
Abstract
Uneven distribution of the two-phase refrigerant mass flow in the tube-evaporators in flat-plate quick-freezing (FPQF) leads to non-uniform temperature distribution and decreased heat transfer performance. Propose the diversion concept of “Transformed into annular flow pattern + Critical diversion,” and a rectifying nozzle type distributor was designed. The distribution performance of the Rectifying nozzle-type critical distributor (RNCD) and the liquid storage distributor (LSD) in the freezer was studied by experiment. The results showed that at an evaporation temperature between − 31 and − 35 °C, the unevenness of the RNCD was lower than that of the LSD. The refrigerating capacity and COP of the freezer were both significantly improved. The maximum increase in refrigerating capacity and COP was 3 and 6.26%, respectively. This study provides basic data for the application of distributors in FPQF.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
The “14th 5-Year Cold Chain Logistics Plan” proposes an important instruction to strengthen the high-quality development of cold chain logistics to reduce the loss and waste of food during transportation and to ensure food quality in China [1, 2]. Various food processing and preservation technologies have been developed domestically and internationally, such as quick-freezing, refrigeration, freezing, and cold-temperature storage technologies. Quick-frozen food uses fresh food ingredients and is processed and frozen at temperatures between − 40 and − 30 °C to form tiny ice crystals inside the food that are distributed similar to the distribution of liquid water within the food [3]. This method causes minimal damage to the cell tissue structure and reduces nutrient loss, thereby ensuring food quality. Quick freezing equipment can be divided into air-circulating, contact, spray, and immersion types based on the freezing method used [4].
FPQF will use the plate-tube as evaporation device, the food will be directly or indirectly applied to the freezing plate placed on the shelf plate-tube evaporator, and evaporation plate-tube direct contact heat exchange, so as to quickly freeze food. It is primarily used for quick-freezing of seafood and meat products, such as various fish, shrimp, shellfish, and packaged meat products. Currently, during freezing in the evaporator tubes, there are issues with uneven distribution of cooling capacity, leading to uneven freezing of food and large temperature differences in frozen products, complex equipment structures, and high energy consumption, among other disadvantages. The uneven cooling capacity in the evaporator tubes is mainly due to unequal distribution of refrigerant flow rate between different lines after throttling, resulting in uneven temperature distribution in the evaporator tubes and uneven freezing of food [5].
Many scholars at home and abroad have studied the optimization methods for the performance of freezers. Liu et al. [6] investigated the impact of different liquid supply methods on the refrigeration system and applied an ejector to replace traditional expansion valves in freezers. Compared with traditional vapor compression refrigeration systems, COP increased by 26%. Shaikh et al. [7] optimized the control of tunnel-type freezers and proposed and tested a zero absolute error (ZAE) model predictive control (MPC) algorithm that can effectively control the freezing temperature and improve the stability of the refrigeration system.
Currently, research on performance optimization of the refrigeration unit in quick-freezing machines mainly focuses on two aspects: refrigerant supply mode and system control optimization. There is little research on the impact of uneven refrigerant mass flow distribution in the various branches of the evaporator on unit performance. While distributors have been applied in refrigeration systems such as air conditioning and cold storage, there is a lack of theoretical research and experimental testing of their application in quick-freezing machines. This paper mainly studies the distribution performance of the RNCD and the LSD when applied to a flat quick-freezing machine through experimental testing, as well as the impact of different distributors on the performance of the quick-freezing machine.
2 Experimental Test Distributors
2.1 RNCD Shunt Principle and Structure
In refrigeration systems, in order to solve the phase separation problem of two-phase refrigerants during distribution, overcome the flow state of upstream refrigerant, and suppress the pressure wave oscillation caused by non-uniform heat exchange in downstream branches affecting uniform distribution, a new distributor design concept of “rectifying nozzle type distributor + pre-mixing, post-distribution + critical distribution” is proposed [8].
The RNCD is designed based on the new distribution concept. As shown in Fig. 1, the RNCD mainly consists of swirl disturbance stage 9, flow setting stage 8, and critical distribution stage 7. The disturbance stage uses centrifugal force with swirling blades to transform the asymmetric and non-uniform two-phase flow pattern after passing through the throttle device into an annular flow pattern. The shape adjustment stage adjusts the flow pattern to a stable, symmetrical, and uniform annular flow using an arc-shaped rectifier. The critical distribution stage consists of a distribution chamber and sonic nozzles. The distribution chamber evenly distributes the ideal annular flow with equal flow rate and dryness fraction to each branch, and the refrigerant then forms a critical flow through the sonic nozzle, which suppresses pressure oscillations from downstream to upstream feedback, enhances the disturbance and convective heat transfer of downstream heat exchange tubes to refrigerant.

