
Abstract
This study investigated the use of waste clay bricks (WCB) as a binder constituent in developing low-carbon pavement-grade geopolymer concrete. Blends of WCB with slag and/or fly ash were used as the aluminosilicate source materials. Sodium silicate in powder form was used as the activator to produce dry geopolymer binders. Considering the practical applicability, concrete was produced under ambient curing. Concrete with WCB in the binder showed higher compressive strengths than the concrete with only fly ash and slag in the binder and, a significant difference in flexural strength was not observed for different binder types. Maximum compressive strength of around 56 MPa at 28 days was recorded for concrete made with the ternary blend of WCB + slag + fly ash. The strength of concrete with WCB + slag was around 42 MPa. Sealing of samples to avoid contact with atmospheric air resulted in better strengths. Drying shrinkage of WCB-based concrete was investigated following the standard test procedure by subjecting it to initial curing in lime-saturated water and by a non-standard procedure of sealed curing. Compared to the standard method, the non-standard method resulted in higher drying shrinkage due to loss of moisture from the specimen. The initial flexural modulus for WCB-based concrete was higher than the concrete with slag + fly ash binder indicating the higher stiffness of WCB-based concrete. The environmental performance of the different binders used in concrete was assessed by estimating the carbon emissions and energy consumption. Compared to using ordinary Portland cement, the use of geopolymer binders can reduce carbon emissions by 70% and energy consumption by 81%. Among the geopolymers investigated in this study, the binder with WCB + slag + fly ash showed the best overall performance.
Access provided by Autonomous University of Puebla. Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Concrete pavements have significantly lower whole-of-life costs due to their higher durability and lower construction and maintenance costs [1]. Their simple structure, fast construction, and smooth yet skid-resistant texture make them even more attractive over other pavement types [2]. However, the high carbon emissions associated with ordinary Portland cement (OPC) used in concrete is a critical drawback and challenge to the concrete pavement industry [3].
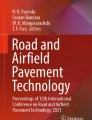
Developing low-carbon alternatives to OPC in pavement concrete will contribute towards sustainability in the construction industry and will subsequently enhance the industrial uptake of environmentally friendly concrete pavement technologies. Geopolymer binders synthesised combining aluminosilicate source materials (i.e., precursors), such as fly ash and slag, with alkali activators, such as sodium hydroxide, are well recognised as an alternative binder material for replacing OPC in concrete [4].
The general practice in geopolymer production is to use elevated curing conditions and liquid activators [3]. However, provision of elevated temperatures is not very practical in in-situ applications, specially in pavement constructions. Furthermore, the use of liquid activators makes the geopolymer production process more complex and makes it more difficult to directly adapt existing production lines and practices optimised for OPC concrete.
As a solution, this study investigates developing pavement-grade one-part geopolymer binders using solid activators under ambient curing. Since the one-part binders are dry powders similar to OPC, their mix designs and field use is considerably more similar to the use of OPC concrete.
Recent studies have focused on developing geopolymers using non-conventional materials such as construction and demolition waste, glass waste, brick waste and volcanic ash [5,6,7]. Among them, the previous studies by Migunthanna et al. [8, 9] have identified one-part geopolymer binders consisting of waste clay brick (WCB) blended with fly ash and slag as aluminosilicate precursors and anhydrous sodium metasilicate as the sole activator as a promising candidate to produce pavement grade concrete under ambient curing. Therefore, the current study deals with developing concrete using the optimum binder compositions proposed in the previous literature and, assessing their performance considering mechanical characteristics, durability, serviceability, and sustainability.
2 Materials and Methods
2.1 Experimental Program
Two binder compositions proposed in the literature were selected based on references [8, 9]. These binders consist of WCB, slag and fly ash in the precursor. The total of the precursor and the activator was considered as the binder. All binders had an optimum activator content (i.e., Na2SiO3) of 10% of the weight of the binder. A 28-day target compressive strength of 40 MPa and target slump of 50–65 mm were considered following the pavement design guidelines [10]. Table 1 shows the mix proportions of concrete.
