
Abstract
Composites made of fiber-reinforced resin are being used more and more in the aerospace and auto industries. However, owing to the complex physical and chemical characteristics of the constituent materials moulding techniques, making composites presents highly difficult hurdles. As a result, while assessing the quality of composites, knowledge on how to spot production-related issues is crucial. The matrix of composites’ residual stress development, Vacuum flaws and resin-rich flaws are first summarised. This chapter describes many resin-related processes, such as the curing of heat responsive resins. Resin penetration during hot pressing, RTM and 3D printing, and resin-rich flaws during the moulding process. Second, the method by which fibre reinforcement flaws such fibre waviness and wrinkle occur in composites is introduced, and the impact of such flaws on the creation of the composite structure is underlined. Supporting structure modulus, strength, and stability may be significantly reduced by fibre misalignment defects, according to several research reports. Finally, difficulties brought on by interfacial defects, like layer peel ups and unbinding are elaborated at the interface between reinforcements and matrix. By combining the different difficult aspects that cause manufacturing flaws in laminated and additively made structures so that the inculcated information may provide a prognosis for composite manufacturing.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others

Keywords
1 Introduction
It is not well known how characteristics of the manufacturing process have an impact on structural strength, durability, and damage tolerance. The fatigue-critical, flight-critical performance and service life of thick carbon/epoxy and glass/epoxy composite fatigue-critical components are particularly affected by the consequences of insufficient design methods and manufacturing processes, which appear as flaws like wrinkles and porosity. Such flaws impair matrix-dominated characteristics, resulting in weaker structural behaviour and fatigue resistance. In order to determine the state of the product and prevent making assumptions about the worst-case scenario, accurate measurements to quantify manufacturing flaws are crucial [1]. Accurate 3-D measuring skills are needed since the wrinkling shape and porous dispersion are three-dimensional. To demonstrate computed section representation capacity for precise 3-D scaling, characterisation of composite structural flaws, it’s clear that it is possible to measure porosity and wrinkling in dense structural details. Additionally, the requirements for advancements to transform the defect profile information into FE models for evaluating the consequences of the faults are covered. Though the parts are naturally more sensitive to fluctuations in production over metals, composite designs now employ use the metal design philosophy and the same factor of safety to calculate the ultimate design load from the limit load. Differences in the part fabrication process, such as operator skill, tooling setup, humidity fluctuation, equipment control, and so on, are common causes of part quality variation, in addition to material variations in resin content, bulk factor, and fibre alignment [2]. Production yields are reduced as a result of the increasing susceptibility of composite component quality to material and process variables. Composite manufacturing communities must comprehend and manage their actions in order to maximise production yields. Majority of the portion remain non-trackable in defining the accuracy of the yield.
2 Various Challenges in Processing of Composites
2.1 Matrix Defects of Composites
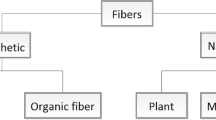
The Compressive strength, interlaminar shear performance, and impact resistance are mechanical qualities dominated by resin matrix in composites would be reduced by the flaws of resin matrix at many sizes, including meso scale to macro scale, which are challenging to regulate. Additionally, residual stresses and curing deformation caused by the crystallisation of the matrix will influence the precision and security of using engineering composite structures, which will result in the early failure of composites. As a result, the three topics of stress due to residual loads with voids and excess resin defects in materials are explored in depth in this section’s research of resin matrix. The common challenging factors which arise during processing of composite structures are represented in Fig. 1.

Common challenges from the constituents of composites
Numerous studies have documented the most significant and frequent flaws that occur when processing metal matrix and polymer matrix composites with a variety of natural and mineral fillers and both synthetic and natural fibre. Consolidated report of the same has been highlighted in Table 1.
