
Abstract
In this study three types of layered lightweight particleboard were produced by using different amounts of expandable polystyrene in the core layer as the filler material. The objective of this study was to compare the effect of varying amounts of expandable filler (5, 10 and 15 %) for two panel densities (450 and 500 kg/m3) and two panel thicknesses (16 and 19 mm) on the panel properties. The results showed that using expandable fillers has a significant effect on the bending properties, internal bond, edge screw withdrawal resistance, thickness swelling and water absorption. The surface soundness and face screw withdrawal resistance were not affected by the usage of expandable filler, as it depends mainly on the quality and density of the surface layer. Panel density and panel thickness also have significant influence on the physical and mechanical properties of the panels produced. Physical and mechanical properties of the boards did not dramatically change when the amount of expandable filler was increased from 5 to 15 %.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The European countries hold the world leadership with regard to production volume, process and product innovations in the woodbased panel industry. In the last 20 years, the production capacity of wood based panels has considerably increased in Europe from 32 Mill. m3 in 1994 to 51 Mill. m3 in 2012 (EPF 2013; FAO Statistical Yearbook 2013). Major concern for particleboard producers is the future supply of raw materials due to a steadily increasing competition for wooden biomass in form of wood chips (Michanickl 2006; Frühwald et al. 2009). Currently, there is competition for wood chips, both fresh wood material and recovered wood between particleboard manufacturers, pulp mills and energetic producers (Mantau et al. 2010; Pepke 2013). Improving material efficiency through reduction of panel density would be an option to strengthen the competitiveness of the wood based panel industry against the considerably growing wood energy market. In the furniture industry design elements of strongly dimensioned and bulky-looking cheeks and studs for shelves, tables and kitchen countertops up to 50 mm thickness are increasingly being used. Customer demand for flatpack furniture is also a driving force for developing panels with low density because of better handling. Lightweight panels have also been favored by furniture producers because of their low density, high resource efficiency and advantageous strength to weight ratio (Paoletti et al. 2012). In reality, European furniture production was reduced by about 13 % between 2006 and 2011, whereas the RTA (Ready-to-assemble) furniture production increased by approximately 4 % in the same period (Paoletti et al. 2012). Additionally, Thömen (2008) reported that in central Europe every second Euro spent on furniture is now used to purchase flat-pack furniture and similar products from the discount range. The heaviness of the elements used for the modern RTA furniture is the provocative factor towards lightness.
The various strategies applied to panel weight reduction are much dependent on the final panel application. One of the interesting strategies for weight reduction of particleboard is to use low density materials, e.g. by using low density wood species, annual or perennial plants (agriculture residues like maize cobs, sunflower stems, hemp, rape, flax, etc.), mixing of expanded polymer beads or starch granulates in the core layer of particleboards. Due to the reduced density of lightweight particleboard, the amount of small voids and pores are increased, especially in the core layer. The main reason for using light fillers is to fill these pores in order to achieve a much better processability of the edges (Dix et al. 2008). Schulz and Hänel (2010) used different types of light fillers to reduce the density of conventional particleboards. They concluded that lightweight particleboard can be produced by 10 % substitution of wooden core layer materials. Weinkötz (2012) and Seemann (2011) described two different technologies recently developed for manufacturing of low density panels, Kaurit® Light and BalanceBoard using foamed polystyrene (pre-expanded) beads and expanded maize starch mixed with wood particles in the core layer of particleboard, respectively. In both technologies the new wood-based panel weighs 20–30 % less than a conventional particleboard (Ritter and Kharazipour 2009). Both technologies can be implemented on conventional production lines with addition of some equipment to foam the polymer or maize granulate on site prior to using it in the production line.
It should be noticed that using foamed materials absorbs huge amounts of the sprayed resin. Using in situ expandable beads would improve the resination of the materials for the core layer compared to the expanded ones. Meinlschmidt et al. (2008) tried to develop a lightweight particleboard with a target density below 500 kg/m3 by using light fillers. They found that the panel properties were not positively influenced by using up to 8 % of expandable filler under the condition of their study. They have not tried to further optimize their press program to see the effect of expandable fillers on the panel properties.
The aim of this research was to use expandable polystyrene beads mixed with coarse wood particles instead of pre-expanded beads to produce lightweight particleboards. The effect of panel density, panel thickness and amount of expandable polystyrene beads on panel properties were investigated. For panel manufacturing the press program was slightly modified by using an initial compression during the first stage of hot pressing.