First, dry binders were prepared by mixing all precursors and activator, and then aggregates were added. Water was added in a pre-determined water-to-binder ratio (w/b) to achieve the slump in the targeted range. After wet mixing for about 15 min, test cylinders with a diameter of 100 mm and height of 200 mm were cast. Samples were subjected to ambient air curing and sealed ambient curing. In air curing samples were kept in contact with air since demoulding. In sealed curing, samples were wrapped with polythene to avoid contact with air and stored at 25 ± 2 °C. The sealing period was varied from 3 to 28 days to evaluate the effect of sealing time. Mechanical performance was assessed by compressive strength, flexural strength and split tensile strength. All the tests were carried out following Australian Standards (AS). Water absorption, apparent volume of permeable voids (AVPV) and drying shrinkage tests were conducted to assess the durability. Fatigue testing was carried out as a measure to serviceability performance.
2.2 Assessment of the Environmental Performance
The environmental performance of geopolymers were evaluated by quantifying CO2 emissions and energy consumption. Material production, design, construction, use, maintenance and end-of-life can be considered the main phases in a pavement life cycle [11]. In this study, the focus was only given the material production since impacts from design and construction can be assumed to be similar or have no significant difference based on the type of concrete [8]. The unavailability of durability and service performance data for geopolymer concrete pavement limits the analysis boundary up to the construction phase. In the concrete production phase, impacts from mixing and aggregates can be again considered similar for all concrete types. Therefore, significant differences and critical variations in the environmental performance can be expected related to binder production.
Inventory values for CO2 emissions and energy consumption proposed in the literature for individual components (i.e., processing of WCB [8, 12], slag [13, 14], fly ash [15, 16]; production of Na2SiO3 [17, 18] and OPC [19, 20]; binder mixing [8, 12]) were used to estimate the impacts during binder production. Process-based approach was used in the analysis, where total CO2 emissions and energy consumption related to each individual stage in raw material processing was considered. Impacts were quantified with respect to a functional unit of 1 ton of dry binder.
3 Results and Discussion
3.1 Mechanical Performance
To understand the strength development of geopolymer concrete (GPC) under ambient curing, samples were subjected to two curing environments, namely sealed and unsealed. Figure 1a shows the 28-day compressive strength for three GPC samples. Under both curing regimes, GPC with WCB binders showed strength higher than GPC with only fly ash + slag indicating the better performance of WCB-based binders. Sealing of samples improved the strength gain of all GPC types and this increment was significant for WCB-based GPC. Sealing minimizes the development of micro-cracks due to shrinkage by preventing moisture loss, and hinders the reactions with atmospheric air [21]. Under the sealed conditions, WCB-based GPC was able to exceed the target strength of 40 MPa and the highest strength was recorded for W + S + F GPC mix. The flexural strength of GPC did not show a significant variation based on the binder type (Fig. 1b). Under the sealed curing, all samples achieved flexural strength of more than 4.5 MPa which is the typical strength requirement in rigid pavement design [10].

a Compressive strength and b flexural strength of GPC at sealed and unsealed curing conditions. Error bars indicate mean ± one standard deviation (SD)
To evaluate the effect of the sealing duration, GPC with WCB-based binders were subjected to different sealing periods up to 0, 3, 7, and 28 days and compressive strength at 28 days was recorded. As shown in Fig. 2, an increase in the sealing period increases the strength gain. GPC made with W + S + F binder was able to exceed the target strength even at 3-day sealing period indicating the better performance of the ternary blend of WCB + fly ash + slag than the binary blend of WCB + slag.

Effect of sealed duration on strength development of WCB-based GPC. Error bars indicate mean ± one SD
The strength development of WCB-based GPC was studied with respect to W + S + F mix, since it showed the best mechanical properties from the three GPC mixes investigated. Here samples were kept sealed only for 3 days and then kept in contact with air until the test date. Figure 3 shows the compressive, flexural and split tensile strengths development of W + S + F GPC. According to the Structural Concrete Design Guidelines [22], the minimum compressive strength for grade 40 concrete at 3 and 7 days should be 14 MPa and 20 MPa, respectively. The GPC mix selected in this study was well above the minimum values reporting 30.1 MPa at 3 days and 38.6 MPa at 7 days. The high early strength gain ability of GPC is an additional advantage to the concrete intended use in pavement applications [1, 3].