2.2 Induced Residual Stress
Resin undergoes physical and chemical changes throughout the solidification or crystallisation process, which results in repairing deformity and residual strains in adhesively bonded composites. Dry-out distortion refers to a degree of discrepancy between the structure’s final shape and the absolute geometry specified in the architecture. The engineering application of composites may suffer greatly from these dimensional variances [16, 17]. Induced distortion that remain in the composites for post dry-out are referred to as curing residual stresses. Their presence will impact the fibre and resin interface, decreasing the structural stability and durability of composites. Residual stresses and deformation brought on crystallisation, therefore significant basic issues for the production of these Light structures. The application through composites in engineering would be hampered by a lack of research.
2.2.1 For Thermoset Based Matrix
There are two types residual stresses at the macro- and microscales in thermosetting resin matrix composites [18]. Hygroscopicity, chemical resin shrinkage during polymerization, and an imbalance in the thermal expansion of the resin and the fibre are the main causes of micro-scale residual strains. Chemical shrinkage during polymerization, consolidation, variations in crystallinity or degree of cure throughout thickness, distribution of the volume fraction of the fibres, and component interaction, non-thermoelastic residual stresses also have an irreversible creation mechanism [19]. Recent research results have examined the issue of thermosetting resin curing in great detail. Three factors, to accurately mimic the resin curing process, one needs have a complete understanding of the reaction kinetics, heat conduction, and thermal behaviour.
2.2.2 For Thermoplastic Based Matrix
Different processes of residual stress production are brought about by the manufacturing of thermoplastic composites [20], for instance, shrinkage caused by crystallisation in semi-crystalline thermoplastics as contrasted to shrinkage caused by curing in thermoset matrices. This could lead to more demands being placed on the experimental techniques, such as their applicability for non-transparent matrix composites. In this case, the overall crystallinity is typically utilised to describe internal structure macroscopically.
2.3 Existence of Voids
As seen in Fig. 2, void flaws are a common occurrence in composite materials. The flow rate of resin, the temperature at which it cures, and the consolidation pressure are examples of manufacturing process variables that can be used to regulate void formation [21]. The next sections of this section cover the mechanisms by which voids develop in composite produced via advanced manufacturing methods.

Void formation in produced FRP laminate
2.3.1 Existing Voids for Specific Manufacturing Methods
The laying up and curing processes are when void flaws in advanced manufacturing methods are primarily created [22]. During impregnation [23] or laying up [24], air can become trapped results in flaws that cause entomb and in between laminar defects is one of the main causes of voids. Some parameters, including hot-pressing process of composites, surface roughness, laying up environment, laminate thickness, ply orientation, internal ply, drop-offs, and tooling all contributed to void formation [25]. Based on the results of thermogravimetry and mechanical spectrometry experiments, it is possible to determine the best curing pressure settings to reduce void content and the parameters in the curing cycle that affected the size, shape, and distribution of voids. The surface tension was taken into consideration in the resin voids in composites diffusion model, which was able to predict the resin’s entrapped voids’ collapse [26]. In autoclave moulding and hot pressing of composites, pressure plays a critical in preventing voids. Additionally, pressurized compression void formation will be impacted by curing factors including residual humid nature, and residual solvent content. To reduce the number of void defects, all of the aforementioned elements should be taken into account.
2.3.2 Challenges in RTM Method
Composites with intricate interior structures can frequently be produced using resin transfer moulding (RTM). Here preformed layer must be soaked with liquid resin. During RTM, resin bubbles that have grown because to the non-uniform flow will deform, migrate, and combine. The dominating features of materials, which are directed by the resin and include resistance to axial compression, toughness and shear response are impacted by void defects. As a result, work on the causes of vacuum defects in matrix transfer mold is a scientific issue that must be resolved in the field of structural development. The void-content is determined by the air entrapment. The void defects can be categorised into three groups based on the shape and location of the stuck air. Dry macro voids develop if fibre bunch is not un-filled. Such gaps will be created by both unequal penetration and early resin gelation. Mesoscopic and microscopic voids are the two main categories of voids. The micro gaps are cylindrical while the mesoscopic spaces are spherical. Therefore, as matrix accelerates ahead and the pressure alters, the void defects that were created at matrix discharge will distort. Investigation of the void distribution in 3D braided composites led to the development of the probability density formula [27]. The meso-/micro-scale voids in RTM were statistically predicted [28, 29] established the correlation between the gaps and capillary number. Internal resin of the structure is cured, causing the internal components of composites to crystallise and changing the void pressure. According to the simulation’s findings, a composite material’s void flaws would diffuse more readily as temperature rose, and the dry-out flow would accelerate the model’s load and cause void defects to shrink in size.
