
Abstract
The effects of short-term thermo-mechanical (STTM) densification by varying temperature and pressure regimes on the changes in anatomical structure of alder wood (Alnus glutinosa Gaertn.) veneers with low moisture content (~5 %) were investigated. Scanning electron microscopy (SEM) images of oblique cross and radial sections of non-densified and densified alder veneer were analysed. Veneer sheets were densified using pressure levels of 4, 8 and 12 MPa at three temperatures: 100, 150 and 200 °C for a short time of 4 min. The obtained results show that STTM densification of veneers causes irreversible changes in their morphology. Significant deformation of vessels and fibres and appearance of small spherical-like droplets (condensing compounds of lignin and degradation products of hemicelluloses) on the surface of the cell wall as well as pronounced thermo-mechanical wrinkling accompanied by the formation of axial cracks and rippled surface of the cell wall of the vessels were observed at higher temperatures and pressures. SEM images showed that the cell lumens collapsed and a certain amount of fractures in cell walls developed with increasing densification temperature and pressure. Moreover, densification of veneer with low moisture content at high temperatures and pressures causes a considerable fragility and occurrence of thermal erosion of the cell wall of vessel elements and fibres.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
During the last years, the difficulty in obtaining sufficient and suitable wood raw material is a common problem in the woodworking industry. Moreover, taking into account the increase in prices for wood, it is essential to seek opportunities to replace high-value tree species with low-grade ones.
Therefore, in recent years, interest in fast-growing tree species in many national economies has grown and black alder wood (Alnus glutinosa Gaertn.) is one of these species. Alder wood is a fast growing hardwood species and it covers a wide area of Europe (Kajba and Gracan 2003); for example, it represents ~4.2 % of the state forest area in Ukraine. Alder wood is of low density, soft and easy-to-process. It is very permeable and homogeneous wood with diffuse pores, small vessels with thin walls, and numerous small medullary rays; semi-hard and fairly stable wood; wood hardness remains when immersed in water (Claessens et al. 2010). It has a similar texture, colour and appearance as more noble wood species such as tiete rosewood (Guibourtia hymenaeifolia) and cherry (Cerasus avium) and might partially replace such wood (Salca et al. 2015). However, the technical properties of alder wood are poor and it is a non-durable wood species; it is not suitable for uses where strength is required, as in constructional wood (Claessens et al. 2010). Therefore, it is often considered just a secondary resource and regarded as a low-grade tree species, and its wood is used mainly for the production of plywood, joinery products and containers, as well as production of heat energy (firewood, chips, and charcoal). The poor mechanical properties are undesirable and limit the application of alder wood in comparison to other new materials. Because of these unattractive mechanical properties, the wood of black alder has been less studied and somehow ignored within the wood processing industry.
The biological durability of alder wood against rot fungi (Postia placenta and Trametes versicolor) can be increased by heating of specimens immersed in soya oil (Lacić et al. 2014). Some authors have studied physical properties and anatomical structure of solid alder wood (Cīrule et al. 2008; Pavlovičs et al. 2009). Research studies on colour changes that occurred on alder veneers exposed to sunlight under indoor conditions were performed by Salca et al. (2007). Salca et al. (2015) also described the colour changes that appeared in the first few hours after cutting thin veneer sheets from fresh, unseasoned black alder wood; a model for total colour change as a function of exposure time was developed. The colour properties of beech and alder veneers produced from steamed logs were also investigated (Aydin and Colakoglu 2005). Temiz et al. (2005) investigated the colour changes created by weathering on impregnated alder wood with several different wood preservatives. It was shown that the surfaces of alder wood without protection became darker under UV radiation.
The heat treatment of black alder at temperatures around 120 up to 200 °C for 2–10 h delayed/decreased the rate of colour change caused by weathering factors but did not completely prevent it; moreover, bending strength was reduced by up to 50 % compared with untreated wood (Yildiz et al. 2011). Salca and Hiziroglu (2014) demonstrated that surface roughness and hardness of different wood species (including black alder) were enhanced as a result of heat treatment. Samples were exposed to heat treatment schedules having two temperature and exposure levels of 120 and 190 °C for 3 and 6 h, respectively.