2 Materials and methods
2.1 Face and core layer materials
Fine and coarse softwood particles, mainly spruce and pine, were provided by a particleboard mill for the face and core layers. Urea formaldehyde (Kaurit 350) supplied from BASF, Germany was used as the binder. The amount of resin sprayed onto the wood particles was 12 and 8 % based on oven dry mass of wood particles for the face and core layers, respectively. As hardener 1 % ammonium nitrate based on solid content of the resin was added to the resin prior to spraying. The adhesive hardener mixture was sprayed onto the particle furnish tumbling in a rotating drum type blender by using a compressed air spray head. The weight ratio of the face to core layer thickness was 47/53.
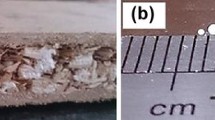
As the filler, expandable polystyrene granulates (Sunpor Kunststoff GmbH, Austria) were mixed with coarse particles for the core layer prior to gluing. The type of EPS used in this study was Terrapor 4. The activation temperature for EPS is approx. 95 °C. Granulate diameter of EPS particles was 0.3–0.8 mm. This EPS material also contains 5.7 % pentane (by weight) as blowing agent. It should be noted that depending on the process parameters (e.g. press temperature) between 2 and 3 % of the initial pentane content remains in the foam cells after expansion. The lower and upper explosion concentration limits (LEL and UEL) for pentane are 1.3 and 7.8 % (vol/vol). Adequate ventilation can keep the levels of pentane below the lower explosive limit.
The amounts of expandable fillers substituting the wooden core layer materials were varied between 5, 10 and 15 % based on the dry mass of wooden coarse particles. Thus, the target panels density was kept constant (450 and/or 500 kg/m3) by such substitution of wooden coarse particles with the expandable fillers.
2.2 Panel production
One of the challenges of manufacturing low density particleboards is the production of lightweight panels with low thicknesses. Hence, in this research three layered particleboards were manufactured in two different panel thicknesses of 16 and 19 mm to see the feasibility of producing thinner low density boards. After blending, the resinated wood particles for the faces and core layer were formed by hand using a 600 × 550 mm2 forming box. Then, the three layered mat was pressed in a computer controlled lab-scale single opening hot press (Siempelkamp, Germany). The total pressing time was 10 s per millimeter of panel thickness.
After several preliminary tests, an optimized press program was identified for panel production. Such optimized press program included an initial densification of the mat to improve the surface layer quality during the first stage of the pressing schedule. The time for this initial densification was 1 s per millimeter of panel thickness. The specific pressure used during initial densification in the first stage of the press was 2 N/mm2. After the initial densification, the press opened to the final panel thickness of 16 or 19 mm. From here onwards, the press run in distance mode which means pressing pressure was variable to maintain the set press plate distance. It is worth mentioning that such initial densification is not normally used for conventional panel production.
The press temperature was set at 200 °C. Panels were produced with two different target density, 450 and 500 kg/m3. Reference particleboards without expandable fillers were also produced to see the effectiveness of expandable beads on the panel properties (panels named R1, R2, R3, R4). The composition of the lightweight particleboard and the panels’ code number is shown in Table 1.
2.3 Panel properties
Mechanical properties were analyzed by determining bending strength, modulus of elasticity, internal bond, face and edge screw ability and surface soundness. Physical properties were characterized by measuring thickness swelling and water absorption after 2 and 24 h of water soaking. A list of property tests and standards applied is presented in Table 2.
Three replicates were manufactured from each panel variation. Three samples of each replicate (n = 9) were randomly selected and tested for physical and mechanical properties. Prior to testing all samples were conditioned in a climate chamber at 65 % relative humidity and a temperature of 20 °C until constant mass was reached. The samples sizes were prepared as shown in Table 2. The physical tests were conducted with unsanded samples.
2.4 Data analysis
For the data analysis, the statistical package for the social science (SPSS software, IBM) was used. After data normality check, a Leven test for checking the homogeneity of variances was applied. Thereafter, parametric ANOVA tests were performed to evaluate possible significant differences between the mechanical and physical properties of the produced panels. Statistical differences between variations were evaluated by multiple comparisons using either LSD or Dunnett3 test depending on variance status. The P value level of statistical significance was set at P < 0.05.
3 Results and discussion
The measured panels’ densities are shown in Fig. 1. It can be seen that there is no significant differences between the panels’ densities in corresponding samples for both panel thicknesses (19 and 16 mm).

