panels were produced with target density of 520 kg/m3. Reference panels without expandable fillers were also produced to show the effectiveness of fillers on the panel properties. The composition of the hybrid panels is shown in Table 1. Figure 1 also shows the hybrid panel and different diameter of EPS used for the core layer.

Low density hybrid panels (a) and expandable EPS granules having different diameter (b)
2.3 Panel characterization
Panel properties were determined using physical and mechanical tests. Measured physical properties were thickness swelling (EN 317) and water absorption (EN 317) after 2 and 24 h water soaking. Mechanical properties tested were bending properties (EN 310), internal bond strength (EN 319), face and edge screw withdrawal (EN 320).
The distribution of polymeric granules in the core layer was evaluated using a field-emission scanning electron microscope (FE-SEM, Quanta FEG 250, USA) at an acceleration voltage of 5 kV. After sampling by microtome and gluing the samples on stubs, the surfaces were coated with gold prior to microscopy characterization. The polymer-wood particles interface and granules distribution between the wood particles were studied.
Three sample tests of each replicate (n = 9) were randomly selected and tested for physical and mechanical properties. Prior to testing, all samples were conditioned in a climate chamber at 65% relative humidity and a temperature of 20 °C until constant mass was reached.
2.4 Data analysis
The statistical package for social science (SPSS software, IBM) was used for analyzing the data. The homogeneity of variances was checked with Leven test. Thereafter, parametric one-way ANOVA test was performed to evaluate possible significant differences between the mechanical and physical properties of the panels, indicated by differing letters in the graphs. Statistical differences between variations were evaluated by multiple comparisons using Duncan test depending on variance status. The P-value level of statistical significance was set at P < 0.05.
3 Results and discussion
3.1 Effect of granules diameter
In this section, the effect of the granules diameter (at a constant EPS content of 10%) used in the core layer of hybrid panels on the physical and mechanical properties of panels is considered.
3.1.1 Mechanical properties
The effect of different granule diameters on bending strength (MOR) and modulus of elasticity (MOE) is illustrated in Fig. 2. Both, MOR and MOE increased significantly with increasing diameter of EPS granules by about 40% and 65%, respectively. However, given the results of the statistical analysis, the greatest changes in MOE were recorded for a diameter up to 1.15 mm (3 in-homogenous groups a, b and c were determined). Increasing the granule diameter above this value (1.15 mm) did not bring any significant changes (homogeneous group a). The mechanical inter-locking of wood particles with EPS granules is an important factor influencing the bending properties of the lightweight panels (Dziurka et al. 2015). Larger granules can penetrate more between the wood particles and create stronger inter-locking of wood and polymer, due to the in-situ foaming of EPS granules. A larger granule had higher foaming pressure during expansion, which enhanced its mechanical inter-locking with wood particles.

Effect of granule diameter on the bending properties
Additionally, the number of larger granules is much less than that of the smaller ones (at a constant content, e.g., 10%). In other words, the volume of a granule with diameter of 2.2 mm (5.57 mm3) is about 166 times higher than that of a granule with 0.4 mm (0.0335 mm3). This means that the specific surface area of larger granules was much less than that of the smaller granules. This led to more absorption of UF resin by wood particles in the core layer of panels with larger granules. The more the UF resin was absorbed by wood particles, the stronger the linkage of inter-wood particles and accordingly higher bending properties (MOR and MOE). Furthermore, smaller granules were higher in number, which disturbed the inter-wood particles linkage. This also influenced the reduction of bending properties in panels with smaller EPS granules (Shalbafan et al. 2016).
The effect of granule diameter on internal bond (IB) values is shown in Fig. 3. The IB values positively increased by using larger granules. The highest IB is achieved for the panels with granule diameter of 2.2 mm (0.38 MPa), and the lowest IB values are observed for the panels with granule diameter of 0.4 mm (0.26 MPa). However, considering the statistical analysis results, the greatest changes in IB were observed for EPS diameter up to 1.15 mm (different groups a, b and c). Increasing of the granule diameter above this value (1.15 mm) did not bring any significant changes (homogeneous group a). The IB values are influenced by the connectivity extent of the core layer materials. As mentioned earlier, the number of smaller granules (0.4 mm) is much more than that of larger ones (at a constant content of 10%). Hence, their distribution intensity was higher between the wood particles of the core layer. This influenced the connectivity between the wood particles and accordingly the IB value. The smaller the EPS granules, the lower the inter-wood-particles connectivity, which reduced the IB value (Sackey et al. 2008).

