
Abstract
Additive Manufacturing is a common name used for manufacturing methods that fabricate the desired part by layer-upon-layer. There is a variety of materials that can be processed by AM technologies such as polymer, metal, ceramic, biomaterial, and even concrete. Due to their superiorities, AM applications in many industries are becoming widespread. AM technologies are classified into seven groups and four of them are well suited for metal feedstock material processing. Powder Bed Fusion (PBF) uses either a laser or an electron beam as an energy source to fuse powder particles. Selective Laser Melting and Electron Beam Melting are common PBF technologies. Direct Energy Deposition is another process where the energy source generates a melt pool, and the feedstock material is deposited inside the melt pool simultaneously. In Binder Jetting, a printhead deposits a binding agent to bind powder particles together, and post-processing is required to strengthen the fabricated part. This chapter provides the working principle, main machine parts, general process parameters, materials used, and advantages and disadvantages of each technology.
Access provided by Autonomous University of Puebla. Download chapter PDF
Similar content being viewed by others
Keywords
1 Introduction
Today, the manufacturing industry is in motion to adopt a smart and dynamic production that is one of the basic elements of the industrial revolution. Additive manufacturing is a general name of a group of nonconventional manufacturing methods that are based on producing the desired 3D part layer by layer and enable the production of complex geometries that cannot be produced by conventional methods. AM is prone to minimize the waste of raw materials, and eliminate the cost of mold, equipment, and stock. According to the American Society for Testing and Materials standards, additive manufacturing methods are categorized into seven main technologies given in Fig. 1 [1, 2].

The seven main additive manufacturing technologies
While primitive additive manufacturing technologies were able to process generally polymer-based materials due to technological limitations, metallic materials can be widely used in current technologies thanks to recent developments. Powder Bed Fusion (PBF), Binder Jetting (BJ), Direct Energy Deposition (DED) and Sheet Lamination are well suited for metal feedstock material processing. PBF is the most common AM process used with metal materials and is based on fusing powder particles selectively by an energy source to fabricate 3D components. DED uses an energy source to generate a melt pool and melting feedstock material that is being deposited. The feedstock material can be in a form of powder or wire. BJ is another process in which a printhead selectively deposits a binding agent over a powder bed to bind them together and then the post-processing is needed to improve the final part properties. Sheet lamination bonds thin metal sheets together and the bonded metal stack is cut by subtractive manufacturing technologies to give the final form [3, 4].
Metal AM enables the production of very detailed components accurately. Lighter and stronger parts can be fabricated due to the layer upon layer manufacturing phenomenon. Reducing or eliminating the need for tools and assembly offers more flexible, faster, customized, and cost-effective manufacturing with greater efficiency. The aerospace industry is one of the first to adopt metal AM and the adoption by many industries shows a growing trend through these superiorities. Some of these industries are shown in Fig. 2 [5, 6].

Industries that currently use metal AM technologies
Metal additive manufacturing technologies are divided into two different categories: fusion-based where the feedstock material is fully fused to create the sliced layer and non-fusion-based. Fused-based technologies can also be grouped into two categories that are powder bed fusion and feedstock fed fusion. Figure 3 shows metal additive manufacturing classification [4].

The classification of metal additive manufacturing technologies
2 Powder Bed Fusion Technologies
Powder Bed Fusion (PBF) is one of the earliest additive manufacturing processes based on selectively fusion of the feedstock material in a form of powder by energy source such as laser or electron beam. Selective Laser Sintering (SLS), Selective Laser Melting (SLM), and Electron Beam Melting (EBM) are powder bed fusion processes. Metal powder bed fusion systems currently tend to melt the powder particles instead of sintering to build nearly full density part [7].
2.1 Laser Powder Bed Fusion (SLM)
Laser powder bed fusion is one of the first commercialized, most common, and extended additive manufacturing technology that places its origin back to the research made by researchers at the University of Texas at Austin in the 1980s. Carl Deckard filed a patent in 1989 and it was commercialized by 3D Systems. Since then, the process has had exponential growth in terms of the machines provided, the materials used, and the industries applied. Laser Powder Bed Fusion is alternatively known as Selective Laser Melting (SLM), Direct Metal Laser Melting (DMLM), and Direct Metal Printing (DMP). EOS (Germany), SLM Solutions (Germany), Concept Laser (Germany), Renishaw (UK), and 3D Systems (France/USA) are the major shareholders of the LPBF market.
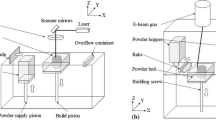
The energy source system (beam generation and manipulation), powder feeding system, enclosed chamber, build platform, and controlling system are the main parts of the SLM machine. The energy system is made up of a laser that is currently a fiber laser and scanning optics that enable to focus of the laser beam over the build platform. Most of the LPBF commercially available in the market come with fiber laser that works in a wavelength of 1064 nm and increases absorption rate. The gas laser was used as an energy source in an early version of the machine and the conversion rate of the input power to useful power has increased from around 20% up to 80% by switching gas lasers to fiber lasers. Single mode Ytterbium-Doped Yttrium Aluminum Garnet (Yb:YAG) or Neodymium-Doped Yttrium Aluminum Garnet (Nd:YAG) are common fiber lasers used with Gaussian power distribution [8,9,10].
The powder feeding system creates the powder layer and holds the fabricated part. Two different powder-feeding systems are available. One of them consists of a powder chamber with a piston where the piston goes up to provide a sufficient amount of powder and the other one is having a hopper over the powder bed. A certain amount of powders fall in front of the rake/roller. The enclosed build chamber ensures that the powder layer is not disturbed during the process by providing a non-oxidation and heated environment. The build platform moves in the z direction to let spreading powder layers and holds the part while it is being fabricated. A controlling system that has a high-speed camera or temperature sensor can be placed into the build chamber to image the melt pool for in-situ process monitoring. Laser power, number of lasers, powder handling system, scanning strategies, and build volume are differentiated over the years [11,12,13].
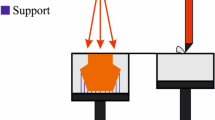
The build bed leveling must be primarily carried out to ensure anchoring the very first fabricated layer to the build bed. The LPBF process starts with spreading a predefined thickness of the powder layer by a rake/roller over the built plate. Then the laser is focused by a controlled scanning mirror to selectively melt the powder. When the resolidification of the first molten layer is done, the build platform goes down in the z direction and the fresh powder layer is overspread. These steps are repeated over again till the final part is fully fabricated.
A melt pool is the molten metal area that occurs from the interaction between the energy source and the feedstock material. The level of the energy density defines these variables that affect the temperature gradient and the solidification rate. The temperature gradient and the solidification rate determine the microstructure, thereby affecting the mechanical properties of the final part. Laser exposure is generally adjusted to provide a certain depth into the previous layer that is also melted and hence the full fusion of each layer into the previous is procured. As a result, the properties of the completely fabricated part are less directional [14,15,16].