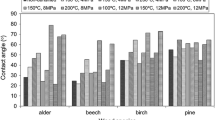
Results of some past studies suggested that thermo-mechanical densification of wood using a hot-platen press enhances the mechanical properties and improves surface quality of wood/wood products (Bekhta 2003; Bekhta and Marutzky 2007; Bekhta et al. 2009, 2012; Arruda and Del Menezzi 2013; Buyuksari et al. 2012; Candan et al. 2013; Tu et al. 2014). It is an environmentally friendly process and can produce value-added appearance products using low-density wood species. Bekhta et al. (2009) evaluated the effect of compression ratio on surface roughness of birch and alder veneers compressed using a cold rolling process. They showed that surface roughness of veneer improved as the compression degree increased. The surface of thermally densified veneer of various wood species (alder, beech, birch, pine) also became smoother, and roughness values decreased significantly with increasing temperature and pressure of densification (Bekhta et al. 2014b).
Moreover, the results of previous studies also indicated that thermo-mechanical densification improves the attractiveness of the veneer surface. Such densified alder wood veneers are characterized by an attractive darker colour (Bekhta et al. 2014a) and high surface gloss (Bekhta et al. 2014c). Gloss (85°) values of densified alder veneer increased after treatment to 2109.1/2376.9 % (across/along the grain). This facilitates the application of transparent organic coatings that allow improved natural characteristics of alder wood to remain visible, and so the demand for them has been increasing.
The economic and technological benefits of the usage of alder wood instead of beech wood as a raw material in plywood and laminated veneer lumber (LVL) manufacturing were compared by Toksoy et al. (2006). They stated that using alder to produce general purpose plywood instead of beech logs, a more valuable wood species, would be more economical. Compressed veneers also supply higher thermal conductivity and lower glue consumption in plywood production compared to non-compressed veneers. Some authors (Bekhta and Marutzky 2007; Bekhta et al. 2012) investigated glue saving possibilities in plywood production by using previously compressed veneers. They concluded that using these veneers in the plywood production enables higher shear strength with lower glue consumption. Therefore, it was proposed (Bekhta 2003) that the sub-process of thermo-mechanical densification of veneer sheets should be included into the manufacturing process of veneer-based products prior to adhesive application.
Therefore, thermally densified alder wood is an environmentally friendly product that presents new product opportunities for the wood products industry. A number of studies have shown that wood behaviour under thermal compression is dependent upon its anatomical features (Navi and Girardet 2000; Kutnar et al. 2009; Ahmed et al. 2013; Tu et al. 2014). Nevertheless, not much is known about the morphology of alder wood veneers thermo-mechanically densified for a short time. To increase the knowledge of the anatomical changes occurring in thermally densified alder wood, this investigation was started to clarify the deformation of wood anatomical elements during thermal compression for a short time. Therefore, the focus of this study was to understand the behaviour of black alder wood veneer during the thermo-mechanical densification process from an anatomical perspective.
2 Materials and methods
2.1 Wood veneer samples
Alder (Alnus glutinosa Gaertn.) veneers having 1.5 mm thickness obtained by rotary cutting at industrial conditions were used. Alder logs were kept in water at 40 °C prior to the peeling process. The veneers obtained were dried to ~5 % moisture content by using a veneer dryer. Tangential sheets of veneer were cut in 140 mm by 100 mm rectangular pieces for the thermo-mechanical densification and subsequent measurements. Veneer sheets without visible defects were selected.