2.3.3 Challenges in Additive Manufacturing
The 3D printing of composites is gaining popularity because to its benefits, including adaptability and compatibility for creating complicated structures. Due to the layer-by-layer coating manufacturing process, there exists developing flaws in Additive Structures. Furthermore, the interlayer shear strength of composites produced through 3D printing will be directly impacted by the interfacial contact. The inner surface characteristics of additive structures made out of carbon with PLA were thoroughly examined with an emphasis on how thermal affect the adherence of beads [30]. When the nozzle was heated to between 200 and 230 °C, it was discovered to achieve the mixing of specific matrix with fibre bunches and also guarantee the binding between laminates. The performance of interlayer bonding in 3D printed composites was examined, and it was discovered that interlayer performance would deteriorate as interlayer thickness increased [31]. Researchers also discovered from the results of experiments that better strength for UD-composites and fewer inside flaws than other corresponding categories [32]. Theoretical frameworks and numerical simulation techniques have been offered by several academics for the analysis of 3D printing void flaws. The investigation also revealed that valve dimension is the primary feature influencing the dispersion of defects in Additively manufactured structures [33]. The discussion is meant for to know how voids occur in composite materials produced by advanced techniques. The interface and matrix of the composite will become weaker as a result of such flaws. Additionally, when the structure is experienced with outside load, the void defects will cause a concentration of stress, causing the surface to exceed the internal barrier to regulate earlier than expected and compromising the composite material’s overall strength. Table 2 depicts Nature of damage incurred while processing of Composites with types of various Processing Tasks.
2.4 Excess Resin Consumption
Resin-rich zones, which are a common occurrence in composites are defined as the regions where fibres are locally deficient [40, 41]. Localized fibre splitting and fibre bunches can result in excess matrix regions when composites are being made. Additionally, excess matrix flaws are challenging to regulate while structure moulding. The attributes of flaws that are excess matrix have been researched by several academics. RTM U-beam performance and production were investigated [42]. The reinforcement had a tendency to draw tightly around corners when the mould closed, removing these areas from the resin-rich area. In order to determine the compositional link in correlation with layer segments, the examination of excess matrix region of 0 unidirectional and cross-ply composites [43]. In braided or woven composites in particular, faults rich in resin are more common. There are micro-scale and minute scale resin-rich defects in these types of structures as per the reports [44, 45] on the distribution of excess matrix flaws in woven fiber-reinforced composites. When the fibre count binder was low, the resin-rich flaws were reduced. Mechanical carbon fiber/epoxy composites will be affected by the existence of resin-rich flaws, and it was discovered that these defects would lessen the strain at which a composite would fail. The demonstration of shearing and plasticity of composites were not significantly affected by micro-sized resin-rich flaws [46]. Large sized excess matrix flaws, would result in localized stress leads to early failure of a material [47] as a result, capability and operation cycle of structure will both be significantly impacted by excess matrix, the primary fault of composites. Resin rich defect in cured composite laminate is shown in Fig. 3.

