
Abstract
The study was conducted to determine the physical and mechanical properties as follows: modulus of rupture, modulus of elasticity, internal bond, thickness swelling and water absorption of oriented strand lumber (OSL) made from the Asian bamboo Dendrocalamus asper Backer. Thirty-six lab boards were produced from these bamboo strands with two manufacturing parameters varying, i.e., four resin types (MF, MUPF, PF, and pMDI) and three levels of resin content (7, 10, and 13%). The results indicate that OSL made from bamboo strands exhibits superior strength properties compared to the commercial products made from wood for the building sector. The resin type has a significant effect on board properties. Moreover, all properties of the board improve generally with increasing resin content. With regard to the internal bond, bamboo-based OSL shows less strength than wood-based boards. The best results were obtained by using 13% pMDI content at 750 kg\( / \)m3 density.
Zusammenfassung
Ziel der Studie war die Bestimmung folgender physikalischer und mechanischer Eigenschaften von Furnierstreifenholz (Oriented Strand Lumber -OSL) aus der asiatischen Bambusart Dendrocalamus asper Backer: Biegefestigkeit, Elastizitätsmodul, Querzugfestigkeit, Dickenquellung und Wasseraufnahme. Im Technikum wurden 36 Platten aus Bambusflachspänen (Strands) hergestellt, wobei zwei der Herstellungsparameter, d. h. Bindemitteltyp und -anteil, variiert wurden. Verwendet wurden vier verschiedene Bindemittel (MF, MUPF, PF und pMDI) in jeweils drei verschiedenen Beleimgraden (7, 10, 13%). Die Ergebnisse zeigen, dass OSL aus Bambusstrands bessere Festigkeitseigenschaften aufweist als aus Holz gefertigte, kommerziell erhältliche Produkte für den Baubereich. Der Bindemitteltyp hat einen signifikanten Einfluss auf die Platteneigenschaften. Generell verbessern sich die untersuchten Eigenschaften mit der Erhöhung des Bindemittelanteils. Die Querzugfestigkeit von OSL aus Bambus ist geringer als die von holzbasierten Platten. Die besten Eigenschaften wurden mit dem Einsatz von 13% pMDI bei einer Rohdichte von 750 kg\( / \)m3 erzielt.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Over the past decade, the demand for wood composites as building material has continuously increased. At the same time, the quantity and quality of wood resources, from the forest, as a raw material for this application have been declining. Consequently, the search for alternative or substitute materials in place of wood has come into focus.
Bamboo (Bambusoideae sp.) is a non-wood lignocellulosic material that has received increasing attention as alternative raw material for use in the manufacture of paper and wood composites in the late 20th century. The main advantages of bamboo are its fast growing nature and better mechanical properties when compared to other wood species. It has traditionally been used for housing construction, furniture manufacture and articles for daily life in Asian and Latin American countries. In recent years, bamboo has gained greater interest as substitute material in place of wood because of the global shortage of forest resources.
During recent years, several researches have contributed to understand the bamboo properties and improve processing technologies for wider use. Numerous researches have evaluated the properties of bamboo-based composites, especially engineering composite products, and regarded the effective use of bamboo for various products such as plywood (Chen 1985), oriented strand board (OSB) (Lee et al. 1996, 1997; Sumardi et al. 2007, 2008), waferboard (Zhang 2001), zephyr board (Nugroho and Ando 2000) and laminated bamboo lumber (Nugroho and Ando 2001). They showed that bamboo is able to provide high quality engineering composite products. Therefore, bamboo could be proposed as an alternative material for the manufacture of structural composite lumber (SCL) such as oriented strand lumber (OSL).
OSL is a wood-strand based composite with a primarily orientation along the length of the member. The thickness of the strand should not exceed 0.635 mm and the average length should be between 75 and 150 times that of the least dimension (ICBO 2002). OSL is a concept that utilizes similar technologies and processes to that of OSB. OSB is primarily used in panel applications, such as roofing and sheathing, while OSL is developed for the use as structural member including beams and columns. It is the newest product of the SCL family, and markets are still under development. Strength properties make it a highly competitive alternative to traditional lumber and will become an important forest based product in the future (Bowyer et al. 2003).
The objective of this research was to determine the suitability of a wide spread Asian bamboo type, Dendrocalamus asper Backer as a raw material for the manufacture of OSL. Its physical and mechanical properties with respect to the two processing parameters (resin type and resin content) were analyzed. The product properties were compared with standard requirements and commercial products like OSB.
