
Abstract
This study is first in a series investigating the combination of Moso bamboo (Phyllostachys pubescens Mazel) and aspen (Populus tremuloides Michx.) to fabricate hybrid strand based panel composites. Here the wood and bamboo strands were evenly mixed together to form a thin, uni-directional strandboard 10 mm in thickness. The use of 30 % aspen strands was to improve the compaction and consolidation of the hard, uncompressible bamboo. The effects of replacing most of the aspen strands (70 %) with bamboo strands on board strength properties (IB, MOR, MOE) and moisture resistance were assessed. The effect of strands cut from the node free (internode) or node tissue portions of the culm on board properties was also systematically investigated. Substitution with 70 % internode Moso bamboo strands increased MOR by over 40 % compared with pure aspen and significantly lowered thickness swell and water absorption. Substituting aspen with the bamboo strands resulted in no change in MOE, in keeping with the tendency for natural Moso bamboo tissue to be high in bending strength and fracture toughness but lower in specific stiffness. The presence of node tissue in the bamboo strands significantly reduced the consolidation and mechanical properties of the composites.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Bamboo is one of the fastest growing renewable woody biomass plants and is emerging as a significant non-wood forest resource to replace wood in construction and other uses in several countries across the tropical and sub-tropical belt of Asia, Africa and Latin America where it grows natively (Leise 1998; Peng et al. 2010). Across this zone over 1 billion people live in a primitive dwelling built from whole or split bamboo (De Flander and Rovers 2009). Bamboo is a giant grass, (fam. Poaceae/Graminaceae), and of the approximately 1225 known species (Austin and Ueda 1970), only a few grow sufficiently large diameter (up to 6 inches), tall stems as to be suitable for processing into the same kinds of engineered composites as small wood logs. One is Moso (Phyllostachys pubescens Mazel) which is a monopodial bamboo (intermittently spaced stems from an interconnected below-ground rhizome) commercially cultivated and used in China for a wide range of products. China has over 5 Million ha of Moso bamboo, or 70 % of China’s natural and commercial bamboo forests, amounting to over 20 % of total world bamboo resources (Jiang 2002; Peng et al. 2010). It was planted to ameliorate soil erosion and replace extensive historic forest losses, and supplies a well-developed and, until recently, prosperous range of industries ranging from slat-based laminated furniture and flooring to plywood-like panels to heavily compressed beams known as ‘scrimber’. However these industries are small scale, very labour intensive, and often have low product recovery from the culm, and low efficiency of adhesive use. Due to steeply rising competition for and costs of culm supplies and labour in China, bamboo processing enterprises are becoming increasingly economically marginal (Frith 2013, Personal Communication).
Bamboos such as Moso are a potential feedstock for OSB (Fu 2007a, b; Zhang et al. 2007); the OSB process represents one of the best opportunities for automation and mass production of bamboo-based building materials; the process technology has a high degree of adhesive efficiency and biomass recovery into product. Despite this, technologies to convert bamboo into the same kinds of modern, engineered composite building products as wood are still in their infancy (de Flander and Rovers 2009). Building materials such as oriented strand board (OSB) based on thin strands are not part of the modern bamboo product mix produced and used in China, mainly due to a lack of market promotion and awareness, and low consumer demand for wood and wood-based panels in residential or commercial construction. Paradoxically, since the mid-1970’s China has been developing and promoting the use of OSB as a renewable construction material to reduce demand for energy-intensive traditional bricks (Hua and Zhou 1996); by 2013 there were 104 OSB mills in China, the largest having an annual output of 220,000 m3 (Anon 2013). One company, Yunnan Yung Lifa Forest Co Ltd, has spent several years adapting OSB process technology to bamboo and recently commenced production of commercial quality bamboo OSB for shipping container flooring (Anon 2012; Grossenbacher 2012). To counteract the high cost of bamboo, construction materials combining bamboo with cheaper, low density wood could be a logical and viable proposition for a country like China. Short cycle clonal aspen (in this case Populus x euramericana cv. San Martine) has been widely cultivated for land reclamation and wood production for over 30 years (Anon 2010; Su et al. 2003) and the wood is very well suited for OSB production (Zhou 1989, 1990). Because bamboo is a dense material compared with wood it makes sense to combine it with cheaper and lower density wood to produce a strand product with superior properties to its wood-based counterpart that could be made using a large scale economically viable process. Other drawbacks of raw bamboo include early failure in shear (Janssen 1981; Dagilis 1999; Harries et al. 2012), low specific stiffness (De Vos 2010) and its nodes which can significantly reduce the bending and tensile strength properties of culm wall and laminated bamboo composites made from it (Lee et al. 1994; Chin 2003).
No previous studies have been found on combining bamboo strands with low density wood strands to alter the compaction behaviour and properties of OSB. However a study by Subiyanto et al. (1996) mixed thick strips of bamboo with low density wood to form a 5 % PF bonded strand-based composite. They evenly mixed equal parts (by weight) of 600 mm × 20 mm × 2 mm bamboo (Phyllostachys reticula) with willow strips of the same dimensions (Salix ssp) to produce 25-mm-thick ‘superior strength timber’ with lower density and better properties compared with using just bamboo. The product described resembles parallel strip lumber (PSL) or Parallam. Their idea was to combine the bamboo strips with wood strips of the same dimensions to improve compaction ratio and help counteract the adverse effects on resin bonding of the inner and outer surfaces of the culm wall. The bamboo/willow hybrid was just 600 kg/m3 compared with 750 kg/m3 for its pure bamboo counterpart. In this study, this concept was applied to panels based on thin strands; hypothetically mixing high tensile strength bamboo with a small amount (30 %) of low strength and low density wood strands for OSB could similarly produce panels with better properties than its pure wood or bamboo counterparts. No studies have systematically evaluated the effects of nodes in thin strands on the strength and stiffness properties of OSB made from bamboo. The objectives of this study were (1) evenly mix Moso bamboo strands with low density aspen strands to form a thin parallel strand composite with better properties than the pure bamboo or aspen versions, and (2) assess the effect of node tissue in the bamboo strands on board properties and performance.
