
Abstract
Cross laminated timber (CLT) has become a well-known engineered timber product of global interest. The orthogonal, laminar structure allows its application as a full-size wall and floor element as well as a linear timber member, able to bear loads in- and out-of-plane. This article provides a state-of-the-art report on some selected topics related to CLT, in particular production and technology, characteristic material properties, design and connections. Making use of general information concerning the product’s development and global market, the state of knowledge is briefly outlined, including the newest findings and related references for background information. In view of ongoing global activities, a significant rise in production volume within the next decade is expected. Prerequisites for the establishment of a solid timber construction system using CLT are (1) standards comprising the product, testing and design, (2) harmonized load-bearing models for calculating CLT properties based on the properties of the base material board, enabling relatively fast use of local timber species and qualities, and (3) the development of CLT adequate connection systems for economic assembling and an increasing degree of utilization regarding the load-bearing potential of CLT elements in the joints. The establishment of a worldwide harmonized package of standards is recommended as this would broaden the fields of application for timber engineering and strengthen CLT in competition with solid-mineral based building materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
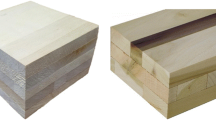
Developments at the beginning of the 20th century made it possible to use reinforced concrete economically, and traditional timber constructions (log or stave construction or lattice work) were successively superseded by the mineral-based solid construction materials concrete and brick, at least in Europe (Schickhofer et al. 2010). At this time, timber as a construction material was reduced to a market share of only a few percentages and primarily used in timber light-weight constructions (lattice work or frame construction), for erecting family and residential buildings, for appealing constructions, e.g. exhibition or sports halls, industrial halls, silos, and for log houses, the only exception to the rule being cladding comprising only linear members. However, over the last 10 years or so, timber has recaptured market shares from the mineral-based solid construction materials, in particular in the fields of residential buildings, office buildings and schools but also other fields of construction. Remarkably, this re-gain in market share is also due to a renaissance of timber in the cities where this natural and sustainable building material was feared for centuries for its combustibility. One reason for this development is the commercial launch of the innovative laminar timber product cross laminated timber (CLT), a quasi-rigid composite, plate-like engineered timber product, which is commonly composed of an uneven number of layers (usually three, five or seven layers), each made of boards placed side-by-side, which are arranged crosswise to each other at an angle of 90°, capable of bearing loads in- and out-of-plane. The product and an application example can be found in Fig. 1. Typical layups for different purposes and composite structures of CLT with other plate-like or linear structural members are outlined in Fig. 2.

(Left) five-layer CLT element; (middle to right) impressions from project Wittenbauerstraße/Graz/Austria: two three-storey residential buildings

(Top) layup examples for given purposes; (bottom) examples of composite structures of CLT and glued laminated timber (GLT), ultra high performance plywood (UHPP), steel or concrete; adapted from Schickhofer (2015)
The idea for this large-sized product, also known as “X-lam” or in German “Brettsperrholz” (BSP), is in principal not new; its basic structure is comparable to common products known from joinery and carpentry, e.g. plywood, coreboard or three-layer solid-wood board, with the essential advantage of high dimensional stability in-plane due to minimized swelling and shrinkage rate caused by the cross-wise layering. However, the unique development seen in CLT is its large dimension in-plane but also in thickness, which makes this product a potential, versatile applicable and stand-alone structural element. The development of CLT in the 1990s was motivated by the need for the sawmill industry to find a higher value use for the side boards of that time (Guttmann 2008). The large dimensions of CLT, its easy handling and versatile applicability allows timber engineering to expand into markets which, for 100 years, had been reserved for mineral-based solid construction materials; in terms of architecture and engineering, this extended the possibilities of realizable constructions, (super)structures and monolithic buildings in timber with laminar, even point- or line-supported elements, corresponding to a new way of thinking in planes and volumes rather than in lines.
The German term “Brettsperrholz” (BSP) was first used by Dröge and Stoy (1981) to describe a product preferably used for the web of solid-web girders, followed by Steurer (1989) in relation to timber bridge decks, and was finally translated into the English term “Cross Laminated Timber” (CLT) by Schickhofer and Hasewend (2000). It describes a sub-group of the large group of “laminar laminated timber products” (in German “Brettlagenholz”, defined by Lischke 1985) which are commonly associated with shells, grid-shells or spatial (three dimensional) grid structures (Schickhofer et al. 2010). The first research activities and applications of laminar laminated timber products and constructions date back to the 19th century (W. G. Schuchow 1896 and T. Kalep in 1908; cited in Rattasepp and Mang 1989), continued in the 1960s and were later applied by Cziesielski (1974) and others. The conception and realization of the first residential buildings using solid wood panels as a main load-bearing element can be attributed to P. Schuler (1993) and R. Guyer (1993) (cited in Schickhofer 1994). The first residential buildings in CLT reflecting the current state-of-the-art were realized by Moser (1995). In 1990, intensive research activities regarding CLT started at Graz University of Technology; three long-term research programmes have been conducted in Graz and many international research projects followed. In 1994, Schickhofer published his thesis on rigid and flexible laminated composite structures with focus on CLT. Further theses on CLT and CLT-like structures followed, e.g. Bosl (2002) who dealt with CLT exposed to in-plane loads, Scholz (2004) who focused on spatial structures in timber, Jakobs (2005) who concentrated on CLT out-of-plane, rolling shear and twisting, Gülzow (2008) who wrote a thesis on frequency measurements for determining elastic and shear module, Mestek (2011) who wrote about point-supported CLT elements, and Flaig (2013) who focused on CLT girders. In 2007, Blaß and Uibel (2007) published the first comprehensive report on connections in CLT. The SOFIE project conducted by CNR Ivalsa and subsequent projects on CLT in conjunction with seismic actions outlined the great potential of CLT, also in respect to this accidental loading mode; compare e.g. Ceccotti et al. (2006a).
Parallel to decades of intensive research and development, primarily in Central Europe and in particular in Germany, Austria and Switzerland, production facilities have been established, initially on a small scale and, as of around 10 years ago, on an industrial scale. Properties and design for CLT have been regulated via national (starting in 1998) and international European Technical Approvals [assessments (ETAs) started in 2006]. The first activities standardizing CLT in Europe began in 2008 and the first European product standard for CLT, EN 16351 (2014), has recently passed the formal vote. Further standardization, including regulations for testing, design and execution, are needed. For instance, CLT is going to be included in the European timber design code Eurocode 5 (EN 1995-x–x; EC 5), which is currently under revision.
Meanwhile, CLT has become a product of global interest, being used in international production outside of Europe. There have been numerous global activities in research, development, production, use and standardization in countries such as Canada, United States, Japan, China and New Zealand.
The product idea was developed in the 1970s and 1980s; after this it took around 20 years until the first technical approvals were given in 1998; there then followed around 10 years of intensive research and development, application and establishment as well as the extension of CLT production facilities, which took place from 2000 to 2009 (Schickhofer et al. 2010). This was all made possible by pioneers and innovators, engaged in research and development, who recognized the technical and economic potential of CLT. Since 2010, the focus has mainly been on the dissemination, transfer, standardization and further establishment of the product, aspects that will continue to be of importance over the next few years. Particular emphasis is placed on the development and establishment of the Solid Timber Construction Technique in Cross Laminated Timber, a building construction system which allows the potential use as well as the economic and competitive advantages of CLT to be demonstrated.
Apart from the natural, sustainable characteristic of its base material, there are many other important advantages of CLT itself and the product in comparison to other timber products. It even provides a benchmark for mineral based building products. For example, when CLT is used as a laminar product, it allows load bearing in- and out-of-plane. If used as a linear structural element it shows promising resistance against shear in-plane and tension perpendicular to grain. Door, window and other openings can be simply positioned and executed, free of any super-ordinate grid. CLT allows a high degree of prefabrication. Wall assemblies are characterized by a clear separation in layers for construction, insulation, installation and cladding. This enables (1) different degrees of prefabrication at the factory, (2) a step-by-step finishing on-site, and (3) an easier execution of repair and alteration work at the facade, insulation and installation. With regard to building physics and in comparison to light-weight timber constructions, CLT exhibits less air permeability and a distinctive specific storage capacity for humidity and thermal energy. As is known from plywood and other timber products with cross-wise layering, CLT has a high dimensional stability in-plane. However, in thickness direction, swelling and shrinking has to be considered equal to solid timber. Its low mass predestines CLT for constructions erected on soils with weak load bearing properties and for the upgrading of existing buildings, a use which appears to be of particular interest in urban planning and in conjunction with agglomeration. Long-span structures can be realized, for example by rib floors or box girders, as composites of CLT with linear or planar timber products such as (finger jointed) construction timber, duo or trio beams, glued laminated timber (GLT or glulam), or products in the Ultra High Performance Plywood (UHPP) group, as well as other materials, for example trapezoidal metal sheets or concrete composites, see Fig. 2. In general and in comparison to mineral-based solid construction materials, constructions in CLT are characterised by fast erection times due to a high degree of pre-fabrication and assembling of large-sized elements, by dry construction sites, low mass, high precision and slender elements. To conclude, rather than being a pure substitute for reinforced concrete and other mineral-based solid construction materials, CLT constitutes a high-value alternative.
The establishment of production capacities grew rapidly, at 15–20 % per year, until the overall depression in the building sector of the last few years. These developments had been realized primarily in Austria and Germany, with a worldwide production volume of roughly 500,000 m3/a (2012); 95 % in Europe and a share of two-thirds solely in Austria. In 2014, the worldwide production volume increased to 625,000 m3 (Plackner 2014); according to the forecast, a volume of 700,000 m3 is expected by the end of 2015, see Fig. 3.