a Compressive strength and b flexural and split tensile strengths development of W + S + F GPC. Error bars indicate mean ± one SD
A significant development of compressive strength after 60 days was not observed for GPC. The selected mix reached a compressive strength of 44 MPa over a period of 8 months. However, compared to the 90-day strength, this is 6% reduction. Improvement in flexural strength gain was not observed after 3 days and it was at a constant value of around 5.1 MPa throughout. Compared to the 3-day strength, a slight reduction of the flexural strength also was observed. Development of micro-cracks due to shrinkage and atmospheric carbonation can be considered as possible causes for these slight reductions in strength. The split tensile strength of selected GPC was around 3.7 MPa at 28 days.
3.2 Durability Performance
Basic durability properties of W + S + F GPC were assessed through water absorption, AVPV and shrinkage. Standard testing procedures available for OPC concrete were used following Australian guidelines (i.e., AS 1012.21). At 28 days of ageing, immersed absorption of the GPC was found to be 5.6% (SD = ±0.75) and it was increased up to 6.1% (SD = ±0.32) after boiling. The AVPV of WCB-based GPC was found to be 9.9% (SD = ±0.44), which is less than 14%, the maximum allowable AVPV for concrete with target strength of 40 MPa. AVPV and absorption of concrete refer to the susceptibility of the material for ingression of impurities and foreign particles to the inner concrete environment which can subsequently result in deterioration of the material and corrosion of the embedded reinforcements [3].
3.3 Drying Shrinkage
The drying shrinkage of GPC was determined based on the standard test method following AS 1212.8.4 and a non-standard method. According to the standards, specimens need to be cured in lime-saturated water for the first 7 days and then stored in ambient conditions under 23 °C and 50% relative humidity. However, to achieve the target strength, GPC needs sealed curing at least for 3 days. From the initial experimental work, it was found that GPC cured in water (i.e., similar to standard curing for OPC concrete) can reach only 28-day compressive strength of around 36 MPa. Therefore, to identify the shrinkage under the suggested curing method for GPC, shrinkage specimens were subjected to sealed curing for 3 days. At the end of the initial curing, samples were stored at 23 °C and 50% relative humidity.
Figure 4 shows the drying shrinkage of W + S + F GPC under standard and non-standard curing conditions. Samples subjected to the non-standard procedure showed higher shrinkage compared to the samples subjected to the standard curing procedure. Drying shrinkage in concrete occurs as a result of loss of moisture from the exposed environment causing volume reduction in binder gel products [23, 24]. For normal-strength concrete, drying shrinkage is critical during the initial period and dominant over longer periods [23]. In the standard method, samples are in a saturated state, there is no moisture loss from the concrete to the environment. Therefore, shrinkage in the entire initial curing period is zero. However, for sealed samples, drying occurred from the first day it-self. It is practically difficult to achieve a fully sealed condition and therefore, the sample starts losing moisture even under sealed conditions [25]. This moisture loss is not aggressive as the unsealed condition, however significant enough to cause drying shrinkage in the concrete.

Drying shrinkage of W + S + F GPC under standard procedure and non-standard procedure (i.e., sealed for 3 days)
Although GPC has several advantages over OPC concrete, the shrinkage behaviour of GPC is a critical concern. Many studies reported that GPC has a higher shrinkage compared to OPC concrete [24,25,26]. However, the results are often inconsistent due to variations such as mix designs, binder types, aggregate properties and curing conditions. Also, the direct use of standard test methods available for OPC concrete to determine the shrinkage of GPC is still questionable. Therefore, more studies are essential to understand the shrinkage behaviour and to develop test methods appropriate to GPC concrete.
3.4 Serviceability Performance
Pavements are always subjected to repeated loading due to the frequent movement of traffic. Although these loads are smaller than the strength of materials, pavement can fail under lower loading conditions due to fatigue damage. Therefore, investigating the fatigue behaviour of a material is important in understanding the serviceability of the pavement structure [10]. As an initiation, fatigue performance of GPC with W + S + F and S + F binders was investigated by subjecting it to cyclic loading with peak stress of 85% of the maximum. The initial flexural modulus and the fatigue life (i.e., number of loading cycles until failure) were determined.