Effect of granules diameter on the internal bond values a with their fracture surfaces, b for smaller granules (0.4 mm) and c for larger granules (2.2 mm)
A chemical linkage between wood and EPS granule is not feasible, due to their inherent property; wood is a polar and EPS is a non-polar substance (Klyosov 2007). Mechanical linkage or inter-locking of polymeric granules between the wood particles is the typical linkage for this type of panels (Meinlschmidt et al. 2008; Shalbafan et al. 2016). Larger EPS granules created stronger inter-locking with wood particles, due to the higher foaming pressure of larger granules. It seems that the foaming pressures of many smaller granules (0.4 mm) were aggregated into one larger granule with 2.2 mm diameter that enhanced the penetration of granules into the gaps. Visual observation of the fractured IB samples (Fig. 3b, c) also showed that the smaller granules still have their intact and round shape (failure totally at inter-wood particles), while the larger granules were fractured from the middle (failure at inter-wood particles and EPS granules) showing that the inter-wood particle connectivity was weaker in the case of using smaller EPS granules. Additionally, the mechanical inter-locking between wood particles and EPS was improved in the case of using larger EPS granules, which increased the IB values. It also has to be considered that the sprayed binder covered some outer parts of the EPS granules, which possibly can be chemically linked to some extent with wood particles (chemical linkage). In this context, the larger granules possibly absorbed higher amount of resin, due to their lower specific surface area in comparison to smaller ones and created stronger linkages with wood particles.
Face and edge screw withdrawal resistance (SWR) of panels was examined and the results are presented in Fig. 4. The effect of granule diameter on face and edge SWR was significant. Both face and edge SWR were increased using larger granules. Increasing the granules diameter from 0.4 to 2.2 mm enlarged the face and edge SWR by about 16 and 24%, respectively. As mentioned earlier, stronger inter-wood particles were observed in panels with larger EPS granules. Additionally, the mechanical inter-locking of wood particles and EPS granules was improved in the case of using larger granules. These phenomena resulted in the higher face and edge SWR (Eckelman 1975). It was also considered that the values for face SWR are nearly two times those of edge SWR. The face SWR is mostly dependent on the face layers quality, while the edge SWR is only dependent on the core layer quality (Sackey et al. 2008). The density of face layers was higher than that of core layers, which led to the higher face SWR.

Effect of granules diameter on the face and edge screw withdrawal resistance
The physical and mechanical properties of panels were compared with minimum requirements mentioned in American and European standards (Table 2) to see the real potential for usage of lightweight hybrid panels. A comparison of values for bending properties with the values in Table 2 showed that the minimum requirement of MOR and MOE of lightweight panels have been achieved according to EN 312 (P1 & P2), EN 16368, ANSI A208 (1 and 2). Modulus of elasticity of wood and wood-based panels strongly depends on the density (Wong et al. 1999). Hence, the lower MOE for lightweight panels, especially in comparison with the EN 622-5/P1 is due to the 30% lower density of the panels.
Comparison of IB values showed that the minimum requirements were achieved according to EN 16368, EN 312 (P1 and P2) and ANSI A208.1. Lower IB values compared to those of EN 622-5/P1 and ANSI A208.2 are due to the material composition of the core layer (wood particle and not wood fiber) in lightweight hybrid panels. EN 622-5/P1 and ANSI A208.2 referred to the medium density fiberboard (MDF). The values for face SWR of hybrid panels were higher than those of both ANSI standards. A minimum requirement for the face SWR is not mentioned in the EN standards. Values of face SWR of this research were in the range or even higher than face SWR values observed in literature (Eckelman 1975; Sackey et al. 2008; Shalbafan et al. 2016).
3.1.2 Physical properties
Effect of granules diameter on the thickness swelling values after submersion for 2 and 24 h is summarized in Fig. 5. Results indicate that the increasing granules diameter negatively influenced TS. The larger the granules diameter, the higher the TS. Notably, the increasing trend was less pronounced for the smaller granules (e.g. 0.4, 0.8 and 1.15 mm). The highest TS value, which was 9.1 and 10.7% after 2 and 24 h water soaking, respectively, was obtained for the panels having granules diameter of 2.2 mm. As mentioned, the number of smaller granules was higher in comparison to that of larger granules and accordingly higher distribution was achieved between the wood particles. The better the distribution of EPS granules, the lower water accessibility to the wood particles was expected (Dziurka et al. 2015). EPS granules are hydrophobic materials and resulted in the lowering of thickness swelling (Horvath 1994).