Panel density of 19 and 16 mm lightweight particleboard
3.1 Bending properties
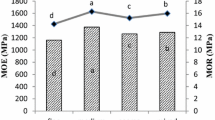
Figure 2 illustrates modulus of elasticity (MOE) and modulus of rupture (MOR) of lightweight particleboard with 19 and 16 mm thickness. As expected the panels with 500 kg/m3 density had higher MOE and MOR compared to panels with a density of 450 kg/m3. Schirp et al. (2008) showed that bending strength is proportionally correlated with panel density.

Bending strength of 19 and 16 mm lightweight particleboard
The comparison of bending properties in corresponding samples for both panel thicknesses (19 and 16 mm) revealed that the panels of lower thickness showed increased bending strength and MOE, but the increase could not be detected as significant. It can also be seen from Fig. 2 that changing the amount of expandable polystyrene beads from 5 to 15 % revealed no significant effect on the bending properties (MOE and MOR) for both panel thicknesses of 19 and 16 mm.
Comparison of reference panels (R1, R2, R3, and R4) with the corresponding samples of panels produced with expandable fillers showed significantly decreased MOE and MOR values of the reference material. It is worth mentioning that in the present study the use of expandable fillers positively and significantly influenced bending properties, whereas Meinlschmidt et al. (2008) had shown that using expandable fillers has no effect on the bending strength and modulus of elasticity. The contrary results obtained in this research can firstly be explained by the optimization of the press program used in this research (using an initial densification during the first phase of hot pressing). On the other hand, since the corresponding panels’ densities have no significant differences (Fig. 1), the slightly higher bending properties of panels using expandable fillers can be due to the additional bonding strength caused by the expandable fillers.
Whereas, using expandable fillers has increased the bending properties, the variation of the amount of expandable filler from 5 to 15 % has no significant influence on the bending properties. Hence, it is good to use less material since such fillers are relatively expensive.
3.2 Internal bond (IB)
The core layer quality of the produced panels was determined by internal bond test. Internal bond values for the 19 and 16 mm panels are presented in Fig. 3. Significant increase of internal bond values was observed while the panel density also increased from 450 to 500 kg/m3 for both panel thicknesses (Schulte and Frühwald 1996). The minimum requirement of IB values according to EN312/P2 (0.35 N/mm2) is fulfilled by panels with 500 kg/m3 density.

Internal bond values of 19 and 16 mm lightweight particleboard
Increasing amount of expandable polystyrene beads from 5 to 15 % showed two different trends. The IB is significantly increased in panels with 500 kg/m3 while such increment was not significant for panels with 450 kg/m3 for both panel thicknesses. It would be feasible that IB will be also increased in panels with 450 kg/m3 if either the amount of EPS is increased by more than 15 % (Schulz and Hänel 2010; Meinlschmidt et al. 2008) or the pressing schedule is more modified for such panel density. It is also visible from Fig. 3 that the panels with 16 mm thickness have insignificantly higher IB values compared with the 19 mm panel thickness. It can be assumed that the connectivity of the materials is improved in panels with lower thicknesses.
Compared to the reference particleboards, the lightweight particleboards with expandable fillers have nearly two times higher IB values. This can be explained by the supporting effect on bonding of the expandable fillers in the core layer. However, it is feasible that higher IB strength may be achieved if press programs are more modified, especially for panels with lower density than 500 kg/m3.
3.3 Screw withdrawal resistance (SWR)
Face and edge screw resistance were analyzed and the results are presented in Fig. 4. The results showed that the panel density has significant effect on the SWR values for both panel thicknesses. Panels with 500 kg/m3 have significantly higher SWR values compared to those of 450 kg/m3. The panel density of wood-based panels in general, but especially of low density boards, has a strong effect on the withdrawal resistance of screws (Eckelman 1975; Shalbafan et al. 2013a).

Face and edge screw resistance of 19 and 16 mm lightweight particleboard
Addition of expandable filler to the core layer of particleboard has slightly increased the face SWR, but such increment is not significant in panels with 500 kg/m3 density. The effect of expandable filler on the edge SWR is much more significant for both panel thicknesses and densities. Increasing the amount of the expandable filler from 5 to 15 % significantly enhanced the edge SWR for both panel thicknesses and densities. It should be mentioned that the edge SWR in panels with 16 mm thickness is higher compared to the corresponding values for face SWR. This shows that expandable filler materials have filled the pores in the core layer of lightweight particleboards what contributes to improving edge SWR.
Screw withdrawal resistance of lightweight particleboards compared with the reference panels showed that the face SWR is not affected by the usage of expandable filler, as it depends mainly on the quality and density of the surface layer. Contrary to that the edge SWR has significantly been improved by the addition of expandable filler.