The enclosed chamber and the build platform are heated to minimize the temperature differences between the pre-laid powder layer and the high-energy laser beam. Preheating minimizes the required laser power for the process, and the formation of residual stress, shrinkage, and distortion. Lower preheat up to 400 °C is beneficial for easily removing unmolten powder surrounding the fabricated part and reusing that powder. To have efficient preheating for large parts, some machines are equipped with radiators above the build platform. Excessive preheating may cause over-sintering of surrounding powder and oxidation. Surrounding gasses such as oxygen can cause several gas defects and oxidation of the melt pool. The whole process is performed under a protected atmosphere. A flow gas such as nitrogen(N) or argon (Ar) is pumped into the build chamber to prevent oxidation and to clear the spatter that occurs from the laser path.
Powder particle size distribution (15–63 µm) is finer than Electron Beam Melting (EBM) herewith the thinner layer thickness (15–150 µm) can be attained which is better for surface integrity (Ra 10–20 µm), and higher precision but also results in longer production time and higher cost. The desired properties of the powders are good spherical, fine particle size distribution, homogeneous composition, non-contaminated, and low intraparticle porosity. Before modern metal LPBF machines adopted fully fused metal powders, metal powder coated with binder polymer is used by liquid phase sintering. Stainless steel (316L, 17-4PH), titanium alloys (TiAl6V4), nickel-based alloys (Inconel 625/718), Al alloys (AlSi10Mg), and CoCrMo are common materials for SLM technology. Precious metals such as silver and gold can also be processed by SLM for jewelry industry applications [11, 17].
The usage of multi-lasers that enable scanning different regions simultaneously becomes evident. Thanks to these developments, the production rate is improved by reducing lead time and cost. Working at low temperatures provides easier powder removal, especially from the inner geometries and recycling of non-sintered powder surrounding the fabricated part. Very complex inner geometries can be manufactured. It can produce a denser product than conventional powder metallurgy. SLM is the best-suited method for producing titanium alloys since it is hard to produce by conventional manufacturing systems [9, 18].
High thermal conductivity, high surface tension, high laser reflectivity, and propensity to oxidize the metal materials made them difficult to process. Development in laser technologies and presenting fiber lasers with wavelength increased the absorptivity of metal powders and enabled metal PBF processing. Unlike SLS, SLM needs a support structure and the support structure needed in LPBF is denser than in EBM due to lower process temperature conditions and very fast cooling rates [2, 19].
Scanning strategies affect the properties of the fabricated part including density, residual stress, and then mechanical properties. Some different scanning technologies are adopted by SLM machine vendors, such as line-wise scanning throughout the x-axis or the y-axis or area-wise island scanning where the layers are divided into small squares and randomly melted afterward to avoid accumulating the energy in specific areas of the sliced geometry. Island scanning is a better choice to reduce the effect of the swelling phenomenon [20, 21].
The cost efficiency, near-net-shaped part production, increased functionality, and wide range of materials that can be used are the main advantages of the SLM process. SLM is a relatively slow process due to scan speed, and parameter optimization is also time-consuming. Printable size limitation, high power usage, and difficulties in powder handling are some other drawbacks of SLM. Fabricated parts may have rough surface roughness depending on powder size, layer thickness, and process parameters. Build direction may cause anisotropy in the microstructure. High process temperature increases the possibility of residual stress and crack formation. SLM is one of the best methods for metal feedstock processing and in getting more accessible to manufacturers [3, 13, 22].
2.2 Electron Beam Powder Bed Fusion (EBM)
Electron beam-based powder bed fusion was developed at Chalmers University of Technology and was commercialized by a Swedish company named ARCAM which is currently owned by GE in 2002. Until quite recently, ARCAM was the only stakeholder in the EBM market and there are some other companies started to develop their technologies these days. However, 90% of the machines are still provided by ARCAM. EBM is extensively used in the manufacturing of turbine blades, engine components, and biomedical implants. Parts are fabricated by fusing metal powder with a high-energy electron beam in a high vacuum environment [3, 18].
An EBM machine generally consists of four different sections that are beam generation system, beam manipulation system, vacuum chamber, and powder bed system [13].
Beam Generation System: A high-energy electron beam is used as a thermal source to induce fusion between metal powder particles. Thus, the lack of fusion is almost eliminated by using a high-energy electron beam instead of a laser beam and it has the highest efficiency that electron beam power to the input power is around 95%. This efficiency is 10–20% with CO2 laser, around 80% with fiber laser in SLM, and the remaining energy is lost in form of heat. Electrons are emitted by heating a cathode filament and are subjected to an accelerated voltage to generate a high-energy electron beam. Cathode material should have a high melting point to not be melted during the beam generation and a low work function that ensures electron detaching at a low voltage state. An early version of the machines had Tungsten cathode filament but these days Lanthanum Hexaboride (LaB6) or Cerium Hexaboride (CeB6) are used due to their higher melting point, and lower work function properties [3, 4, 23].
Beam Manipulation System: The generated beam passes through different electromagnetic coils to correct astigmatism, deflect the beam to generate trajectories, and then focus the beam on a build platform [3, 23].
Vacuum System: During the process; the vacuum is needed to prevent interaction between the electrons, and air molecules which cause ionization of molecules and hence loss in energy, process speed, and the direction of the electrons. Reducing the oxidation of the reactive materials caused by reactive gases such as oxygen during the process is another advantage of the vacuum since the presence of an oxide layer on the surface decreases electrical conductivity [4, 23].
Interaction between electrons and pre-layered powders causes electron transfer through the powder particles and charging them. Negative charge accumulation in the powder bed may destabilize particles’ positions. To avoid damaging the layer formation caused by destabilized powder position, a low atomic numbered gas such as Helium (He) is used to discharge the charged powder particles. He is introduced into the chamber to maintain constant pressure to limit this electrostatic phenomenon. The vacuum should be carefully carried out during the process. Unsuitable vacuuming may decrease the melting point of metals. During the metal alloy processing, the metal that has a lower melting point will have a higher rate of evaporation which means higher loss and results in the change of final alloy composition. It also takes time to create a vacuum which affects the production rate. That is the reason why the vacuum should be sufficiently determined. In ARCAM approximately a vacuum of 10–5 mbar is pulled around 30 min [4, 9, 18].
Optical cameras and infrared thermography can be used for in-situ process monitoring. The heat energy that is needed for the fusion of powders is produced on account of the high kinetic energy of the electrons. (in SLM, regarded as to the process of photon absorption.) During the EBM process, each layer undergoes a period of preheating to provide the same average temperature at each layer and to achieve a slight sintering between powder particles. This sintering provided by preheating assists to increase the electrical conductivity, discharging the electrical charges, and avoiding smoke formation. A flow of negative charges can be concentrated in the powder particles and the particles will be negatively charged if the electrical conduction is insufficient. When the repulsive electrostatic forces become greater than gravitational and Van der Waals forces, a powder cloud formation takes part inside the build chamber that causes a sudden stop of the process [9, 18, 24].