2 Materials and methods
2.1 Materials
Three-year-old bamboo culms from bamboo plantations located in Nakorn Sri Thammarat, South of Thailand were used as raw material for the prototype bamboo-boards. These bamboos have an average culm length of 19 m, and a culm-wall thickness in the range of 6–27 mm. The average specific gravity at 12% MC is 0.7.
Four exterior adhesives were used in this research: melamine-formaldehyde (MF), melamine urea phenol formaldehyde (MUPF), phenol formaldehyde (PF), and isocyanate (pMDI). The MF resin (13H560) was supplied by Dynea. The MUPF resin (KML 534) was obtained from BASF. The PF resin (Bakelite 1279 HW) was supplied by Hexion Specialty Chemicals. The pMDI resin (Suprasec® 5025) was provided by Huntsman. Their properties are presented in Table 1.
2.2 Strand processing
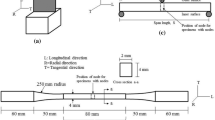
Strands were made from bamboo culms in the green state with a culm-wall thickness above 12.5 mm, as presented in Fig. 1a. The nodes were removed before stranding. No attempt was made to remove the epidermis of the bamboo culms. The culms were crosscut into 140 mm long segments and subsequently sliced into half, as presented in Fig. 1b. Stranding was carried out on a CAE 6\( / \)36 laboratory disc flaker. Machine conditions were set as follows: counter-knife angle of 60 degrees, knife projection of 0.736 mm and scoring-knife distance of 140 mm, respectively. Target strand dimensions were 140 mm long, 0.7 mm thick, and 12.5–20 mm wide, as presented in Fig. 1c. Strands were then screened via a Gilson Screen (Model TM-4) on a 12.5 mm screen-opening size. Strands that passed through the 12.5 mm screen-opening size in the classifier and remained in the pan were considered as fine fractions, as presented in Fig. 1d. Then all strands were dried in a 70°C rotary dryer to a moisture content of less than 2%.

Bamboo type Dendrocalamus asper: a culm cross section, b internodes with epidermis, c flaked strands, d graded and dried strands
Bambus Dendrocalamus asper a Querschnitt durch den Halm, b Internodien mit Epidermis, c Mittels Messerringzerspaner hergestellte Flachspäne (Strands), d Sortierte und getrocknete Strands
2.3 Board manufacturing
Bamboo-based OSL with target density of 750 kg\( / \)m3 were manufactured using laboratory equipment based on four resin types and three levels of resin content. Each resin was mixed following the supplier's suggestion and spread onto the strand using an in-house-made paddle-type blender with a drum diameter of 62 cm, 100 cm length at 45 rpm for 20 min. To ensure uniform glue distribution, the optimal conditions of rotation rate, retention time in the blender and amount of furnish for one-glue application were determined by pretests. The glued strands were spread by hand into a forming-box with the dimensions of 800 × 300 mm2 and oriented parallel in one direction. After forming, mats were transferred to a single-opening hydraulic lab hot press (60 × 80 cm2 Siempelkamp press) and pressed into boards at a nominal thickness of 16 mm. In this study, 36 boards were produced by employing a pressing temperature and time following the suggestions of the glue supplier, as presented in Table 2.
2.4 Board properties testing
The lab boards were machined into test specimens and placed in a conditioning room maintained at 65% RH and 20°C for 4 weeks until constant weight was attained. Thirty-six specimens for each parameter combination were determined as follows:
-
Thickness swelling (TS) and water absorption (WA) with the dimensions of 50 × 50 mm2 were immersed in water at 20°C for 24 h in accordance with EN 300 (1997) and ASTM D 1037-97 (1997) respectively.
-
Three-point static bending tests for modulus of rupture (MOR) and modulus of elasticity (MOE) with the dimensions of 50 × 322 mm2 were performed in accordance with ASTM D 5456-99 (1999) using a 50 kN FRANK universal testing machine;
-
Internal bond (IB) with the dimensions 50 × mm2 was measured in accordance with EN 300 (1997).
Effects of resin type and resin content on the properties of the boards were evaluated by analysis of variance at the 0.01 level of significance. Duncan's Range tests were conducted to determine significant differences between mean values.