Initial flexural modulus was calculated by averaging the flexural modulus of each load cycle with in the first 10–50 cycles. Figure 5 shows the flexural modulus for each cycle during the initial period and Table 2 summarises the average modulus and the fatigue life. At 85% stress level, GPC with WCB showed higher flexural modulus indicating the high stiffness of the material. However, to comprehensively understand the fatigue performance of these materials, detailed studies are required. It is recommended to investigate the performance of the material under several stress ratios with a higher number of specimen counts.

Initial flexural modulus of concrete with W + S + F binder and S + F binder
3.5 Environmental Performance
The environmental performance of geopolymers was assessed through CO2 emissions and energy consumption corresponding to the binder production phase. These values were then compared with the impacts of OPC production. Figure 6 shows the CO2 emissions and energy consumption associated with the production of three geopolymer binders initially selected in this study and their comparison with OPC.

a Comparison of CO2 emissions and b energy consumptions associated with production of 1 ton of dry geopolymer binders with OPC
All geopolymer binder compositions showed around 70% reduction in carbon emissions and around 81% reduction in energy consumption compared to OPC. Among the three geopolymer binders, the highest impacts were corresponding to the S + F binder due to the higher amount of slag content. Replacing part of the slag in this binder with WCB further reduced (i.e., W + S + F) the carbon emissions and energy consumption. W + S + F binder showed the best environmental performance and also the mechanical performance compared to the other binders considered in this study.
4 Conclusion
This study investigated the use of low-carbon geopolymer binders containing waste clay bricks (WCB) as an alternative to ordinary Portland cement (OPC) in producing concrete suitable for pavement construction. From the experimental studies, the following conclusions were made.
-
The highest compressive strength of 56 MPa was recorded for the concrete with WCB, slag and fly ash (W + S + F) in the binder. GPC with only WCB and slag showed a 28-day compressive strength of 42 MPa.
-
Concrete with only slag and fly ash showed the lowest compressive strength of 34 MPa indicating the advantage of using WCB as a binder component.
-
The apparent volume of permeable voids present in the W + S + F concrete was around 9.9% which is less than the maximum allowable limit of 14% for grade 40 concrete.
-
Although the sealing of samples had a positive impact on strength gain, the sealing could not provide enough resistance to prevent moisture loss. Therefore, higher drying shrinkage was observed for GPC.
-
Lime-saturated water curing helped to reduce the shrinkage however, this curing method reduced the compressive strength of the WCB-based GPC down to 36 MPa.
-
The initial flexural modulus of W + S + F concrete was around 2780 MPa at a stress level of 85% of the maximum.
-
The use of geopolymers instead of OPC can reduce CO2 emission by 70% and energy consumption by 81%.
Geopolymers with WCB, slag and fly ash can be considered viable low-carbon binders to replace OPC in concrete. More studies are recommended to understand the strength development, shrinkage and fatigue behaviour of these concretes.
References
Jayasooriya D, Rajeev P, Sanjayan J (2022) Application of graphene-based nanomaterials as a reinforcement to concrete pavements. Sustainability 14(10):11282
CCANZ (2013) Benefits of building concrete roads in New Zealand. In: Cement Concrete Association of New Zealand (CCANZ), New Zealand
Migunthanna J, Rajeev P, Sanjayan J (2022) Waste clay bricks as a geopolymer binder for pavement construction. Sustainability 14(11):6456
Negahban E, Bagheri A, Sanjayan J (2021) Pore gradation effect on Portland cement and geopolymer concretes. Cem Concr Compos104141
Komnitsas K, Zaharaki D, Vlachou A, Bartzas G, Galetakis M (2015) Effect of synthesis parameters on the quality of construction and demolition wastes (CDW) geopolymers. Adv Powder Technol 26(2):368–376