Development of the worldwide production volume of CLT until 2013 and forecast until 2015 in (m3)
Current activities on other continents suggest a worldwide run on CLT and a constant rise of production volume with double-digit annual growth rates within the next decade, which leads to the expectation that CLT may become as relevant as glued laminated timber (glulam; GLT). There is an ongoing trend that CLT continuously shifts the limits for tall timber buildings, see e.g. the 14 storey building “The Tree” in Bergen, Norway (Abrahamsen 2013).
Within the next chapters, characteristic features of CLT regarding production and technology, its properties, design and connections are outlined in brief and references for background literature are provided. In doing so, information is restricted to CLT made of softwood timber species, in particular Norway spruce (Picea abies) and, due to the historical background and research and development of CLT in the past, the majority of citations refers to activities in (Central) Europe. However, as outlined before, the global interest in CLT has led to many projects on research and development in engineering, architecture, building services, production, execution and others. This interest is also shown by the fast growing number of papers, increasing production sites, growing experience and manifold applications with CLT worldwide.
2 Production and technology of CLT
2.1 General remarks
The production process and technology of CLT, focusing on the industrial scale currently established in Europe, is in most steps largely comparable with that of glulam, see Fig. 4. In principle, CLT can be produced directly by cross-wise layering of single (finger-jointed) boards or by panels, whereby these panels can be an intermediate product of narrow face bonded (finger-jointed) boards or other panels termed as “Engineered Timber Products” and featuring adequate mechanical properties. The connection of the boards, lamellas or layers at their side faces can be realized flexibly, e.g. by joining them with annular ringed shank nails, hardwood dowels or hardwood screws. A further, more general point is that the CLT is constructed out of quasi-rigidly connected lamellas or layers, i.e. by side face bonding, which gives a very compact and multi-purpose useable product. This contribution focuses on CLT composed of layers quasi-rigidly bonded on their side faces.

CLT production process: overview
Common dimensions of CLT are a length of up to 18 m (or even 30 m), a width of up to 3.0 m (or even 4.8 m) and a thickness seldom above 300–400 mm.
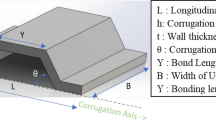
The following sections outline important aspects and background information for each production step shown in Fig. 4. Geometrical variables and important terms are illustrated in Fig. 5. Further information and details can be found for example in Schickhofer et al. (2010) and Brandner (2013).

Technical drawing of a CLT element, specification of dimensions, important variables and terms
2.2 Characteristics of raw material and grading process
In general, CLT is constructed out of boards of prismatic cross section and has a thickness t ℓ of 12–45 mm, see also EN 16351 (2014). In view of standardization, and focussing on construction tenders, the widely accepted standard for CLT layer thicknesses in Central Europe is t ℓ = 20, 30 and 40 mm. Due to rolling shear stresses in layers of CLT loaded out-of-plane, a minimum width of w ℓ ≥ 4 t ℓ is proposed; otherwise a reduced resistance in rolling shear has to be considered. The reason for this is the increasing amount of tension perpendicular to grain stresses which, together with rolling shear stresses in transverse layers, lead to a remarkable decrease in resistance (e.g. Kreuzinger and Scholz 2001 and chapter 3). EN 16351 (2014) gives the range for the board width w ℓ as 40–300 mm. The regulation of a reference cross section and the layup of CLT is necessary to make it possible to use standardized test procedures to ascertain comparable and reproducible properties for CLT. Regarding the reference width of the base material board according to EN 384 (2010) of w ℓ,ref = 150 mm, the harmonized layer thicknesses for Central European CLT, with t ℓ = 20, 30 and 40 mm, and the fact that the load bearing model in bending out-of-plane for CLT takes into account a system factor k sys,m which is maximal at N ≥ 4 parallel acting longitudinal lamellas per layer (see chapter 3), a reference cross section of w CLT,ref × t CLT,ref = 600 × 150 mm2 using boards with a reference cross section of w ℓ,ref × t ℓ,ref = 150 × 30 mm2 is proposed, see Unterwieser and Schickhofer (2013) and chapter 3 for further information.
Currently, mainly Norway spruce (P. abies) is used for the production of CLT softwood species. Hardwood is, of course, also possible and even advantageous if suitably applied. Worldwide, other local species are also used for CLT, even if they are of lower mechanical quality than Norway spruce. This is possible because of the solid composition and homogenization of board properties within CLT.
Following the previous Sect. 2.1, it is in principal also possible to substitute single layers of CLT with laminar engineered timber products, e.g. laminated veneer lumber (LVL), oriented strand board (OSB), plywood or multi-layer solid wood panels. Nevertheless, the suitability of the substitute has to be verified, particularly if such a layer is used in load transfer.
The base material for CLT is generally conditioned to a moisture content of u = 12 ± 2 % and visually or mechanically strength graded. Common strength classes according to EN 338 (2009) are C24 for a homogeneous layup, C24 for longitudinal layers and C16/C18 for the transverse layers in a combined layup. A demand-oriented grading of boards is recommended, for example for CLT primarily loaded out-of-plane according to requirements in tension parallel to grain. This is due to the fact that characteristic properties, which are not controlled explicitly by the grading process but are derived from the grading outcome, may depend on the applied grading process, i.e. if the base material is graded in bending, for example according to the strength class system in EN 338 (2009), or in tension parallel to grain, for example according to the strength classes recommended for GLT in EN 14080 (2013). There are also numerous technical approvals which allow for a share of ≤10 % of boards per layer of a lower strength class without considering them explicitly in the declared CLT properties.
2.3 Production of finger jointed lamellas
For CLT, common finger joint profiles, which have already been optimized and approved for the production of glulam, are used with finger length l FJ = 15 or 20 mm. Of course it is also possible to joint whole CLT elements by means of large finger joints (LFJs) with finger lengths of l LFJ ≥ 45 mm. In doing so, reduced resistances, for example in bending out-of-plane, have to be considered (see e.g. Flaig 2015).
The position of finger joints can be edgewise (fingers visible on the side face; as common in glulam) or flatwise (fingers visible on the narrow face). The advantage of flatwise finger joints is primarily of a visual nature, as no fingers are visible on the surface of CLT.
To minimize stress concentrations within finger joints, it is recommended to apply adhesives with elastic and shear properties comparable to those of the adherends (see e.g. Konnerth et al. 2006 in respect to finger joints). The coincidence of stiff finger joints with knot clusters in neighbouring layers can also lead to a remarkably reduced resistance, for example if the CLT is loaded in bending out-of-plane (Colling 1990 in analogy to GLT). Currently, melamine-urea–formaldehyde (MUF) and one-component polyurethane adhesives (1K-PUR) as well as emulsion polymer isocyanate adhesives (EPI) are mainly used. In general, polyurethanes are softer than MUF-based adhesives. However, as all these types of adhesive can, in principle, feature different properties, varying from product to product, the applicability of a certain adhesive for the production of CLT has to be approved.
2.4 Production of single layer panels (optional)
In general, the producers of CLT aim to reduce the width of gaps. This is done because of building physics (in particular fire design, airborne sound and airtightness) but also takes into account joining techniques, in particular considering dowel-type fasteners such as nails, screws or dowels. A further reason is due to aesthetics, if the surface of CLT is left visible in final use.
Consequently, as an intermediate step, some CLT production lines produce single-layer panels that are further cross-wise bonded to CLT on their side faces or used only for specific layers (e.g. for the top) in order to eliminate or minimize gaps.
Nevertheless, climatic variations in final use cause internal stresses due to swelling and shrinkage, creating unavoidable checks in an irregular pattern, particular on the surface of CLT. Thus, the advantages of narrow face bonding for building physics and the mechanical potential of CLT are limited, at least to the core layers.
In producing single-layer wood panels as an intermediate step in CLT production, three approaches can be used: (1) single-layer panels made by narrow face bonding of boards or lamellas, (2) single-layer panels according to EN 13986 (2002), and (3) single-layer panels produced by axial splitting of glulam.
2.5 Application of adhesive for side face bonding
In general, guidelines and requirements of the adhesive manufacturers have to be followed. It has to be stated that some parameters, such as bonding pressure, quantity of applied adhesive, moisture content of adherends and others have been based on experience with glulam. In the meantime, some adhesive producers have adapted their regulations for CLT. The parameters bonding pressure and applied quantity are of particular relevance.
The adhesive’s application for side face bonding is normally carried out mechanically and contactless (1) on single lamellas in a continuous through-feed device or (2) in a positioning or press bed on pre-positioned CLT layers. Current production lines often show a line-wise discrete application of adhesive.
2.6 Composing and pressing of boards or single layer panels to CLT
Dependent on the pressure device, the following differentiation can be made:
-
1.
side face bonding by means of hydraulic press equipment;
-
2.
side face bonding by means of vacuum press equipment;
-
3.
side face bonding utilizing the pressure of screws, staples or nails.
Bonding pressures of 0.10–1.00 N/mm2 and even higher can be provided by hydraulic equipment, whereas vacuum presses and pressing with screws, staples or nails attain bonding pressures within the range of 0.05–0.10 and 0.01–0.20 N/mm2, respectively (see e.g. Kairi 2002).
The required side face bonding pressure can be defined as a function of (1) the adhesive system, (2) the timber species, (3) the geometry of the adherends in regard to roughness and flatness of the surface and tolerances allowed in thickness, (4) the adhesive application system, and (5) the applied quantity of adhesive. The applied quantity itself depends on the roughness of the adherend’s surface and consequently on the timber species.
With respect to the requirements on maximum bond-line thickness, a thickness tolerance of ≤±0.10 mm is advised for CLT lamellas. Further information concerning press equipment and required bonding pressure can be found, for example, in Brandner (2013).
