
Abstract
The present paper looks into the types of additive manufacturing relevant to aerospace industry while discussing its advantages and limitations with future fields requiring research and development, while also discussing the impact of additive manufacturing (AM) on the manufacturing industry and the reasons due to which it has remained growing swiftly in numerous fields in the past couple of years. Amongst them, aerospace has been attracting further attention due to substantial funding by the primary aeronautical firms for evolving the AM industrial applications. Nevertheless, a lot of research and development has been progressing to make it more adaptable and a harmless technology and needs making development in original materials, technologies, process design and cost efficiency.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Additive manufacturing (AM) is a method involving material joining to achieve 3D parts with required geometries, generally done by adding one layer after another as opposed to formative manufacturing methodologies and subtractive manufacturing processes [1]. The primary advantage of AM in production applications for the aerospace industry is the capability to generate intricate engineered geometries with a restricted number of processing steps with a comparative low production cost [2]. In recent years, with development of new techniques in AM industry, aerospace manufacturing industry highly prefers AM in fields of design, research and prototyping as it is suitable for low production volumes while reducing lead time and cost of production in rapid prototyping. According to the Airbus Group, one of the leading companies in the aerospace industry, the direct effect and advantage of adopting AM technology is a cost reduction between 30 and 55% [3]. Methods such as selective laser melting (SLM) allow a layer-by-layer production of lightweight structures of titanium alloys for aircraft fuselage and wings which result in an increase of efficiency along with reduced fuel consumption [4].
2 Classification of AM
2.1 Power Bed Fusion Process
-
(a)
Direct Metal Laser Sintering (DMLS)
DMLS technology makes use of a high-powered laser or multiple lasers to sinter, melt and solidify individual layers of metal powder. This technology uses the primary method of sintering which is a thermal procedure of altering loose fine particles into a solid coherent mass by heat and/or pressure without completely melting the particles to the melting point. This technique is highly favourable for the aerospace industry as it is known to produce completely dense components with extreme precision in a comparatively less time [5].
-
(b)
Selective Laser Melting (SLM)
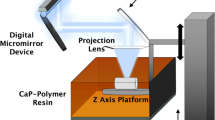
This process involves a sealed compartment occupied with an inert gas like Argon, wherein a fabrication piston lowers the construction plate while another piston drives up the powder so that a roller can finely dispense a coating on top of the object. After which a laser is produced and focused through a scanner towards the powder layer which shapes the fused layer as per the requirement of the designed component, a wide variety of metallic materials can be optimized in the SLM process, although these materials need to pass certain criteria such as grain size and their chemical composition. Figure 1 shows the classification of SLM under Power bed fusion processes along with other types of metal based additive manufacturing processes [6]. Figure 2 displays the order of operations executed in conventional SLM [7].
Range in which SLM can be applied:
-
1.
Grain size: < 100 µm
-
2.
Median grain size: 45–63 µm
-
3.
Layer thickness: 10–100 µm.
Although the range for layer thickness is between 10 and 100µm, in order to achieve higher part resolution and surface quality, the recommended layer thickness should be of 30 µm [7].
-
(c)
Electron Beam Melting (EBM)
The major difference in SLM and EBM is the heat source; EBM makes use of an electron beam while SLM uses a laser beam. In order to circumvent residual stresses in the finished product, which might negatively affect the mechanical properties, EBM adjusts the process temperature so that it remains continually high in the chamber, particularly above the stress-relieving temperature, for the entirety of the process [7]. In EBM, components are fabricated in a vacuum as the electron beam requires a vacuum to operate in. Maximum circular build diameter and height that can be manufactured using EBM are 350 mm and 380 mm, respectively [5].

Classification of metal-based AM [6]

A schematic of operations performed in SLM [7]
3 Applications of AM in Aerospace Industry
AM is mainly applied in the following applications in the aerospace industry:
-
(a)
Engineering of small-scale models
-
(b)
Production of prototypes
-
(c)
Manufacturing of spare parts and components [8].
These can be further classified under the advantages and applications in design and research as follows.