Resin rich defect in composite laminates
3 Fibre Wrinkle and Local Mis-alignment Defects in Cured Composites
Considering the structural applications of composite member, the key element is fibre, which functions as a type of reinforcement. It serves as core member and hold up the load transfer structure. As a result, the scaffold of the entire composite material will become unstable due to manufacturing flaws in the fibre, which will significantly diminish the material’s strength, modulus, stability, and lifetime [48]. It is simple to manufacture fibre curling, which results in localized distortion in fibre alignments with the issues denoted as wrinkles in fibres, because the fibre shrinks when the binders cure during the moulding of material structures. The main cause of fibre wrinkle and waviness faults has been shown to be buckling of fibres, tows, and plies [49]. At various stages of production, the creation of fibre misalignment given the wide variety of manufacturing techniques and composite structures. For instance, in RTM, dry fabric deposition could result in fibre misalignment. Additionally, resin penetration during the injection stage may exacerbate this misalignment [50]. As a result, dry textile materials’ drape and shear locking angles have an impact on fibre wrinkling [51]. The impact of the layers of materials with barrier inside results in the interlayer friction coefficient, which directly affects wrinkle formation [52], was considerably influenced by the interaction of numerous parameters, including the kind of thermoplastic modifier, fibre volume fraction, and moulding temperature. Fibre Wrinkles in the cured sample is represented in Fig. 4.

Wrinkles in fibre
The influence of stacking sequence of layers during development of composite structure was revealed and demonstrated that co-stacking essential layers could boost layer buckling resistance and prevent wrinkle formation [53]. Generation of local mis-alignment of fibres has been shown to be influenced by various plies stacked internally within the system which supports the importance of manufacturing parameters includes several curing factors which aims to reduce production flaws majorly [54]. Due to their effect on the structural features and dimensions of the composite, fibre misalignment faults are particularly significant. This frequently causes assembly-stage disruptions, resulting in expensive surface shaping steps [55]. The mechanical properties of composite constructions are significantly harmed by wrinkle faults, which frequently develop in numerous neighbouring layers and cause the structure to break early [56]. These fibre misalignments present an additional risk and are challenging to identify [57], which has a direct influence on quality, safety, and economic efficiency. Interface flaws in composite materials. Different types of interfaces in composite structures, including those in between laminates and those in between fibre and matrix. Interfaces are a distinctive structural form of composites. Interfacial flaws may exist as a result of issues including unequal wetting and cures. These flaws will weaken the entire structural properties of materials by exposing two components that make up the interface to outside pressures independently.
4 Delamination Defects
Delamination is one of the major life-limiting failure types in composite laminates. Advanced composite laminates are incredibly prone to delamination because of their poor inter-ply shear and tensile strengths. The fracture toughness, is the amount of external energy needed to cause a fracture and is connected to the onset of delamination damage in composite laminates. The structural properties of composites will be significantly impacted by delamination damage, leading to an early failure under operating conditions [58]. The phenomena of delamination may occur due to flaws production or the influence of outside elements throughout operational span of composites. The insufficient curing techniques create uneven pressure on the various locations, which results in delamination faults. Matrix cracking typically begins before delamination and grows as a result [59]. This failure is also influenced by the high interlaminar stresses, which are typically linked to the lowest through-thickness strength. This happens because the composite must rely on its relatively weak matrix to carry loads in that direction because the laminate plane’s fibres cannot support the thickness [60]. The use of these materials could result in substandard functionality due to this form of failure. Inadequate curing methods cause irregular pressure in different spots, which causes delamination there. These delaminated patches have the potential to significantly reduce the compressive strength of composite materials. This happens as a result of the buckled laminated structure.