2.7 Finish of standard CLT elements
After pressing, standard CLT elements are trimmed at the edges. The side face of the elements is treated differently, without further processing, by planning or sanding. Depending on later use, the application of additional non load-bearing layers such as OSB, acoustic panels, gypsum plaster boards or three-layered solid wood panels is also possible.
2.8 Cutting and joining: customizing
Cutting and joining of CLT elements immediately after production and finishing constitute essential and logical process steps in an order-related, small (single) batch production. Approved devices are portal machines operating as multiple processing centres, which accomplish all relevant processes for dimensioning and further joining such as trimming, cutting, milling, drilling on both side faces and all four narrow faces, including marking and labelling.
Together with a well-operating process planning office for optimizing the layout and thus the degree of utilization of CLT elements, the processing centre creates an economical and powerful customizing centre and added value of the CLT product. Meanwhile, customizing centres without their own CLT production have also been established in combination or cooperation with carpentry or assembly companies.
3 Characteristic material properties of CLT
At present, mechanical material properties of CLT, for example strength and elastic as well as shear module, are inconsistently regulated in technical approvals. A CLT standard regulating the essential requirements of this product is needed. A first version is anchored in the Austrian national application document ÖNORM B 1995-1-1 (2014). There are two different approaches for determining the mechanical properties of CLT: (1) determination based on the mechanical properties of the single boards or layers in combination with bearing models, or (2) determination on the basis of tests on CLT elements.
The characteristic strength values for CLT are partly connected with bearing models for GLT. Therefore, and for mechanical properties of products in general, adequate reference cross sections for the product and the base material itself are required, see Fig. 6. Reasons behind the dimensions and layup of this reference cross section were already discussed in the previous Sect. 2.2. This reference cross section is indeed well comparable with that of glulam, according to EN 14080 (2013) given as w g,ref × d g,ref = 150 × 600 mm2 and with t ℓ,ref = 40 mm, which allows comparable characteristic properties and relationships to be expected, as far as the dimension and the number of interacting elements are concerned. However, the number of interacting lamellas in CLT in the main (longitudinal) direction N is 12 (compare Fig. 6), and thus lower than in glulam (N = 15), and the interaction may be influenced by the cross layers. Some properties of CLT show a remarkable dependency on the layup, in particular the ratio between the layer thickness in longitudinal and transverse direction, termed layup parameter. Consequently, these properties are related to different parts of the cross section, i.e. for tension and compression in grain only the layers in grain directions, A net, are taken into account and for the net-shear strength in-plane only the layer thicknesses in the weak direction, t ℓ,fail, are considered.

Reference cross section of CLT
Table 1 shows proposed characteristic values of strength, module and density exemplarily for the CLT strength classes CL 24 h and CL 28 h (denominations are based on out-of-plane characteristic bending strength) with T14 as the strength class of the base material (f t,0,ℓ,k = 14.0 N/mm2; E 0,ℓ,mean = 11,000 N/mm2), graded according to the in grain tensile properties of boards. Following this table and the proposal in Unterwieser and Schickhofer (2013), the two different strength classes CL 24 h and CL 28 h are due to differences in the coefficient of variation CV[f t,0,ℓ] of the base material’s tensile strength, which itself depends on the applied grading method and the number of classes the material was graded in; see Jöbstl et al. (2006) and Brandner and Schickhofer (2008). Given the same characteristic values, the higher the variability in the base material’s properties, the higher the homogenisation with respect to mutual interacting elements in the quasi rigid composite CLT. The characteristic product properties in Table 1 are based on a homogeneous layup with reference to geometrical dimensions and layup illustrated in Fig. 6.
Some additional comments and background information regarding the summarized and proposed characteristic properties are given according to their order in Table 1: starting with the out-of-plane bending strength, a first proposal was made by Jöbstl et al. (2006) which is based on an experimental test campaign on CLT and GLT with comparable layups and findings in Brandner and Schickhofer (2006, 2008). Meanwhile this bearing model has been internationally accepted and the core of this has been anchored in several technical approvals for CLT. As there are no detailed theoretical and experimental investigations on the tensile strength in grain of CLT, the proposal is related to the resistance of the layers in longitudinal direction multiplied by the system factor k sys,t,0, according to investigations in Brandner and Schickhofer (2006) and Jeitler and Brandner (2008) and regulated in dependence on CV[f t,0,ℓ] and the number of mutual, parallel interacting lamellas N. The tensile strength perpendicular to grain is suggested to be equal to regulations for glulam according to EN 14080 (2013). Also in-line with this standard, it is proposed to anchor the compression strength in grain equal to the bending strength of the corresponding CLT strength class. Furthermore, no results for compression in grain exist. However, over the last few years, several investigations were made to derive values for the compression perpendicular to grain strength of CLT, e.g. Halili (2008), Salzmann (2010), Serrano and Enquist (2010), Bogensperger et al. (2011), Ciampitti (2013) and Brandner and Schickhofer (2014). All these analyses focussed on Norway spruce and CLT from base material strength class C24 and T14.
The resistance of CLT exposed to in-plane shear stresses has been subject of numerous investigations. According to Bogensperger et al. (2007, 2010), Flaig and Blaß (2013) and Brandner et al. (2013), three different failure mechanisms have to be distinguished for CLT with and without adhesive bonding on the narrow face: (1) gross-shear failure of the CLT element by longitudinal shear failures in all layers in CLT with narrow face bonded layers, and in CLT without narrow face bonding, gaps or cracks within layers, (2) net-shear failure by exceedance of the shear resistance in-plane in layers oriented in weak direction of the CLT element (outcomes for single nodes by Wallner 2004; Jöbstl et al. 2008; Hirschmann 2011, outcomes for CLT elements by Bosl 2002; Bogensperger et al. 2007; Andreolli et al. 2014), as well as (3) torsion failure in the gluing-interfaces between the orthogonal layers (Blaß and Görlacher 2002; Jeitler 2004; Jöbstl et al. 2004). Recent analyses in Brandner et al. (2015) report on a comprehensive test campaign using the test configuration of Kreuzinger and Sieder (2013) which allows the gross- and net-shear properties of CLT elements to be reliably assessed.
For CLT loaded out-of-plane a longitudinal shear strength equal to glulam and according to EN 14080 (2013) is proposed. Due to the orthogonal layering, the transverse layers are exposed to rolling shear, the resistance of which is found to be dependent on the ratio w ℓ/t ℓ of the base material, see Sect. 2.2. Further investigations on rolling shear strength are reported in Blaß and Görlacher (2002), Wallner (2004), Jakobs (2005) and Mestek (2011). The proposal in Table 1 gives a bi-linear approach taken from Ehrhart et al. (2015) which allows for the estimation of rolling shear strength values for ratios w ℓ/t ℓ < 4. However, for practical applications it is suggested to have two strength values f r,CLT,k = 1.40 and 0.80 for w ℓ/t ℓ ≥ 4 and w ℓ/t ℓ < 4, respectively.
For the elastic and shear module and density of CLT, properties and regulations comparable with glulam and according to EN 14080 (2013) are given. Due to the orthogonal layering in CLT, cross layers reinforce longitudinal layers, i.e. CLT stressed in compression perpendicular to grain feature a higher elastic modulus than glulam (Halili 2008). Recent investigations by Ehrhart et al. (2015) outline a remarkably higher rolling shear modulus than currently regulated. Current CLT products, at least in Europe, have an increasing amount of boards taken closer to the pith than CLT products in the past, which primarily used side-boards. Due to the significant relationship between rolling shear modulus and the annual ring pattern, i.e. the board’s centre position to the pith (e.g. Görlacher 2002; Jakobs 2005; Ehrhart et al. 2015), in current CLT products higher rolling shear modules are observed.
4 Design of CLT
4.1 General comments
Apart from some national application documents for EC 5, for example DIN EN 1995-1-1/NA (2010) and ÖNORM B 1995-1-1 (2014), design regulations for CLT elements are still missing in European design standards. Meanwhile, CLT has to be designed according to numerous, product-specific, technical approvals. Harmonisation of these currently available design procedures is imperative and envisaged for the revision of EC 5. Currently, some guidelines are available that are based on the design concept anchored in the European design codes and summarise findings of numerous research projects, for example Schickhofer et al. (2010), Wallner-Novak et al. (2013) and Harris et al. (2013). Furthermore, there are also guidelines based on other design concepts and written for nations outside of Europe, for example the CLT Handbook for the Canadian market (Gagnon and Pirvu 2011) and for the US market (Karacabeyli and Douglas 2013) which are based on North American standards.
Following the European design concept, the partial safety factor γM and the modification factor k mod are required to determine design values. It has been proposed that the partial safety factor γM of CLT be regulated in the same way as GLT as γM = 1.25. The reasons behind this decision are the significant lower variabilities in strength and elastic properties of CLT in comparison to the base material. This is due to the homogenization of properties caused by the mutual interaction of more than one element. The modification factor k mod, which depends on both service and the load-duration classes, allows the adjustment of strength to real conditions. Regulation of k mod similar to solid timber and glulam is recommended with the restriction that CLT shall only be applied in service classes one and two, see Unterwieser and Schickhofer (2013).
Within the following sections, peculiarities of CLT in the design process, generally restricted to homogeneous layup, are discussed, also with respect to the classification in elements exposed to loads in-plane and out-of-plane as well as in ultimate limit state (ULS) and serviceability limit state (SLS) design.