3.1 Unexplored Design Frontiers
Researchers and designers generally tend to implement AM techniques to pre-existing designs and models in order to overcome the difficulties involved with traditional manufacturing technologies. Unfortunately, this methodology is ineffective as it fails to utilize the advantages AM offers. However if implemented correctly, AM opens a large area of unexplored design due to manufacturing constraints of traditional manufacturing techniques. Complex geometries or intricate design were previously discarded in the design phase due to the limitations in manufacturing.
Now with advanced AM methods, such new designs and concepts can be conveniently fabricated, out of which several are of particular interest to aerospace [9].
-
I.
Gradients
Gradient materials are a type of material that bear different properties at different geometric locations along its characteristic length and serve as a solution to many engineering problems [9]. In space shuttles or rockets, materials which make up the engine nozzles require high-temperature tolerance varying along its length; hence, an alloy going from titanium to niobium has been conceived for such an application [10].
-
II.
Ceramics
Ceramics is a type of material which is comparatively easier to manufacture using AM, and it has one of the most suitable properties; especially for space flight, it can be used in extreme temperature and pressure applications, piezoelectric and electrochemical devices. Components such as ceramic biomaterial flexures toughened surfaces with a ductile interior can be fabricated. Ceramics having dielectric and magnetic properties varying along its characteristic length can also be fabricated as graded components [9].
-
III.
Microtrusses
Although AM can only fabricate microtrusses as small as few micrometres, whereas using conventional methods microtrusses can be made on a molecular scale, it is very convenient to fabricate microtrusses having extreme strength to mass ratios using AM [9,10,11].
3.2 Combination of Multiple Assemblies
Intricate components such as brackets, trusses, nozzles and couplings having numerous components requiring assemble post manufacturing cannot be manufactured collectively as a sole component using conventional machining techniques. However, with the induction of AM technology, such parts can be manufactured as a single component resulting in reduction of the total amount of parts. Previously unavoidable elements such as fasteners, nuts, bolts, rivets, needed for assembly are deemed unnecessary by AM [9].
GE Aviation implements the direct metal laser sintering process to produce their succeeding generation jet engine components. Each LEAP engine within it has 19 fuel nozzles created via 3DP, an advanced AM technique developed by ExOne. The design elements include supplementary intricate cooling pathways and support ligaments, which result in five times the service life when equated with the precursor made by orthodox manufacturing. AM process permitted engineers to use an easier design that decreases the quantity of brazes and welds from 25 to only 5; the quantity of parts used to make the nozzle was lessened from 18 to 1. In all, the weight of these nozzles is 25% lighter than that of the predecessor [12,13,14,15].
3.3 Mass Reduction
Weight and/or mass reduction in material components is mainly attained through topology optimization in AM. This method provides a mathematical design resolution so that there is efficient dispersal of material for a given set of boundary circumstances, loading conditions and physical space design. AM implements topology optimization in such a way so that it can produce lightweight structural parts which cannot be conventionally manufactured [16].
Weight reduction in aerospace industry is of utmost importance at it leads to reduction in the total mission cost, and if the weight of the spacecraft is as minimum as conceivable, the mass ratio upsurges, and thus, the Δv budget rises for a certain volume of fuel. Lower mass even at the time of launch of rockets and space shuttles likewise cuts down the expense of the entire mission significantly [17]. As mentioned earlier, GE Aviation manufactured an engine with 19 fuel nozzles with the use of AM, in which the nozzle fabricated using AM technologies was 25% lighter when compared to its precursor [12]. Similarly, a titanium bracket connector used in the Airbus A350 XWB manufactured using a laser-based AM method was 30% lighter than its predecessor made from casting aluminium [12].
4 Limitations of AM in Aerospace Industry
4.1 Standardization
Although AM provides attractive advantages with respect to production time and cost against conventional methods, components fabricated using AM must be able to fulfil the requirements, certifications and standardizations laid out by international safety agencies such as the European Aviation Safety Agency and the Federal Aviation Administration. Only when the components achieve all the required certifications, they can be equipped onboard any aircraft or spacecraft. Even AM parts which are used for repair or maintenance must be developed by an approved design organization or an organization with comparable abilities [18]. In this aspect, traditional manufacturing for metallic components has an advantage over AM as these methods have already well-established standards and regulations, implying that protocols for manufacturers and suppliers are also recognized globally.