2.2 Short-term thermo-mechanical densification
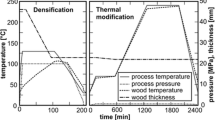
Veneer sheets were densified using heat and pressure. Each veneer specimen was STTM densified between the smooth and carefully cleaned heated plates of an open-system laboratory press “FONTIJNE TP 400” at temperatures of 100, 150 or 200 °C and pressures of 4, 8 or 12 MPa for a short time of 4 min. After densification, specimens were removed from the hot press and naturally cooled down to room temperature. After densification and before property testing, all specimens were stored in a conditioning chamber at 20 °C and a relative humidity of 65 % until they reached constant mass weights.
2.3 Scanning electron microscopy (SEM) analysis
Changes in the visual appearance and anatomical structure of veneer, before and after thermo-mechanical densification, were investigated by high-vacuum SEM using a VEGA TS 5130 instrument operating at 16.7 kV. For each combination of densification temperature and pressure SEM samples of densified (as well as non-densified) surfaces were taken from the tangential surface of the particular veneer. The samples were mounted on specimen stubs and sputter-coated with gold; vacuum plating device Typ: B30.2, VEB Hochvakuum, Dresden was used for this. Both edges of the specimen were cut to feature “oblique” cross-sections (sections chamfered at an angle of 45°), which were determined by the morphological changes of vessels in the radial direction, i.e., in the direction of compression (Fig. 1), by SEM. Totally, 220 microscopic images were analysed. The software Tescan which is built as a modular system was used for measuring. The program VEGA TC, is equipped with the addition of “plug-in modules” such as morphological analysis. The software module "Measurement" is intended for measurement of the objects.

Example SEM image for measuring size of vessels
3 Results and discussion
3.1 Surface morphology
Figure 2 shows micrographs of non-densified and densified veneer tangential surfaces. It is evident that the peeling process of wood produces a highly irregular veneer surface with a considerable number of crushed and demolished wood cells (Fig. 2a). In contrast, as evident in the SEM images (Fig. 2b) of the longitudinal tangential surfaces of samples before and after densification, the pores and micro-cracks created during peeling and drying were closed during densification. Fang et al. (2012) also reported on the conglutination of lathe checks on veneers after densification. As shown in Fig. 2, the surfaces of the densified samples were much smoother than those of the non-densified samples, a result of the plasticisation of the veneer surface layers taking place under both high pressures and high temperatures of densification (Bekhta et al. 2012).

SEM images of sample longitudinal tangential surfaces before and after densification: a non-densified alder veneer; b alder veneer densified at 200 °C and pressure 12 MPa
3.2 Structure of non-densified veneer
Figure 3 shows the micrographs of cross and radial sections of non-densified veneer. The vessel walls of non-densified alder veneer have no cracks and the vessels show no deformation (Fig. 3a). Some fibres have local minute cracks on the surface of the secondary wall but this can be explained by the conditions of samples preparation. It was impossible to exclude an increased fragility of the fibre walls due to the techniques for preparing the samples. In microscopic analysis most preparation methods, such as slicing with microtome, require the wood samples to be softened, usually by water-soaking. However, the soaking of current densified samples would lead to changes in their structure. To prevent this, the samples were prepared from dry veneer, which greatly complicated the preparation of oblique cross sections. Therefore, the increased fragility of dry veneer could be the cause of minute cracks on the surface of the secondary wall; although, it should be noted that these minute cracks could be created during the peeling process, when densification of veneer also occurs.

SEM micrographs of non-densified veneer samples: a oblique cross section; b non-deformed vessel perforation on the radial section; sporadic appearance of small spherical-like droplets (arrows 1); c cut fibres; walls are smooth, occurrence of small spherical droplets (arrows 1); separations between compound middle lamella (arrows 2) and axial cracks (arrows 3) in the secondary walls
The sporadic appearance of small spherical-like droplets is observed on a secondary wall of S3 as well as on the surface of scalariform perforation plates of vessel (Fig. 3b, c). It is assumed that these spherical droplets are the condensing compounds of lignin and degradation products of hemicelluloses. As was reported in previous works (Mamoňová et al. 2002; Mamoňová 2013), similar formations are observed by the microscopic analysis of the hydrolysis of beech wood. Hydrothermal treatment of alder logs before peeling may be one of the possible causes of appearance of such droplets. Slightly thermal undulations on the surface of the cell wall were also observable. The fibres look typical for Alnus glutinosa with thin walls and wide lumen and the walls of fibres are smooth (Fig. 3c); the scalariform perforation plates of vessel for Alnus glutinosa can be naturally very long and can reach 21 or more partitions (Fig. 3b); slight deformation of partitions is due to the compressive and tensile stresses in the veneer during the peeling process.