4.2 ULS design of CLT elements
4.2.1 Loads out-of-plane
Due to the high shear flexibility of the transverse layers in CLT, it is mandatory to consider the influence of shear. Because of the constraints of the beam theory by Euler–Bernoulli in respect to shear, other theories are required, e.g. the γ-method (see Möhler 1962, 1966; Schelling 1968, 1982), the shear analogy method (see Kreuzinger 1999, 2000, 2002) and the transverse shear-flexible beam according to Timoshenko (see Timoshenko 1921, 1922). A comparison of these theories, outlining their individual advantages and disadvantages, is given in Bogensperger et al. (2012). In summary, within a practical relevant range of l CLT/t CLT ≥ 15, with l CLT and t CLT as length and thickness of a CLT element, respectively, all these approaches are comparable and applicable. However, the consistency between the design method used for calculation of stiffness and stress and the method applied for examination of experimentally determined strength and stiffness properties has to be proven.
The individual layer orientation and corresponding material parameters have to be taken into account when calculating stresses and stiffness values. Due to unavoidable cracks and gaps within layers in CLT in use, only a limited or even no transfer of normal stresses in the transverse layers (tension and compression perpendicular to grain) can take place. Furthermore, the contribution of the transverse layers (α = 90°) is negligible because of the high ratio E 0/E 90 ≈ 30. Consequently, for simplicity E 90 is set equal to zero. In a CLT element with homogeneous layup the design relevant normal stress is the maximum bending or combined bending with tension or compression stress in grain direction on the edge of the outermost layers of the cross section with orientation in span direction (α = 0°). The maximum shear stress occurs at the neutral axis, but due to the orthogonal layup, both shear in longitudinal layers and rolling shear in transverse layers have to be verified. Corresponding distributions of normal and shear stresses in a CLT element loaded out-of-plane are shown in Fig. 7. Unterwieser and Schickhofer (2013) propose that the crack factor k cr according to EC 5 be set as equal to 1.0.

Cross section of a five-layer CLT element loaded out-of-plane: normal and shear stress distributions assuming E 90 = 0
In addition to the verification of normal and shear stresses, the compression perpendicular to grain also has to be analysed. The coefficient k c,90,CLT, which adjusts the basic properties in compression perpendicular to grain to real design situations with point- and line-loads, was found to be between 1.0 and 2.1, see Bogensperger et al. (2011). Apart from dependency on the load and support conditions, consideration of the layup is also mandatory for determining k c,90,CLT in CLT (Brandner and Schickhofer 2014).
4.2.2 Loads in-plane
Relevant stresses to be considered are tension, compression, bending and shear. When calculating stresses in CLT caused by loads in-plane, the basis of the corresponding characteristic properties, i.e. that part of cross section they are related to, has to be considered, see chapter 3. Relevant design procedures and background are given for example in Schickhofer et al. (2010), Bogensperger et al. (2010), Blaß and Flaig (2012) and Flaig (2013). According to these sources, the verification of normal stresses in-plane only takes into account the net cross section area, i.e. the layers in the direction of the stresses, meaning that the minor share of stresses transferred via the transverse layers is neglected (Schickhofer et al. 2010; Thiel 2013). For slender members stressed in-plane in compression, the possibility of lateral buckling has to be considered. Within a current research project, two-dimensional load bearing CLT elements are investigated in conjunction with stability (Thiel et al. 2015). For CLT exposed to in-plane shear stresses, three different failure mechanisms have to be distinguished depending on the execution of the narrow-faces of CLT elements (see chapter 3). Corresponding design procedures are discussed in Bogensperger et al. (2010) and more recently in Brandner et al. (2015).
4.3 Structural fire design
With respect to loads out-of-plane, Klippel (2014) recently published a comprehensive work on fire design, which also focusses on CLT and includes a state-of-the-art summary. An approach for structural fire design can be found for example in Schickhofer et al. (2010) and Wallner-Novak et al. (2013). It is based on the method of reduced cross sections as given in EN 1995-1-2 (2006). The required charring depth d char is regulated depending on (1) the charring rate β (regulated for layers with or without gaps between boards), (2) the type of adhesive applied (in particular their behaviour if exposed to high temperature), and (3) the availability of fire protection.
The charring rate is given as
-
β = 0.65 mm/min, in the case of CLT without gaps or gaps ≤2 mm, and as
-
β = 0.80 mm/min, in the case of CLT with gaps ≤6 mm.
During fire tests of floor elements using adhesives, which are not proofed for high temperatures, a delamination of charred layers at the gluing interface between neighbouring layers was observed; see Frangi et al. (2009). In this case, a double charring rate has to be considered until the protecting charcoal layer of the remaining utmost layer is formed again.
Current discussions on the zero-strength layer thickness d 0 comprising all timber products, also CLT, are ongoing; see e.g. Schmid et al. (2010) and Klippel et al. (2014).
For CLT wall elements, the structural fire design has to be done analogue to previously discussed topics. However, falling off of charred layers must not be considered (Klippel 2014).
4.4 SLS design of CLT elements out-of-plane
4.4.1 Deformations
In fact, CLT elements loaded out-of-plane are seldom governed by ULS, but rather by SLS design, and thus by deflection and vibration. The shear-flexible transverse layers in CLT elements require the consideration of corresponding deformations as part of the deformation calculation. Therefore, the shear stiffness S CLT of CLT elements loaded out-of-plane is needed and defined as
with G lay,i as shear modulus of the ith layer (G 0,lay,i for α = 0° and G r,lay,i for α = 90°), and w lay,i and t lay,i as width and thickness, respectively, of the ith layer and the shear correction coefficient κ. The shear correction coefficient for current CLT products (outer layers α = 0°; see Fig. 8), which again is influenced by the shear-flexible transverse layers, is approximately 1/3 of the shear correction coefficient of a unidirectional rectangular cross section (κ = 0.83).

Shear correction coefficient κ for the ratio G 0,lay,mean/G r,lay,mean = 6.5 depending on depth ratio t 0/t CLT, where t 0 is the sum of thicknesses of all layers with α = 0°: analytical solutions and values of current products
For the verification of deformations, long-term effects due to creep are taken into account by the product and service class specific deformation factor k def. Due to the orthogonal layering of CLT, this factor also depends on the layup of CLT and requires additional attention if used for CLT composites. Because of the structure of CLT and the influence of rolling shear, it is proposed to assign CLT to plywood (see Jöbstl and Schickhofer 2007; Unterwieser and Schickhofer 2013).
4.4.2 Vibrations
For CLT elements with spans exceeding 4.0 m, vibration usually governs the design. Currently there are a variety of design methods and limit values; the method according to EN 1995-1-1 (2009) and the suggestions of Hamm and Richter (see Hamm et al. 2010; Schickhofer et al. 2010) are most common in Europe. They primarily verify the natural frequency, the stiffness criteria and the vibration acceleration. For a comparison of the different design methods and limit values see Thiel and Schickhofer (2012). EN 1995-1-1 (2009) suggests additionally verifying the vibration velocity. However, this verification can be neglected for CLT floors with a generally available impact-sound insulation structure (see Winter et al. 2010). More important is the quantification of the influence of support conditions with respect to the degree of clamping, for example the differences between hinged, semi-rigid and rigid slabs supported by a floor beam, and the influence of the upper floor loads transmitted through walls, see for example Zimmer (2013, 2014). The recent release of ÖNORM B 1995-1-1 (2014) also contains rudimentary suggestions on these aspects.
4.5 Special design proposals
CLT structures may also be required to handle some special design situations, for example
-
concentrated loads on floors, e.g. see Mestek (2011); Bogensperger (2014a); Hochreiner et al. (2013, 2014),
-
concentrated loads on walls, for example see Bogensperger (2014b),
-
rib floors as composite of CLT and GLT, for example see Bogensperger (2013),
-
openings in CLT beam elements with or without notches (loaded in-plane), for example see Flaig (2014).
4.6 Open issues
Although there have already been many research projects which addressed a majority of relevant design issues related to CLT structures there are still some remaining issues requiring further investigations, for example
-
CLT walls and floors with large openings (first projects published e.g. by Dujic et al. 2007),
-
adaptations of current design approaches for CLT elements with heterogeneous layup, i.e. combined layup with layers of different timber species or grades,
-
design approaches which regulate the interaction of stresses.
5 CLT and connections
Due to the high stiffness and bearing resistance of CLT, the performance of solid timber structures using this product highly depends on the connections applied. As shown in Fig. 9, the different joints within a CLT structure may be separated into (1) wall-to-wall or floor-to-floor joints, (2) wall-to-floor joints and (3) wall to foundation joints.

Definition of joints in a CLT structure
Depending on the position and the loads to be transmitted, several types of fasteners and connections can be applied in joints. The following subsections concentrate on (a) the base parameters of single fasteners and (b) the performance and application of connections.
5.1 Base parameters of dowel-type fasteners in CLT connections
Following EN 1995-1-1 (2009), the load carrying capacity of connections is usually determined as the product of the single fastener’s resistance F v (if laterally loaded) or F ax (if axially loaded) and their effective number n ef. While n ef only depends on geometrical conditions, the resistances themselves are greatly influenced by timber properties. In the case of shear plane connections, main parameters are the timber member’s embedment strength f h and the fastener’s yield moment M y. For axially loaded connections, withdrawal and head-pull through parameters, f ax and f head respectively, together with the limiting steel tensile capacity f tens are required. Parameters related to timber, f h, f ax and f head, are based on the density at 12 % moisture content (ρ12) as the only indicating timber property. Consequently, the positioning of fasteners relative to the orientation of a CLT element as an orthogonally layered timber product affect these parameters in terms of the corresponding density and the effectiveness of anchorage, if the fastener penetrates one (N = 1) or more layers (N > 1). Furthermore, and in contrast to other products such as solid timber (ST) or glulam, there is a significant influence on minimum spacing requirements.