2 Materials and methods
2.1 Culm stock and breakdown
Twenty poles of (nominally) 13 cm diameter Chinese-grown Moso culms in 240 cm lengths were purchased from Canada’s Bamboo World, located in Chilliwack, BC, Canada. The supplier imports seasoned and fumigated (methyl bromide) bamboo poles from Zhejiang Province in South East China that are harvested at 4 years of age. Average culm diameter was 11 cm, and they were cross cut into three 80-cm-long billets. Sampling of material density from bottom to top of culms found average culm wall density ranging between 600 kg/m3 near the base to 680 kg/m3 towards the top (over a distance of 240 cm). X-ray densitometry of density across the culm wall showed the inner two-thirds of the culm wall between 400 and 600 kg/m3 in density, with a steep rise to over 100 kg/m3 at the outer cortex. Half of the total billets were left as rounds, and half were cut lengthways into half rounds. The node plates in the half rounds were removed with a hammer and then cross cut into segments 13 cm in length, all of which had the node tissue in the culm wall located at or near the mid-length of the section. Node plates were removed completely to enable stacking of segments in the strander and avoid the damaging effects of this tough material on the strander knives. The full rounds were also cut into 13 cm-long sections but were free of node tissue in the culm wall. In preparation for stranding the sections were re-saturated with water to simulate the moisture conditions and stranding of fresh green cut culm stock. Fresh Moso culm stock harvested and stranded by Lee et al. (1994) was found to be 137 % MC, and a technique was developed (Semple et al. 2014a) to condition the culm sections in a steam-fed boil tank followed by steeping in cold water for a further 2–3 days was sufficient to increase the tissue MC to 130 % and allow clean slicing of strands.
2.2 Stranding
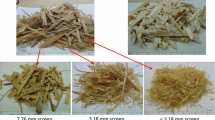
The pre-saturated culm pieces were converted to strands using a CAE 6/36 single-blade disk strander built by Carmanah Design and Manufacturing, Vancouver, BC. Recommended disk rotational speed of this strander is 734 RPM. The knife projection was set at 0.675 mm to produce an average target strand thickness of 0.65 mm and a corresponding hydraulic piston-driven feed buffer rate of 0.37 m/min. Counter knife angle was 45°, suitable for stranding denser wood materials such as southern pine and oak. The knife projection in conjunction with feed rate determines strand thickness. Sheet metal shims measuring 0.051 mm in thickness were inserted to make very fine adjustments in the knife protrusion from its housing block, and knife protrusion was measured using a magnetic mounted dial gauge. The stranding parameters used were based on developmental work to maximise the strand quality outcome from seasoned Moso bamboo (Semple et al. 2014a). The internode pieces and pieces with nodes in the middle were handled and stranded separately. Wet strands were dried in a large walk-in oven at 80 °C overnight, cooled for 2 h, then sealed in large plastic bags. The MC of the dried strands was ≈4 %. The dried strands were sifted to remove dust, fines and chips using a 0.64-m × 1.3-m mechanical shaker table fitted with two screens, 14.3 mm top screen to capture full sized strands, and a 4.18 mm bottom screen to capture finer pieces but remove the dust. The node and the internode strands were screened separately. Screened Moso internode and node strands are shown in Fig. 1a, b.

Appearance of bamboo and aspen strands used to fabricate unidirectional strandboards; a Moso internode strands, b Moso node strands-uneven surface at nodes are circled, c industrial Aspen OSB face strands
Aspen strands were mill strands of the face furnish used to make industrial OSB supplied from the Weyerhauser, Edson, AB mill. The size classification of this furnish (Semple et al. 2014b) into three size classes: >14.3-mm screen (strands), between 4.8- and 14.3-mm screens (intermediates), and <4.8-mm screen (fines and dust) gave 73 % strands, 13.5 % intermediates, and 13.5 % fines. The appearance of aspen face furnish is shown in Fig. 1c.
2.3 Experiment design
Six replicates of three types of uni-directional strandboards were successfully fabricated and tested giving a total of 18 boards. The board types were (1) Pure aspen controls, (2) 70 % w/w Moso internode strands/30 % w/w aspen strands, and (3) 70 % w/w Moso node strands/30 % w/w aspen strands. Single-factor ANOVA was carried out to test for significant effects of ‘Board Type’ on the physical and mechanical board properties using JMP 10 (SAS Institute, Inc. 2012), using a 5 % probability level. Means were compared using the Tukey–Kramer HSD pairwise comparison test. The 95 % upper and lower confidence intervals are plotted as bars on the graphs to enable visual comparison of means for significant differences. Means in which the upper or lower confidence interval (CI) does not overlap with those of another mean are significantly different.