Preheating is required after the layer formation to provide attachment of powder to the build plate or previously deposited layer. Attachment may be provided by sintering (joined by forming a neck through the diffusion of atoms). Thus, electron accumulation in the powders can be prevented. Neck formation during sintering increases the electrical conductivity and contact between the powder and build plate enhanced by neck formation results in the dissipation of electrical charges to the ground. A defocused beam sweeps across the pre-laid powder layer a few times at high power and speed to heat the build platform uniformly up to preset temperature according to material properties. Preheating temperature depends on the feedstock material and characteristics of the powders such as density, size, and electrical and thermal conductivity. Significantly different microstructure from the other metal AM is attained in EBM by means of preheating. The obtained microstructure is coarser than the one obtained by SLM and similar to the cast microstructure with less porosity [18, 25,26,27].
The inability to process non-conductive materials is the main drawback of EBM technology. There will not be any interaction between the powder and the electron beam. In such circumstances, negative charge accumulation in a certain area increases electrostatic forces. When the electrostatic forces overcome the gravitational force, rapid expulsion and deflection occur. As a result of that, the fabrication is failed [9, 26].
Powders need to have spherical morphology, isolated particles, and similar size distribution for homogeneous powder spreading to obtain a stable process. The lower particle diameter causes smoke phenomena and the higher one results in poor surface finishing. Size distribution of 40–100 µm is common. Typical layer thickness is from 50 to 200 µm. surface roughness obtained is between 20 and 40 µm. production rate is between 70 and 100 cm3 h−1. The fabricated part has an excellent density of 99.9%. The feedstock cost of EBM is slightly lower than SLM technology since the particle size distribution is higher. Stainless steel, titanium alloys, tantalum, cobalt alloys, nickel alloys, and copper alloys can be processed by EBM [11, 17, 18].
ARCAM claims that EBM fabricated part properties are better than cast and comparable to wrought. The slow cooling rate provides more time for grain growth and relaxation of the microstructure that both reduce shrinkage, distortion and residual stress. The residual stresses that occurred in the EBM process are much lower than SLM. On the other hand, a long cooling cycle may cause oxidation and interstitial contaminant diffusion on highly reactive materials. Multiple melt pools can be generated simultaneously, and more than one part can be fabricated at a build cycle. The production rate of EBM is much higher than SLM due to high electron beam speed and higher layer thickness due to larger particle size distribution [16, 28].
Dimensional accuracy and surface integrity are influenced negatively due to the larger particle size and focal conditions. Preheating causes sintering of the surrounding powder of the fabricated part which increases the cleaning process time and therefore the cost. Slightly sintering of the surrounding powder by preheating provides support to the fabricated part and reduces the need for a rigid support structure. This sintered support structure is more easily removed and recycled during postprocessing. To provide electrical conduction and eliminate electron charging, support between the powder bed and base plate is used. This needed support is much smaller than the one needed in SLM. The general comparison of SLM and EBM methods is given in Table 1 [16].
2.3 Main Process Parameters of Powder Bed Fusion
There are several process parameters that are illustrated influence the production rate, cost, and the properties of the fabricated part such as surface roughness, density, mechanical properties and residual stress. The main parameters can be grouped into four: energy source-related, scan-related, powder-related, and temperature-related [3, 29].
Scan speed and beam energy are related as Eq. 1,
where E is beam energy density, P is beam power, S is spot size, V is scan speed, and L is layer thickness. Increasing beam power decreases the possibility of porosity formation but exceeded beam power may cause the previously printed layers. Lower beam power causes insufficient melting of powder particles. Increasing scan speed or spot size will decrease the energy density that may not be sufficient to fuse the powder particle. Increasing the power may look like a solution for that problem but increasing scan speed and the beam power will decrease the exposure time that causes insufficient melting. Scan speed determines melt pool length, higher scan speed means a longer and thinner melt pool that cause balling effect and delamination between the layers [4, 30].
Hatch spacing is the distance between the centers of two adjacent laser scans and is directly proportional to the production rate. If the hatch spacing is high, a smaller number of scanning along the whole layer is needed which means less time to scan the whole layer. If the sufficient laser spot size which is the focal diameter of the beam is not provided for a large hatch spacing, the gap between two consecutive scans will be remained causing porosity inside the fabricated part. To avoid this defect, there should be an overlap between scans. Due to the Gaussian beam, power at the center of the scan will be higher than the boundaries. The overlap will also compensate for this less heat generation at the boundaries [31].
Scanning strategy is the moving pattern of the energy source during the process and varies by direction, sequence, vector length, and rotation angle. Scanning strategy has a considerable influence on the thermal gradient and hence residual stress, balling effect, and the properties of the final part. Particle size, shape, and distribution affect the spreadability of powder material and the surface integrity of the completely fabricated part. The final part density is directly proportional to the powder bed density and a high density of powder bed is preferred to have near full density part [3, 4, 32].
Layer thickness is a preliminary parameter that directly affects the production rate. Increasing the layer thickness increases the production rate. However, higher precision can be obtained with a low layer thickness. Even though processing the thicker layer requires higher laser energy, the level of practicable laser energy is limited. High laser energy may cause distortion on the fabricated part and can be avoided by scanning the same surface more than once with lower energy. Besides the thin layer thickness allowing more dense parts and better surface integrity, it requires lower energy density to be fully fused. Lower shrinkage and hence dimensional accuracy may be obtained by lower layer thickness. For the lower layer thickness, small particle size distribution is needed, which increases fabrication time and the cost of the part [4, 30, 31].
3 Direct Energy Deposition
The general process of Direct Energy Deposition (DED) also known as Direct Metal Deposition (DMD), Laser Engineered Net Shape (LENS), and Electron Beam Freeform Fabrication (EBF3) consists of focusing direct energy into a narrow region over a build plate or pre-built part to generate a melt pool and simultaneously melting feedstock material that is being deposited into the melt pool. The main difference between DED and PBF is not melting a pre-laid powder layer but melting the feedstock material as it is being deposited it has similar process characteristics with laser cladding and the 5-axis laser welding. The DED process is predominantly used for metal materials and can be performed to add a feature to a pre-built component, for repairs, or occasionally to fabricate a new part [9, 12].
Different types of DED technologies are commercially available depending on the heat source and the material feeding mechanism used and users can pick the optimal configuration for their application (Fig. 4). The feedstock material can be in a form of powder or wire. A laser beam, electron beam, and electric arc are the energy sources that are used in commercially available machines [13].

Classification of DED according to feedstock and energy source types
The laser beam that has a smaller beam diameter enables finer feature production. The electron beam has a relatively large beam diameter to avoid charge accumulation and provide a larger production rate. Laser beam-based DED has the fastest cooling rate resulting in fine microstructure and hence improved strength. The cooling stage is longer in electron beam-based systems and the larger heat that is generated by the electric arc contributes even longer cooling cycle that increases the residual stress [9, 13].