3.3 Structure of densified veneer
3.3.1 Cross section
Samples densified at 100 °C and 4 MPa showed minimum structural damage; no visible distortion in the plane of annual rings was observed (Fig. 4a). Only small axial cracks on the surface of cell walls of fibres can be observed at this compression condition. However, the pattern drastically changed with increasing densification temperature and pressure. The striking axial cracks inside the secondary wall of fibres and vessels are much more pronounced at higher pressures (8 and 12 MPa) (Fig. 4c, f). The appearance of many axial cracks in the cell wall of fibres can be attributed to their increased fragility. The increased fragility of the secondary walls of fibres is due to the synergistic effect of high temperature and low moisture content of veneer applied during the densification process. Salca and Hiziroglu (2014) also showed that high temperature caused a certain amount of damage on the cell walls of black alder.

SEM micrographs of veneer samples (oblique cross section) densified at: a 100 °C and 4 MPa; b, c 150 °C and 8 MPa; d 200 °C and 4 MPa; e, f 200 °C and 8 MPa. AC axial cracks, Bv bulging of the vessel, Bw bulged common wall between the vessels, Cm crack in the middle lamella and secondary wall of fibre, Co collapse of the fibres of undetermined origin (artefact), S separations of middle lamella, TW thermal wrinkling
From the SEM images the different compression degrees of vessels and fibres, depending on their position within the annual ring, are clearly visible: the groups of earlywood vessels and fibres are more deformed in the radial direction than latewood vessels near the border of the annual ring. As a result, in the compressed earlywood region, it leads to waviness of the wall of two adjacent vessel walls. This wall is weakened due to the multiple existence of bordered pits, and it is not supported by the surrounding fibres (Fig. 4d). The greater distortions of fibres lumens in the tangential direction exist at the neighbouring fibres owing to the tangential dilatation of deformed vessels (Fig. 4f). The radial grouping of vessels are deformed to a greater extent than the solitary vessels (Fig. 4b).
Moreover, it is clearly visible that deformations of vessels and fibres across the thickness of the veneer sample are uneven: the vessels which are located closer to the surface of the veneer are compressed more than in the middle layers of veneer (Fig. 4b). The ANOVA results showed that the temperature and pressure of the densification process as well as their interaction significantly affected the changes in the anatomical structure of veneer and, moreover, the effect of pressure was more evident. The higher the densification pressure is, the higher the changes in the structure of the veneer at the same densification temperature. For lower pressure (4 MPa), the deformation of vessels is mainly observed in the surface layers of veneer, and less in the middle layers. The deformation of lumen of vessels and fibres (Fig. 4e) and collapse of the vessels wall at the corner with fibre (Fig. 4b) in the middle layer of the veneer sample can be observed at high temperature and pressure. The complete compression of the lumen of vessels in the surface layer of veneer and extreme deformation of the vessels and fibres (Fig. 4e, f) was observed in veneer densified at higher pressures.
At the higher temperature and pressure not only radial deformation of vessels in the direction of the applied pressure but at the same time the deformation in the tangential direction is also observed (Fig. 4b). An extension of lumen of the vessel can be seen and simultaneously the bend of walls inward to the gap of fibres (Fig. 4c). In the tangential direction there is also a mashing of the lumens of vessels into surrounding tissue and this therefore results in the compression of the lumen of fibres, and thereby in the compacting of structure (Fig. 4b). There also are deformed lumens of fibres that surround the vessels in the tangential direction (due to the dilation of the vessel lumen in the tangential direction) (Fig. 4f). Tangential dilatation occurs, the closest fibres in vessels are extremely deformed and compression can be observed just in the tangential direction (Fig. 4f).