Structure diagram of RNCD
2.2 LSD Distributor
As shown in Fig. 2, the LSD consists of a vertically mounted supply pipe, a hollow cylindrical distribution chamber, and branching channels. The two-phase refrigerant flows through the supply pipe and enters the distribution chamber of the liquid storage type distributor, where its velocity decreases. Part of the liquid refrigerant deposits at the bottom of the distributor, while the gas refrigerant carries the liquid refrigerant upwards toward the top of the LSD. The two-phase refrigerant gradually mixes evenly in the distribution chamber and is finally distributed to each branch [9].

Structure diagram of LSD
3 Experimental Instruments and Test Methods
3.1 Experiment Instrument
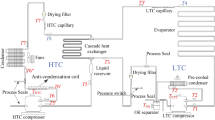
As shown in Fig. 3, the schematic diagram of the refrigeration system of a FPQF with different distributors is presented. The distributor performance test device mainly consists of the FPQF, parameter measurement and acquisition system, distributor test system, and thermal balance system. During the experimental testing process, to evaluate the distribution performance of different distributors applied to the quick-freezing machine and their impact on the freezing performance, a single machine dual-stage compressor was used to achieve a double compression refrigeration cycle, providing a low-temperature testing environment. The distributors were switched manually by toggling ball valves 7 and 8. The degree of superheat in the refrigeration cycle can be controlled by manual adjustment of the electronic expansion valve. Temperature and pressure parameters at the inlet and outlet of each branch of the distributors and tube-evaporators, as well as the suction port of the compressor, were measured to calculate the degree of superheat in each branch and the pressure drop across the distributor, which allowed for analysis of the performance of different distributors.

Schematic diagram of the experimental setup
3.2 Data Processing Method
-
(1)
Unevenness of superheat degree
To show the diversion performance of different distributors more intuitively, this study evaluated the distributor's diversion performance by the non-uniformity of superheat [10]. The non-uniformity of the average superheat and outlet superheat of each branch of the shelf and tube evaporator was calculated as an evaluation index. The smaller the non-uniformity of superheat, the better the diversion performance of the distributor. The calculation of non-uniformity of superheat is as follows (1):
where \(S\) represents the distribution performance of the distributor; \(T_{i}\) is the superheat of each branch, °C; and \(\overline{T}\) is the average superheat of each branch, °C.
-
(2)
Refrigeration capacity
This paper assessed and calculated the refrigeration capacity of the freezer using a heat balance method. The experiment used a heat balance system to adjust the heating power of the electric heater to achieve a balanced state between heating and cooling, allowing the temperature inside the cold storage to reach stability. By calculating the total heat dissipation of all heat dissipating components inside the cold storage, the unit's refrigeration capacity was obtained. The total heating power includes fan power, electric heater heating power, and cold storage leakage, which are calculated as follows (2):
4 Experimental Results and Analysis
4.1 Tube Evaporator Branch Outlet Superheat Unevenness Analysis
Figure 4 illustrates the influence of different evaporating temperatures on the distribution performance of the RNCD and LSD under experimental conditions. Figure 4a shows that as the evaporating temperature decreases at − 31, − 32, − 33, − 34, and − 35 °C, the non-uniformity of both distributors’ distributions decreases. This is because as the evaporating temperature decreases, the mass flow rate of refrigerant in the refrigeration system also decreases. Under the same experimental conditions, the non-uniformity of the RNCD was lower than that of the LSD. Compared with the LSD, Fig. 4b shows that the non-uniformity of the RNCD decreased by 16.30, 23.91, 16.22, 32.38, and 20.16% as the evaporating temperature decreased. The design of the RNCD effectively improves the uneven distribution of the two-phase refrigerant. Due to the improved structure of the RNCD, the asymmetric and non-uniform flow pattern of the throttled two-phase refrigerant is transformed into an annular flow pattern using swirling blades and a rectifier, achieving equal dryness fraction and flow rate distribution of refrigerant.

Analysis of shunt inhomogeneity at different evaporating temperatures
4.2 Pressure Drop Analysis of Distributor
Figure 5 shows the effect of different evaporating temperatures on the total pressure drop of the evaporator and distributor. It is shown that the pressure drops of the distributor and the total pressure drop of the evaporator have a small decreasing trend as the evaporating temperature decreases. As the evaporating temperature decreases, the opening of the electronic expansion valve decreases, the mass flow rate of refrigerant in the system decreases, and the liquid refrigerant flow rate decreases, resulting in a decrease in the pressure drop of the distributor and the total pressure drop. In actual refrigeration systems, the throttling process is isenthalpic throttling, which has large irreversible losses. The distributor undertakes part of the throttling pressure drop, which can effectively reduce the irreversible losses of the throttling process.