3 Results and discussion
The average values of the physical and mechanical properties of the bamboo-based OSL are summarized in Table 3. The analysis of variance result and Duncan's Range comparison for the physical and mechanical data of bamboo-based OSL is illustrated in Table 4.
3.1 Physical properties
The physical properties of bamboo-based OSL were investigated as specific gravity, thickness swelling and water absorption. They were compared with the commercial product (OSB/3 ISO/EN). These values are graphically presented in this part. Board-to-board specific gravity variation is minimal; therefore, the values are not presented in a graph and also not determined by statistical analysis.
3.1.1 Specific gravity
The target specific gravity of the bamboo made OSL board was 0.75, while an average board specific gravity is 0.72 at average moisture content level of 6.64%. The minimum value of board specific gravity was 0.65 for the trial with 7% of MUPF resin content, while the maximum value was 0.82 for the trial with 13% of MF resin content (as presented in Table 3).
These results suggest that the average board specific gravity is lower than the target board specific gravity. Additionally, a 7% resin content-bonded board shows lower specific gravity values. This result may provide an explanation as a more intensive springback phenomenon after pressing of the bamboo based board compared to the wood-based one. In the case of 7% MUPF-bonded OSL, the bonding strength cannot resist the internal stress due to excess moisture which could not escape as steam from the mat during hot pressing. Consequently, the board thickness increases and the density of the board decrease after pressing or during conditioning. These findings are confirmed by the thickness deviation of the board. The board thickness increase after pressing of bamboo-based OSL board bonded with 7% MUPF and 10% MUPF are 11.92 and 6.50%, respectively.
3.1.2 Thickness swelling
OSL dimensional stability was evaluated by thickness swelling (TS) after water-soaking for 24 h at 20°C. The TS values are presented in Table 3 and Fig. 2. The value ranges from 2.28–26.40%. Boards made with higher resin content generally result in better dimensional stability characteristics similar to the findings of previous works (Lee et al. 1996, Nugroho and Ando 2000). In addition, pMDI resin appears to have an impressive improvement of dimensional stability over all resins. These results are further confirmed by the statistical analysis, as presented in Table 4. This result shows that the different resin types and resin contents have a significant effect on the TS value. Furthermore, there is a positive interaction between these two parameters.

Thickness swelling after 24 h water soaking (20°C) of bamboo-based OSL
Dickenquellung von OSL aus Bambus nach 24-stündiger Wasserlagerung (20°C)
It has been known that the moisture content has a strong influence on the dimensional change of wood. Wood shrinks as it loses moisture and swells again as it regains moisture. In this case, during water soaking, the swelling of bamboo strands will take place. Therefore, the alternating swelling generates stresses on the glue line between adjacent strands as well as in the strands themselves. The amount of these stresses and their possible effects on the TS depend on the ability of the glue to resist stresses. More specifically, the anatomical structure of bamboo is quite different to that of wood. These differences, such as cell type, shape, size, arrangement and number, have an influence on the bamboo properties. These might be the cause of excessive stresses which occur in the glue-lines between bamboo strands when samples are soaked in water.
Notable, bamboo OSL made with MUPF resin shows a significant higher TS value than those of others. This can be explained by the lower hydrolysis resistance of the MUPF resin. Under the influence of high moisture content, MUPF resin can be easily hydrolyzed because the bonding between the carbon of the methylene bridge and the nitrogen of urea is weak. Additionally, adhesion of water to cellulose is stronger than that of urea-formaldehyde-oligomers to cellulose. Consequently, water molecules are able to displace the hardened resin (Pizzi 1994).
It is known that MF and PF resins are typically used in the manufacture of products requiring some degree of exterior exposure durability (i.e., high dimensional stability). In view of this study MF-bonded bamboo OSL shows a higher TS value than PF-bonded OSL and a more and more higher value than pMDI-bonded OSL. This is quite possible due to its higher average specific gravity.
The maximum allowed TS value (after 24 h water soaking) for OSB/3 according to EN 300 (1997) is 15%, as graphically presented in Fig. 2. Even, the TS value of MUPF bonded OSL produced from Dendrocalamus asper is higher (i.e., poor dimensional stability). As a result, these boards require additional treatments such as wax addition, strands chemical pretreatments or peeling of epidermal layer to improve the dimensional stability of bamboo-based OSL manufactured with MUPF resin, which is the standard resin for high performance OSB made from wood.