A eposition head consists of laser optics, a feedstock nozzle, inert gas tubing and sometimes controlling sensors. The deposition process can be controlled by the motion between the deposition head and the substrate. This motion can be obtained by moving only the deposition head, moving only the substrate, or movement of both. There are a few companies that provide deposition heads as a CNC milling tool that enables additive and subtractive manufacturing consecutively which is beneficial for repairing and better dimensional tolerances. A nonvertical deposition is as effective as a vertical one due to the kinetic energy of powder particles fed into the melt pool is greater than the gravitational force of the powder particles. This feature makes multi-axis deposition possible [3, 33].
The building part process involves deposition, melting, and solidification of the feedstock material. The energy source generates a melt pool on the desired area of the substrate that can be either built plate to fabricate e new part or a pre-built component to add an additional section or to overhaul and repair. The feedstock material is fed into the melt pool when it is fully melted and then solidified as the energy source passes. When a layer is completed, the nozzle and/or substrate moves by the thickness of one layer to enable the deposition of the next layer. These steps consecutively repeat until the desired part is fully completed [3, 4, 26].
The feedstock can be used in a powder or wire form in DED. A powder-based feedstock is used for laser or arc-based energy source systems and wire-based feedstock can be used for all energy sources. The wire form of many alloys is available and is suitable for many applications where the lower dimensional accuracy is not an issue or full density is the main requirement. The feedstock capture efficiency is almost 100% in the wire-based feedstock. It is mostly suitable for less detailed geometries and surface coating. To provide uniform beads during the deposition, the wire diameter that varies between 0.9 and 4 mm stability is significant. 316 stainless steel, Inconel 625, and Ti6Al4V are commonly used in DED technologies [33]. Powder form material is more flexible and it can be mixed while depositing which provides composition changing and multi-material part fabrication. The main drawbacks of powder are a transition between the materials and the deposition rate of powder into the melt pool (around 50–90% of powder is deposited into the melt pool). In wire-based feedstock material, the material feeding rate (MFR) is well defined. On the other hand, depositing more than one wire simultaneously is not easy [13, 18].
DED is a very complex manufacturing process that depends on many process parameters given in Fig. 5. Geometry-related process parameters should be controlled for complex geometry [13, 34].

The main DED process properties
DED is the most suitable additive manufacturing process for repairing and feature adding due to the 5 or more axis systems. Nearly full-density parts with a minimum level of porosity can be fabricated by the DED method. DED machines have a larger build envelope than PBF and directing material by a nozzle instead of requiring a powder bed allows building larger parts and are suitable for automotive and aerospace industry applications. Build envelope can be expanded by taking advantage of robotic systems. DED offers one of the highest deposition rates among AM technologies. The deposition rate can be in the range of 500 to 4000 cm3/h depending on the energy source type. Due to directly infusing the material into the melt pool, particle size distribution and morphology of the powder material is not a requirement. Compared to PBF, DED can be processed wider range of materials. It is easier to introduce second material by adding a second nozzle to the printhead [13, 18, 34].
Complex geometries and internal features may not be achievable with DED due to a lower level of resolution compared to PBF. A support structure or a multi-axis deposition head is required for geometry complexity. The material delivery nozzle and the energy source move together causing slower beam scanning and over-deposition at corners may occur that negatively affects the dimensional accuracy. The completed part requires machining to obtain desired tolerances/surface integrity and heat treatment to compensate for the residual stress caused by a large melt pool. However, it is an unsuitable process for temperature-sensitive materials such as aluminum, and magnesium due to high process temperature [3, 9, 13].
Laser Engineered Net Shaping (LENS) is one of the first commercialized DED processes. It was developed at Sandia National Laboratories and commercialized by Optomec, USA in 1997. In this DED type of manufacturing method, the feedstock material is in powder form and the energy source is a high-power laser beam. The process takes place under an inert gas environment to avoid melt pool oxidation [35, 36].
Electron Beam Additive Manufacturing (EBAM) consists of fabricating desired parts by feeding the feedstock material into a melt pool generated by an electron beam. Skiacky, the USA is the only vendor that offers wire based EBAM. NASA has similar technology known as Electron Beam Freeform Fabrication (EBF3). Interaction between wire, electron beam, and build plate/part takes place in a vacuum environment to ensure the focusing of an electron beam. EBAM is a highly efficient process due to the maximum material fed and 95% conversion rate of the electron beam [16].
Wire Arc Additive Manufacturing (WAAM) uses metal wire as feedstock material and electric arc as an energy source. An electric arc melts the metal wire as it is deposited, and inert gas is used to prevent oxidation and control the metal’s properties. WAAM is increasingly applied for repairing. No support structure is needed for the process. CNC machining can be performed for better surface roughness and dimensional accuracy and heat treatment application for residual stress relief. The process does not require a vacuum chamber and is the most cost-effective DED process especially for fabricating a large part. MX3D (Netherlands), WAAM3D (UK), Gefertec (Germany), and Norsk Titanium (Norway) are companies that commercially offer WAAM machines [37, 38].
4 Binder Jetting
Binder Jetting (BJ) is one of the non-fusion metal additive manufacturing technologies. It was first invented at the Massachusetts Institute of Technology in 1993 as 3D Printing and patented by Z Corp in 1995. ExOne, 3D Systems, Sintertek, Voxeljet, GE, and HP are currently launching commercial machines and ExOne is a pioneer vendor in the BJ technology market. The technology was first developed for polymer-based materials and then metallic materials are widely adopted. Numerous technological advancements have taken place since the first BJ machine came up and it is becoming so popular in metal additive manufacturing in recent years. A very high production rate, the detailed feature production capability of around 99.5% density, and a wide range of materials that can be used are the main benefits of this technology. That is the reason why, many companies launch their own BJ machines, even though BJ is not widespread yet [39, 40].
The BJ machine consists of a powder handling system that spreads a fine powder layer, a binder jetting head with multiple inkjets that deposit binder droplets to join metal particles, and a curing system to polymerize the binding agents. The smallest build area with a dimension of 165 mm width × 65 mm depth × 65 mm height is offered by ExOne and Voxeljet launched a BJ machine with the largest build area with a dimension of 4000 mm W × 2000 mm D × 1000 mm. More than one part can be built at a time [13, 26, 41].
In this technology, the desired part is printed layer by layer on a powder bed like PBF. On the other hand, there is no thermal energy source to fuse the particle which is the main process in PBF technology. The particles are bounded together by the help of dispensing binding agent using an inkjet printhead similar to Material Jetting (MJ). However, the binding agent is just a small portion of the part, and it will be evaporated in the post-processing stage in contrast to the MJ. BJ is an indirect additive manufacturing process that takes place in two main stages. The first stage is creating the green part which means giving the component its shape. The second step is sintering and/or infiltration of the green part to give the component final properties. The main process consists of green part fabrication, curing, depowdering, debinding, sintering, and/or infiltration [13, 18, 42].
The inkjet printhead with multiple nozzles passes over the pre-laid powder layer and dispenses very small droplets of polymer-based aqueous binding agent to bind metal powder particles together. Binding occurs at room or very low temperatures and metal powder particles are not melted, so the thermal-related defects such as residual stress, distortion, and shrinkage are eliminated. Besides, inert gas or vacuum environment is not needed. The build platform moves down as much as layer thickness and a fresh powder layer is overspread by roller/rake. During the green part fabrication, the chamber temperature can be controlled to provide partial drying of the printed layers to avoid slippage when the new layer is deposited. [13, 26].