Motivated by this, Blaß and Uibel (2007) made great efforts to experimentally determine these parameters for self-tapping screws, dowels and nails on different CLT layups of four producers (see also Uibel and Blaß 2013). Using these parameters, the characteristic embedment strength of dowels and nails can be calculated as
and for screws and nails as
The withdrawal capacity for screws and nails is proposed as
with d as nominal diameter, l ef as load-bearing penetration length of the fastener, t ℓ,i as thickness of the relevant layer, all in [mm], β as angle between the load and the top layer’s fibre orientation, and ɛ as parameter indicating the fastener’s positioning relative to the CLT element, both in [°]. Proposed Eqs. (2–4) and regulations for minimum spacing and dimensions in Tables 2 and 3 are based on a characteristic density for softwood CLT of ρk = 400 kg/m3 and on the minimum three layers with gap widths of w gap ≤ 6 mm.
The models in Blaß and Uibel (2007) are limited to the investigated parameter domains, i.e. to α = {0°; 90° and 0|90° for intermediate zones} and to outcomes from testing gaps of random and unknown widths, which makes it impossible to explicitly analyse the influence of gaps on withdrawal properties in respect to gap type, number and width. Furthermore, investigations regarding the corresponding stiffness K ser are missing for all mentioned fastener types.
Recent investigations, for example by Grabner (2013), Ringhofer et al. (2013, 2015a) and Silva et al. (2014), extend previous knowledge of the axial load bearing behaviour of self-tapping screws. The main outcomes in brief: firstly, for screws positioned in the side face of CLT, orientation of penetrated layers had no significant impact on withdrawal strength (f ax,CLT = f ax,GLT), while mean and 5 % quantile values of f ax significantly increased with an increasing number of penetrated layers N, see Ringhofer et al. (2015a). Secondly, experiments with screws, d = 8 and 12 mm systematically positioned in gaps of varying type and width between boards and/or layers showed significant impact on withdrawal properties X = {f ax; k ser} if inserted in open gaps (w gap > 0 mm). Thirdly, residual values for X are proportional to the residual shear plane in timber surrounding the outer perimeter of the screw.
Finally, a unified approach generally applicable for laminated timber products is provided in Ringhofer et al. (2015b), covering the withdrawal properties of axially loaded single self-tapping screws:
with ρref and X ref as reference values of density and withdrawal properties, the latter determined in one timber layer (N = 1, ST, with ρ = ρref, α = 90° and moisture content u = 12 %), k ρ as power factor considering the influence of density on X, k ax as function taking into account different α and gap insertion (k gap) and k sys as system factor covering the effect of penetrated layers N > 1.
Focusing on the bearing performance of axially loaded groups of screws in the side face of CLT, Mahlknecht and Brandner (2013) outline brittle block shear failure modes up to spacing a 1 = a 2 < 7 d and depending on the penetration length, which, in fact, significantly exceeds the recommendations given in Table 3. This failure mode, which was also observed in solid timber and GLT, necessitates new regulations for minimum spacing requirements by including additional consideration of the third dimension, represented by l ef, see Mahlknecht et al. (2014). According to Plüss and Brandner (2014), in cases where block shear failure is avoided or screws are placed in the narrow face of CLT, the axial bearing resistance F ax,n can be estimated as
with R as the number of penetrated CLT layers with different thread-fibre angles, n i as the number of screws and F ax,ref,i as reference withdrawal capacity per layer, in [N].
Outside Europe, further investigations were undertaken for example by Kennedy et al. (2014), who tested withdrawal and embedment strength of lag and self-tapping screws situated in the side faces of Canadian timber CLT panels. Experimental results were, for example, compared with model estimations, which Eqs. (2) and (4) are based on. In the case of withdrawal, test results were significantly underestimated, while in case of embedment, the opposite was observed. Since test results are not provided in quantitative form in Kennedy et al. (2014), revision of the corresponding comparisons is difficult.
5.2 Single joints and applications
Joints in CLT structures, as shown in Fig. 9, are usually composed of metal connectors such as angle brackets, hold-downs (with nails or screws as fasteners) and fully or partially threaded self-tapping screws. Additionally, doweled connections with slotted-in steel plates and specialised system connectors (e.g. Sherpa-CLT-Connector or X-RAD, e.g. Kraler et al. 2014; Polastri et al. 2014, respectively) are in practical use.
Unlike in platform-frame systems, where structural behaviour is mainly governed by the wall elements, the load bearing performance of CLT structures is highly influenced by the applied connections, as has already been mentioned. In particular, due to the high strength and stiffness of CLT elements, the connection technique is decisive for the design process, especially in the case of horizontal actions caused by earthquakes, wind or impact loads.
However, when comparing the load bearing capacity of laterally loaded CLT elements with those of frequently applied connections, CLT elements hardly exceed their capacity. For instance, the load bearing capacity of connections in horizontally loaded CLT wall systems in Flatscher et al. (2014a) was already reached at 16 % of the shear resistance of tested CLT diaphragms. Nevertheless, the connections currently applied are generally able to perform their task. Moreover, in the case of capacity based design, as used for proofing earthquake loads, a reliable yielding of connections before the load bearing capacity of connected CLT elements is exceeded is a prerequisite.
In general, the majority of publications about connections in CLT structures focus on the topic of earthquakes. Related investigations can be classified into three groups (1) single joints, (2) wall systems and (3) whole building structures.
Experimental results considering (1) and (2) are, for example, presented by Dujic et al. (2005), Ceccotti et al. (2006a), Muñoz et al. (2010), Hummel et al. (2013), Gavric et al. (2014), Kawai et al. (2014), Schneider et al. (2014), Tomasi and Smith (2014), Bratulic et al. (2014), Flatscher et al. (2014a) and Gavric et al. (2015a). Furthermore, analytical models for estimating the behaviour of CLT wall systems equipped with different kinds of connections are addressed in Schickhofer et al. (2010), Sustersic and Dujic (2012), Flatscher et al. (2014b) and Gavric et al. (2015b). An important issue in this context are the vertical joints between CLT walls (type (1) in Fig. 9), which show a highly appreciated potential in dissipating energy. However, this behaviour can in fact only be accessed if the design of the wall-to-floor joints on the top and bottom of the CLT elements are concerted. This means, even if the bottom joint is designed in a ductile manner, an overstrengthned and/or rigid connection at the top joint will hinder the relative displacement in the vertical joint and consequently reduce the amount of energy dissipation of the whole wall system; see for example Flatscher et al. (2014b).
Focusing on earthquake behaviour also raises the question about the behaviour factor q, necessary for designing structures by means of force based methods; compare EN 1998-1 (2013) and Seim et al. (2014). Experimental campaigns, i.e., shaking table tests conducted within the SOFIE (Sistema Costruttivo Fiemme) and the SERIES (seismic engineering research infrastructures for European synergies) projects lead to q-values between 2.0 and 3.0; compare e.g. Ceccotti et al. (2006b) and Flatscher and Schickhofer (2015). Besides geometrical boundary conditions that vary between both projects, the influence of connections is again clearly visible. As a consequence, and especially in cases where detailed information on the connection technique is missing, a behaviour factor not higher than 2.0 is recommended; compare also Follesa et al. (2011).
6 Conclusion and outlook
The following conclusions are reached on the topics addressed:
-
Considering the development as well as the impetuously growing interest and importance of CLT for architects, engineers and other stakeholders, an accelerated rise in worldwide production volume within the next decade is expected; in particular in countries such as Canada, United States and Japan. Therefore, the development of required standardization processes, comprising regulations for product, testing, design, detailing, joining, execution and final use as well as that of a solid timber construction system with CLT are ongoing; the establishment of a worldwide harmonized package of standards is recommended.
-
The production of CLT is currently dominated by hydraulic press equipment, modular press systems, flexible production lines and the aim to minimize gaps within CLT layers. By considering the relationship between production and characteristic properties of the final product, further regulations for a standardization of CLT products are needed. In view of a CLT building system, the next important step in vertical diversification of CLT production lines is seen in the establishment of assembling stations. Within these stations, whole wall and floor elements, comparable to light-weight timber constructions, can be readily processed or combined with prefabricated ‘plug-and-play’ facade modules. Parallel to this the extension of engineering departments at the producers and a further increase of collaboration between producers and external engineering offices are predicted.
-
One of the major prerequisites for an ongoing, dynamic worldwide establishment and use of local timber species or raw material of other qualities is a standardized product definition, which defines and harmonizes load bearing models, allowing for the characteristic properties of CLT to be reliably predicted by means of the characteristic properties of the base material board. Of particular interest are models for bending out-of-plane, tension and compression parallel to grain and shear (torsion and shear) in-plane. There are no design approaches for CLT elements with openings or notches or for CLT with heterogeneous layup, i.e. layers of different timber species or grade. There is a need for a CLT strength class system to be established and for design rules which regulate interacting stresses in CLT. A harmonization of test, evaluation and design approaches is mandatory for consistency. This would provide an adequate, reliable and reproducible verification of characteristic properties, which constitutes a prerequisite for further development of CLT to an internationally established building system.
-
In addition to the characteristic properties, the orthogonal layup of CLT also affects the capacity and behaviour of fasteners. For the design of connections, it is mandatory to differentiate between side and narrow face. A great deal of effort has been made to adapt current connection techniques for use in CLT structures, with a focus on dowel-type fasteners as established for linear timber members. However, there is still no adequate connection system for CLT, e.g. line instead of punctual connectors. For the development of such a system, the outstanding behaviour of CLT structures, i.e. with regard to horizontal loads, must be considered. In particular, the required ductility and energy dissipation have to be provided by the joints. Moreover, the system should minimize the assembling time by providing a maximum of flexibility in application for various types of joints. In fact, an important step forward is also increasing the degree of utilization of the load bearing potential of CLT elements by optimizing the load bearing capacity of the applied connection technique.