3.1.3 Water absorption
The water resistance was evaluated by water absorption (WA) after 24 h of water-soaking. The WA value of bamboo-based OSL is shown in Table 3 and Fig. 3 for different resin types and contents. The value ranges from 16.9 to 40.5%. Multifactor analysis variance based on resin type and resin content is presented in Table 4. Similar to the thickness swelling, the water absorption is also significantly dependant on resin type and resin content. The results suggest that OSL made with 13% pMDI resin shows the significantly lowest WA, as presented in Fig. 3. This can be explained by the bonding strength of pMDI resin. pMDI, having the reactivity of –NCO groups, can react with the –OH groups of the cellulose of the bamboo and forms as covalent bonds in the form of urethane linkages. Thus, bamboo is chemically bonded to the adhesive, resulting in a highly strong bond, which shows extremely hydrolytic and anti-hydrolysis stability. Furthermore, WA significantly decreases with increasing amount of resin content due to the higher bonding strength. This observation shows a similar trend to the one observed by Nugroho and Ando (2000). They indicated that the higher level of resin content allows for a smaller value of WA. Compared to previous reports, bamboo based OSL made from MUPF, PF and pMDI resins show smaller water absorption after 24 h of water immersion than those of other bamboo-strand based boards (Lee et al. 1996, Nugroho and Ando 2000) and Scots pine-based OSB (Paul et al. 2006). The reason of this circumstance has not been addressed.
Notably, 7% MUPF-bonded OSL shows a higher WA value than the others. This might be due to its lower specific gravity. Then, more water can be absorbed. Moreover, MUPF resin has low hydrolysis resistance.
In contrast to the thickness swelling, the WA for PF-bonded OSL is higher than that of MF-bonded OSL. The higher WA for PF-bonded OSL can be suggested by the hydroscopic behavior of the alkali in the PF resin. Thus, a greater amount of water is absorbed without affecting TS (Pizzi 1994).

Water absorption after 24 h soaking of bamboo-based OSL
Wasseraufnahme von OSL aus Bambus nach 24-stündiger Wasserlagerung
3.2 Mechanical properties
OSL is an engineered product with specific elasticity and strengths. Therefore, the mechanical properties of bamboo-based OSL were investigated for bending behavior and internal bond.
3.2.1 Static bending
The static bending properties of bamboo-based OSL are illustrated in Table 3, Figs. 4 and 5. The MOR and MOE values of bamboo-based OSL calculated based on linear regression equation at the average board density of 720 kg/m3 are in the range of 29.1 to 65.2 MPa and 3280 to 11 109 MPa, respectively. The results of the analysis of variance conducted on the effect of the two factors and their interaction, as presented in Table 4, show that the resin type and resin content significantly influence both MOR and MOE.
Figure 4 illustrates the effect of resin type and resin content on MOR value of the boards. Comparing the mean values of all boards, the MOR value of pMDI-bonded board is highest, as shown in Fig. 4, while those of MF, MUPF and PF-bonded boards are similar. The higher MOR of pMDI-bonded OSL is due to the high bonding strength of the cross linked polyurea network, as mentioned earlier. Additionally, the resin content is found to be the major factor contributing to the improvement of stiffness of board. This is in agreement with the result by Barnes (2000) and Post (1958) who found that increasing the resin content of composite board increases physical and mechanical properties. Notable, 7% MUPF-bonded OSL shows the lowest value of MOR. This might be due to its lower specific gravity (around 0.65 as presented in Table 2).
Relationship between two parameters (resin type and content) and MOE value of the boards is illustrated in Fig. 5. The maximum value of MOE is 11 109 MPa for MF at 13% resin content, while the minimum value is 3290 MPa for MUPF at 7% resin content. MF and pMDI bonded boards show quite similar MOE and approximately 35% higher value than MUPF and PF board at the same level of resin content. Moreover, the MOE value increases with increasing resin content. Similar tendencies are found in MOR values.
To address the known relationship between resin content and product strength, increasing the resin content, the product strength properties will increase too. As the resin is increased, there will be an increase of the intimate contact area between adjacent bamboo strands in the board. The current finding shows that increasing the resin content from 7 to 10% improves MOR and MOE rapidly, reaching an effective maximum at 13%. Comparing the OSL resinated with 10 and 13%, the values differ slightly until the statistical analysis cannot find significant differences. The MOR and MOE developments related to resin content present exponential expressions, especially MUPF and pMDI resins. This finding is also in agreement with Maloney (1993) and Barnes (2000).