As soon as the green part fabrication is over, the curing stage where the infrared heater subjects the heat takes place for a few hours to have binding in the binder-saturated area completely. The green part obtained is a nearly full dense composite of base metal and binding agent that is filling the pores between metal powder particles. The minimum mechanical properties are established. It also has significant porosity and a brittle structure. The cured green part is extracted from the powder bed (depowdering stage) and gently cleaned to remove the surrounding loose powder by pressured air. The cellular structure might be a problem during transferring the brittle green part to the furnace [3, 9, 26].
Post-processing applied after the green part fabrication consists of binding agent removal, solid-state sintering, and infiltration to strengthen the part before using. The majority of the manufacturing lead time is spent during the post-processing. The fabricated, cured, and depowdered green part is placed into a furnace to heat up to the sintering temperature resulting in evaporation of the binding agent (debinding stage) and providing partial particle sintering. The sintering process takes place in two consecutive cycles, a low-temperature cycle in the furnace to burn off the polymer binding agent and a high-temperature cycle for solid-state sintering of metal particles. At the end of the first cycle, the brittle green part with a high degree of porosity is obtained. In the second cycle, the sintering process is continued to decrease the density of porosity and/or infiltration with a lower melting point liquid metal that is different than base metal takes place to fill the pores [3, 4, 42].
During the sintering process, the atomic diffusion is sufficiently activated resulting in densification and hence shrinkage is inevitable. High dimensional shrinkage and high sintering temperature make it difficult to work with tight tolerances. Current tolerances are in the range of 0.1–0.2 mm at best. The shrinkage rate that is nearly homogeneous linear dimensional with a rate of around 15% should be considered at the design stage to ensure desired dimensional accuracy. Controlling the dimensional shrinkage is a major challenge and requires advanced knowledge in powder metallurgy and sintering behaviors of metallic powders. A master sintering curve should be developed to identify the sintering conditions [18, 42].
Infiltration is another post-processing based on filling a porous body with liquid infiltrant. Metal infiltrant must have a lower melting point. Infiltration after some amount of sintering ends up with lower shrinkage and also metal matrix–metal powder composite parts with specifically engineered properties can be manufactured. Near-full dense single-material components can be fabricated by using new materials developed for BJ technology and controlling the sintering process. In this case, the infiltration stage can be skipped [3, 13, 42].
If porosity is a desired property that can be beneficial for some applications such as implants and structural parts, BJ is an excellent metal additive manufacturing method. The degree of porosity can be controlled by monitoring the powder bed density and binding agent saturation. Up to 95% density can be achieved with BJ and Hot Isostatic Pressing (HIP) is one of the most common post-processing methods to decrease the degree of porosity without infiltration. BJ method consists of forming the cross-section of the 3D part on each layer by a few passes of the printhead instead of following a raster path to fuse the particles. That is the reason why BJ is considered a high-speed additive manufacturing process. Surrounding loose powder may act as a support structure and holds up the solidified part overhangs, but metal parts mostly need a support structure to avoid warpage during the sintering process [8, 13, 43].
HP offers a slightly different printing mechanism from other vendors. in this technology named Multi-Jet Fusion, two different binding agents are deposited on each layer. The fusing agent is deposited where the particles need to be bonded together inside the cross-section and the detailing agent is deposited around the fusing agent to determine the border of the cross-section. During the heat source passing over the build bed, powder particles covered by the fusing agent are fused while the particles covered by the detailing agent are unfused. As a result of this process, the finer feature and well-defined edges are provided compared to a regular BJ. Desktop Metal is another BJ machine provider that uses a printhead that can deposit binder droplets with different diameters for better surface integrity and dimensional accuracy. The large droplets fill the interior part of the cross-section when the smaller droplets are dispensed closer to the edges [13].
Printhead speed and binding agent saturation should be optimized to ensure proper bonding and a lower level of porosity. The main process parameters of BJ are given in Fig. 6 [43].

The main BJ process parameters
The powders irrespective of their melting points can be processed since the powder particles are not melted during the process. Inconel, Cobalt-Chrome alloys are materials that are difficult to machine with conventional manufacturing and BJ is a promising manufacturing method for processing these materials. Sintered Tungsten carbide, stainless steel (316L), bronze-infiltrated stainless steel, Titanium-alloys (TiAl6V4), and maraging steels are common materials that can be fabricated by BJ. Binding agent material has low viscosity to allow droplets forming and rapidly fall off from the nozzle, stability against large shear stress, good powder interaction, and clean burn-out characteristics [42, 43].
Microstructure and mechanical properties depending on the sintering and/or infiltration process are comparable with metal injection molding. BJ is suitable for low to medium-batch production. For instance, injection molding dies can be manufactured. Even though sintering and/or infiltration is costly, the whole process is cost-effective compared to PBF due to not using a laser or electron beam. Materials with poor weldability that makes them difficult to fabricate by PBF, can be printed in BJ [18, 44].
Binder Jetting is a multi-step process that requires additional equipment and increases the production time & cost. Due to brittleness in the green state, manual depowdering may be required. The component fabricated by BJ has poorer mechanical properties compared to PBF and DED due to a higher level of porosity that causes stress concentration, crack formation, and consequently fatigue failure. The technology is limited to processing one type of metal powder inside the build chamber. However, functionally graded structures can be produced by infiltration of a different metal than the base metal powder. For instance, annealed 420 stainless steel matrix infiltrated with bronze offered by ExOne provides high mechanical performance, machinability, and weldability. The surface roughness obtained is similar to PBF, but the dimensional accuracy is much worse [13, 43].
5 Sheet Lamination
Sheet lamination is another additive manufacturing process where the desired part is formed by bonding sheet material. Laminated Object Materials used paper sheets as a feedstock and Ultrasonic Additive Manufacturing (UAM) which is another indirect method for metal additive manufacturing are two distinct processes of sheet lamination. Sheet lamination is a process in which additive and subtractive steps are combined to fabricate a 3D part. In an additive step, the sheets of material are bonded together by applying heat or pressure to provide chemical or mechanical bonding. Mechanical or laser cutting follows the formation of the stack to give a final shape in the subtractive step. Layer-by-layer shaping or stack of layers shaping are optional [4, 5, 12].
Ultrasonic Additive Manufacturing consists of welding sheets of metal using ultrasonic welding and removing unwanted material by a mechanical milling process to form desired part geometry. The process is commercialized by Solidica Inc., USA in 2000. An early version of the technology was suitable for processing soft metals such as aluminum due to a 1 kW power system, but the power of the current machines has increased up to 9 kW even stainless steel or Inconel sheets can be processed [3, 45, 46].