3.3.2 Radial section
Scanning electron microscopy (SEM) analysis showed that small spherical-like droplets are present on the surface of the cell wall after densification of alder veneer. It was typical for all applied temperatures and pressures, but these droplets were also found in non-densified veneer (Fig. 3). It should also be noted that in non-densified samples only the appearance of scattered droplets was observed (Fig. 3b, c). In densified samples, especially at high temperature and pressure, these droplets are covering a large area primarily on the surface of the S3 layer of vessel walls (Fig. 5a, g), although considerable accumulation of such droplets can also be seen on the partitions of scalariform perforation plates of the vessel at high temperature 200 °C (Fig. 5k). The frequency of these formations was increased with rising of temperature and pressure of densification. Therefore, this phenomenon can be attributed to thermo-mechanical densification procedure and could be associated with the coalescence and migration of lignin and degradation products of hemicelluloses to the surface of the wood cells (Selig et al. 2007; Donohoe et al. 2008). Significant deformations and degradations in wood components, especially in hemicelluloses, of heat treated samples due to heat effect were observed by FTIR spectra (Yildiz et al. 2011). Selig et al. (2007) hypothesized that once the temperature of the treatment surpasses the phase-transition temperature of lignin (i.e., in the range ~120–200 °C), lignin is fluidized and coalesces within the cell walls. Lignin in a fluid state acquires mobility due to capillary and hydrophobic forces and migrates to the bulk liquid phase of the pre-treatment mixture. Coalesced lignin could harden upon cooling after the treatment and either become trapped within the cell wall layers or deposited back on the surface of the treated material. However, it should be noted that there is no chemical evidence that these droplets are truly related to lignin and/or hemicelluloses and more work is required for their chemical identification.

SEM micrographs of veneer samples (radial section) densified at: a–c 100 °C and 4 MPa; d 100 °C and 8 MPa; e, f 100 °C and 12 MPa; g 150 °C and 4 MPa; h–j 150 °C and 12 MPa; k, l 200 °C and 4 MPa; m–o 200 °C and 12 MPa. AC axial cracks, IC intercellular cracks, OTC oblique transverse cracks, S separation of S3 layer of the secondary wall, SD small spherical droplets, TE thermal erosion of secondary wall of vessel, TW thermo-mechanical wrinkling, U undulation of the vessel wall into the interior of the lumen
Scanning electron microscopy (SEM) analysis showed that the walls of fibres are smooth, without visible signs of deformation at the densification pressure 4 MPa and temperatures 100 and 150 °C (Fig. 5c). Some vessels exhibit only mild compression and only slight deformations of scalariform perforation plates of the vessel (Fig. 5a).
With increasing pressure from 4 to 8 MPa at the same temperature, the “V” deformations of partitions of scalariform perforation plates of the vessels occur predominantly in one plane and their bending inside the lumen of the vessel was not observed. More changes in the structure begin when densification temperature and pressure are increased to 150 °C and 8 or 12 MPa, respectively. Then considerable deformation of vessels (Fig. 5e) and extreme spatial deformation of scalariform perforation plates of vessels (Fig. 5h) with bulging of deformed partitions inside the lumen of vessels (Fig. 5i) was observed.