2.4 Board fabrication and testing
The dry strands of Moso and aspen were pre-mixed and blended together with 6 % w/w furnish oven dry weight basis of liquid PF resin (Cascophen EF47, 57.2 % solids content, 140 cps viscosity, supplied by Momentive Specialty Chemicals Canada Inc). Blending was done in a rotating drum blender 180 cm diameter by 60 cm depth, equipped with small internal flights to lift and cascade strands. Resin was applied using a paint pot and compressed air-fed (2.07 bar) atomizer spray nozzle that was inserted through a hole in the front door of the blender. The resin mass added to the blender was controlled by placing the paint pot on a tared balance and the weight monitored until 430 g had been sprayed at which point the resin supply valve was shut off. Strands were tumbled for a further 5 min before removal from the drum to disperse resin across the strands.
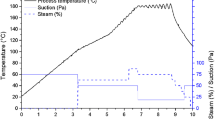
After blending the required quantity of strands for each board was weighed out. The strands were dropped through a 30-cm-high, 12-vane orienter, with 50-mm-wide slots onto an oiled caul plate measuring 740 × 740 × 7.11 mm. The mat was formed in a 30-cm-high wooden forming box, and pre-compressed with a plywood sheet to flatten the mat before removing the forming box and placing a second oiled caul plate on top. The assembly was then immediately hot pressed to a nominal target thickness of 10 mm at 150 °C to a target density of 752.9 kg/m3 (47 pcf). The timings of the step-wise press cycle (to mat thickness increments) are as follows: Mat Compaction: 30.91 mm to 15.45 mm (30 s), to 14.94 mm (5 s), to 12.24 mm (20 s), to 10.00 mm (20 s); Holding: at 10.00 mm (300 s); De-gassing: ram pressure down to 0 MPa (10 s), at 0 MPa (20 s); Press Opening to 153.16 mm (11 s). 150 °C is in the upper range of recommended curing temperatures for PF resin (Chen et al. 2014). Maximum mat core temperature reached 150 °C, maximum ram pressure of 5.8 MPa, with stabilised curing pressure of 0.4 MPa. After press opening the board was removed, cooled, and weighed. Board type, replicate, and the location of the back right corner of the press were indicated on each board. Attempts to make the pure bamboo version failed due to delamination, and these were excluded from testing and analysis. The bamboo strands were curly, excessively voluminous and non-conformable during pressing and the partial substitution with aspen resulted in a manageable mat height and adequate board consolidation during pressing.
To alter the locations of test specimens on boards three different cutting patterns were used; so only two boards per group of six had the same cutting pattern. From each board were cut 15 IB (51 × 51 mm2), 4 MOR/MOE specimens (290 × 76 mm2)—2 perpendicular and 2 parallel to strand direction, and 1 thickness swell/water absorption specimen (152 × 152 mm2). The numbers of test specimens for each property per board and board type are given in Table 1. Test specimens were conditioned for 3 weeks at 20 ± 1 °C and 65 ± 5 % RH and mechanical properties tests were cut and carried out in accordance with ASTM D1037 (ASTM 2006). The appearance of the cross section through a typical uni-directional board is shown in Fig. 2. A DX100 Olympus Digital Light Reflection Microscope (5× magnification) was used to examine the sliced transverse cross-sections of uncompressed strands and those in the hot pressed board specimens.

End grain view of (a) uni-directional boards compared with (b) the typical 3 layer OSB sandwich structure
3 Results and discussion
The averages for properties from the boards are given in Table 2. Means for a particular property that are followed by the same letter are not significantly different at p ≤ 0.05. Graphical results for statistically significant effects are shown in Figs. 3, 5 and 6.

Average (a) board density and (b) Internal bond strength. Error bars represent the 95 % confidence interval; means whose bars that do not overlap are significantly different
3.1 Thickness, density, conditioned MC
Average board thickness exceeded the target thickness of boards of 10 mm by 0.32 mm, as a result of spring back of the board after the press is opened. The differences in average thickness between the three board types were statistically significant (p < 0.001); boards made from the mix of 30 % aspen and 70 % Moso node strands were thickest (10.55 mm) suggesting greater springback, followed by 30 % aspen and 70 % Moso internode strands (10.45 mm), whereas pure aspen boards were an average of 10.30 mm. Probably due to the greater springback in thickness, average board density (Fig. 3a) was also lower for the boards containing node strands (767 kg/m3) compared with internodes (792 kg/m3). Overall, boards containing bamboo strands were significantly higher in density than pure aspen (738 kg/m3). Conditioning most wood at 20 ± 1 °C and 65 ± 5 % RH for a sufficient length of time brings its MC to 12 %; conditioned MC of OSB specimens here were somewhat lower, a probable combination of heat searing during hot pressing, very low (<2 % post-press MC), and insufficient conditioning time to reach the full 12 %. After conditioning for 3 weeks the final moisture content of the 70 % bamboo boards was significantly lower at 6.55 and 6.71 % than aspen at 8.55 %. The bamboo strands appear to have reduced the rate of atmospheric moisture uptake during conditioning.
3.2 Internal bond, layer density
Highest IB strength (Fig. 3b) was 0.71 MPa for the mix containing 30 % aspen and 70 % Moso internode strands, while lowest IB was 30 % aspen and 70 % Moso node strands (0.58 MPa). There was no significant difference in IB for boards containing pure aspen or the hybrid with node strands, while boards made with internode strands were significantly higher in IB, suggesting better board consolidation. Subiyanto et al. (1996) also found mixing bamboo strands with willow strands increased IB strength and bending-shear strength by a factor of 3, thought to be due to improved compaction ratio in the mat from the presence of compressible willow strands.