Analysis of pressure drop inhomogeneity of distributor different evaporation temperatures
4.3 Performance Analysis of Quick Freezer
Figure 6 shows the influence of different evaporating temperatures on the performance of the quick-freezing machine when using different distributors. Figure 6a expresses that when using both distributors, the system refrigeration capacity decreases as the evaporating temperature decreases, which is in line with the basic principles of refrigeration. Under the same test conditions, the refrigeration capacity and COP of the FPQF using the RNCD were higher than those using the LSD. The experimental results show that the distribution effect of the RNCD is better than that of the LSD under different operating conditions. As shown in Fig. 6, when the evaporating temperature is − 31 °C, the refrigeration capacity of the system using the RNCD is 14.967 kW. As the evaporating temperature decreases, compared with the LSD, the refrigeration capacity of the system using the RNCD can be increased by up to 3%. The COP was improved by 5.07, 3.99, 3.69, 5.83, and 6.26% respectively.

Analysis of shunt inhomogeneity at different cold storage temperatures
5 Conclusion
This study investigated the distribution performance and the influence on the performance of a FPQF machine using two types of distributors through experiments. The distribution performance of the distributors was analyzed from the perspectives of non-uniformity of superheat, refrigeration capacity, COP, and pressure drop under stable experimental conditions. The non-uniformity of distribution of the RNCD was lower than that of the LSD at evaporating temperatures between − 31 and − 35 °C. The refrigeration capacity and COP of the FPQF were significantly improved, with the maximum increase in refrigeration capacity being 3% and in COP being 6.26%. The results showed that the distribution effect of the RNCD was significantly better than that of the LSD, which can achieve more uniform distribution of two-phase refrigerant and improve the freezing uniformity of the FPQF. The feasibility of the distribution principle of the RNCD has been demonstrated in practical applications, supplying basic support for the application of distributors in FPQF.
References
Aste N, Del Pero C, Leonforte F (2017) Active refrigeration technologies for food preservation in humanitarian context: a review. Sustain Energy Technol Assess 22:150–160. https://doi.org/10.1016/j.seta.2017.02.014
Yu H, Mei J, Xie J (2022) New ultrasonic assisted technology of freezing, cooling and thawing in solid food processing: a review. Ultrason Sonochem 12:106185. https://doi.org/10.1016/j.ultsonch.2022.106185
Lu R, Yuan Z (2021) Development and research status of quick frozen food. China Food Saf Magaz 10:60–61
Singh R, Heldman D (2014) Chapter 7-food freezing. Introduction to food engineering, 5th edn. Food science and technology, Academic Press, San Diego, pp 521–63. https://doi.org/10.1016/B978-0-12-398530-9.00007-3
Xiong T, Liu G, Huang S et al (2022) Two-phase flow distribution in parallel flow mini/micro-channel heat exchangers for refrigeration and heat pump systems: a comprehensive review. Appl Therm Eng 201:117820. https://doi.org/10.1016/j.applthermaleng.2021.117820
Liu Y, Yu J (2019) Performance evaluation of an ejector subcooling refrigeration cycle with zeotropic mixture R290/R170 for low-temperature freezer applications. Appl Therm Eng 161:114128. https://doi.org/10.1016/j.applthermaleng.2019.114128
Shaikh NI, Prabhu V (2007) Model predictive controller for cryogenic tunnel freezers. J Food Eng 80(2):711–718. https://doi.org/10.1016/j.jfoodeng.2006.04.064
Sun Z, Wang Q, Liang Y et al (2020) Experimental study on improving the performance of dry evaporator with rectifying nozzle type critical distributor. Int J Refr 111:39–52. https://doi.org/10.1016/j.ijrefrig.2019.11.018
Han Q, Zhang C, Xu B et al (2014) Experimental investigation on the distribution performance of refrigerant distributors. J Refr 35(03):1–7
Yoshioka S, Kim H, Kasai K (2007) Performance evaluation and optimization of a refrigerant distributor for air conditioner. In: Proceedings of the heat transfer summer conference. https://doi.org/10.1115/HT2007-32664
Acknowledgements
The authors are grateful for the support of the project supplied by Key Technology Research and Application Demonstration of Grape Deep-processing Equipment in Yutian County Science and Technology Assistance and Promotion Major Project of Tianjin Science and Technology Bureau (22ZYCGSN00030), Tianjin Research Innovation Project for Postgraduate Students (22YJSKYCX17), and Key Technology and System of Virus Elimination in Cold Chain Imported Frozen Food (22ZXJBSN00010).
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Jiao, F. et al. (2024). Experimental Study on the Performance of Distributors Applied in Flat-Plate Quick-Freezing Machines. In: Yadav, S., Arya, Y., Muhamad, N.A., Sebaa, K. (eds) Energy Power and Automation Engineering. ICEPAE 2023. Lecture Notes in Electrical Engineering, vol 1118. Springer, Singapore. https://doi.org/10.1007/978-981-99-8878-5_72
Download citation
DOI: https://doi.org/10.1007/978-981-99-8878-5_72
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-8877-8
Online ISBN: 978-981-99-8878-5
eBook Packages: EnergyEnergy (R0)