The most significant changes in the anatomical structure of densified veneer occurred at the maximum densification temperature of 200 °C and pressures of 4–12 MPa. Here, extreme deformation of the vessel with maximum compressed vessel below the surface of veneer samples can be observed (Fig. 5k–m, o) as well as breaking and wrinkling of the cell wall (Fig. 5k), bulging of scalariform perforation plates to the neighbouring vessel (Fig. 5l, m, o), thermal degradation of the S3 secondary wall of the vessel (Fig. 5i, m), which is often accompanied by the formation of axial cracks (Fig. 5o), undulation of the vessel wall into the interior of the lumen accompanied by thermal wrinkling of the secondary wall (Fig. 5l, n). It should be noted that not all vessels are deformed equally; it depends on the position in the annual ring, surrounding tissue etc. (Fig. 5m).
SEM micrographs show that thermo-mechanical wrinkling of the cell wall of the vessel is a characteristic feature of densified veneer with low moisture content. Negligible thermo-mechanical wrinkling can already be observed at the temperature of 100 °C and pressure 4 MPa (Fig. 5a, b) while there is pronounced thermal wrinkling at higher temperatures and pressures (Fig. 5d, e, g, k, m). The thermo-mechanical wrinkling is often accompanied with the formation of axial cracks (Fig. 5d, n) and sometimes by waviness of the cell wall of the vessel (Fig. 5h, l).
Densification of veneer with low moisture, besides at high temperatures and pressures, causes considerable fragility of the cell wall of the vessel and fibres. The fragility of the cell walls was manifested because of considerable axial, and rarely oblique transverse cracks on the secondary wall of compressed vessels and fibres were observed (Fig. 5d, f, g, h, j, k, n).
In this study the morphology of densified veneer is inconsistent with previous results concerning the morphology of densified solid wood (Navi and Girardet 2000; Kutnar et al. 2009). Microscopic studies have shown that the structure of densified veneer was destroyed more than the structure of densified solid wood; particularly a substantial number of cracks in the cell walls were recorded for densified veneer at high densification temperatures and pressures. There are several possible reasons: low moisture content of veneer; veneer was not softened and it was brittle; the strength of veneer is lower compared to the strength of solid wood; before the densification process veneers undergo serious strains; in particular, a large number of cracks that weaken veneer are formed during its peeling and drying. Some authors have claimed that the type and amount of cell collapse has a very important effect on the mechanical and physical properties of the densified material (Navi and Girardet 2000; Kutnar et al. 2009).
3.4 Size of vessels in densified veneer
The results for the size of the vessels of the densified veneers confirmed the fact that the density of wood increased by reducing the void volume. The lumen diameters of the densified wood veneers were much less than that of the non-densified wood. As follows from Table 1, the size of the vessels of alder wood decreased 2.93 times (65.9 %) at the maximum pressure and temperature. As is evident from the microscopic images, not only was there a size reduction in the cavity vessels, but the cell walls also compressed. A strong negative correlation between the size of the vessels and the compression ratio was found (Fig. 6). The compression ratio has a major effect on the size of the vessels and tends to be inversely proportional to the size of the vessels. The density of the compressed wood depends on the final pressure and the temperature used during the densification. As calculated, the density of non-densified alder veneer was found to be 468 kg/m3, while it was 949 kg/m3 in densified alder veneer; the compression ratio varied from 12.1 to 51.8 %. These increases in density and compression ratio with increasing densification temperature and pressure could be attributed to the softening of solid wood at higher temperatures (Fengel and Wegener 1989; Welzbacher et al. 2008) and the reduction of the void volume of the lumens in the wood material.

Correlation between compression ratio and size of vessels
4 Conclusion
The results of this study show that STTM densification of alder wood veneers using an open system significantly changes the morphology of the densified veneer, buckling the cell walls and reducing the volume of void spaces. There were many cracks in the cell walls of the fibres and vessels.
From the SEM analysis, it is clear that the cell lumen volume reduced and the cells deformed with fracture of the cell walls with increasing densification temperature and pressure.
The morphology of the STTM densified veneer strongly depends upon the compression ratio. As the densification pressure increased, deformation in the vessels increased until they collapsed. There is a negative relationship between the compression ratio and size of vessels.