Overall, CLT products provide not only timber engineering but also the whole building sector with new possibilities, expanding into new territory. Currently the potential of CLT is seen in multi-story timber constructions for office and residential buildings and thus in the renaissance of timber engineering in our cities. However, for all these developments it is essential to address the peculiarities of timber as a building material, in particular its vulnerability to moisture. Consequently, leading details for building physics as well as leading details and obligatory regulations for the execution of CLT structures with explicit consideration of building services are required.
Cross laminated timber is, in fact, not in competition with the existing timber building sector, with its focus on linear timber elements, but a direct competitor of mineral-based solid building materials. Further strengthening of this position is expected. This is due to the fact that local timber species can be utilized sustainably, benefitting regions all over the world.
When designing CLT structures, it is necessary to take into account more than just the specific knowledge regarding the design of CLT and joints. It is also imperative to consider the whole structure, making use of comprehensive knowledge and interdisciplinary thinking.
References
Abrahamsen RB (2013) Bergen im Holzbaufieber–der wohl erste 14 Geschosser [Bergen in timber fever—the first 14 story building]. In: 19. Internationales Holzbau-Forum IHF 2013, Garmisch-Partenkirchen (in German)
Andreolli M, Rigamonti MA, Tomasi R (2014) Diagonal compression test on cross laminated timber panels. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Blaß HJ, Flaig M (2012) Stabförmige Bauteile aus Brettsperrholz [Beams made of cross laminated timber]. Karlsruher Berichte zum Ingenieurholzbau, Universitätsverlag Karlsruhe, Karlsruhe (in German)
Blaß HJ, Görlacher R (2002) Zum Trag- und Verformungsverhalten von Brettsperrholz-Elementen bei Beanspruchung in Plattenebene: Teil 2 [Contribution to the deformation behavior of cross laminated timber elements in-plane: Part 2]. Bauen mit Holz 12:30–34 (in German)
Bogensperger T (2013) Darstellung und praxistaugliche Aufbereitung für die Ermittlung mitwirkender Plattenbreiten von BSP-Elementen [Description and practicable rules for determination of the effective width of rib floors as composite of CLT and GLT]. Research Report, holz.bau forschungs gmbh, Graz (in German)
Bogensperger T (2014a) Punktgestützte Platten aus Brettsperrholz [Concentrated loads on CLT plates]. Research Report, holz.bau forschungs gmbh, Graz (in German, in progress)
Bogensperger T (2014b) Lasteinleitung in Wandscheiben aus Brettsperrholz [Concentrated loads on CLT walls]. Research Report, holz.bau forschungs gmbh, Graz (in German)
Bogensperger T, Moosbrugger T, Schickhofer G (2007) New test configuration for CLT‐wall‐elements under shear load. In: 40th CIB-W18 Meeting, Bled
Bogensperger T, Moosbrugger T, Silly G (2010) Verification of CLT-plates under loads in plane. In: 11th World Conference on Timber Engineering (WCTE2010), Riva del Garda
Bogensperger T, Augustin M, Schickhofer G (2011) Properties of CLT-panels exposed to compression perpendicular to their plane. In: 44th CIB-W18 Meeting, Alghero
Bogensperger T, Silly G, Schickhofer G (2012) Comparison of methods of approximate verification procedures for cross laminated timber. Research Report, holz.bau forschungs gmbh, Graz
Bosl R (2002) Zum Nachweis des Trag‐ und Verformungsverhaltens von Wandscheiben aus Brettsperrholz [Contribution to the load and displacement behavior of cross laminated timber diaphragms]. Dissertation, Military University Munich (in German)
Brandner R (2013) Production and technology of cross laminated timber (CLT): a state-of-the-art report. In: Harris R, Ringhofer A, Schickhofer G (eds) Focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Brandner R, Schickhofer G (2006) System effects of structural elements—determined for bending and tension. In: 9th World Conference on Timber Engineering (WCTE 2006), Portland
Brandner R, Schickhofer G (2008) Glued laminated timber in bending: new aspects concerning modelling. Wood Sci Technol 42(5):401–425
Brandner R, Schickhofer G (2014) Properties of cross laminated timber (CLT) in compression perpendicular to grain. In: 1st INTER-Meeting, Bath
Brandner R, Bogensperger T, Schickhofer G (2013) In plane shear strength of cross laminated timber (CLT): test configuration, quantification and influencing parameters. In: 46th CIB‐W18 Meeting, Vancouver
Brandner R, Dietsch P, Dröscher J, Schulte-Wrede M, Kreuzinger H, Sieder M, Schickhofer G, Winter S (2015) Shear properties of cross laminated timber (CLT) under in-plane load: Test configuration and experimental study. In: 2nd INTER-Meeting, Sibenik
Bratulic K, Flatscher G, Brandner R (2014) Monotonic and cyclic behaviour of joints with self-tapping screws in CLT structures. In: Schober KU (ed) COST action FP1004: experimental research with timber. The University of Bath, Bath
Ceccotti A, Lauriola MP, Pinna M, Sandhaas C (2006a) SOFIE Project—cyclic tests on cross-laminated wooden panels. In: 9th World Conference on Timber Engineering (WCTE2006), Portland
Ceccotti A, Follesa M, Lauriola MP, Sandhaas C, Minowa C, Kawai N, Yasumura M (2006b) Which seismic behaviour factor for multi-storey buildings made of cross-laminated wooden panels? In: 39th CIB-W18 Meeting, Florence
Ciampitti A (2013) Untersuchung ausgewählter Einflussparameter auf die Querdruckkenngrößen von Brettsperrholz [Investigations on selected influencing parameters on the mechanical properties in compression perpendicular to the grain of cross laminated timber]. Master’s thesis, Graz University of Technology (in German)
Colling F (1990) Tragfähigkeit von Biegeträgern aus Brettschichtholz in Abhängigkeit von den festigkeitsrelevanten Einflussgrößen [Bearing capacity of glulam in bending in dependency on strength relevant characteristics]. Karlsruher Berichte zum Ingenieurholzbau, Universitätsverlag Karlsruhe, Karlsruhe (in German)
Cziesielski E (1974) Hölzerne Dachflächentragwerke [Shell structures for timber roofs]. In: Halasz R and Scheer C (eds) Holzbau-Taschenbuch, Band 1: Grundlagen, Entwurf und Konstruktionen. 7., neu bearbeitete Auflage. Ernst & Sohn, Berlin (in German)
DIN EN 1995-1-1/NA (2010) National Annex—Nationally determined parameters—Eurocode 5: Design of timber structures—Part 1-1: General—Common rules and rules for buildings. DIN Deutsches Institut für Normung e. V
Dröge G, Stoy KH (1981) Grundzüge des neuzeitlichen Holzbaues: Konstruktionselemente, Berechnung und Ausführung [Basics of contemporary timber engineering: construction elements, design and execution], vol 1. Ernst & Sohn, Berlin (in German)
Dujic B, Aicher S, Zarnic R (2005) Racking of wooden walls exposed to different boundary conditions. In: 38th CIB-W18 Meeting, Stuttgart
Dujic B, Klobcar S, Zarnic R (2007) Influence of openings on shear capacity of wooden walls. In: 40th CIB-W18 Meeting, Bled, Slovenia
Ehrhart T, Brandner R, Schickhofer G, Frangi A (2015) Rolling shear properties of some European timber species with focus on cross laminated timber (CLT): test configuration and parameter study. In: 2nd INTER-Meeting, Sibenik
EN 13986 (2002) Wood-based panels for use in construction—characteristics, evaluation of conformity and marking. European Committee for Standardization (CEN)
EN 14080 (2013) Timber structures—glued laminated timber and glued solid timber—requirements. European Committee for Standardization (CEN)
EN 16351 (2014) Timber structures—cross laminated timber—requirements. Draft version, European Committee for Standardization (CEN)
EN 1995-1-1 (2009) Eurocode 5: design of timber structures—part 1-1: general—common rules and rules for buildings. European Committee for Standardization (CEN)
EN 1995-1-2 (2006) Eurocode 5: design of timber structures—part 1-2: general—structural fire design. European Committee for Standardization (CEN)
EN 1998-1:2004 +AC +A1 (2013) Eurocode 8: design of structures for earthquake resistance—part 1: general rules, seismic actions and rules for buildings. European Committee for Standardization (CEN)
EN 338 (2009) Structural timber—strength classes. European Committee for Standardization (CEN)
EN 384 (2010) Structural timber—determination of characteristic values of mechanical properties and density. European Committee for Standardization (CEN)
Flaig M (2013) Biegeträger aus Brettsperrholz bei Beanspruchung in Plattenebene [Beams made of cross laminated timber subjected to bending in-plane]. Karlsruher Berichte zum Ingenieurholzbau, Universitätsverlag Karlsruhe, Karlsruhe (in German)
Flaig M (2014) Design of CLT beams with rectangular holes or notches. In: 1st INTER Meeting, Bath
Flaig M (2015) Design of CLT beams with large finger joints at different angles. In: 2nd INTER Meeting, Sibenik
Flaig M, Blaß HJ (2013) Shear strength and shear stiffness of CLT‐beams loaded in plane. In: 46th CIB‐W18 Meeting, Vancouver
Flatscher G, Schickhofer G (2015) Shaking table test of a cross-laminated timber structure. ICE J Struct Build 168(11):878–888
Flatscher G, Bratulic K, Schickhofer G (2014a) Experimental tests on cross-laminated timber joints and walls. ICE J Struct Build. doi:10.1680/stbu.13.00085