The vertical density profiles of the unilayer boards were markedly different depending on whether they were made from pure aspen strands or 70 % bamboo strands. The average surface density of pure aspen boards was 926 kg/m3, while that of bamboo boards was 898 kg/m3 (internodes) and 878 kg/m3 (nodes), indicating that during hot pressing the aspen strands, especially in the surface layers, were compressed to a greater extent than the bamboo strands. Conversely, the core density of pure aspen boards was significantly lower (640 kg/m3) than the 70 % bamboo boards (average of 715 kg/m3 for internode and node boards), indicating a steeper VDP for aspen mats than bamboo. This can be seen in Fig. 4a and b comparing the shape of the VDP for pure aspen boards and 70 % bamboo boards. Figure 5 shows a cross section through the upper surface of a hybrid board whereby an aspen strand has been heavily compressed on top of a layer of uncompressed bamboo strands.

Typical average vertical density profile for (left) pure aspen boards, (right) boards made with 70 % bamboo (node free) strands

Light microscope images of Aspen and Moso strands (top) end grain view of uncompressed Aspen strand, (bottom) appearance of strands in hot pressed strand board
3.3 Flexural properties
The MOR and MOE perpendicular (⊥) to the strand direction (Fig. 6a, b) were very low—lower than the 12.4 MPa minimum MOR required for OSB products by CSA O437.0 (CSA 2011); and there were no significant differences between board compositions. This was because there was no cross-directional or randomly oriented layer of core strands as there is in the normal three-layer structure of OSB. A significant problem associated with the fabrication of uni-directional boards was the gaps running parallel to strand direction caused by the orienter vanes separating rows of strands in the mat, this can be seen in Fig. 2a, denoted by the dashed vertical lines.

Flexural properties of each board type (a) MOR and (b) MOE. || = parallel and ⊥ = perpendicular to strand direction. Error bars represent the 95 % confidence interval; means whose bars that do not overlap are significantly different
There were significant differences in MOR parallel (||) to strand direction among board types (Fig. 6a), which was highest in boards made with 70 % Moso internode strands (76.4 MPa), and the lowest being pure aspen boards (53.7 MPa). || MOR for internode boards are considerably higher than that of higher density (810 kg/m3) pure Moso unidirectional boards made by Sumardi et al. (2006). These workers used the same resin content (6 % PF) but their strand length was much shorter; an average of 48 mm. The pure aspen boards were not significantly different in MOR to hybrid boards made with node strands. The node strands were noticeably more variable in quality and smoothness (as seen in Fig. 1b) and also had a zone of higher material density in the middle. Measurements of density of node and internode Moso tissue used for stranding showed that node tissue is approximately 22 % higher in density than internode tissue, and the material density variability along the plane of slicing is likely to affect strand surface characteristics, and in turn OSB quality.
70 % replacement of aspen strands with the more uniform internode strands increased MOR of strand boards by 42 %, which suggests that provided there is adequate board consolidation and bonding, bamboo strands will produce a significantly stronger strand-based composite board than aspen wood can. Among different bamboos, Moso appears to be a good candidate for OSB from a strength point of view; MOR figures for unidirectional 740 kg/m3 oriented strand lumber boards (OSL) from Asper bamboo (Dendrocalamus asper) with 7 % PF resin by Malanit et al. (2011) were just 35 MPa. The high flexural strength of Moso boards can be partly explained by the greater overall density of these boards compared with the pure aspen ones. Another contributing factor is the high strength of Moso bamboo tissue compared with aspen. Comparative tissue strength figures from De Vos (2010) and Kretschmann (2010) indicate that the MOR of clear Moso tissue (90 MPa) is over 50 % greater than that of Quaking Aspen clear wood (58 MPa). There is a strong positive correlation between the flexural strength of OSB and flexural strength of the solid substrate from which the strands originated (Peters et al. 1999, 2002).
The higher density of bamboo or bamboo-wood composites is an issue that needs to be addressed in order for them to be competitive with wood strand-based construction materials. The density range for most commercial OSB is 610–640 kg/m3, which requires a recommended upper limit of 480 kg/m3 of strand wood density (Spelter et al. 1996). Unlike bamboo, the density of hybrid clonal poplars commonly used in OSB manufacture in North America is well below this limit, ranging from a minimum of 285 kg/m3 up to almost 410 kg/m3, but mostly between 300 and 350 kg/m3 (Peters et al. 2002; Kang et al. 2007). Higher density substrates (such as bamboo) require high compaction to enable adequate inter-strand contact and bonding, and can result in OSB that is impractically heavy for most mainstream sheathing purposes (Freischmidt and Blakemore 2009).
The higher density of bamboo-substituted boards and the higher strength of the bamboo tissue did not translate into higher || MOE (Fig. 6b). For this property there were no significant differences between board types; in fact boards made with 70 % Moso node strands were slightly lower in || MOE than the lower density pure aspen boards. || MOE for unidirectional strand boards here were considerably lower than similar 10.5 mm-thick unidirectional strand boards made from trembling aspen and paper birch by Barbuta et al. (2012). They made unidirectional strand boards with 6.5 % PF resin deliberately with a uniform density profile; the 700 kg/m3 boards were 11 GPa, and the 800 kg/m3 boards 13.3 GPa in || MOE. The unidirectional thick strand-based ‘timber’ made from a mix of bamboo and willow strands by Subiyanto et al. (1996) were 600 kg/m3 and 4–5 GPa in MOE.