Efforts are being made at present by international boards and teams globally to develop standardization for AM methods which will enable the recognition of AM terminology, material, process, maintenance and safety procedures [13,14,15,16,17,18].
4.2 Non-destructive Evaluation (NDE)
At the moment, there is a severe lack of non-destructive evaluation (NDE) processes integrated into AM, which poses as a major hindrance for the reception of AM fabricated parts in NASA and other aerospace establishments. NDE methods are currently being applied to traditional metal manufacturing, and hence, there is a deficiency of data available for NDE of AM. This points that there is a need to compile supplementary NDE data notably by starting material, process method and NDE method. This approach will surge NDE experience and information applicable to AM. Non-destructive evaluation can conceivably be used to portray microstructure and morphology of input materials through processing and post-processing. In addition to defect tracking, finer-scale atomic, molecular and chemical configurations can also be measured by NDE throughout the part’s lifespan. Assurance in the ability to guarantee AM part quality by non-destructive evaluation is also a matter of concern due to the prospect of generating defects during processing that are minor than which can be distinguished [7, 8].
Standardization of NDE for AM will be only possible if sufficient data on AM is available, after which the general goal will be to comprehend the types of naturally occurring defects produced by the AM process, what their effects are and what NDE techniques are most appropriate for their discovery. Qualification and certification of NDE-based protocols for flight hardware must be developed which will rely on testing and modelling and which will lead to greater acceptance of AM into aerospace industry [18].
4.3 Choice of Materials
Choice and selection of materials play a significant part in defining the final weight and performance of an aircraft [6, 5]. AM manufactured parts generally tend to have deprived mechanical properties when equated to those fabricated by means of conventional methods [6]. Furthermore, materials manufactured via AM develop enduring stresses which are focused towards the root of the additively manufactured part, near the boundary with the substrate. Additionally, the longitudinal stress components (parallel to the welding direction) are perceived to be foremost, with stress levels surpassing 50% of the materials’ yield strength [1,2,3,4,5,6,7,8, 19, 20]. Nevertheless, if buckling throughout build is circumvented, stresses can be dealt with by a comparatively rapid heat treatment [3]. Titanium, aluminium, nickel, stainless steel, tool steel, etc., are frequently used in AM for aerospace manufacturing. AM offers decrease of material wastage, total cost of arranging of waste material and material conveyance cost, resulting in lessening of net product costs [5, 6, 20,6,].
While AM could produce products from an extensive variety of plastics and metals, the raw material choice is limited. This is because not all plastics or metals can be temperature controlled to permit for 3D printing or other AM methods. Primarily, amorphous or glassy alloys frequently called bulk metallic glasses (BMGs) are hopefully a revolution in the applications capable of applying their unparalleled pliability in AM fabrication [8].
5 Conclusion
This paper encompasses all the advantages and disadvantages AM methodology has to offer to the aerospace industry; despite being vastly advanced when compared to current traditional subtractive manufacturing techniques, its application in the aerospace industry is as of now very limited, primarily due to lack of standardization and safety certifications for AM processes and materials as discussed in detail above.
Scope for further studies includes work mainly to be done in the field of regulating AM methods for them to be approved by international safety boards globally, allowing AM to contend in the manufacturing marketplace. One key advantage provided by AM is that components fabricated using AM are greatly lighter than its precursors. With the increasing demand of the aeronautical and aerospace industry, AM could revolutionize the manufacturing industry by adapting to its requirements better than traditional methods. This could lead to the entire aerospace industry relying completely on AM for any and all kinds of fabrication, from small brackets and rivets to entire aircrafts being additively manufactured.