Flatscher G, Bratulic K, Schickhofer G (2014b) Screwed joints in cross-laminated timber structures. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Follesa M, Fragiacomo M, Lauriola MP (2011) A proposal for revision of the current timber part (Section 8) of Eurocode 8 Part 1. In: 44th CIB-W18 Meeting, Alghero
Frangi A, Fontana M, Hugi E, Jöbstl RA (2009) Experimental analysis of cross-laminated timber panels in fire. Fire Saf J 44(8):1078–1087
Gagnon S, Pirvu C (eds., 2011) CLT Handbook: cross-laminated timber. Canadian Edition. ISBN:978-0-86488-547-0
Gavric I, Fragiacomo M, Ceccotti A (2014) Cyclic behaviour of typical metal connectors for cross-laminated (CLT) structures. Mater Struct. doi:10.1617/s11527-014-0278-7
Gavric I, Fragiacomo M, Ceccotti A (2015a) Cyclic behaviour of typical screwed connections for cross-laminated (CLT) structures. Eur J Wood Prod 73(2):179–191
Gavric I, Fragiacomo M, Ceccotti A (2015b) Cyclic behaviour of CLT wall systems: Experimental tests and analytical prediction models. J Struct Eng. doi:10.1061/(ASCE)ST.1943-541X.0001246
Görlacher R (2002) Ein Verfahren zur Ermittlung des Rollschubmoduls von Holz [A method for determining the rolling shear modulus of timber]. Holz Roh Werkst 60:317–322 (in German)
Grabner M (2013) Einflussparameter auf den Ausziehwiderstand selbstbohrender Holzschrauben in BSP-Schmalflächen [Influencing effects on the withdrawal resistance of self-tapping screws in the narrow faces of CLT]. Master’s thesis, Graz University of Technology (in German)
Gülzow A (2008) Zerstörungsfreie Bestimmung der Biegesteifigkeiten von Brettsperrholzplatten [Non-destructive determination of bending stiffnesses of cross lamanted timber elements]. Dissertation, ETH Zurich (in German)
Guttmann E (2008) Brettsperrholz: Ein Produktporträt [Cross laminated timber: a product profile]. Zuschnitt 31:12–14 (in German)
Halili Y (2008) Versuchstechnische Ermittlung von Querdruckkenngrößen für Brettsperrholz [Experimental determination of compression perpendicular to grain properties of cross laminated timber]. Diploma thesis, Graz University of Technology (in German)
Hamm P, Richter A, Winter S (2010) Floor vibrations—new results. 11th World Conference on Timber Engineering (WCTE2010), Riva del Garda
Harris R, Ringhofer A, Schickhofer G (2013) Focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Hirschmann B (2011) Ein Beitrag zur Bestimmung der Scheibenschubfestigkeit von Brettsperrholz [A contribution to the determination of in-plane shear strength of cross laminated timber]. Master’s thesis, Graz University of Technology (in German)
Hochreiner G, Füssl J, Eberhardsteiner J (2013) Cross-laminated timber plates subjected to concentrated loading—experimental identification of failure mechanisms. Strain 50(1):68–81
Hochreiner G, Füssl J, Serrano E, Eberhardsteiner J (2014) Influence of wooden board strength class on the performance of cross-laminated timber plates investigated by means of full-field deformation measurements. Strain 50(2):161–173
Hummel J, Flatscher G, Seim W, Schickhofer G (2013) CLT wall elements under cyclic loading—details for anchorage and connection. In: Harris R, Ringhofer A, Schickhofer G (eds) COST Action FP1004: focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Jakobs A (2005) Zur Berechnung von Brettlagenholz mit starrem und nachgiebigem Verbund unter plattenartiger Belastung unter besonderer Berücksichtigung des Rollschubes und der Drillweichheit [Calculation of laminar laminated timber as rigid and flexible composite loaded out-of-plane with particular consideration of rolling shear and twisting]. Dissertation, Universität der Bundeswehr (in German)
Jeitler G (2004) Versuchstechnische Ermittlung der Verdrehungskenngrößen von orthogonal verklebten Brettlamellen [Experimental determination of torsion properties of orthogonally bonded board segments]. Master’s thesis, Graz University of Technology (in German)
Jeitler G, Brandner R (2008) Modellbildung für DUO-, TRIO- und QUATTRO-Querschnitte [Modelling of DUO-, TRIO- and QUATTRO-beams]. In: Schickhofer G, Brandner R (eds) 7. Grazer Holzbau-Fachtagung (7.GraHFT’08): Modellbildung für Produkte und Konstruktionen aus Holz – Bedeutung von Simulation und Experiment. Verlag der Technischen Universität Graz, Graz (in German)
Jöbstl RA, Schickhofer G (2007) Comparative examination of creep of GLT and CLT slabs in bending. In: 40th CIB-W18 Meeting, Bled
Jöbstl RA, Bogensperger T, Schickhofer G, Jeitler G (2004) Mechanical behaviour of two orthogonally glued boards. In: 8th World Conference on Timber Engineering (WCTE 2004), Lahti
Jöbstl RA, Bogensperger T, Moosbrugger T, Schickhofer G (2006) A contribution to the design and system effect of cross laminated timber (CLT). In: 39th CIB-W18 Meeting, Florence
Jöbstl RA, Bogensperger T, Schickhofer G (2008) In-plane shear strength of cross laminated timber. In: 41st CIB-W18 Meeting, St. Andrews
Kairi M (2002) Chapter 4.4: Glued/screwed joints/screw glued wooden structures. In: Johansson CJ, Pizzi T, Leemput MV (eds) COST Action E13 “wood adhesion and glued products”, working group 2: glued wood products: state of the art report, 2nd edn. ISBN:92-894-4892-X
Karacabeyli E, Douglas B (2013) CLT Handbook: cross-laminated timber. US Edition, ISBN 978-0-86488-553-1
Kawai N, Tsuchimoto T, Tsuda C, Murakami S, Miura S, Isoda H, Miyake T (2014) Lateral loading tests on CLT shear walls by assembly of narrow panels and by a large panel with an opening. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Kennedy S, Selenikovich A, Munoz W, Mohammad M (2014) Design equations for dowel embedment strength and withdrawal resistance for threaded fasteners in CLT. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Klippel M (2014) Fire safety of bonded structural timber elements. Dissertation, ETH Zurich
Klippel M, Schmid J, Frangi A, Fink G (2014) Fire Design of glued-laminated timber beams with regard to the adhesive performance using the reduced cross-section method. In: 1st INTER-Meeting, Bath
Konnerth J, Valla A, Gindl W, Müller U (2006) Measurement of strain distribution in timber finger joints. Wood Sci Technol 40(8):631–636
Kraler A, Kögl J, Maderebner R (2014) Sherpa-CLT-Connector for cross laminated timber (CLT) elements. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Kreuzinger H (1999) Flächentragwerke—Platten, Scheiben und Schalen—Berechnungsmethoden und Beispiele [Plane load-bearing structures—plates loaded in- and out-of-plane and shells—calculation methods and examples]. Fachverlag Holz, Dusseldorf (in German)
Kreuzinger H (2000) Verbundkonstruktionen aus nachgiebig miteinander verbundenen Querschnittsteilen [Composite structures of flexible connected cross-sections]. Ingenieurholzbau Karlsruher Tage. Bruderverlag Karlsruhe, pp 43–55, (in German)
Kreuzinger H (2002) Verbundkonstruktionen [Composite structures]. Holzbaukalender 2002. Bruderverlag, Karlsruhe, pp 598–621 (in German)
Kreuzinger H, Scholz S (2001) Schubtragverhalten von Brettsperrholz [Shear behavior in cross laminated timber]. Research report, Technische Universität München, Munich (in German)
Kreuzinger H, Sieder M (2013) Einfaches Prüfverfahren zur Bewertung der Schubfestigkeit von Kreuzlagenholz/Brettsperrholz [Simple test setup for assessment of shear strength of cross laminated timber]. Bautechnik 90(5):314–316 (in German)
Lischke N (1985) Zur Anisotropie von Verbundwerkstoffen am Beispiel von Brettlagenholz [Regarding the anisotropy of composite products exemplarily for laminar laminated timber]. VDI, ISBN 978-3181498057 (in German)
Mahlknecht U, Brandner R (2013) Untersuchungen des mechanischen Verhaltens von Schrauben—Verbindungsmittelgruppen in VH, BSH und BSP [Investigations concerning the mechanical behavior of screwed connections in ST, GLT and CLT]. Research Report, holz.bau forschungs gmbh, Graz (in German)
Mahlknecht U, Brandner R, Ringhofer A, Schickhofer G (2014) Resistance and fairue modes of axially loaded groups of screws. In: Aicher S, Reinhardt HW, Garrecht H (eds) Materials and joints in timber structures, RILEM Book series 9. doi:10.1007/978-94-007-7811-5_27
Mestek P (2011) Punktgestützte Flächentragwerke aus Brettsperrholz (BSP)—Schubbemessung unter Berücksichtigung von Schubverstärkungen [Cross laminated timber (CLT) plane structures under concentrated loading from point supports—shear design including reinforcements]. Dissertation, Technische Universität München, Munich (in German)
Möhler K (1962) Über das Tragverhalten von Biegeträgern und Druckstäben mit zusammengesetzten Querschnitten und nachgiebigen Verbindungsmitteln [About the load bearing capacity of beams in bending and bars in compression with composite cross sections and flexible connections]. Habilitation, TH Karlsruhe (in German)
Möhler K (1966) Die Bemessung der Verbindungsmittel bei zusammengesetzten Biege- und Druckgliedern im Holzbau [Design of connections for composite beam and bar cross sections]. Bauen mit Holz 68:162–164 (in German)
Moser K (1995) Dickholz durch Vakuum [Dickholz through vacuum]. Bauen mit Holz 11:941–947 (in German)
Muñoz W, Mohammad M, Gagnon S (2010) Lateral and withdrawal resistance of typical CLT connections. 11th World Conference on Timber Engineering (WCTE 2010), Riva del Garda, Italy