A rotating sonotrode that travels along the length of the metal sheet applies a normal force to keep the metal layers together and oscillates at user-set oscillation amplitude to provide ultrasonic welding between the metal sheets. When the deposition of four sheets of metal is completed, the CNC milling head forms the deposited layers according to desired slice contour. This additive-subtractive process follows each other till the desired part is fabricated. The prevalent frequency of oscillation is around 20 kHz. The sheet thickness is generally between 100 and 150 µm [3, 16].
The most important process parameters are travel speed, oscillation amplitude, and the normal force of the sonotrode. The oscillation amplitude determines the amount of ultrasonic energy that affects the bonding formation between the layers. An insufficient amount of energy cause voids between the layers and delamination occurs during the process. An exceeded energy can damage the previously formed layers. A sufficient normal force is required the ensure keeping layers together and that the ultrasonic energy is delivered to the metal sheet. The travel speed of the sonotrode determines the welding exposure time which directly affects the bonding strength. UAM process generally takes place at room temperature, but some metals may require preheating. A sufficient amount of heating of metal sheets provides better bonding by reducing the flow stress of metals [3, 4, 45].
Faster production, low cost, and easy material handling are some of the benefits of sheet lamination. The process enables to produce embed structures into the part such as fibers, wires, and sensors. This feature makes the method suitable for the production of electronic devices and smart structures. Waste of material, anisotropic mechanical properties, and a high tendency for delamination are the drawbacks of the process. Lattice structure fabrication may also be infeasible due to the difficulties of excess material removal [45, 47].
6 Main Defects in Metal AM
Additive manufactural fabricated parts may include some defect that influence the properties of the components. Interaction of gases, lack of fusion unmolten or partially melted powder are the main reasons of the defects. The possible defects are given in Fig. 7 [48, 49].

Defects in metal AM
Lack of fusion is one of the most common metal AM defects that occurs due to the insufficient energy source power. The feedstock material does not fully melt and fuse into the previous layer or adjacent tracks. A poorly fused powder may cause a porosity, delamination, and crack formation. To avoid the lack of fusion, the beam power should be sufficiently arranged to have fully melting. Balling is one of the other most concerns in metal additive manufacturing. If the surface tension is greater than wetting between the melt pool and the base plate/previous layer, melt pool forms in ball-shape instead of continuous melting tracks. Balling increases the surface roughness and the level of porosity. Contamination, oxidation, laser power, scan speed and layer thickness affect the probability of balling formation. Lower cooling rate provide a sufficient time for surface tension and increase the tendency of balling. Due to exceeded energy source power, the melt pool depth can be deeper, and the vapor channel occurs. The gas bubbles arising from the evaporation of the metal inside the deep vapor channel cannot reach the top due to higher melt pool diameter, remain inside and pores occur [13, 49, 50].
A high level of beam power can cause a keyhole formation and unstable keyhole may create voids inside the melt. During the atomization of metallic powder, the gas can be trapped inside the particles and may cause the pores inside the fabricated structure. Lowering the level of shielding gas or processing under vacuum may lower the level of porosity. Lack of fusion also causes porosity. Beam power, scanning speed, layer thickness and hatch spacing are the main process parameters that can affect porosity formation. Insufficient bonding between layers due to lower energy density and the powder characteristic also increases the possibility of porosity formation [13, 51, 52].
Residual stress classified into two different stresses. Uneven heating cause in thermal stress and volume expansion during the phase transformation results in structural stress. Cause in thermal deformation, crack formation and fatigue failure. It also affects the mechanical properties and the dimensional accuracy of the final part. Cracking is another defect in additive manufacturing based on lack of bonding. Shrinkage occurs during the cooling stage generates forces resulting in cracks. Impurities also cause crack formation. Brittle materials are more prone to crack formation owing to lower heat conductivity and resistance to thermal shock. Delamination which means separation of layers occurs due to lack of bonding and residual stress. Distortion is stress-based defect and occurs when the contraction forces are largen then the bonding force of the first printed layer. It may result in the breaking of part [13, 49, 53].
Oxidation may occur when the melt pool is improperly shielded from atmospheric conditions. Chemical reaction with reactive gases such as oxygen changes the chemical composition of the surface and the printing process can be negatively affected. A process under shielding gas or vacuum environment can solve the oxidation problem. In the metal additive manufacturing process, the alloying element with a lower melting point may be evaporated due to the high energy density of the beam. This defect causes a change in the chemical composition of the printed part and reduction in performance. The building orientation and thermal gradient during the process affect the degree of the anisotropy of mechanical properties in the fabricated part. Geometrical defects such as shrinkage, warpage, and delamination are always a challenge in additive manufacturing. The volume changing during the solidification, temperature gradient, residual stress, and feedstock material characteristics are the main factors of the geometrical defects [13, 16, 54].
7 Post-processing
According to today’s technology, most of the metal additive manufacturing technologies require post processing to enhance component’s properties and overcome current AM limitations right after the fully part fabrication. The main aims of the post-processing are improving surface quality, dimensional accuracy, mechanical properties, and support structure removal [3, 55].
7.1 Support Structure Removal
Support structure removal is the most common type of post-processing. During the metal additive manufacturing process, many parts need a support structure and this support structure needs to be removed. CNC machining and Wire-EDM are used for the remove support structure of metal printed parts [3].
7.2 Surface Quality
The surface texture of the fabricated part may be modified for performance or aesthetic reasons. Stair-steps, contour filling patterns, and powder accumulation are common surface textures. During the support structure removal, some marks can also remain on the surface. Bead blasting is a common method for a matte surface finish, in which glass beads are sprayed over the part surface to remove marks. Dry or wet sanding and polishing can be performed for a smooth surface. Tumbling can be automatically applied to get a smooth surface. Dyeing the part is one of the most common methods based on dipping the part into the bath of dye to infiltrate the components. It gives the part a smoother surface and a uniform color [9, 56].
7.3 Dimensional Accuracy
Functional components may need a high precision that can be achieved by subtractive post-processing such as mechanical, chemical, or electrical machining. Different machine strategies for improving dimensional accuracy are listed in Fig. 8 [56].

Different machining strategies for metal AM post-processing
Grinding is the most common abrasive machining that can be applied to the AM fabricated part for high surface quality and dimensional accuracy. Turning or milling can be used if material removal is needed to increase dimensional accuracy. Drilling is preferable for fixing the poor circularity of holes. Laser machining, plasma arc machining, and electron beam machining are some of the thermal-based advanced machining methods for removing material from the surface. Chemical processes help to improve surface integrity and dimensional accuracy. Wire-EDM is commonly used to remove metal fabricated parts from the build plate. There is no mechanical force, and the accuracy of the cut depends on the diameter of the wire used. EDM can only be applicable to conductive materials [3, 57, 58].
7.4 Mechanical Properties
Successive heating and cooling cycles during the process cause high residual stress on the surface. Shot peening is one of the processes that can be performed to take advantage of beneficial residual compressive stress to give resistance to stress corrosion cracking and fatigue failures. The part surface is bombarded with spherical peenings that have a greater hardness than the fabricated part material. Shot peening also improves surface integrity. Turbine blades and gears fabricated by metal AM processes are common applications of shot peening. Cold Isostatic Pressing (CIP) is another method to improve mechanical properties, applied under 1000–4000 bar pressure up to 90 °C. CIP is an ideal method for complex geometries. CIP is cheaper than Hot Isostatic Press (HIP), but weaker mechanical properties can be obtained. Therefore, HIP is applied after CIP [3, 56].