Despite its relatively high strength, Moso bamboo has low specific stiffness, i.e., the ratio of stiffness to tissue density is low. Despite being almost 75 % higher in tissue density the MOE of clear Moso tissue is 8.2 GPa (De Vos 2010), the same as that of trembling aspen clear wood of 8.1 GPa (Kretschmann 2010). The unique cellular structure of Moso bamboo tissue differs markedly from wood, giving it very high flexibility but high damage resistance (fracture toughness) compared with wood tissue (Li et al. 1995; Amada et al. 1997; Amada and Untao 2001; Lo et al. 2004; Low et al. 2006). The embedding of discrete fibre bundles within very short celled, thin-walled parenchymatous ground tissue allows the tissue very high deflection before failure. The hot pressing process used here does not appear to have been able to sufficiently densify and stiffen the bamboo tissue as hypothesized. The curing temperature of 150 °C and press time of 15 min are a bit less than the optimal set of heat treatment conditions required to increase the strength and stiffness of bamboo tissue simply through heating; which are 180–200 °C and over 20 min exposure (Schott 2006).
3.4 Thickness swell/water absorption
Boards were deliberately fabricated without the addition of wax normally added (at about 1 % ww furnish) to OSB to bring its 24 h TS to below 15 % stipulated by CSA O437.0 (CSA 2011). Made without wax, the pure aspen boards were above 17 % in TS; replacing most of the aspen with bamboo strands gave the boards significantly greater resistance to 24 h thickness swelling and water absorption (7.7 % TS and 27.8 % WA), provided there is adequate board consolidation (Fig. 7a, b). Due to their better consolidation and other mechanical properties TS and WA were lowest for boards made from internode strands, whereas due to poor consolidation the TS and WA properties for boards containing node strands were not significantly different from pure aspen boards. 2 h TS for aspen boards were 9.5 and 30.4 %, respectively, while internode boards were 4 and 14 %, respectively. The 24 h TS for internode boards was less than the 2 h TS for pure aspen, and also much lower than the 15 % maximum allowed for industrial OSB products. Note also that while 2 h TS and WA for node boards were the same as for aspen boards, after 24 h the means for node boards were less than pure aspen boards, but due to variability in the data sets, the differences were not statistically different.

Dimensional stability properties (a) 2 and 24 h thickness swell and (b) 2 and 24 h Water absorption. Error bars represent the 95 % confidence interval; means whose bars that do not overlap are significantly different
Wax emulsions are used in board manufacture to slow water ingress into the densified wood. To obtain the required IB, strength and stiffness properties of OSB using low density, low strength aspen logs, the density of core (for IB), and even more so the surface layers (for flexural properties) must be increased much above that of the parent wood (Spelter et al. 1996), and the strands plasticise and deform sufficiently to form intimate wood-adhesive-wood contact (Wolcott et al. 1990). High degrees of layer densification and associated thickness swelling problems have been studied extensively during development of industrial OSB building products (Xu and Winistorfer 1995; Andrews 1998; Andrews et al. 2001; Dai et al. 2002; Wang and Winistorfer 2000, 2001; Zhou et al. 2009). Blomberg and Persson (2004) and Blomberg et al. (2006) clearly demonstrated how artificially densified aspen wood swells and largely regains its original shape after 24 h soaking in water. OSB density, IB and TS are strongly interlinked; good bonding from adequate resin content, distribution and strand compaction can reduce the propensity for excessive TS, but TS is also increased by higher density. Excessive TS in turn significantly reduces residual bond strength and other strength properties of boards (Wu and Piao 1999). A major advancement in industrial OSB manufacturing technology in recent years to reduce layer density and thickness swelling has been the adoption of costly but extremely effective pMDI resin which enables high bond strengths without having to heavily compact the mat (Brochmann et al. 2004).
The degree of bamboo tissue densification during pressing here was minimal as evidenced from the shallow vertical density profiles for boards containing bamboo strands compared with pure aspen boards produced under the same hot pressing conditions, and microscopy revealing minimal or no deformation of bamboo strands in the boards as seen in Fig. 5. Lack of tissue densification is likely to have contributed to the lower 24 h TS of bamboo substituted boards. The density of the bamboo strands is almost twice that of aspen strands, based on an average measured density of 640 kg/m3 for the bamboo, and assuming an average wood density of 350 kg/m3 for the aspen mill strands. The hardness of Moso bamboo tissue is also much higher than aspen—between 5500 and 7500 N in Janka hardness (De Vos 2010)—compared with 1600 N for trembling aspen (Kretschmann 2010). In order for the bamboo strands to densify during normal OSB hot pressing, it would need to be very wet and/or undergone compaction that greatly exceeds its natural tangential/radial compressive strength, which according to Dixon and Gibson (2014) is around 20 MPa; much higher than the maximum ram pressure of almost 6 MPa experienced by the mat during hot pressing boards. Artificial densification (viscoelastic thermal compression) of dry Moso bamboo tissue has been done by Semple et al. (2013) but this required a heavy-duty sealed steam press to allow the tissue to sufficiently plasticise and deform without rupturing the cell walls. Another reason for the greater moisture resistance of the bamboo boards is bamboo strands may be naturally more hydrophobic due to its waxy outer wall and greater silica content. Bamboo tissue contains around 1.5–2 % silica which is more concentrated in the outer culm wall (Leise 1985; Andtbacka 2005).