Modulus of rupture of bamboo-based OSL
Biegefestigkeit von OSL aus Bambus

Modulus of elasticity of bamboo-based OSL
Elastizitätsmodul von OSL aus Bambus
The comparison of some important OSL properties (such as specific gravity and bending strength) for bamboo-based OSL, solid bamboo and solid lumber, used in construction, is shown in Table 5. For Dendrocalamus asper based OSL, the MOR is approximately 50% lower and the MOE 20% lower than solid bamboo, while the average specific gravity of bamboo-based OSL is quite similar to that of solid bamboo. This difference may be explained by shear stress associated with bending. During the test, shear stress developing in the horizontal interfaces between strands and resin reduces the bending strength of OSL. Compared to spruce solid lumber (Picea abies), the bending strength of bamboo-based OSL is superior. It should be noted that bamboo-based OSL shows higher specific gravity than solid spruce lumber approximately 1.7 times.
3.2.2 Internal bond
The value of internal bond strength for samples made with different resin types and contents is presented in Table 3 and Fig. 6. The value is in the range of 0.06 and 0.67 MPa. The result of the analysis of variance (as presented in Table 4) conducted on the effect of the different factors and their interaction shows that the resin type and resin content significantly influence the internal bond. The internal bond values should be discussed in reference to the resin content because they strongly depend on the amount of resin applied. Then, the value consequently increases with increasing resin content. For pMDI resin, internal bond is greater than for other types because of the high strength of covalent bonds between strands in the board, as mentioned above.

Internal bond of bamboo-based OSL
Querzugfestigkeit von OSL aus Bambus
According to EN 300 (1997), the minimal requirement of internal bond for OSB\( / \)3 is 0.30 MPa. The most striking result is the demonstration that the internal bond value of OSL bonded with pMDI resin is higher than that of the standard requirement, while those of MF and PF-bonded OSL with 13% resin achieve this requirement. The result suggests that the OSL made from Dendrocalamus asper shows low internal bond strength. Several possible reasons might explain this circumstance. The tissue of the bamboo culm consists of fiber-like structural features known as vascular bundles and parenchyma cells. The distribution of cells shows a definite pattern, such as specific gravity, in the culm, both horizontally and vertically. The bamboo specific gravity increases along the culm from the bottom (average value is 0.51) to the top (average value is 0.62). Furthermore, the outer culm has a far higher specific gravity than the inner part, decrease from 0.80 to 0.50 (Liese 1985). This variation could influence glue bonding, because the resin must be as strong as the high specific gravity zones and be able to penetrate them adequately without over-penetrating the low specific gravity zones. Furthermore, the wax layer of the epidermis (Liese 1985) may have affected the bond strength of the bamboo-based OSL. Additionally, it is known that the agricultural residues have extremely high buffer capacity when compared to normal wood. This property makes these materials unsuitable for the use with some of the commercial resins used for wood based boards. Hence, internal bond is the limiting property (Hague et al. 1998, Sauter 1996).
4 Conclusion
The following conclusions can be drawn at this stage:
-
1.
Dominant parameters controlling physical and mechanical properties are resin type, and resin content. The physical and mechanical properties of pMDI-bonded bamboo based OSL are higher than those of MF, MUPF and PF-bonded OSL. All properties improve with increasing resin content.
-
2.
The best parameters of this study are pMDI resin at 13% resin content.
-
3.
Compared to the commercial products, bamboo OSL shows high strength properties.
5 Recommendations
From the analysis of all the properties, it has been found that OSL made from Dendrocalamus asper shows the following performances. It has high bending strength and less swelling as well as less water absorption compared to wood-based board. Although, it shows low internal bond, this can be improved by manufacturing parameters, i.e., pressing time or adding hardener in glue-mixing. Furthermore, the use of specially developed resins to produce boards can minimize this problem. The following recommendations for further research using Dendrocalamus asper as raw material in board composite manufacture should determine:
-
1.
The effect of other processing parameters on OSL properties such as specific gravity, strand dimension.
-
2.
The mat forming system improvement.
-
3.
The biological resistance, weather ability, finishing properties and fastening-holding capacity.
-
4.