The higher the densification temperature or pressure is, the higher the changes in the structure of the veneer. Moreover, the results showed clearly that the effect of pressure in wood structure is promoted by increased temperature.
The findings acquired in this study make it possible to expand the application of the short-term thermo-mechanically densified wood veneer as well as provide important information for future research on, and utilisation of, such densified veneers.
References
Ahmed SA, Moren T, Hagman O, Cloutier A, Fang C-H, Elustondo D (2013) Anatomical properties and process parameters affecting blister/blow formation in densified European aspen and downy birch sapwood boards by thermo-hygro-mechanical compression. J Mater Sci 48:8571–8579
Arruda L, Del Menezzi CHS (2013) Effect of thermomechanical treatment on physical properties of wood veneers. Int Wood Prod J 4(4):217–224
Aydin I, Colakoglu G (2005) Effects of surface inactivation, high temperature drying and preservative treatment on surface roughness and colour of alder and beech wood. Appl Surf Sci 252:430–440
Bekhta PA (2003) Method of the plywood production. Patent of Ukraine, No. 62787A dated 15.12.03. Bulletin No. 12
Bekhta PA, Marutzky R (2007) Reduction of glue consumption in the plywood production by using previously compressed veneer. Holz Roh Werkst 65:87–88
Bekhta PA, Hiziroglu S, Shepelyuk O (2009) Properties of plywood manufactured from compressed veneer as building material. Mater Des 30:947–953
Bekhta PA, Niemz P, Sedliačik J (2012) Effect of pre-pressing of veneer on the glueability and properties of veneer-based products. Eur J Wood Prod 70:99–106
Bekhta P, Proszyk S, Krystofiak T (2014a) Colour in short-term thermo-mechanically densified veneer of various wood species. Eur J Wood Prod 72(6):785–797
Bekhta P, Proszyk S, Krystofiak T, Mamonova M, Pinkowski G, Lis B (2014b) Effect of thermomechanical densification on surface roughness of wood veneers. Wood Mater Sci Eng 9(4):233–245
Bekhta P, Proszyk S, Lis B, Krystofiak T (2014c) Gloss of thermally densified alder (Alnus glutinosa Gaertn.), beech (Fagus sylvatica L.), birch (Betula verrucosa Ehrh.), and pine (Pinus sylvestris L.) wood veneers. Eur J Wood Prod 72(6):799–808
Buyuksari U, Hiziroglu S, Akkilic H, Ayrilmis N (2012) Mechanical and physical properties of medium density fibreboard panels laminated with thermally compressed veneer. Compos B 43:110–114
Candan Z, Korkut S, Unsal O (2013) Effect of thermal modification by hot pressing on performance properties of paulownia wood boards. Ind Crop Prod 45:461–464
Cīrule D, Alksne A, Lavnikoviča I, Antons A, Pavlovičs G, Dolacis J (2008) Comparison of the physical properties of grey alder (Alnus incana (L.) Moench) and black alder (Alnus glutinosa (L.) Gaertn.) wood in Latvia and elsewhere. Ann WULS SGGW For Wood Technol 63:129–132
Claessens H, Oosterbaan A, Savill P, Rondeux J (2010) A review of the characteristics of black alder (Alnus glutinosa (L.) Gaertn.) and their implications for silvicultural practices. Forestry 83(2):163–175
Donohoe BS, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2008) Visualizing lignin coalescence and migration through maize cell walls following thermochemical pretreatment. Biotechnol Bioeng 101(5):913–925
Fang C-H, Mariotti N, Cloutier A, Koubaa A, Blanchet P (2012) Densification of wood veneers by compression combined with heat and steam. Eur J Wood Prod 70(1–3):155–163
Fengel D, Wegener G (1989) Wood: chemistry, ultrastructure, reactions. Walter de Gruyter, Berlin
Kajba D, Gracan J (2003) EUFORGEN Technical Guidelines for genetic conservation and use for Black Alder (Alnus glutinosa). International Plant Genetic Resources Institute, Rome 4 pp