The phenomenon of boards made from node strands being lower in stiffness and strength properties than those made from internode strands is a significant problem that requires attention. The only known enterprise fabricating commercial OSB products from bamboo laboriously cross-cuts culms into small rounds with no nodes prior to stranding (Grossenbacher 2012; Boeck 2013 Personal communication). Presumably during the course of product development the effects of node strands in boards must have been apparent. Removing the node tissue produces considerable waste and the intensive handling of small pieces makes the process uneconomic. Despite the higher density of node tissue its strength properties in bending, compression, tension and shear are all significantly lower than internode tissue (Lee et al. 1994; Leise 1985; Shao et al. 2010). Tensile strength of node tissue is around two-thirds that of internode tissue (Shao et al. 2010). Chin (2003) found that laminated structures made from bamboo tend to fail first at nodes present in the outer lamina which experience the highest tensile stress. In addition to higher density, node tissue also has shorter, more heavily lignified fibres, and an irregular interlocked grain (Leise 1992) making smooth slicing during stranding difficult. Strength of hot pressed strand-based composites relies on the strands plasticising and deforming sufficiently to form continuous intimate wood-adhesive-wood contact (Wolcott et al. 1990).
The node tissue can produce a localised uneven fracture surface on strands (highlighted by the circles in Fig. 1b) that can potentially leave small gaps and flaws in the pressed composite and reduce strength properties.
It should be noted that the node strand boards fabricated here are an extreme example whereby all bamboo strands contained a node in the middle of each strand. In reality the proportion of strands in the mix that contain a node will be a somewhat variable fraction of the total strand mass, which will decrease the longer the distance between nodes and the shorter the strands. One simple practical way to minimise the frequency of nodes in the surface layers that have the greatest impact on board flexural properties would be to separate and strand separately the lower portions of culms (approx. 1.5 m length containing the first 10 closely spaced nodes) and use these strands in the core layer of boards. The tensile and bending strength and MOE of Moso tissue increase with height in the culm (Leise 1985; Lee et al. 1994) and so from this viewpoint it is also logical to preferentially place strands from this upper tissue in the surface layers of OSB. Other solutions for mitigating the effects of nodes may be to use a high-strength resin such as pMDI which may help improve the properties of bamboo strandboards made from poor quality strands. There is a lot of development work still to be done before bamboo OSB emerges from the lab and pilot plant stages and gains acceptance as a construction material like wooden OSB. This study was a preliminary investigation into mixing thin strands of bamboo with compressible wood strands to improve mat consolidation. Further work in this series (Semple et al. 2015) investigates a hybrid composite with selective placement of the bamboo strands in the surface layers of a typical 3 layer OSB structure with oriented surface strands and randomly arranged core furnish of either aspen or bamboo fines in the middle.
4 Conclusion
-
1.
Substituting aspen strands with 70 % Moso bamboo strands produced thin unidirectional strand boards with much higher || MOR, but no change in stiffness (MOE) compared with 100 % aspen strands. This could be related back to the relatively high bending and tensile strength but very low specific stiffness of Moso bamboo tissue compared with standard woods used in OSB such as aspen.
-
2.
Using bamboo strands with nodes in them resulted in significantly poorer quality boards with reduced mechanical properties.
-
3.
Substituting 70 % of the aspen strands with bamboo strands reduced TS to less than 15 % meeting the requirements of industrial OSB products with no need for wax addition.
References
Amada S, Untao S (2001) Fracture properties of bamboo. Compos B 32:451–459
Amada S, Ichikawa Y, Munekata T, Nagase Y, Shizu Y (1997) Fiber texture and mechanical graded structure of bamboo. Composites B 28:13–20
Andrews CK (1998) The influence of furnish moisture content and press closure rate on the formation of the vertical density profile in oriented strand board: relating the vertical density profile to bending properties, dimensional stability and bond performance. MSc Thesis, The University of Tennessee, Knoxville, TN
Andrews CK, Winistorfer PM, Bennett RM (2001) The influence of furnish moisture content and press closure rate on the formation of the vertical density profile of oriented strand board. For Prod J 51(5):32–39
Andtbacka S (2005) A fibreline designed for bamboo pulping. TAPPSA Journal November 2005, p 13. http://www.tappsa.co.za/archive2/Journal_papers/Bamboo_pulping/bamboo_pulping.html. Accessed 5 July 2014
Anon (2010) Growing poplars for food security: millions benefit from poplar forests in China. Food and Agriculture Organisation of the United Nations Media News Article. http://www.fao.org/news/story/en/item/44518/icode/. Accessed 18 Nov 2013
Anon (2012) Aiming for domination. Wood based panels international online, 18 June 2012. http://www.wbpionline.com/features/aiming-for-domination/. Accessed 10 Apr 2013