Effect of granule diameter on the thickness swelling after 2 and 24 h water soaking
A corresponding comparison of values in Fig. 5 with those of Table 2 showed that lower TS was achieved in lightweight hybrid panels compared to those of American and European standards, especially those panels using smaller granule diameter.
Water absorption (WA) of lightweight panels was measured after 2 and 24 h water soaking and the results are presented in Fig. 6. The WA was slightly changed with increasing granule diameter. According to the statistical analysis in Fig. 6, WA values for granules with a diameter of 0.4–1.15 mm did not differ significantly (identical homogeneous groups), while the homogeneous groups determined for larger granules were statistically significant. More voids between wood particles were expected in panels having larger granules. Hence, more water penetrated into the samples (between the wood particles) resulting in a higher WA. In general, the WA values after 2 h were between 39–43% and after 24 h were between 43–46%.

Effect of granule diameter on the water absorption after 2 and 24 h water soaking
3.2 Effect of granules content
According to the results obtained from previous section, the granule diameter of 2.2 mm was selected to show the effect of granule content on the physical and mechanical properties of the panels.
3.2.1 Mechanical properties
Bending properties (MOR and MOE) of lightweight hybrid panels are shown in Fig. 7. An ascending trend for bending strength (MOR) is visible by increasing the granule content up to 15%. The MOR for reference panels (0% EPS content) is 11.3 N/mm2 and increases by about 40% (16 N/mm2) in panels with 15% EPS. This result is in contradiction with earlier findings (Shalbafan et al. 2016). They showed that changing the EPS content had no significant influence on the bending strength. It has to be noted that smaller granules (0.4 mm) were used in the earlier study, while the larger granules (2.2 mm) were used in the current study. As described, granule diameter had a significant influence on panels’ properties. The larger granules provide more strength than the smaller ones and can make a stronger mechanical inter-locking linkage with wood particles (Raps et al. 2015; Guo et al. 2013). Figure 7 also shows that the addition of EPS granules (compared to the reference panel) significantly enhanced the MOE of the panels. Filling ability of EPS granules led to improved core layer integration and increased the rigidity of the board core. This can promote the stress transfer between the wood particles and accordingly enhances the MOE (Dziurka et al. 2015; Shalbafan et al. 2016). Additionally, Fig. 7 shows that changing of EPS content had no significant trend on the MOE values. This means that further addition of EPS up to 15% has no significant influence on the stress distribution and improvement of MOE.

Effect of granule content on bending properties
Internal bond values for panels with different percentage of EPS are illustrated in Fig. 8. The IB value for reference panels (0% of EPS) was about 0.14 N/mm2. The voids between the wood particles in lightweight panels are a source of discontinuities in the core layer structure that act like defects, and facilitate failure of bonds between the wood particles (Sackey et al. 2008; Conrad et al. 2004). Filling the voids with EPS granules showed a positive and significant influence on the IB value. The higher the EPS content, the higher the IB value achieved. The highest IB values were recorded for panels with 15% EPS (0.45 mm2). Higher amount of EPS granules intensified the mechanical inter-locking between EPS granules and wood particles, which was reflected by higher IB value. Furthermore, the in-situ foaming of EPS granules in the core layer improved the materials linkage (Meinlschmidt et al. 2008; Shalbafan et al. 2016).

Effect of granule content on the internal bond
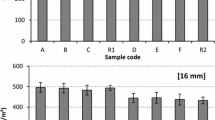
Effect of granule content on the face and edge screw withdrawal (SWR) is pictured in Fig. 9. Both face and edge SWR increased significantly with increasing EPS content. The higher the EPS content, the more mechanical inter-locking between wood particles and EPS was achieved. This improved both face and edge SWR, especially in comparison with those values for 5 and 15% EPS content. The face and edge SWR was about 650 and 160 N for reference panels (0% EPS content), respectively. The face SWR increased by about 44% and reached 937 N for panels having 15% EPS. The highest increase was observed for the edge SWR with an increasing ratio of 200% (482 N). According to the results of IB and edge SWR, it can be said that the stiffer core layer with improved mechanical inter-locking between wood particles and EPS can be achieved by increasing the EPS content (Shalbafan et al. 2016).