Lemougna PN, MacKenzie KJD, Melo UFC (2011) Synthesis and thermal properties of inorganic polymers (geopolymers) for structural and refractory applications from volcanic ash. Ceram Int 37(8):3011–3018
Migunthanna J, Rajeev P, Sanjayan J (2023) Investigation of waste clay brick as partial replacement in geopolymer binder. Constr Build Mater 365:130107
Migunthanna J, Rajeev P, Sanjayan J (2021) Investigation of waste clay brick as partial replacement of geopolymer binders for rigid pavement application. Constr Build Mater 305:124787
Migunthanna J, Rajeev P, Sanjayan J (2022) Waste clay brick binders for rigid pavement subbase and base concretes. Lecture Notes in Civil Engineering, Springer International Publishing, Road and Airfield Pavement Technology
Austroads (2017) Guide to pavement technology. In: Part 2: Pavement structural design. Austroads, Sydney, NSW, Australia
Mallick RB, El-Korchi T (2013) Pavement engineering: Principles and practice. CRC Press
Fořt J, Vejmelková E, Koňáková D, Alblová N, Čáchová M, Keppert M, Rovnaníková P, Černý R (2018) Application of waste brick powder in alkali activated aluminosilicates: functional and environmental aspects. J Clean Prod 194:714–725
CTCN (2023) Blast furnace slag granulation, Climate Technology Centre & Network (CTCN), United Nations Framework Convention on Climate Change (UNFCCC). Retrieved from https://www.ctc-n.org/technology-library/mining-production/blast-furnace-slag-granulation. Accessed on 5 Jan 2023
Yuksel I (2018) Blast-furnace slag. Waste Supplement Cemen Mater Concr 361–415
ADAA (2012) Use of fly ash to achieve enhanced sustainability in construction. Fly ash technical note 11, Ash Development Association of Australia (ADAA), Wollongong, NSW, Australia
Ouellet-Plamondon C, Habert G (2015) Life cycle assessment (LCA) of alkali-activated cements and concretes. In: Handbook of alkali-activated cements, mortars and concretes, pp 663–686
Fawer M, Concannon M, Rieber W (1999) Life cycle inventories for the production of sodium silicates. Int J Life Cycle Assess 4(4):207–212
Sandanayake M, Gunasekara C, Law D, Zhang G, Setunge S (2018) Greenhouse gas emissions of different fly ash based geopolymer concretes in building construction. J Clean Prod 204:399–408
Golewski GL (2020) Energy savings associated with the use of fly ash and nanoadditives in the cement composition. Energies 13(9):2184
Pavlík Z, Fořt J, Záleská M, Pavlikova M, Trník A, Medved I, Keppert M, Koutsoukos PG, Černý R (2016) Energy-efficient thermal treatment of sewage sludge for its application in blended cements. J Clean Prod 112:409–419
Lee S, Van Riessen A, Chon CM (2016) Benefits of sealed-curing on compressive strength of fly ash-based geopolymers. Materials 9(7):598
VicRoads specification: Section 610. (2020) Structural concrete, VicRoads, Melbourne, Victoria
Brooks J (2014) Concrete and Masonry Movements. Elsevier Science & Technology, Oxford
Sadeghian G, Behfarnia K, Teymouri M (2022) Drying shrinkage of one-part alkali-activated slag concrete. J Build Eng 51:104263
Migunthanna J, Rajeev P, Sanjayan J (2023) Shrinkage model for waste clay brick-based geopolymer concrete. Constr Build Mater 404:133196
Collins F, Sanjayan JG (2000) Effect of pore size distribution on drying shrinking of alkali-activated slag concrete. Cem Concr Res 30(9):1401–1406
Acknowledgements
This research work is part of a research project (Project No IH18.4.2) sponsored by the SPARC Hub (https://sparchub.org.au) at Department of Civil Engineering, Monash University funded by the Australian Research Council (ARC) Industrial Transformation Research Hub (ITRH) Scheme (Project ID: IH180100010). The financial and in-kind support from Austroads, Swinburne University of Technology and Monash University are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this paper

Cite this paper
Migunthanna, J., Rajeev, P., Sanjayan, J. (2024). Waste Clay Brick Binders for Low-Carbon Concrete Pavement Construction. In: Casini, M. (eds) Proceedings of the 3rd International Civil Engineering and Architecture Conference. CEAC 2023. Lecture Notes in Civil Engineering, vol 389. Springer, Singapore. https://doi.org/10.1007/978-981-99-6368-3_1
Download citation
DOI: https://doi.org/10.1007/978-981-99-6368-3_1
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-6367-6
Online ISBN: 978-981-99-6368-3
eBook Packages: EngineeringEngineering (R0)