5 Other Challenges
The risk of making too many crucial design decisions during production before taking the manufacturing process into account. It gets harder to execute design changes without harming component performance or cost as design maturity rises. Reliance on geometrically constrained isotropic material-based digital design technologies that restrict the design optimization domain to material thickness and geometry. This method ignores the main benefits and drawbacks of various production processes, which has material/defects probability and shape limits because of continuous fibre engaged in the process. Briefly, the black metal design methodology. Engineers use the black metal design method for a variety of reasons. One benefit of the defined rules is that the design process is simple. The difficulty lies in the fact that determining a composite structure’s strength is more difficult than determining the strength of a metal structure. This is due to the fact that the layered composites are constructed from a number of plies, each having unique spatial extents and angles. Designers currently use techniques and technologies that are either focused on metal manufacturing processes or inadequately take into account composite manufacturing, making them a deceptive solution. As a result, present tools either have an approach that is too general or too component-specific. Basically, the black metal design philosophy. Engineers use the black metal design method for a variety of reasons. One benefit of the defined rules is that the design process is simple. The difficulty lies in the fact that determining a composite structure’s strength is more difficult than determining the strength of a metal structure. This is due to the fact that the layered composites are constructed from a number of plies, each having unique spatial extents and angles.
5.1 Design for Manufacturing; New Challenge
Two issues for composites result from the DFM method’ need that manufacturing restrictions be known at the time of design generation. Creating for innovative manufacturing methods: if the production restrictions are not well understood and the design uses a novel manufacturing material or technique. Best practises when using digital tools: if the design was produced using digital tools intended for use with a different method or material. In the framework of DFM, a strategy for using digital design tools is necessary. Understanding the aforementioned difficulties gives the current issue a solid foundation. We will delve deeper into the most cutting-edge response to such difficulties in the next blogs.
6 Conclusion
By combining the different difficult aspects that cause manufacturing flaws in laminated, woven, braided, and additively made composites, this chapter provides a prognosis for composite manufacturing. The occurrence of residual stress, the development of voids in fibres reinforced with various categories of polymers, and their impact on cured samples are discussed as manufacturing flaws. The risk of making too many crucial design decisions during production before taking the manufacturing process into account. It gets harder to execute design changes without harming component performance or cost as design maturity rises. Reliance on geometrically constrained isotropic material-based digital design technologies that restrict the design optimization domain to material thickness and geometry. This method ignores the main benefits and drawbacks of various production processes, which has material/defects probability and shape limits because of continuous fibre engaged in the process. In the study that develops the alternative model to assess performance based on density compensation while comparing the modified fibres with neat reinforcements and also with defects associated with 3-D printing of composites, resin rich content in the manufacturing of composite structures also encountered. The main problems are the possibility of delamination, the extremely shortens the tool lifespans, and the extraction of emerging dust particles. The entire composites manufacturing process chain must be addressed to find a solution to these issues, starting with the machine concept, process parameters, component quality, and tools involved.