Effect of granule content on the face and edge screw withdrawal resistance
Micrographs of core layer from the lightweight hybrid panels using different EPS content are presented in Fig. 10. The pictures show that the EPS is perfectly foamed and fills the voids between the wood particles. More voids between the wood particles can be seen in panels with lower EPS content (5%), as by increasing the EPS content up to 15%, the voids between the wood particles are reduced. More distribution and homogenous core layer was achieved by increasing the EPS content. Improved mechanical inter-locking of EPS with wood particles is also observed in Fig. 10c. In general, the addition of EPS to the core layer showed an improvement in the mechanical properties of lightweight hybrid panels, especially the IB and edge SWR.

Micrographs of core layers from lightweight hybrid panels using different EPS content; a 5%, b 10%, and c 15%
3.2.2 Physical properties
The effect of EPS content on the physical properties (TS and WA) was measured (Figs. 11, 12). Thickness swelling was significantly reduced by increasing the EPS granule content. The lowest TS was observed after 2 and 24 h soaking (at 8.5 and 8.9%, respectively) for the panels having 15% EPS. The increasing EPS content in the core layer was accompanied by two effects. First, a higher amount of EPS means that more wood particles are replaced with EPS granules. The EPS granules are hydrophobic and not attracted to water like wood particles (Shalbafan et al. 2012; Klyosov 2007). Second, the accessibility of water molecules to the wood particles was limited due to the higher amounts of EPS. The wood particles were more covered by the expanded EPS granules and make it difficult for water to reach the wood particles. Both phenomena led to reduced TS of the panels (Horvath 1994).

Effect of granule content on the thickness swelling after 2 and 24 h water soaking