The optimal parameter for OSL based on bamboo manufacturing process by “Response surface method”. The information can be evaluated by using the statistic analysis system to compare the controlled conditions and find the optimal parameters.
References
ASTM D 1037 (1997) Standard Test Methods for Evaluating Properties of Wood-based Fiber and Particle Panel Materials
ASTM D 5456 (1999) Standard Specification for Evaluation of Structural Composite Lumber Products
Barnes D (2000) An integrated model of the effect of processing parameters on the strength properties of oriented strand wood products. Forest Prod J 50(11/12):33–42
Bowyer J, Shmulsky R, Haygreen JG (2003) Forest products and wood science: An introduction 4th edition, Iowa State Press, Iowa, USA
Chen GH (1985) Bamboo plywood: A new product of structural material with high strength properties. In: Proceedings of the 2nd International Bamboo Workshop, Hang Zhou, Republic of China, pp 337–338
EN 300 (1997) Oriented Strand Boards (OSB) – Definitions, classification and specifications
Hague J, McLauchlin A, Quinney R (1998) Agri-material for panel products: a technical assessment of their viability. In: 32nd International Particleboard/Composite Materials Symposium Proceedings, Pullman, Washington, pp 151–159
ICBO (2002) Acceptance Criteria for Structural Composite lumber. International Conference of Building Official Evaluation Service Inc, USA
Lee AWC, Bai X, Peralta PN (1996) Physical and mechanical properties of strandboard made from moso bamboo. Forest Prod J 46(11/12):84–88
Lee AWC, Bai X, Bang AP (1997) Flexural properties of bamboo-reinforced southern fine OSB beams. Forest Prod J 47:74–78
Liese W (1985) Bamboos-biology, silvics, properties, utilization. Deutsche Gesellschaft für Technische Zusammenarbeit (GTZ) GmbH, Eschborn, Germany
Maloney TM (1993) Modern particleboard and dry-process fiberboard manufacturing (updated edition). Miller Freeman, San Francisco
Nugroho N, Ando N (2000) Development of structural composite products made from bamboo I: fundamental properties of bamboo zephyr board. J Wood Science 46:68–74
Nugroho N, Ando N (2001) Development of structural composite products made from bamboo II: fundamental properties of laminated bamboo lumber. J Wood Science 47:237–242
Pakhkeree T (1997) Physical and mechanical properties of Dendrocalamus asper Becker. Dissertation, Kasetsart University, Thailand
Paul W, Ohlmeyer M, Leihoff H, Boonstra MJ, Pizzi A (2006) Optimizing the properties of OSB by a one-step heat pre-treatment process. Holz Roh- Werkst 64:227–234
Pizzi A (1994) Advanced Wood Adhesives Technology. Marcel Dekker Inc., New York Basel Hong Kong
Post PW (1958) Effect of particle geometry and resin content on bending strength of oak flake board. Forest Prod J 8(10):317–322
Sauter SL (1996) Developing composites from wheat straw. In: 30th International Particleboard/Composite Materials Symposium Proceedings, Pullman, Washington, USA pp. 197–214
Sumardi I, Ono K, Suzuki S (2007) Effect of board density and layer structure on the mechanical properties of bamboo oriented strandboard. J Wood Science 53:510–515
Sumardi I, Kojima Y, Suzuki S (2008) Effects of strand length and layer structure on some properties of strandboard made from bamboo. J Wood Science 54:128–133
USDA Forest Service (1999) Wood Handbook: Wood as an Engineering Material. USDA gen. Tech. Rept. FPL-GTR-133
Zhang HJ (2001) A new structural panel composite: Bamboo-based waferboard. In: Proceedings of the Utilization of Agricultural and Forestry Residues, Nanjing, Republic of China, pp 204–209
Acknowledgements
The authors gratefully acknowledge the German Academic Exchange Service (DAAD), the Von Thünen Federal Research Institute Hamburg and the Department of Wood Science University of Hamburg for the available research equipment and financial support. Also a special thank goes to the Wood Science and Engineering Research Unit, Walailak University, Thailand for providing the raw material and facilities for the experimental work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Malanit, P., Barbu, M.C. & Frühwald, A. Physical and mechanical properties of oriented strand lumber made from an Asian bamboo (Dendrocalamus asper Backer). Eur. J. Wood Prod. 69, 27–36 (2011). https://doi.org/10.1007/s00107-009-0394-1
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00107-009-0394-1