Kutnar A, Kamke FA, Sernek M (2009) Density profile and morphology of viscoelastic thermal compressed wood. Wood Sci Technol 43:57–68
Lacić R, Hasan M, Trajković J, Šefc B, Šafran B, Despot R (2014) Biological durability of oil heat treated alder wood. Drvna Industrija 65(2):143–150
Mamoňová M (2013) Wood anatomy. Technical University in Zvolen, Zvolen 123 p
Mamoňová M, Laurová M, Nemčoková V (2002) Analysis of structure of beech wood subjected to hydrothermic treatment. Wood structures and properties ’02. Arbora Publishers, Zvolen, pp 51–55
Navi P, Girardet F (2000) Effects of thermo-hydro-mechanical treatment on the structure and properties of wood. Holzforschung 54(3):287–293
Pavlovičs G, Antons A, Alksne A, Lavnikoviča I, Cīrule D, Dolacis J, Daugavietis M, Daugaviete M (2009) Comparison of the anatomical structure elements and physical properties of the wood of different alder species growing in Latvia. Ann WULS SGGW For Wood Technol 69:173–177
Salca EA, Hiziroglu S (2014) Evaluation of hardness and surface quality of different wood species as function of heat treatment. Mater Des 62:416–423
Salca E, Cismaru I, Fotin A (2007) Effect of sunlight upon colour stability of alder and cherry veneers. PRO LIGNO 3(4):65–71
Salca EA, Gobakken LR, Gjerdrum P (2015) Progress of discoloration in green, freshly cut veneer sheets of black alder (Alnus glutinosa L.) wood. Wood. Mater Sci Eng 10(2):178–184
Selig MJ, Viamajala S, Decker SR, Tucker MP, Himmel ME, Vinzant TB (2007) Deposition of lignin droplets produced during dilute acid pretreatment of maize stems retards enzymatic hydrolysis of cellulose. Biotechnol Progr 23:1333–1339
Temiz A, Yildiz UC, Aydin I, Eikenes M, Alfredsen G, Colakoglu G (2005) Surface roughness and color characteristics of wood treated with preservatives after accelerated weathering test. Appl Surf Sci 250:35–42
Toksoy D, Colakoglu G, Aydin I, Colak S, Demirkir C (2006) Technological and economic comparison of the usage of beech and alder wood in plywood and laminated veneer lumber manufacturing. Build Environ 41:872–876
Tu D, Su X, Zhang T, Fan W, Zhou Q (2014) Thermo-mechanical densification of Populus tomentosa var. tomentosa with low moisture content. BioResources 9(3):3846–3856
Welzbacher CR, Wehsener J, Rapp AO, Haller P (2008) Thermo-mechanical densification combined with thermal modification of Norway spruce (Picea abies Karst) in industrial scale—dimensional stability and durability aspects. Holz Roh- Werkst 66:39–49
Yildiz S, Yildiz UC, Tomak ED (2011) The effects of natural weathering on the properties of heat-treated alder wood. BioResources 6:2504–2521
Acknowledgments
The authors are grateful to the COST Actions FP 0904 “Thermo-Hydro-Mechanical Wood Behaviour and Processing” and FP1006 “Bringing new functions to wood though surface modification” for the financial support within the frame of Short Term Scientific Missions (STSM). Special thanks are extended to Dr. Ortynska G. and Dr. Krystofiak T. for their technical support in preparing the samples and measurements of the size of vessels. This research was supported by Slovak Grant agencies SRDA Project No. APVV-14-0506; and VEGA Projects No. 1/0149/15 and No. 2/0199/14.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bekhta, P., Mamoňová, M., Sedliačik, J. et al. Anatomical study of short-term thermo-mechanically densified alder wood veneer with low moisture content. Eur. J. Wood Prod. 74, 643–652 (2016). https://doi.org/10.1007/s00107-016-1033-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-016-1033-2