3.4 Surface soundness (SS)
Surface soundness (SS) values as an indicator of the surface layer quality of the boards are summarized in Fig. 5. It is obvious that the SS values are significantly higher in the panels with higher density (500 kg/m3) than those with lower density (450 kg/m3), which applies to both panel thicknesses. This can be explained by higher amount of materials used for panel manufacturing which resulted in higher counter pressure and accordingly higher compacted surface layers. As could be expected, using different amounts of expandable fillers in the core layer showed no significant effect on the SS values.

Surface soundness of 19 and 16 mm lightweight particleboard
It can be said that the SS does not depend on the usage of expandable fillers because the SS values for reference panels is not different from the ones of lightweight particleboards. The minimum requirement of surface soundness (SS) for conventional particleboard according to EN 312 (type P2) is 0.8 N/mm2. Panels with 500 kg/m3 for both panel thicknesses (19 and 16 mm) exceed this value, but the panels with 450 kg/m3 did not reach this value. Another press program may improve the surface soundness of panels with 450 kg/m3 to reach the minimum requirement of EN312 standard.
3.5 Physical properties
Thickness swelling values after submersion for 2 and 24 h are summarized in Fig. 6. It is obvious from Fig. 6 that the reference panels have significantly higher thickness swelling values after 2 and 24 h of soaking compared with the low density particleboards. This is due to the addition of expandable polystyrene beads as filler to the core layer of lightweight particleboards. Polystyrene is an inherent hydrophobic material, it will neither shrink nor swell when in contact with water (Horvath 1994). In addition, the polystyrene may contribute to binding because during the panels manufacturing, polystyrene expands between the wood particles, so that the particles are positively connected. On the other hand, wooden coarse particles are surrounded by expanded hydrophobic materials what reduces the accessibility of water molecules to the OH groups (Shalbafan et al. 2013b). Increasing amount of expandable fillers (from 5 to 15 %) leads to a more reduced TS for both panel densities and thicknesses. The higher the proportion of expandable fillers, the lower thickness swelling is achieved. It can also be stated that the panels with lower density (450 kg/m3) have slightly higher TS values due to more voids existing in the lighter panels. However, this is contradicted by observations of Roffael and Rauch (1972) and Boehme (1991). They observed a higher thickness swelling by an increased bulk density due to the increased amount of swellable material.

Thickness swelling of 19 and 16 mm lightweight particleboard
Figure 7 illustrates the values for water absorption (WA) after 2 and 24 h water soaking. The same trend as for thickness swelling can be observed for the water absorption values. Reference panels have significantly higher WA values after 2 and 24 h of soaking. The addition of expandable fillers has reduced the absorption of water. The lower the panel density, the higher are the observed WA values. The panels with lower thicknesses (16 mm) have slightly lower WA values compared with the corresponding samples with 19 mm panel thicknesses. It can be concluded that core layer structure in the thinner panels was stronger compared to that of thicker panels because higher IB values in these types of panels were also observed. The stronger the core layer structure, the less water can penetrate into the samples.

Water absorption of 19 and 16 mm lightweight particleboard
As it is illustrated in Figs. 6 and 7, most of the total TS and WA was achieved after 2 h of soaking. Due to the higher amount of voids in lightweight panels the water can penetrate faster into the samples, especially into the core layer of the samples. This can lead to more water absorption by the samples as well as more thickness swelling after the first 2 h of soaking (Shalbafan et al. 2013b). It is worth mentioning that all tests were carried out on unsanded boards, which means that press skin has not been removed.
4 Conclusion
Low density particleboard was produced using expandable materials to fill the gaps between the wooden particles. The study showed that expandable fillers have significantly influenced the physical and mechanical properties of the boards. Using expandable materials increases the effectiveness of adhesive. This is due to the lower volume of the expandable materials during gluing which absorb lower amount of adhesive. In addition, the modified press program (applying of an initial densification) has led to panel property improvements. In this matter further research is needed for panels with a density of 450 kg/m3. Huge differences were not observed in physical and mechanical properties of the boards when the amount of expandable filler was increased from 5 to 15 %. This result is the main economic argument in favor of producing lightweight particleboards with fillers. The lower the amount of fillers used, the cheaper panel price will be achieved. It can be concluded that the most significant findings to be revealed from the experiments are that producing low density particleboard using expandable fillers instead of pre-expanded beads is possible by adjusting the pressing program. Panel properties can be changed in wide ranges to produce panels which fulfill minimum requirements set by industrial users.