References
Lokesh KS (2018) Evaluation of toughness on varied thickness of chopped strand Mat/PU-foam sandwich structures. Int Res J Eng Technol (IRJET) 05(09). e-ISSN: 2395–0056, p-ISSN: 2395–0072
Pranav S, Pratibha, Kumar A, Chetan (2017) Comparative study on tensile behaviour of e-glass (woven & chopped) fibre reinforced with epoxy composites. Int J Eng Sci Res Technol 06(03)
Ummaji B, Gururaj P, Rayappa K, Yashavantha J (2018) Effect of red mud particles on scratch resistance of aluminum based metal matrix composites. Am J Aerosp Eng 5(1):24–29. https://doi.org/10.11648/j.ajae.20180501.14
Pinto T, Bharath Kumar S, Ramachandra CG (2016/5) Effect of E-waste filler on tensile and flexural behavior of E-glass/epoxy composites. Int J Eng Trends Technol 02(05)
Naveen Kumar JR, Prasad P, Hebbar N, Savitha MB, Navaneeth Gowda N (2021) A potential application of polyethyleneimine-reduced graphene oxide nanocomposite sensing film coated on interdigitated electrode prepared from copper-clad for carbon dioxide detection. Mater Res Innov 25:6, 363, 371. https://doi.org/10.1080/14328917.2020.1826674
Naveen Kumar JR, Prasad P, Hebbar N, Savitha MB, Navaneeth Gowda N (2021) A potential application of polyethyleneimine-reduced graphene oxide nanocomposite sensing film coated on interdigitated electrode prepared from copper-clad for carbon dioxide detection. Mater Res Innov 25:6, 363, 371. https://doi.org/10.1080/14328917.2020.1826674
Pai R, Bangarappa L (2022) Hybridization effect on water absorption and flexural properties of E-glass/banana fibre/epoxy composites. Mater Today Proc 52(Part 3):1841–1845. ISSN: 2214–7853. https://doi.org/10.1016/j.matpr.2021.11.491
Sriramamurthy LK, Hunasikatti S, Ramegowda NK, Kannantha V, Pai R (2019) Effect of E-waste rubber on mechanical behavior of glass a fiber reinforced with epoxy composites. AIP Conf Proc 2080:020003. https://doi.org/10.1063/1.5092886
Chethan IC, Kumar N (2018) Determination of compressive strength of graphene reinforced with aluminium-7075 metal matrix composites. Int J Mech Eng Technol 9(1):327–335
Naveen Kumar JR, Sampreeth U (2020) Experimental evaluation of substrate and annealing conditions on ZnO thin films prepared by sol-gel method. Mater Today Proc 24(Part 2):201–208. ISSN: 2214–7853. https://doi.org/10.1016/j.matpr.2020.04.268
Kumar N, Pai R, Hebbale AM (2021) Development and experimental investigation of mechanical properties of graphene-based aluminum 6061 alloys. Mater Today Proc 46(Part 7):2421–2424. ISSN: 2214–7853. https://doi.org/10.1016/j.matpr.2021.01.303
Lokesh KS, Shanmugam BK, Panduranga BP, Naveen Kumar JR, Hanumanthappa H (2021) Experimentation and prediction analysis on the mechanical performance of fish scale and coconut shell powder based composites. J Nat Fibers. https://doi.org/10.1080/15440478.2021.1958410
Pinto T, Ramachandra CG (2017) Effect of tool wear ; machinability studies on polymer composites; a review. Int J Eng Inform Syst 1(5):71–77 <hal-01571294>
Pinto T (2018) Comparative study on axial loading conditions and effect of mineral filler on CSM and WF fibres. Int Res J Eng Technol (IRJET). e-ISSN: 2395-0056, 05(10), p-ISSN: 2395-0072
Ummaji B, Gururaj P, Rayappa K, Yashavantha J (2018) Effect of red mud particles on scratch resistance of aluminum based metal matrix composites. Am J Aerosp Eng 5(1):24–29. https://doi.org/10.11648/j.ajae.20180501.14
Chetan IC (2017) Influence of graphene on hardness number of aluminium-7075 based metal matrix composites. Int J Innov Sci Res Technol 2
Li J, Ya X, Liu Y, Cen Z, Kou Z, Dai D (2009) A study of the integrated composite material structures under different fabrication processing. Compos A Appl Sci Manuf 40:455–462