Effect of granule content on the water absorption after 2 and 24 h water soaking
It is worth noting that the differences between TS after 2 and 24 h water soaking are quite low, especially when the EPS content was increased. More time would possibly be needed for water molecules to reach the wood particles surrounded by the EPS granules. In general, lightweight hybrid panels had lower TS compared to those of American and European standards mentioned in Table 2.
The trend for water absorption (Fig. 12) is also the same as for TS. The higher the EPS content, the lower the WA observed after 2 and 24 h soaking. The EPS granules are hydrophobic materials and by replacing the hydrophilic wood particles the character of the system changed. Additionally, higher amounts of EPS fill the voids between the wood particles and result in a lower absorption of water (Horvath 1994; Shalbafan et al. 2016). Addition of 15% EPS led to about 20% reduction of WA after 2 and 24 h water soaking.
4 Conclusion
In this paper, the development of a new lightweight hybrid panel was described by combining the advantages of fiberboard and particleboard while avoiding some of their main disadvantages. For this new concept, resinated wood fibers were used at the outer faces to maximize rigidity while introducing in-between a mixture of coarse wood particles with expandable EPS. The expandable EPS was used as filler for the gaps between wood particles. The results showed that the initial diameter of expandable EPS significantly influenced the mechanical and physical properties of the panels. The larger the EPS granules, the higher the mechanical properties achieved. Greatest effect was observed for the IB values and edge SWR with a 46 and 24% increase while the EPS diameter was increased from 0.4 to 2.2 mm. This was due to the stronger mechanical inter-locking between wood particles and EPS granules in the core layer. However, physical properties (TS and WA) were influenced negatively by increasing the granules diameter. The EPS distribution between the wood particles and accordingly the water accessibility to wood particles were the factors influencing the physical properties. Higher EPS distribution and lower water accessibility were achieved with the smaller EPS diameter. Since the physical properties of panels with larger granules were still lower than the requirements in American and European standards, using large expandable EPS granules (2.2 mm) is strongly recommended for the production of lightweight hybrid panels.
The panels’ properties were also affected by the content of expandable EPS. All of the physical and mechanical properties of the lightweight hybrid panels were positively influenced by increasing the EPS content (from 5 to 15%), except for MOE. The higher the EPS content, the better the EPS distribution and stronger mechanical inter-locking with wood particles was achieved. A comparison of values in this study with standard values also showed that the minimum requirement according to most American and European standards (ANSI A208.1&2, EN 16368/LP1, EN 312-P1&P2.) was obtained. In general, lightweight hybrid panels have a good potential to be used in furniture industries.
References
Burnett M, Kharazipour A (2017) Mechanical behaviour of a lightweight three-layered sandwich panel based on the raw material maize. Holzforschung 72(1):65–70
Choupani Chaydarreh K, Shalbafan A, Welling J (2017) Effect of ingredient ratio of rigid polyurethane foam on foam core panels properties. J Appl Polym Sci 134(17):44722
Conrad MPC, Smith GD, Fernlund G (2004) Fracture of wood composites and wood-adhesive joints: a comparative review. Wood Fiber Sci 36(1):26–39
Dziurka D, Mirski R, Trojanski A (2013) Characteristics of lightweight particleboards with the core layer supplemented with rape straw and expanded polystyrene. Ann Warsaw Univ Life Sci-SGGW For Wood Technol 82:250–254
Dziurka D, Mirski R, Dukarska D, Derkowski A (2015) Possibility of using the expanded polystyrene and rape straw to the manufacture of lightweight particleboards. Maderas Ciencia y Tecnologia 17(3):647–656
Eckelman CA (1975) Screw holding performance in hard woods and particleboard. Forest Prod J 25(6):30–35
Guo Y, Hosseiny N, Chu RKM, Park CB, Zhou N (2013) Critical processing parameters for foamed bead manufacturing in a lab-scale autoclave system. Chem Eng J 214:180–188
Horvath JS (1994) Expanded polystyrene (EPS) geofoam: an introduction to material behavior. Geotext Geomembr 13(4):263–280
Klasterka S (2003) Device and method for dispersing particles in order to form a nonwoven. Eur Patent Office EP1140447B1:16p
Klyosov A (2007) Wood-plastic composites. Wiley, Hoboken
Mantau U, Saal U, Prins K, Steierer F, Lindner M, Verkerk H, Eggers J, Leek N, Oldenburger J, Asikainen A, Anttila P (2010) Euwood—real potential for changes in growth and use of EU forests. Final report. Hamburg, Germany
Meinlschmidt P, Schirp A, Dix B, Thole V, Brinker N (2008) Agriculture residues with light paranchyma cells and expandable filler materials for the production of lightweight particleboards. International Panel Products Symposium, Espoo, Finland
Paoletti S, Spinelli M, Amico M (2012) The European Market for RTA Furniture. Centre for Industrial studies (CSIL). Milano, Italy
Raps D, Hosseiny N, Park CB, Altstadt V (2015) Past and present developments in polymer bead foams and foaming technology. Polymer 56:5–19
Sackey EK, Semple KE, Oh SW, Smith GD (2008) Improving core bond strength of particleboard through particle size redistribution. Wood Fiber Sci 40(2):214–224
Sackey EK, Zhang C, Tsai YL, Prats A, Smith GD (2011) Feasibility of a new hybrid wood composite comprising wood particles and strands. Wood Fiber Sci 43(1):11–20
Seemann C (2011) New generation of wood-based materials it does not always have to be wood. In: GreCon Wood symposium, 15–16 September, Hannover
Shalbafan A, Luedtke J, Welling J, Thoemen (2012) Comparison of foam core materials in innovative lightweight wood-based panels. Eur J Wood Prod 70(1–3):169–175
Shalbafan A, Tackmann O, Welling J (2016) Using of expandable fillers to produce low density particleboard. Eur J Wood Prod 74(1):15–22
Teischinger A (2010) The development of wood technology and technology developments in the wood industries from history to future. Eur J Wood Prod 68(3):281–287
Weinkoetz S (2012) Kaurit-light for lightweight wood-based panels. In: Second Symposium on lightweight furniture, 23–24 May, Germany
Wong ED, Zhang M, Wang Q, Kawai S (1999) Formation of the density profile and its effects on the properties of particleboard. Wood Sci Technol 33(4):327–340
Acknowledgements
Authors acknowledge Tarbiat Modares University (TMU), Iran for the financial support of this research work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Shalbafan, A., Jafarnezhad, S. & Luedtke, J. Evaluation of low density hybrid panels using expandable granules: effect of granules diameter and content. Eur. J. Wood Prod. 76, 1505–1514 (2018). https://doi.org/10.1007/s00107-018-1330-z
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-018-1330-z