References
Boehme C (1991) Thickness swelling of chip boards for furniture in view of the CEN-standardization (In German). Holz Roh Werkst 49(6):239–241
Dix B, Meinlschmidt P, Thole V (2008) Lightweight particleboards made from annual and perennial plants. International Panel Products symposium, Espoo, Finland
Eckelman CA (1975) Screw holding performance in hard woods and particleboard. For Prod J 25(6):30–35
EPF (2013) European Panel Federation, Annual Report 2010/2012. Brussels, Belgium, 298 pp
FAO Statistical Yearbook (2013) World food and agriculture. Food and Agriculture Organization of the United Nations, 307 pp
Frühwald A, Lüdtke J, Barbu M.C, Thömen H, Welling J (2009) The trend towards lightness: the wood-based panel sector and a new type of lightweight panel. In: Proceedings: the 7th international conference in “Wood Science and Engineering in the Third Millenium”—ICWSE 2009. Brasov: Transsilvania University, pp 263–269
Horvath JS (1994) Expanded polystyrene (EPS) geofoam: an introduction to material behavior. Geotext Geomembr 13(4):263–280
Mantau U, Saal U, Prins K, Steierer F, Lindner M, Verkerk H, Eggers J, Leek N, Oldenburger J, Asikainen A, Anttila P (2010) EUwood—real potential for changes in growth and use of EU forests. Final report. Hamburg, Germany, June 2010, 160 pp
Meinlschmidt P, Schrip A, Dix B, Thole V, Brinker N (2008) Agriculture residues with light parenchyma cells and expandable filler materials for the production of lightweight particleboards. International Panel Products Symposium, Espoo, Finland
Michanickl A (2006) Development of a new light wood-based panel. 5th European wood-based panel symposium. Hannover, Germany
Paoletti S, Spinelli M, Amico M (2012) The European Market for RTA Furniture. Centre for Industrial studies (CSIL). Milano, MI, Italy, 187 pp
Pepke E (2013) Forest Products Annual Market Review. UNECE: United Nations Economic Commission for Europe/Food and Agriculture Organization of the United Nations, Forestry and Timber Section, Geneva, Switzerland, 155 pp
Ritter N, Kharazipour A (2009) Development of three- layered popcorn based particleboards by a combination of maize and wood. In: Kharazipour A (ed) Review of forests, wood products and wood biotechnology of Iran and Germany—part III. Universität Göttingen, Göttingen, pp 1–10
Roffael E, Rauch W (1972) Influence of density on the swelling behaviour of phenolic resin bonded particle (In German). Holz Roh Werkst 30(5):178–181
Schirp A, Dix B, Meinlschmidt P, Thole V (2008) Lightweight Particleboards made from annual and perennial plants or based on foamed adhesives. In: Proceedings: the 42nd international wood composites symposium, Seattle, Washington, USA
Schulte M, Frühwald A (1996) Some investigations concerning density profile, internal bond and relating failure position of particleboard. Holz Roh Werkst 54(5):289–294
Schulz T, Hänel W (2010) Leichte Zutaten (Light ingredients) (In German) HK, Holz- Kunstst.verarb. 45(6):75–77
Seemann C (2011) New generation of wood-based materials—it does not always have to be wood (In German). GreCon wood symposium, 15–16 September, Hannover, Germany
Shalbafan A, Luedtke J, Welling J, Fruehwald A (2013a) Physiomechanical properties of ultralightweight foam core particleboards: different core densities. Holzforschung 67(2):169–175
Shalbafan A, Welling J, Luedtke J (2013b) Effect of processing parameters on physical and structural properties of lightweight foam core sandwich panels. Wood Mater Sci Eng 8(1):1–12
Thömen H (2008) Lightweight panels for the European furniture industry: some recent developments. In: Medved S (ed) Workshop proceedings: lightweight wood-based composites; production, properties and usage, Bled, Slovenia, pp 1–13
Weinkötz S (2012) Kaurit® Light for lightweight wood-based panels. (In German). Second symposium on lightweight furniture, 23–24 May, Lemgo, Germany
Acknowledgments
The authors wish to thank Tarbiat Modares University and Thünen Institute for the financial support of this work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Shalbafan, A., Tackmann, O. & Welling, J. Using of expandable fillers to produce low density particleboard. Eur. J. Wood Prod. 74, 15–22 (2016). https://doi.org/10.1007/s00107-015-0963-4
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-015-0963-4