Baran I, Cinar K, Ersoy N, Akkerman R, Hattel JH (2017) A review on the mechanical modeling of composite manufacturing processes. Arch Computat Methods Eng 24:365–395
Wisnom MR, Gigliotti M, Ersoy N, Campbell M, Potter KD (2006) Mechanisms generating residual stresses and distortion during manufacture of polymer-matrix composite structures. Compos Part A 37:522–529
Twigg G, Poursartip A, Fernlund G (2004) Tool–part interaction in composites processing. Part I: experimental investigation and analytical model. Composites Part A Appl Sci Manuf 35(1):121–133. ISSN: 1359–835X. https://doi.org/10.1016/S1359-835X(03)00131-3
Hamidi YK, Aktas L, Altan MC (2004) Formation of microscopic voids in resin transfer molded composites. Trans ASME 126:420–426
Mehdikhani M, Gorbatikh L, Verpoest I, Lomov SV (2019) Voids in fiber-reinforced polymer composites: a review on their formation, characteristics, and effects on mechanical performance. J Compos Mater 53(12):1579–1669
Judd N, Wright W (1978) Voids and their effects on mechanical-properties of composites-appraisal. SAMPE J 14:10–14
Huang H, Talreja R (2005) Effects of void geometry on elastic properties of unidirectional fiber reinforced composites. Compos Sci Technol 65:1964–1981
Campbell FC, Mallow AR, Browning CE (1995) Porosity in carbon-fiber composites—an overview of causes. J Adv Mater 26(4):18–33
Loos AC, Springer GS (1983) Curing of epoxy matrix composites. J Compos Mater 17:135–169
Gao X, Yuan L, Fu Y, Yao X, Yang H (2020) Prediction of mechanical properties on 3D braided composites with void defects. Compos B 197:108164
Schell JSU, Deleglise M, Binetruy C, Krawczak P, Ermanni P (2007) Numerical prediction and experimental characterization of meso-scale-voids in liquid composite moulding. Compos A Appl Sci Manuf 38:2460–2470
Tan H, Pillai KM (2012) Multiscale modeling of unsaturated flow in dual-scale fiber preforms of liquid composite molding I: isothermal flows. Compos A Appl Sci Manuf 43:1–13
Tian X, Liu T, Yang C, Wang Q, Li D (2016) Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos A Appl Sci Manuf 88:198–205
Caminero MA, Chacon JM, García-Moreno I, Reverte JM (2018) Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym Test 68:415–423
Justo J, Tavara L, García-Guzmán L, París F (2018) Characterization of 3D printed long fibre reinforced composites. Compos Struct 185:537–548
Fu Y, Kan Y, Fan X, Xuan S, Yao X (2022) Novel designable strategy and multi-scale analysis of 3D printed thermoplastic fabric composites. Compos Sci Technol 222:109388
Kardos JL, Dudukovic MP, Dave R (1986) Void growth and resin transport during processing of thermosetting-matrix composites. Adv Polym Sci 80:102–123
Li SJ, Zhan LH, Chen1 R, Peng WF, Zhang YA, Zhou YQ, Zeng LR (2014) The influence of cure pressure on microstructure, temperature field and mechanical properties of advanced polymer-matrix composite laminates. Fibers Polym 15(11):2404–2409
Liu L, Zhang B-M, Wang D-F, Wu Z-J (2006) Effects of cure cycles on void content and mechanical properties of composite laminates. Compos Struct 73:303–309
Park CH, Lee WI (2011) Modeling void formation and unsaturated flow in liquid composite molding processes: a survey and review. J Reinf Plast Compos 30:957–977
Lundstrom TS, Frishfelds V, Jakovics A (2010) Bubble formation and motion in noncrimp fabrics with perturbed bundle geometry. Compos A Appl Sci Manuf 41:83–92
Lawrence JM, Neacsu V, Advani SG (2009) Modeling the impact of capillary pressure and air entrapment on fiber tow saturation during resin infusion in LCM. Compos A Appl Sci Manuf 40:1053–1064
Pai KR, Naveen Kumar JR, Hebbale AM (2021) Experimental study on preparation and mechanical characteristics of jute/silk/coco-peat reinforced with epoxy polymers. Mater Today Proc 46(Part 7):2764–2769. ISSN: 2214–7853. https://doi.org/10.1016/j.matpr.2021.02.511