Abbreviations
- AM:
-
Additive manufacturing
- SLM:
-
Selective laser melting
- DMLS:
-
Direct metal laser sintering
- SLM:
-
Selective laser melting
- EBM:
-
Electron beam melting
- GE:
-
General electric
- LEAP:
-
Leading-edge aviation propulsion
- NDE:
-
Non-destructive evaluation
- BMG:
-
Bulk metallic glasses
- NASA:
-
National Aeronautics and Space Administration
References
Altıparmak SC, Xiao B (2021) A market assessment of additive manufacturing potential for the aerospace industry. J Manuf Process
Gibson I, Rosen D, Stucker B (2015) Additive manufacturing technologies 3d printing, rapid prototyping, and direct digital manufacturing, 2nd Ed., pp 468–472
Morcillo-Bellido, Martínez-Fernández J, Morcillo-García (2019) Impact of additive manufacturing in aerospace industry purchasing process. In: 13th International conference on industrial engineering and industrial management
Uhlmanna E, Kerstinga R, Kleina TB, Cruzb MF, Borille AC (2015) Additive manufacturing of titanium alloy for aircraft components. In: 15th Machining innovations conference for aerospace industry
Blakey-Milner B, Gradl P, Snedden G, Brooks M, Pitot J, Lopez E, Leary M, Berto F, du Plessis A (2021) Metal additive manufacturing in aerospace: a review. Mater Des
Li JLZ, Alkahari MR, Rosli NAB, Hasan R, Sudin MN, Ramli FR (2019) Review of wire arc additive manufacturing for 3d metal printing. Int J Autom Technol
Gisarioa A, Kazarianb M, Martinac F, Mehrpouya M (2019) Metal additive manufacturing in the commercial aviation industry: a review. J Manuf Syst
Oyesolaa M, Mpofa K, Matheb N (2019) A techno-economic analytical approach of laser-based additive manufacturing processes for aerospace application, In: 2nd International conference on sustainable materials processing and manufacturing (SMPM 2019)
Shapiro AA, Borgonia JP, Chen QN, Dillon RP, McEnerney B, Polit-Casillas R, Soloway L (2016) Additive manufacturing for aerospace flight applications. J Spacecraft Rock
Hofmann DC, Kolodziejska J, Roberts S, Otis R, Dillon RP, Suh JO, Liu ZK, Borgonia JP (2014) Compositionally graded metals: a new frontier of additive manufacturing. J Mater Res 29(17)
Zheng X, Lee H, Weisgraber TH, Shusteff M, DeOtte J, Duoss EB, Kuntz JD, Biener MM, Ge Q, Jackson JA, Kucheyev SO, Fang NX, Spadaccini CM (2014) Ultralight, ultrastiff mechanical metamaterials. Science 344(6190)
Liu R, Wang Z, Sparks T, Liou F, Newkirk J (2017) Aerospace applications of laser additive manufacturing. In: Laser additive manufacturing
Kellner T (2014) Fit to print: new plant will assemble world’s first passenger jet engine with 3d printed fuel nozzles. In: Next-gen materials
Kamal M, Rizza G (2019) Design for metal additive manufacturing for aerospace applications. In: Additive manufacturing for the aerospace industry
Jyothish Kumar L, Krishnadas Nair CG (2017) Current trends of additive manufacturing in the aerospace industry. In: Advances in 3D printing & additive manufacturing technologies
Orme ME, Vernon R, Madera IJ, Yancey R, Mouriaux F (2017) Additive manufacturing of lightweight, optimized, metallic components suitable for space flight. J Spacecraft Rockets
Sacco E, Ki Moon S (2019) Additive manufacturing for space: status and promises. Int J Adv Manuf Technol
Uriondo A, Esperon-Miguez M, Perinpanayagam S (2015) The present and future of additive manufacturing in the aerospace sector: a review of important aspects. J Aerosp Eng
Tepylo N, Huang X, Patnaik PC (2019) Laser-based additive manufacturing technologies for aerospace applications. J Adv Eng Mater
Barroqueiro B, Andrade-Campos A, Valente RAF, Neto V (2019) Metal additive manufacturing cycle in aerospace industry: a comprehensive review. J Manuf Mater Process
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Raibole, K.V., Deshmukh, S.R. (2024). Applications and Limitations of Additive Manufacturing Techniques for Manufacturing Components of Aerospace Industry. In: Kumar, N., Singh, G., Trehan, R., Davim, J.P. (eds) Advances in Materials and Agile Manufacturing. CPIE 2023. Lecture Notes in Mechanical Engineering. Springer, Singapore. https://doi.org/10.1007/978-981-99-6601-1_2
Download citation
DOI: https://doi.org/10.1007/978-981-99-6601-1_2
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-6600-4
Online ISBN: 978-981-99-6601-1
eBook Packages: EngineeringEngineering (R0)