After metal additive manufacturing such as DED and PBF, heat treatment is performed to relieve residual stress and to gain desired microstructures. Heat treatment can also improve mechanical properties such as hardness, ductility, wear resistance, and fatigue life. Annealing, homogenization, and recrystallization are generally performed to achieve desired microstructure and uniform properties. Hot Isostatic Process (HIP) is one of the common heat treatment processes applied to additively manufactured metal parts. The process is a combination of high heat and pressure. The process is generally applied under 100 MPa pressure around 1000 °C for 2–4 h to decrease the level of porosity, relieve the residual stress and enhance the fatigue life. It is the most suitable heat treatment for the components used in the aerospace, automotive, and biomedical industries [8, 16].
Abbreviations
- AM:
-
Additive Manufacturing
- BJ:
-
Binder Jetting
- CIP:
-
Cold Isostatic Pressing
- CNC:
-
Computer Numerical Control
- EDM:
-
Electrical Discharge Machining
- DED:
-
Direct Energy Deposition
- DMD:
-
Direct Metal Deposition
- DMLM:
-
Direct Metal Laser Melting
- DMP:
-
Direct Metal Printing
- EBM:
-
Electron Beam Melting
- EBAM:
-
Electron Beam Additive Manufacturing
- EBF3:
-
Electron Beam FreeForm Fabrication
- HIP:
-
Hot Isostatic Pressing
- LENS:
-
Laser Engineered Net Shaping
- LPBF:
-
Laser Powder Bed Fusion
- MFR:
-
Material Feeding Rate
- MJ:
-
Material Jetting
- PBF:
-
Powder Bed Fusion
- SLS:
-
Selective Laser Sintering
- SLM:
-
Selective Laser Melting
- UAM:
-
Ultrasonic Additive Manufacturing
- WAAM:
-
Wire Arc Additive Manufacturing
References
Astm I (2015) ASTM52900-15 standard terminology for additive manufacturing—general principles—terminology. ASTM Int West Conshohocken, PA 3(4):5
Haleem A, Javaid M (2019) Additive manufacturing applications in industry 4.0: a review. J Indus Integr Manage 4(04):1930001
Gibson I., Rosen DW, Stucker B, Khorasani M, Rosen D, Stucker B, Khorasani M (2021) Additive manufacturing technologies. Springer
Kumar S (2020) Additive manufacturing processes. Springer International Publishing
Balasubramanian K, Senthilkumar V (2020) Additive manufacturing applications for metals and composites. IGI Global
Yakout M, Elbestawi M, Veldhuis SC (2018) A review of metal additive manufacturing technologies. Solid State Phenom 278:1–14
de Oliveira Campos F, Araujo AC, Munhoz ALJ, Kapoor SG (2020) The influence of additive manufacturing on the micromilling machinability of Ti6Al4V: a comparison of SLM and commercial workpieces. J Manuf Process 60:299–307
Yang L, Hsu K, Baughman B, Godfrey D, Medina F, Menon M, Wiener S (2017) Additive manufacturing of metals: the technology, materials, design and production. Springer
Khan MA, Jappes JTW (2020) Innovations in additive manufacturing. Springer International Publishing
Gunasekaran J, Sevvel P, Solomon IJ (2021) Metallic materials fabrication by selective laser melting: a review. Mater Today: Proc 37:252–256
Zhang D, Sun S, Qiu D, Gibson MA, Dargusch MS, Brandt M, Qian M, Easton M (2018) Metal alloys for fusion-based additive manufacturing. Adv Eng Mater 20(5):1700952
Badiru AB, Valencia VV, Liu D (2017) Additive manufacturing handbook: product development for the defense industry. CRC Press, Taylor & Francis Group
Toyserkani E, Sarker D, Ibhadode OO, Liravi F, Russo P, Taherkhani K (2021) Metal additive manufacturing. Wiley
Keshavarzkermani A, Marzbanrad E, Esmaeilizadeh R, Mahmoodkhani Y, Ali U, Enrique PD, Zhou NY, Bonakdar A, Toyserkani E (2019) An investigation into the effect of process parameters on melt pool geometry, cell spacing, and grain refinement during laser powder bed fusion. Opt Laser Technol 116:83–91
Cheng B, Chou K (2013) Melt pool geometry simulations for powder-based electron beam additive manufacturing. In: 2013 International Solid Freeform Fabrication Symposium, University of Texas at Austin
Milewski J (2017) Additive manufacturing of metals: from fundamental technology to rocket nozzles, medical implants, and custom jewellery. Springer International Publishing AG
Vock S, Klöden B, Kirchner A, Weißgärber T, Kieback B (2019) Powders for powder bed fusion: a review. Progress Additive Manuf 4(4):383–397
Peyre P, Charkaluk E (2022) Additive manufacturing of metal alloys 1: processes, raw materials and numerical simulation. John Wiley & Sons
Zhang J, Song B, Wei Q, Bourell D, Shi Y (2019) A review of selective laser melting of aluminum alloys: processing, microstructure, property and developing trends. J Mater Sci Technol 35(2):270–284
Ali H, Ghadbeigi H, Mumtaz K (2018) Effect of scanning strategies on residual stress and mechanical properties of selective laser melted Ti6Al4V. Mater Sci Eng, A 712:175–187
Fang Z-C, Wu Z-L, Huang C-G, Wu C-W (2020) Review on residual stress in selective laser melting additive manufacturing of alloy parts. Opt Laser Technol 129:106283
Zhang Y, Wu L, Guo X, Kane S, Deng Y, Jung Y-G, Lee J-H, Zhang J (2018) Additive manufacturing of metallic materials: a review. J Mater Eng Perform 27(1):1–13
Galati M, Iuliano L (2018) A literature review of powder-based electron beam melting focusing on numerical simulations. Addit Manuf 19:1–20
Uçak N, Çiçek A, Aslantas K (2022) Machinability of 3D printed metallic materials fabricated by selective laser melting and electron beam melting: a review. J Manuf Process 80:414–457
Cooke S, Ahmadi K, Willerth S, Herring R (2020) Metal additive manufacturing: technology, metallurgy and modelling. J Manuf Process 57:978–1003
Godec D, Gonzalez-Gutierrez J, Nordin A, Pei E, Alcázar JU (2022) A guide to additive manufacturing. Springer Nature
Tamayo JA, Riascos M, Vargas CA, Baena LM (2021) Additive manufacturing of Ti6Al4V alloy via electron beam melting for the development of implants for the biomedical industry. Heliyon 7(5):e06892
Blakey-Milner B, Gradl P, Snedden G, Brooks M, Pitot J, Lopez E, Leary M, Berto F, du Plessis A (2021) Metal additive manufacturing in aerospace: a review. Mater Des 209:110008