Li X, Shonkwiler S, McMains S (2021) Detection of resin-rich areas for statistical analysis of fiber-reinforced polymer composites. Compos B 225:109252
Holmberg JA, Berglund LA (1997) Manufacturing and performance of RTM U-beams. Compos A 513–521:28A
Dong C (2011) Model development for the formation of resin-rich zones in composites processing. Composites A 42(2011):419–424
Idrees M, Ibrahim AMH, Tekerek E, Kontsos A, Palmese GR, Alvarez NJ (2021) The effect of resin-rich layers on mechanical properties of 3D printed woven fiberreinforced composites. Composites A 144 (2021):106339
Mahmood AS, Summerscales J, James MN (2022) Resin-rich volumes (RRV) and the performance of fibre-reinforced composites: a review. J Compos Sci 6:53
Ahmadian H, Yang M, Soghrati S (2020) Effect of resin-rich zones on the failure response of carbon fiber reinforced polymers. Int J Solids Struct (188–189):74–87
Al-Shawk A, Tanabi H, Sabuncuoglu B (2018) Investigation of stress distributions in the resin rich region and failure behavior in glass fiber composites with microvascular channels under tensile loading. Compos Struct 192:101–114
Nartey M, Zhang T, Gong B, Wang J, Peng S, Wang H, Peng H (2020) Understanding the impact of fibre wrinkle architectures on composite laminates through tailored gaps and overlaps. Compos B 196:108097
Farnand K, Zobeiry N, Poursartip A, Fernlund G (2017) Micro-level mechanisms of fiber waviness and wrinkling during hot drape forming of unidirectional prepreg composites. Composites A 103:168–177
Jochum C., Grandidier JC, Smaali M (2008) Proposal for a long-fibre microbuckling scenario during the cure of a thermosetting matrix. Composites A 39:19–28
Boisse P, Hamila N, Vidal-Sall´e E, Dumont F (2011) Simulation of wrinkling during textile composite reinforcement forming. Influence of tensile, in-plane shear and bending stiffnesses. Compos Sci Technol 71:683–692
Larberg YR, Åkermo M (2011) On the interply friction of different generations of carbon/epoxy prepreg systems. Composites A 42:1067–1074
Hallander P, Sjolander J, Åkermo M (2015) Forming induced wrinkling of composite laminates with mixed ply material properties; an experimental study. Composites A 78:234–245
Erland S, Dodwell TJ, Butler R (2015) Characterisation of inter-ply shear in uncured carbon fibre prepreg. Composites A 77:210–218
Piggott MR (1995) The effect of fibre waviness on the mechanical properties of unidirectional fibre composites: a review. Compos Sci Technol 53:201–205
Wilhelmsson D, Gutkin R, Edgren F, Asp LE (2018) An experimental study of fibre waviness and its effects on compressive properties of unidirectional NCF composites. Compos A 107:665–674
Suriani MJ, Rapi HZ, Ilyas RA, Petru M, Sapuan SM (2021) Delamination and manufacturing defects in natural fiber-reinforced hybrid composite: a review. Polymers 13:1323
Ravi TP (2017) Evaluation of mechanical properties and wear characterization of polymer composites under varying temperature conditions: a review. Int J Eng Inform Syst (IJEAIS) 1(4):64–68. https://doi.org/10.5281/zenodo.821168
Carraro PA, Novello E, Quaresimin M, Zappalorto M (2017) Delamination onset in symmetric cross-ply laminates under static loads: theory, numerics and experiments. Compos Struct 176:420–432
Wisnom MR (2012) The role of delamination in failure of fibre-reinforced composites. Philos Trans R Soc A Math Phys Eng Sci 370:1850–1870. https://doi.org/10.1098/rsta.2011.0441
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Lokesh, K.S., Ramachandra, C.G., Mayya, D.S. (2024). Challenges Faced in Processing of Composites. In: Boppana, S.B., Ramachandra, C.G., Kumar, K.P., Ramesh, S. (eds) Structural Composite Materials. Composites Science and Technology . Springer, Singapore. https://doi.org/10.1007/978-981-99-5982-2_17
Download citation
DOI: https://doi.org/10.1007/978-981-99-5982-2_17
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-5981-5
Online ISBN: 978-981-99-5982-2
eBook Packages: Chemistry and Materials ScienceChemistry and Material Science (R0)