Anon (2013) OSB demand in China predicted to grow; new board capacities to appear in China and India. Global Trends Review, 24 May 2013. http://whatwood.ru/english/global-trends-review-may-13-19-2013-osb-demand-in-china-predicted-to-grow-new-board-capacities-to-appear-in-china-and-india/. Accessed 3 Oct 2014
ASTM (2006) Standard test method for evaluating properties of wood-base fiber and particle panel materials-ASTM D 1037-06a. American Society for Testing and Materials International, West Conshohocken, p 30
Austin R, Ueda K (1970) Bamboo. Weather Hill Publishing, NY, p 211
Barbuta C, Blanchet P, Clouteir A (2012) Mechanical properties of unidirectional strand board (USB) with flat vertical density profile. J Mat Sci Res 1(3):42–49
Blomberg J, Persson B (2004) Plastic deformation in small clear pieces of scots pine (Pinus sylvestris) during densification with the CaLignum process. J Wood Sci 50(4):307–314
Blomberg J, Persson B, Bexell U (2006) Effects of semi-isotropic densification on anatomy and cell shape recovery on soaking. Holzforschung 60(3):322–331
Boeck F (2013) Personal communication of his own observations made during a visit to Yung LiFa bamboo OSB pilot plant, Yunnan Province, China in June 2012
Brochmann J, Edwardson C, Shmulsky R (2004) Influence of resin type and flake thickness on properties of OSB. For Prod J 54(3):51–55
Chen Y, Fan D, Quin T, Chu F (2014) Thermal degradation and stability of accelerated-curing phenol formaldehyde resin. Biores 9(3):4063–4075
Chin SW (2003) Evaluation on the manufacturing of structure bamboo laminated curved beams and related flexural properties. MSc Thesis, National Ping Tung University of Science and Technology (Taiwan), p 57
CSA (2011) Standards on OSB and waferboard- O437.0-93R. Canadian Standards Association, Toronto, p 88
Dagilis TD (1999) Bamboo composite materials for low-cost housing. PhD Thesis, Department of Civil Engineering, Queens University, Kingston, ON, p 229
Dai CP, Mei C, Korai H (2002) Density and property relationships of wood strand composites. In: Proceedings 6th Pacific Rim Bio-Based Composites Symposium, Nov. 10–13, Portland, Oregon, pp 458–466
De Flander K, Rovers R (2009) One laminated bamboo-frame house per hectare per year. Constr Building Mat 23(1):210–212
De Vos V (2010) Bamboo for exterior joinery: a research in material properties and market perspectives. BSc Thesis, University of Applied Sciences Van Hall Larenstein (Wageningen UR), p 82
Dixon PG, Gibson LJ (2014) The structure and mechanics of Moso bamboo material. J Roy Soc Interface 11:20140321. doi:10.1098/rsif.2014.0321
Freischmidt G, Blakemore P (2009) Potential applications of the native hardwood resource available to VicForests as wood composite products. CSIRO Report to VicForests No. CMSE(C)-2008-312, p 71
Frith O (2013) Personal communication of his knowledge of the bamboo processing industry made during a visit to Anji Province, China in April 2013
Fu W (2007a) Bamboo-A potential resource of raw material for OSB in China. China Forest Prod Ind 34:21–24
Fu W (2007b) A Study on Flaking Technique and Manufacture of Bamboo OSB. PhD Dissertation, Northeast Forestry University, Harbin, China. p 86
Grossenbacher M (2012) Industrial production of bamboo OSB: A technical report. (In German). In: 2nd Bieler Holzwerkstoff-Workshop, 28–29 November 2012, Biel, Switzerland
Harries K, Sharma B, Richard M (2012) Structural use of full culm bamboo: the path to standardization. Int J Arch Eng Constr 1(2):66–75
Hua Y, Zhou D (1996) The development of oriented strand board in China. In: Kajita H, Tsunoda K (eds) Proc 3rd Pacific Rim Bio-Based Composites Symposium, Dec 2–5, 1996. Kyoto, Japan, pp 64–71
Janssen JA (1981) Bamboo in building structures. PhD Dissertation, Eindhoven University of Technology, Netherlands
Jiang ZH (2002) Bamboo and rattan in the world. LiaoNing Science and Technology Publishing House, China
Kang KY, Bradic S, Avramidis S, Mansfield SD (2007) Kiln drying quality of lumber from poplar hybrid clones. Holzforschung 61(1):65–73
Kretschmann DE (2010) Chapter 5 mechanical properties of wood, in wood handbook: wood as an engineering material, USDA forest service forest products laboratory GTR 190. Forest Products Laboratory, Madison, p 509
Lee AWC, Bai X, Peralta N (1994) Selected physical and mechanical properties of giant timber bamboo (Phyllostachys bambusoides) grown in South Carolina. For Prod J 44(9):40–46
Leise W (1985) Anatomy and properties of Bamboo. Proceedings international bamboo workshop, October 6-14, 1985, Beijing, China. Chin Acad For, Beijing, pp 196–208
Leise W (1992) The structure of bamboo in relation to its properties and utilization. In: Bamboo and its use, international symposium on industrial use of bamboo, 7–11 Dec., 1992, Beijing, China. International Tropical Timber Organization/Chinese Academy Of Forestry
Leise W (1998) The anatomy of bamboo culms. INBAR Technical Report 18, International Network for Bamboo and Rattan, Beijing, pp 175–191
Li SH, Zeng QY, Xiao YL, Fu SY, Zhou BL (1995) Biomimicry of bamboo bast fibre with engineering composite materials. Mat Sci Eng C 3:125–130
Lo TY, Cui HZ, Leung HC (2004) The effect of fiber density on strength capacity of bamboo. Mat Lett 58(21):2595–2598
Low IM, Che ZY, Latella BA, Sim KS (2006) Mechanical and fracture properties of bamboo. Key Eng Mat 312(1):15–20