Shipley H, McDonnell D, Culleton M, Coull R, Lupoi R, O’Donnell G, Trimble D (2018) Optimisation of process parameters to address fundamental challenges during selective laser melting of Ti-6Al-4V: a review. Int J Mach Tools Manuf 128:1–20
Hashemi SM, Parvizi S, Baghbanijavid H, Tan AT, Nematollahi M, Ramazani A, Fang NX, Elahinia M (2022) Computational modelling of process–structure–property–performance relationships in metal additive manufacturing: a review. Int Mater Rev 67(1):1–46
Zhang M, Sun C-N, Zhang X, Goh PC, Wei J, Hardacre D, Li H (2017) Fatigue and fracture behaviour of laser powder bed fusion stainless steel 316L: influence of processing parameters. Mater Sci Eng, A 703:251–261
Chern AH, Nandwana P, Yuan T, Kirka MM, Dehoff RR, Liaw PK, Duty CE (2019) A review on the fatigue behavior of Ti-6Al-4V fabricated by electron beam melting additive manufacturing. Int J Fatigue 119:173–184
Tang Z-J, Liu W-W, Wang Y-W, Saleheen KM, Liu Z-C, Peng S-T, Zhang Z, Zhang H-C (2020) A review on in situ monitoring technology for directed energy deposition of metals. Int J Adv Manuf Technol 108(11):3437–3463
Svetlizky D, Das M, Zheng B, Vyatskikh AL, Bose S, Bandyopadhyay A, Schoenung JM, Lavernia EJ, Eliaz N (2021) Directed energy deposition (DED) additive manufacturing: physical characteristics, defects, challenges and applications. Mater Today 49:271–295
Antolak-Dudka A, Płatek P, Durejko T, Baranowski P, Małachowski J, Sarzyński M, Czujko T (2019) Static and dynamic loading behavior of Ti6Al4V honeycomb structures manufactured by laser engineered net shaping (LENSTM) technology. Materials 12(8):1225
Baranowski P, Płatek P, Antolak-Dudka A, Sarzyński M, Kucewicz M, Durejko T, Małachowski J, Janiszewski J, Czujko T (2019) Deformation of honeycomb cellular structures manufactured with laser engineered net shaping (LENS) technology under quasi-static loading: experimental testing and simulation. Addit Manuf 25:307–316
Wu B, Pan Z, Ding D, Cuiuri D, Li H, Xu J, Norrish J (2018) A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J Manuf Process 35:127–139
Jin W, Zhang C, Jin S, Tian Y, Wellmann D, Liu W (2020) Wire arc additive manufacturing of stainless steels: a review. Appl Sci 10(5):1563
Padmakumar M (2020) Additive manufacturing of tungsten carbide hardmetal parts by selective laser melting (SLM), selective laser sintering (SLS) and binder jet 3D printing (BJ3DP) techniques. Lasers Manuf Mater Process 7(3):338–371
Li M, Du W, Elwany A, Pei Z, Ma C (2020) Metal binder jetting additive manufacturing: a literature review. J Manuf Sci Eng 142(9)
Ziaee BJ (2019) A review of process, materials, and methods. Addit Manuf 28:781
Mostafaei A, Elliott AM, Barnes JE, Li F, Tan W, Cramer CL, Nandwana P, Chmielus M (2021) Binder jet 3D printing—process parameters, materials, properties, modeling, and challenges. Prog Mater Sci 119:100707
Dini F, Ghaffari SA, Jafar J, Hamidreza R, Marjan S (2020) A review of binder jet process parameters; powder, binder, printing and sintering condition. Met Powder Rep 75(2):95–100
Gonzalez J, Mireles J, Lin Y, Wicker RB (2016) Characterization of ceramic components fabricated using binder jetting additive manufacturing technology. Ceram Int 42(9):10559–10564
Levy A, Miriyev A, Sridharan N, Han T, Tuval E, Babu SS, Dapino MJ, Frage N (2018) Ultrasonic additive manufacturing of steel: method, post-processing treatments and properties. J Mater Process Technol 256:183–189
Hehr A, Norfolk M (2019) A comprehensive review of ultrasonic additive manufacturing. Rapid Prototyping J
Bournias-Varotsis A, Han X, Harris RA, Engstrøm DS (2019) Ultrasonic additive manufacturing using feedstock with build-in circuitry for 3D metal embedded electronics. Addit Manuf 29:100799
Singh R, Davim JP (2018) Additive manufacturing: applications and innovations. CRC Press
Mostafaei A, Zhao C, He Y, Ghiaasiaan SR, Shi B, Shao S, Shamsaei N, Wu Z, Kouraytem N, Sun T (2022) Defects and anomalies in powder bed fusion metal additive manufacturing. Curr Opin Solid State Mater Sci 26(2):100974
Brennan M, Keist J, Palmer T (2021) Defects in metal additive manufacturing processes. J Mater Eng Perform 30(7):4808–4818
Mian MJ, Razmi J, Ladani L (2021) Defect analysis and fatigue strength prediction of as-built Ti6Al4V parts, produced using electron beam melting (EBM) AM technology. Materialia 16:101041
Zhang B, Li Y, Bai Q (2017) Defect formation mechanisms in selective laser melting: a review. Chin J Mech Eng 30(3):515–527
He Y, Zhong M, Beuth J, Webler B (2020) A study of microstructure and cracking behavior of H13 tool steel produced by laser powder bed fusion using single-tracks, multi-track pads, and 3D cubes. J Mater Process Technol 286:116802
Liu M, Kumar A, Bukkapatnam S, Kuttolamadom M (2021) A review of the anomalies in directed energy deposition (DED) processes & potential solutions-part quality & defects. Procedia Manuf 53:507–518
Leach R, Carmignato S (2020) Precision metal additive manufacturing. CRC Press
Mahmood MA, Chioibasu D, Ur Rehman A, Mihai S, Popescu AC (2022) Post-processing techniques to enhance the quality of metallic parts produced by additive manufacturing. Metals 12(1):77
Peng X, Kong L, Fuh JYH, Wang H (2021) A review of post-processing technologies in additive manufacturing. J Manuf Mater Process 5(2):38
Vafadar A, Guzzomi F, Rassau A, Hayward K (2021) Advances in metal additive manufacturing: a review of common processes, industrial applications, and current challenges. Appl Sci 11(3):1213
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2024 The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd.
About this chapter

Cite this chapter
Dasdemir, U., Altas, E. (2024). Metal Based Additive Manufacturing. In: Rajendrachari, S. (eds) Practical Implementations of Additive Manufacturing Technologies. Materials Horizons: From Nature to Nanomaterials. Springer, Singapore. https://doi.org/10.1007/978-981-99-5949-5_4
Download citation
DOI: https://doi.org/10.1007/978-981-99-5949-5_4
Published:
Publisher Name: Springer, Singapore
Print ISBN: 978-981-99-5948-8
Online ISBN: 978-981-99-5949-5
eBook Packages: EngineeringEngineering (R0)