ÖNORM B 1995-1-1 (2014) Eurocode 5: Design of timber structures—part 1-1: general—common rules and rules for buildings—national specifications, national comments and national supplements concerning ÖNORM EN 1995-1-1. Austrian Standards Institute (ASI)
Plackner H (2014) Nicht mehr wegzudenken—Massivholz hat sich den Platz geschaffen [Undisputable—solid timber has created its market]. Holzkurier BSP Special 4–5:2014 (German)
Plüss Y, Brandner R (2014) Untersuchungen zum Tragverhalten von axial beanspruchten Schraubengruppen in der Schmalseite von Brettsperrholz (BSP) [Investigations concerning the bearing behaviour of axially loaded screw groups in the narrow face of cross laminated timber (CLT)]. In: 20. Internationales Holzbau-Forum IHF 2014, Garmisch-Partenkirchen (in German)
Polastri A, Angeli A, Gianni DR (2014) A new construction system for CLT structures. In: 13th World Conference on Timber Engineering (WCTE 2014), Quebec
Rattasepp T, Mang HA (1989) Zur Stabilität flacher eckgestützter Hyparschalen aus Holz mit geradlinigen Randträgern [Regarding stability of flat edge supported hypar shells in timber with straight-lined edge girders]. Bauingenieur 64:255–266 (in German)
Ringhofer A, Ehrhart T, Brandner R, Schickhofer G (2013) Prüftechnische Ermittlung weiterer Einflussparameter auf das Tragverhalten der Einzelschraube in der BSP-Seitenfläche [Experimental determination of further influencing parameters on the load bearing behaviour of single screws placed in the side face of CLT]. Research Report, holz.bau forschungs gmbh, Graz (in German)
Ringhofer A, Brandner R, Schickhofer G (2015a) Withdrawal resistance of self-tapping screws in unidirectional and orthogonal layered timber products. Mater Struct 48:1435–1447
Ringhofer A, Brandner R, Schickhofer G (2015b) A universal approach for withdrawal properties of self-tapping screws in solid timber and laminated timber products. In: 2nd INTER-Meeting, Šibenik
Salzmann C (2010) Ermittlung von Querdruckkenngrößen für Brettsperrholz (BSP) [Determination of compression perpendicular to grain properties of cross laminated timber (CLT)]. Master’s thesis, Graz University of Technology (in German)
Schelling W (1968) Die Berechnung nachgiebig verbundener zusammengesetzter Biegeträger im Ingenieurholzbau [The calculation of flexible connected composite beams in timber engineering]. Dissertation, TH Karlsruhe (in German)
Schelling W (1982) Zur Berechnung nachgiebig zusammengesetzter Biegeträger aus beliebig vielen Einzelquerschnitten [The calculation of flexible connected composite beams of an arbitrary number of cross sections]. In: Ehlbeck J, Steck G (eds) Ingenieurholzbau in Forschung und Praxis. Bruderverlag, Karlsruhe (in German)
Schickhofer G (1994) Starrer und nachgiebiger Verbund bei geschichteten, flächenhaften Holzstrukturen [Rigid and Flexible Composite Action of Laminated Timber Structures]. Dissertation, Graz University of Technology (in German)
Schickhofer G (2015) CLT—European experience: idea & development, technology & applications. In: Presentation, CLT Seminar, Kochi, Japan, 5th February 2015
Schickhofer G, Hasewend B (2000) Solid timber construction: a construction system for residential houses, offices and industrial buildings. In: Ceccotti A, Thelandersson S (eds) Cost Action E5—proceedings of timber frame building systems: Seismic behavior of timber buildings, timber construction in the new millennium, Venice
Schickhofer G, Bogensperger T, Moosbrugger T (eds., 2010) BSPhandbuch: Holz-Massivbauweise in Brettsperrholz—Nachweise auf Basis des neuen europäischen Normenkonzepts [CLThandbook: solid timber construction technique with cross laminated timber—verification based on the new European standardization concept]. Verlag der Technischen Universität Graz, Graz (in German)
Schmid J, König J, Köhler J (2010) Fire exposed cross laminated timber—modeling and tests. In: 11th World Conference of Timber Engineering (WCTE 2010), Riva di Garda
Schneider J, Karacabeyli E, Popovski M, Stiemer SF, Tesfamariam S (2014) Damage assessment of connections used in cross-laminated timber subject to cyclic loads. J Perform Constr Facil. doi:10.1061/(ASCE)CF.1943-5509.0000528
Scholz A (2004) Ein Beitrag zur Berechnung von Flächentragwerken aus Holz [A contribution for calculation of spatial timber structures]. Dissertation, Technische Universität München (in German)
Seim W, Hummel J, Vogt T (2014) Earthquake design of timber structures—remarks on force-based design procedures for different wall systems. Eng Struct 76:124–137
Serrano E, Enquist B (2010) Compression strength perpendicular to grain in cross-laminated timber (CLT). In: 11th World Conference on Timber Engineering (WCTE 2010), Riva del Garda
Silva C, Ringhofer A, Branco JM, Lourenco PB, Schickhofer G (2014) Influence of moisture content and gaps on the withdrawal resistance of self-tapping screws in CLT. In: 9th Congresso Nacional de Mecânica Experimental, Aveiro
Steurer A (1989) Entwurfsgrundlagen und Konstruktionsprinzipien von Holzstegen [Design pronciples and construction pronciples of pedestrian timber bridges]. 21. Fortbildungskurs der Schweizerische Arbeitsgemeinschaft für Holzforschung (SAH) “Brücken und Stege aus Holz”, Zurich (in German)
Sustersic I, Dujic B (2012) Simplified cross-laminated timber wall modelling for linear-elastic seismic analysis. In: 45th CIB-W18 Meeting, Växjö
Thiel A (2013) ULS and SLS design of CLT and its implementation in the CLTdesigner. In: Harris R, Ringhofer A, Schickhofer G (eds) Focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Thiel A, Schickhofer G (2012) Design methods of cross laminated timber concerning floor vibrations: a comparability study. Research Report, holz.bau forschungs gmbh, Graz
Thiel A, Augustin M, Bogensperger T (2015) Stabilitätsuntersuchungen von BSP [Stability problems of CLT structures]. Research Report, holz.bau forschungs gmbh, Austria (in German, in progress)
Timoshenko SP (1921) On the correction factor for shear of the differential equation for transverse vibrations of bars of uniform cross-section. Phil Mag 41:744–746
Timoshenko SP (1922) On the transverse vibrations of bars of uniform cross-section. Phil Mag 43:125–131
Tomasi R, Smith I (2014) Experimental characterization of monotonic and cyclic loading responses of CLT panel-to-foundation angle bracket connections. J Mater Civil Eng 27:04014189. doi:10.1061/(ASCE)MT.1943-5533.0001144
Uibel T, Blaß HJ (2013) Joints with dowel type fasteners in CLT structures. In: Harris R, Ringhofer A, Schickhofer G (eds) COST Action FP1004: focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Unterwieser H, Schickhofer G (2013) Characteristic values and test configurations of CLT with focus on selected properties. In: Harris R, Ringhofer A, Schickhofer G (eds) Focus solid timber solutions—European conference on cross laminated timber (CLT). The University of Bath, Bath
Wallner G (2004) Versuchstechnische Ermittlung der Verschiebungskenngrößen von orthogonal verklebten Brettlamellen [Experimental determination of displacement properties from two orthogonally bonded board segments]. Master’s thesis, Graz University of Technology (in German)
Wallner-Novak M, Koppelhuber J, Pock K (2013) Brettsperrholz Bemessung—Grundlagen für Statik und Konstruktion nach Eurocode [Cross-laminated timber structural design—basic design and engineering principles according to Eurocode]. proHolzAustria, Vienna (in German)
Winter S, Hamm P, Richter A (2010) Schwingungs- und Dämpfungsverhalten von Holz- und Holz-Beton-Verbunddecken [Vibration and damping behaviour of timber- and timber-concrete composite slabs]. Final Research Report, Technische Universität München (in German)
Blaß HJ, Uibel T (2007) Tragfähigkeit von stiftförmigen Verbindungsmitteln in Brettsperrholz [Load carrying capacity of joints with dowel type fasteners in solid wood panels]. Karlsruher Berichte zum Ingenieurholzbau, Universitätsverlag Karlsruhe, Karlsruhe (in German)
Zimmer S (2013) Ein Beitrag zur Aufarbeitung der Schwingungsthematik für die Holz-Massivbauweise in Brettsperrholz [A Contribution to the subject of vibrations in solid timber construction with CLT]. Master’s thesis, Graz University of Technology (in German)
Zimmer S (2014) Bestimmung der Schwingungseigenschaften von BSP-Elementen durch in situ Messungen [Determination of the vibration characteristics of CLT elements by in situ measurements]. Research Report, holz.bau forschungs gmbh, Graz (in German)
Acknowledgments
The research work was conducted at the Institute of Timber Engineering and Wood Technology at the Graz University of Technology as well as at the Competence Centre Holz.Bau Forschungs GmbH in the framework of the COMET K-Project “focus solid timber solutions (focus_sts)”. We would like to express our thanks to all partners involved. The publication was written in the framework of the COST Action FP1004 “Enhance mechanical properties of timber, engineered wood products and timber structures”, chaired by Richard Harris, University of Bath.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Brandner, R., Flatscher, G., Ringhofer, A. et al. Cross laminated timber (CLT): overview and development. Eur. J. Wood Prod. 74, 331–351 (2016). https://doi.org/10.1007/s00107-015-0999-5
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-015-0999-5