Malanit P, Barbu MC, Fruhwald A (2011) Physical and mechanical properties of oriented strand lumber made from an Asian bamboo (Dendrocalmus asper Backer). Eur J Wood Prod 69(1):27–36
Peng Z, Lu T, Li L, Liu X, Gao Z, Hu T, Yang X, Feng Q, Guan J, Weng Q, Fan D, Zhu C, Lu Y, Han B, Jiang Z (2010) Genome-wide characterization of the biggest grass, bamboo, based on 10,608 putative full-length cDNA sequences. BMC Plant Biol 10:116–129
Peters JJ, Bender DA, Wolcott MP, Johnson JD (1999) Flexural properties and utilization options for hybrid poplar clones. In: Proc ASAE/CSAE-SCGR Ann International Mtg, Toronto, Canada, 18–21 July 1999
Peters JJ, Bender DA, Wolcott MP, Johnson JD (2002) Selected properties of hybrid poplar clear wood and composite panels. For Prod J 52(5):45–54
SAS Institute, Inc. (2012) JMP Version 10: discovering JMP. SAS Institute Inc., Cary, p 154
Schott W (2006) Bamboo in the Laboratory. Online publication, 9 pp http://www.powerfibers.com/BAMBOO_IN_THE_LABORATORY.pdf. Accessed 27 Aug 2014
Semple KE, Kamke FA, Kutnar A, Smith GD (2013) ‘Exploratory thermal-hydro-mechanical modification (THM) of Moso bamboo (Phyllostachys pubescens Mazel).’ In: Medved S, Kutnar A (eds) Characterisation of Modified Wood in Relation to Wood Bonding and Coating Performance. Proc. Joint COST Conf FP0904 and FP1006, 16-18 Oct 2013, Rogla, Slovenia, University of Ljubljana Biotechnical Faculty, Ljubljana, pp 220–227
Semple KE, Smola M, Hoffman J, Smith GD (2014a) Optimising the stranding of Moso bamboo (Phyllostachys pubescens Mazel) culms using a CAE 6/36 disk flaker. In: Barnes M, Herian V (eds) Proc 57th international convention of society of wood science and technology, June 23–27, 2014. Zvolen, Slovakia, pp 257–269
Semple KE, Xian D, Smith GD (2014b) Reinforced core particleboard for improved screw-holding ability. Wood Fiber Sci 46(1):48–64
Shao ZP, Zhou L, Liu YM, Wu XM, Arnaud C (2010) Differences in structure and strength between internode and node sections of Moso bamboo. J Trop For Sci 22(2):133–138
Spelter H, Wang R, Ince P (1996) Economic feasibility of products from inland west small-diameter timber - Gen. Tech. Rep. FPL-GTR-92, USDA Forest Service, Forest Products Laboratory, Madison, WI, p 17 pp
Su X, Zhang B, Huang Q, Huang L, Zhang X (2003) Advances in tree genetic engineering in China. Proc. XII World Forestry Congress, September 21–28, 2003, Quebec City, Quebec. http://www.fao.org/docrep/article/wfc/xii/0280-b2.htm. Accessed 18 Nov 2013
Subiyanto B, Miyatake A, Tomoyuki H, Fujii T (1996) Production technology of superior strength timber (SST) from bamboo. In: Kajita H, Tsunoda K (eds) Proc 3rd Pacific Rim Bio-Based Composites Symposium, Dec 2–5, 1996, Kyoto, Japan, pp 470–478
Sumardi I, Suzuki S, Ono K (2006) Some important properties of strandboard manufactured from bamboo. For Prod J 56(6):59–63
Wang S, Winistorfer PM (2000) Fundamentals of the vertical density profile formation in wood composites. Part 2 Methodology of vertical density profile formation under dynamic condition. Wood Fiber Sci 32(2):220–238
Wang S, Winistorfer PM (2001) Flake compression behaviour in a resinless mat as related to dimensional stability. Wood Sci Technol 35(5):379–393
Wolcott MP, Kamke FA, Dillard DA (1990) Fundamentals of flakeboard manufacture: viscoelastic behavior of the wood component. Wood Fiber Sci 22(4):345–361
Wu Q, Piao C (1999) Thickness swelling and its relationship to internal bond strength loss of commercial oriented strand board Forest Prod. J. 49(7/8):50–55
Xu W, Winistorfer PM (1995) A procedure to determine thickness swell distribution in wood composite panels. Wood Fiber Sci 27(2):119–125
Semple KE, Zhang, PK, Smith GD (2015) Hybrid oriented strand boards made from Moso bamboo (Phyllostachys pubescens Mazel) and Aspen (Populus tremuloides Michx.): Species-separated three-layer boards. Eur J Wood Prod (In Press)
Zhang H, Du F, Zhang F, Liao Z, Ye X, Zheng Z, Wang W (2007) Research and development of production technology of bamboo waferboard and oriented strand board based on biological characteristics and timber adaptability. J Bamboo Res 26(2):43–48
Zhou D (1989) A study of oriented structural board made from hybrid poplar-effect of some factors on mechanical forming installation for orientation effectiveness. Holz Roh- Werkst 47(10):405–407
Zhou D (1990) A study of oriented structural board made from hybrid poplar-physical and mechanical properties of OSB. Holz Roh- Werkst 48(7–8):293–296
Zhou C, Smith GD, Dai C (2009) Characterizing hydro-thermal compression behavior of Aspen wood strands. Holzforschung 63(5):609–617
Acknowledgments
This study was funded through an NSCERC (National Science and Engineering Research Council) G8 Tri-Council grant. The authors gratefully acknowledge Mr John Hoffman, Forest Products Innovations (Western Division), for access to boil tank facilities and operation of the disk strander, and Mr Rick Fodor, Carmanah Design and Engineering, Inc., Surrey, BC for training and advice on setup and operation of the disk strander. Thank you very much also to Mr Jason Hutzkal, Momentive Specialty Chemicals, Edmonton, AB for supplying PF resin.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Semple, K.E., Zhang, P.K., Smola, M. et al. Hybrid Oriented Strand Boards made from Moso bamboo (Phyllostachys pubescens Mazel) and Aspen (Populus tremuloides Michx.): uniformly mixed single layer uni-directional boards. Eur. J. Wood Prod. 73, 515–525 (2015). https://doi.org/10.1007/s00107-015-0913-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-015-0913-1